
Как заточить сверло по бетону в домашних условиях
Обновлено: 16.05.2024
Некоторые "диванные" специалисты утверждают, что победитовые сверла в заточке не нуждаются совсем . Отчасти я согласен с этим мнением, но все - таки иногда его нужно затачивать .
Для эксперимента просверлите отверстие старым победитовым сверлом, а после рядом просверлите такое же отверстие, но уже новым, недавно купленным или заточенным. Сразу почувствуете огромную разницу .
Победит - это довольно твердый сплав, состоящий на 90 процентов из карбида вольфрама и на 10 процентов из кобальта (в качестве связующего), и совсем маленького количества углерода . Поэтому я произвожу заточку победитового сверла на наждаке с алмазным кругом.
У данного сверла, а именно победита угол заточки примерно 120 градусов . Но как заточить, соблюдая его ? Для этих целей можно быстро изготовить нехитрое приспособление из доски или бруска в виде треугольника. Примерная схема приспособления на рисунке ниже.
Далее просто вставляем сверло в приспособление и подвигаем его к крутящемуся диску. Но есть некоторые тонкости:
- прижим к диску должен быть минимальный;
- после одного - двух прижимов сверло нужно обязательно охлаждать в емкости с водой. Ни в коем случае нельзя перегревать его, так как победитовые напайки в таком случае просто начнут трескаться и крошиться. Сверло будет испорчено безвозвратно.
Вот в таком неспешном темпе затачиваем сверло до нужного состояния.
Обязательно перед заточкой проверьте сам диск на биение, иначе тоже рискуете испортить сверло.
И напоследок, скажу несколько слов по технике безопасности при работе. Сейчас сразу представил как изменились лица у некоторых читателей, мол "Кого ты учить собрался, обормот.." )) Но все - таки озвучу, лишнем не будет.
Проводить работы по заточке нужно в защитных очках, в плотно прилегающей одежде. Длинные волосы, если у кого - то такие есть, должны быть заправлены под головной убор. Ни в коем случае нельзя выполнять данные работы в перчатках или рукавицах, во избежании зацепления их с наждачным кругом или другими крутящимися частями.
Соблюдая эти правила, вы выполните заточные работы быстро, качественно и без различных травм.
Сверла, предназначенные для выполнения работ по такому сложному материалу, как бетон, изготавливаются с применением твердосплавных пластин, которые напаиваются на их режущую часть. Как и любой другой, такой инструмент изнашивается в процессе использования, именно тогда и возникает вопрос о том, как заточить сверло по бетону. Чтобы восстановить геометрические параметры рабочей части сверла по бетону и при этом не повредить сам инструмент, можно попробовать несколько способов его заточки, каждый из которых является актуальным при определенных обстоятельствах.

Победитовое сверло с тупыми кромки сверлит долго, а перегревается быстро
Правила заточки
Заточка сверла по бетону может быть проведена на корундовом точильном круге, установленном на соответствующем оборудовании. Затачивают такие сверла так же, как и обычные, но есть ряд нюансов, которые при этом стоит принимать во внимание.
Твердосплавные пластины, которыми оснащается режущая часть сверл по бетону, очень критично относятся к сильному перегреву. Последний может привести к тому, что пластина растрескается или даже разъединится с основным телом инструмента в месте ее пайки. Именно поэтому в процессе заточки сверл по бетону их следует как можно чаще охлаждать при помощи воды, не доводя режущую часть до перегрева. При этом надо учитывать, что сильно раскаленный наконечник сверла по бетону, если он все же дошел до такого состояния, ни в коем случае нельзя погружать в воду: он должен медленно остыть в естественных условиях. Резкое охлаждение твердосплавных пластин может привести к тому, что они просто лопнут.

Режущие кромки сверла должны быть острыми без округлостей
Затачивать сверло по бетону следует таким образом, чтобы его износившиеся режущие кромки стали прямыми, а место их пересечения точно совпадало с осью вращения инструмента. Кроме того, необходимо следить за тем, чтобы обработанные режущие кромки твердосплавной пластины имели одинаковую длину. В этом случае нагрузка, воспринимаемая каждой из таких кромок, будет иметь одинаковое значение, соответственно, изнашиваться они будут равномерно.
Наличие разницы в длине режущих кромок сверла по бетону может также привести к тому, что под воздействием более высокой нагрузки, создаваемой на более длинную режущую часть, инструмент будет отжиматься в сторону в процессе сверления, что в итоге приведет к его поломке.
Угол заточки режущих кромок – еще один важный параметр, на который следует обращать внимание. Если равномерность данного параметра для двух кромок не выдержана, то работать и, соответственно, активно нагружаться будет кромка, имеющая больший угол заточки. Это также приведет к быстрой поломке инструмента.
Зная основные принципы правильной заточки сверл по бетону, можно вполне сносно подточить инструмент даже в самых что ни на есть «полевых» условиях. Главное — соблюдать предельную осторожность, дабы не получить травму!
Каким способом заточить сверло
В процессе сверления инструмент, которым выполняется такая операция, должен контактировать с обрабатываемым материалом только своими режущими кромками. Именно поэтому заднюю поверхность любого сверла надо заточить под определенным углом, который обеспечивает наличие зазора между ней и дном формируемого отверстия (поверхностью резания).
На сегодняшний день используется три основных метода заточки сверл по бетону, позволяющих придать задней поверхности инструмента определенную форму. Рассмотрим эти способы подробнее.
Коническая заточка
Самым распространенным способом восстановления геометрических параметров сверл, используемых для работ по бетону, является коническая заточка. Инструмент, подвергаемый заточке, устанавливается в специальную призму, имеющую возможность перемещения (покачивания) вокруг своей оси, расположенной под определенным углом к рабочей поверхности точильного круга. Задняя поверхность режущей части сверла по бетону приобретает форму конуса с вершиной, расположенной в месте пересечения рабочей поверхности заточного круга с осью качания призмы.

Приспособление для заточки, даже сравнительно простое самодельное, позволяет ровно затачивать режущие кромки сверла
Чтобы заточить сверло по данному методу, необходимо выполнять настройку параметров, указанных в таблице.
- расстояние между осью конуса заточки (осью качания инструмента) и осью самого сверла (h);
- расстояние от вершины конуса заточки (H) до оси сверла;
- угол, с которым скрещиваются ось сверла (o) и ось конуса заточки;
- половина значения угла, расположенного между сторонами конуса заточки (б).
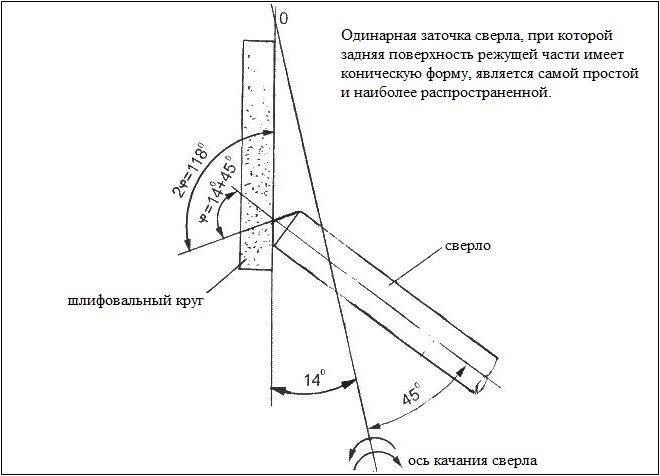
Схема конической заточки сверла
Для конической заточки сверла по бетону можно использовать два метода:
- Вершина инструмента, который надо заточить, располагается ниже, чем вершина конуса заточки. Затачивая сверло по бетону таким образом, используйте следующие настройки: а – 45°, б – 13–15°, H – 1,9 D, h – (0,05–0,08) D. При этом угол «о», находящийся между осью сверла и направляющей конуса, меньше, чем угол между осями инструмента и окружностью, образующей форму точильного круга (φ0).
- Вершина затачиваемого сверла располагается выше, чем вершина конуса заточки. При такой заточке используют следующие параметры: расстояние вершины конуса от вершины сверла (H) – 1,16 D; половина угла при вершине конуса заточки (б) – 30–35°; угол, под которым расположены оси сверла и конуса (о) – 90°; смещение (h) – (0,05–0,08) D; угол φ0 > 0.
Заточенный по данным методикам инструмент для работы по бетону обладает параметрами, указанными в таблице.
Таблица из текста
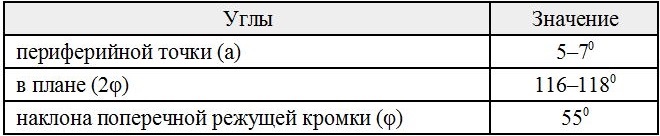
Углы заточки сверла
Величина заднего угла режущей части изменяется при помощи регулировки величины h – расстояния между пересекающимися осями конуса заточки и сверла. Чтобы изменить угол наклона поперечной режущей кромки (φ), необходимо провернуть затачиваемое сверло вокруг его оси, а для изменения угла в плане следует изменить углы «о» и «б». Если увеличить расстояние между осью конуса заточки (h) и осью сверла, то угол «а» увеличится, а углы «φ» и «2φ» уменьшатся. К уменьшению значений φ, 2φ, а также угла «а» приводит увеличение параметров «о», «б» и «H».
Геометрические параметры режущей части сверл с победитовыми пластинами
Конический метод заточки является предпочтительным, так как при его использовании создается более резкий прирост заднего угла сверла. В ходе сверления бетона инструмент совершает вращательное движение и в то же время перемещается вдоль своей оси, поэтому траектория движения каждой из точек режущей части представляет собой винтовую линию. Значение угла «м», под которым такая винтовая линия располагается к плоскости резки без учета осевого перемещения инструмента, определяется по следующей формуле: tg м = S0/nD, где S0 является подачей сверла, измеряемой в мм/об. Из данной формулы становится понятно: чем ближе точка на поверхности режущей части будет располагаться к оси сверла, тем меньше будет задний угол в рассматриваемой плоскости. Такое свойство конической заточки, которое предполагает, что задний угол на участках рабочей поверхности сверла, приближающихся к его оси, увеличивается, способствует повышению его стойкости.
Винтовая заточка
Если стоит задача по автоматизации процесса заточки сверл по бетону, то лучше всего использовать винтовой метод, который предполагает, что им, кроме вращения, также сообщается два поступательных движения, согласованных с вращением точильного круга. Одно из таких движений, которое называется осциллирующим, направлено вдоль образующей точильного круга, параллельно режущей кромке инструмента, в процессе его выполнения задние углы не создаются. Затылующее движение, в ходе которого формируются задние углы рабочей части, совершается по оси сверла.
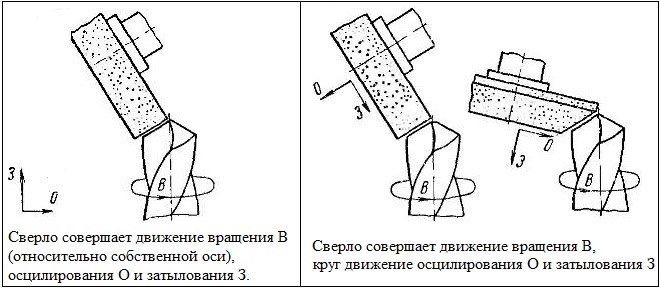
Винтовая заточка сверла
При выполнении винтовой заточки особенно тщательно надо обрабатывать два участка рабочей части сверла:
- 0-1, расположенный на диаметре сердцевины инструмента и обрабатываемый кромочной частью точильного круга;
- 1-2, обрабатываемый образующей круга.
Для винтовой заточки, как и для конической, характерно увеличение задних углов рабочей части по мере ее приближения к центру сверла. Такая особенность данного метода позволяет, задавая даже небольшие значения задних углов для периферийной области режущей части, получать задние углы требуемого значения в ее центральной зоне.
Поперечная режущая кромка сверл, подвергнутых винтовой заточке, характеризуется невысокой прочностью. Это приводит к тому, что при сверлении твердых материалов (в том числе бетона) они подвергаются активному износу. Между тем при обработке не слишком твердых материалов такие сверла демонстрируют себя очень хорошо.
Двухплоскостная заточка
Данный метод заточки сверл применяется преимущественно в тех случаях, когда их планируется использовать для сверления материалов, характеризующихся не слишком высокой твердостью и прочностью. Особенности инструмента с такой заточкой заключаются в том, что при обработке слишком твердых материалов активному износу будет подвергаться перемычка на режущей части, расположенная в центральной части вершины сверла.
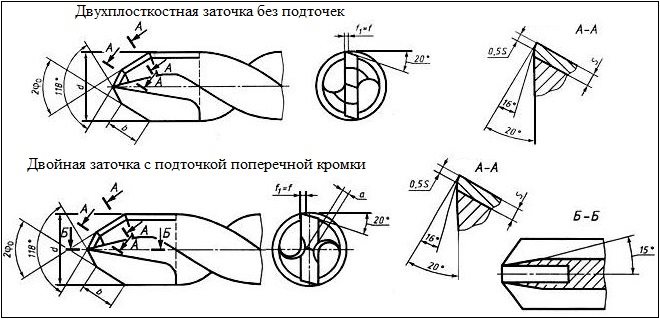
Геометрия двойной заточки победитового сверла
Решая вопрос о том, как заточить победитовое сверло, следует прежде всего учитывать то, какие именно материалы будут подвергаться обработке с его помощью. При этом любой метод заточки предполагает строгое следование рекомендациям по выполнению этой процедуры.
В заключение предлагаем вашему вниманию видео о том, как правильно заточить бур по бетону для перфоратора.
Качественно выполнить обработку металла (в том числе просверлить отверстие в металлической детали) невозможно без использования инструмента, механические характеристики и геометрические параметры которого соответствуют требуемым значениям. Именно поэтому вопрос о том, как заточить сверло по металлу правильно, актуален для домашних мастеров, которые часто работают с таким инструментом, изнашивающимся (что естественно) в процессе эксплуатации.
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Затачивать сверла, предназначенные для работ по металлу, приходится значительно чаще, чем те, при помощи которых выполняется обработка древесины. При обработке такого мягкого материала, каким является древесина, сверла практически не затупляются и могут успешно эксплуатироваться очень длительное время, полностью сохраняя свои первоначальные характеристики. Совсем иначе обстоит дело со сверлами, при помощи которых выполняются отверстия в деталях из металла. Следить за состоянием таких сверл надо постоянно и сразу принимать меры, если их рабочая часть подверглась износу.
О том, что сверло по металлу необходимо наточить, свидетельствует целый ряд признаков:
- скрип и гул, издаваемые изношенным инструментом;
- интенсивный нагрев сверла в процессе его использования;
- низкое качество создаваемых отверстий.
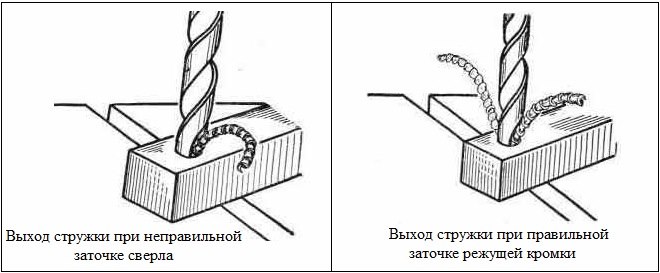
У сверла с разной длиной режущих кромок работает только одна сторона и стружка выходит по одной спиральной канавке
Работа изношенным сверлом является не только неэффективной, но и небезопасной. В любой момент такое сверло, на рабочую часть которого приходятся значительные нагрузки, может сломаться, а его отдельные фрагменты, разлетающиеся в разные стороны с большой скоростью, могут нанести серьезную травму.
Параметры заточки сверл
Как в производственных, так и в домашних условиях сверла по металлу можно заточить на наждачных станках, оснащенных точильным кругом соответствующей твердости. Лучше всего в таких случаях использовать серийное оборудование. Если же его нет в наличии, то точить сверла можно и на устройствах, изготовленных своими руками. Следует иметь в виду, что характеристики данного оборудования, а также приспособлений для заточки сверл, используемых с ним в комплекте, во многом определяют качество такой процедуры.
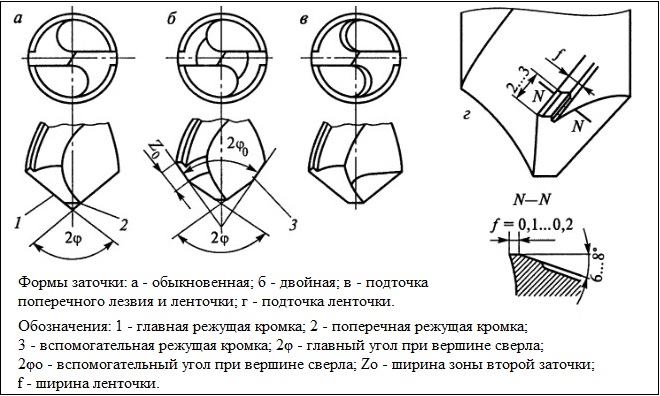
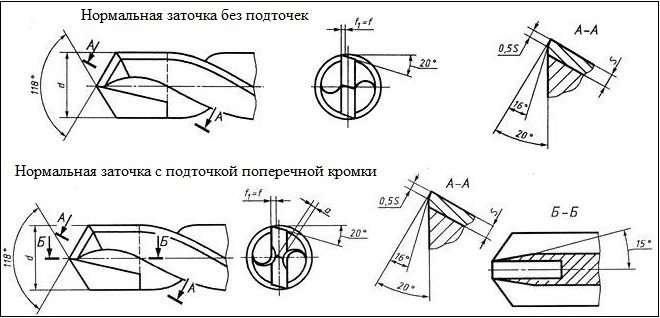
Основные формы заточки спиральных сверл
Наиболее важными параметрами, которые следует учитывать, чтобы правильно заточить сверло по металлу своими руками, являются:
- угол, под которым задняя часть инструмента располагается к плоскости сверления;
- угол заточки передней поверхности режущей части;
- длина поперечной перемычки на режущей части;
- угол при вершине режущего инструмента;
- длина режущих кромок.
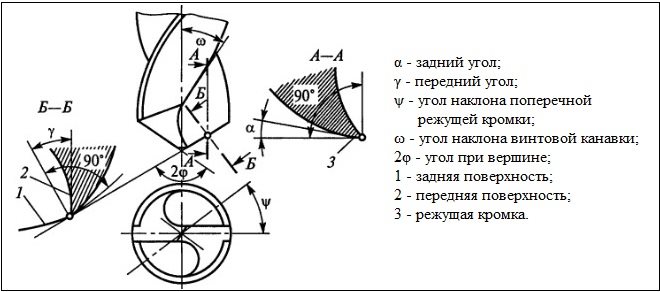
Основные параметры заточки сверла
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом. Для решения этой задачи используются различные приспособления, которыми оснащаются точильные станки.
Следует иметь в виду: если заточка сверла по металлу будет выполнена неправильно, это может привести не только к некачественному результату, но и к поломке инструмента.
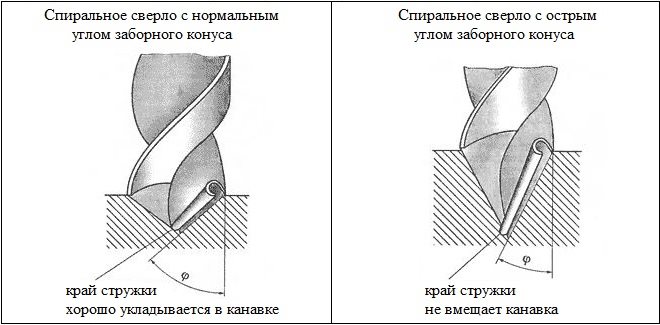
Влияние угла при вершине на правильное образование стружки
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.

Стойка для заточки сверл устанавливается рядом с абразивным диском и позволяет затачивать режущую кромку под точным углом
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.

Таблица 1. Углы при вершине сверла в зависимости от обрабатываемого материала
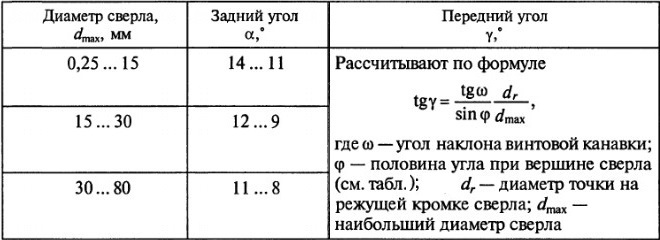
Таблица 2. Задние и передние углы сверла
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Практические рекомендации
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
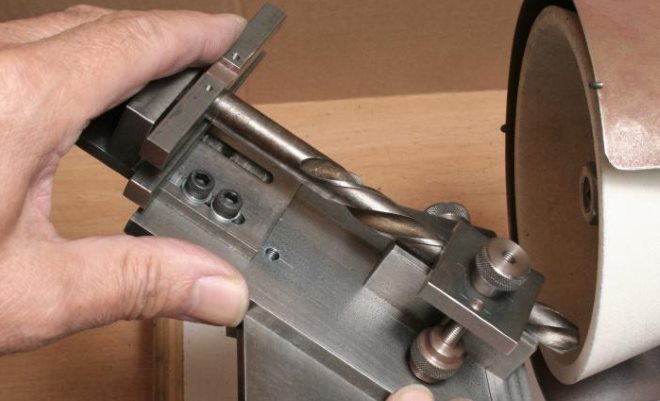
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.

Точность заточки в специальном приспособлении достигается точной подгонкой и надежной фиксацией сверла в оправке
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности абразивного круга. Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.

Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.

Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.

При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
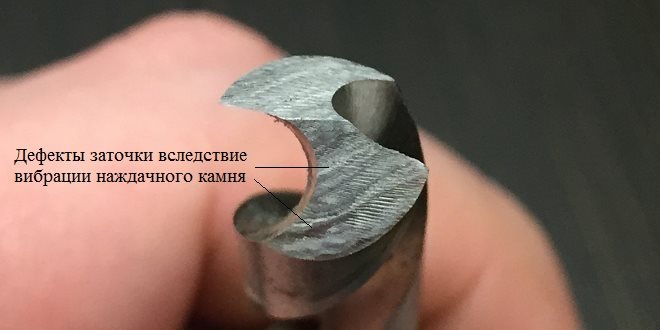
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Для того чтобы подробно познакомиться с правилами и методами заточки сверл по металлу, лучше не ограничиваться только теоретическим материалом, а изучить соответствующие видео. Показанный во всех подробностях технологический процесс позволит вам заточить свой инструмент качественно и быстро.
Для проделывания отверстий во время строительных работ рекомендовано применение дрели и победитовых сверл. Они характеризуются точностью в работе и длительностью в эксплуатации. При изнашивании сверла его можно наточить своими руками

Основные правила заточки
Перед тем, как заточить сверло по бетону в домашних условиях, нужно ознакомиться с основными правилами проведения этой процедуры:
- Заточка сверла по бетону должна проводиться с соблюдением оптимальной температуры корпуса. Категорически запрещается его перегрев, так как это приведет к порче изделия. Этого правила нужно обязательно придерживаться, если сверло производится из твердого сплава на основе титана.
- При случайном перегреве сверла его категорически запрещено опускать в воду. Он должен остывать естественным путекм.
- Проводить работу нужно постепенно. Изначально оттачивается небольшая часть сверла. После того, как заточенный отрезок остыл, приступаем к следующему.
- В процессе работ рекомендовано ориентироваться на равенство углов.
- Режущие кромки сверла должны иметь одинаковую длину, так как при высоких нагрузках будет наблюдаться отжимание инструмента в сторону, что является причиной поломки.
Заточка сверл, которые используются в дрели или перфораторе, должна проводиться в строгом соответствии с правилами, что обеспечит их отменную работоспособность.
Способы
При сверлении твердых материалов с ними должны контактировать только кромки. Именно поэтому проводится заточка задней поверхности под определенным углом. В результате этой операции между кромкой и дном отверстия появляется зазор.
Использование конической заточки
Сверло вставляется в специальную призму точильного станка, которая перемещается вокруг своей оси. Призма по отношению к точильному кругу располагается под определенным углом. По форме задняя часть сверла напоминает конус. Она располагается в том месте, где пересекается рабочая поверхность заточного круга с осью качания.

Для того чтобы правильно заточить сверло, нужно предварительно провести настройку параметров. Ось конуса заточки должна располагаться под углом в 45 градусов по отношению к оси самого сверла. Конусная заточка может выполняться с применением двух методов:
- Вершина конуса, которую будут затачивать, должна располагаться ниже вершины конуса заточки. Предварительно рекомендуется провести настройку в соответствии с заданными параметрами: а – 45 градусов, б – от 13 до 15 градусов, н – 1,9д. ось сверла и конус должны скрещиваться под углом, который меньше угла шлифовального круга и сверла. Если затачиваем этим способом, то нужно следить, чтобы вершина сверла располагалась над вершиной конуса заточки. Вершина и сверло должны находиться на расстоянии 1,06д. ось сверла и ось конуса должны скрещиваться под углом 90 градусов.
- Для того чтобы обеспечить задний угол для периферической точки, нужно обеспечить показатели – а-5-7 градусов, угол 2ф – от 116 до 118 градусов. режущая поперечная кромка должна находиться под углом в 55 градусов.
Применение конического метода рекомендовано для создания более резкого прироста заднего угла сверла. Этот метод можно использовать, если сверло имеет большой диаметр – более 3 миллиметров.
Использование винтовой заточки
Если возникает необходимость автоматизировать процесс заточки сверл, то рекомендовано применение винтового метода. Он заключается в том, что поступательные движения согласованы с вращениями точильного круга. С его помощью можно проводить одновременную заточку передних и задних углов.
При винтовой заточке задние углы рабочей части увеличиваются по приближению к центру. При использовании этого метода наблюдается снижение прочности поперечной кромке сверл, что приводит к их поломке при сверлении чрезмерно твердых материалов.
Двухплоскостная заточка

С помощью этого метода рекомендовано проводить заточку сверл, которые предназначены для сверления нетвердых материалов. Если диаметр мм сверла составляет менее 3, то рекомендовано применение этого метода заточки. С применением этого метода оттачиваются сверла под углом 60 градусов. Благодаря этому методу усовершенствуются изделия, а не исправляются погрешности.
Особенности победитовых сверл
Для производства изделий используются высокопрочные металлы – фольфрам, кобальт, которые смешиваются с углеродом. С помощью таких инструментов проводится сверление кирпича, камня и других материалов высокого уровня твердости. Крепление победитовой пластины на стальном хвостике проводится с применением медной пайки. Диаметр сверла измеряется в цилиндрических сечениях.
Сверло имеет конусную поверхность и характеризуется стойкостью к истиранию. Изделие устойчиво к воздействию высоких температур. Но, она характеризуется хрупкостью, поэтому работы по заточке должны выполняться аккуратно. В победитовых сверлах наиболее часто затачивают только заднюю кромку.
Как заточить победитовое сверло с напайками?
Во время проведения заточки нужно обращать внимание на симметрию, так как при ее отсутствии наблюдается износ инструмента. Победитовые сверла требуют заточки только задней грани под углом в 60 градусов. Во время проведения работ нужно следить за равномерностью плоскости. Ее можно определить по отблеску. Несколько отблесков свидетельствует о том, что сверло заточено в нескольких плоскостях. В этом случае проводится повторная заточка до тех пор, пока не выйдет одна плоскость.
Во избежание этого рекомендуется равномерно прижимать сверло к камню – перемещать сверло относительно него влево и вправо.
Если передняя кромка победитового сверла закрывается припоем, тогда нужно подточить и ее. Работа заключается в снятии лишнего металла по оси инструмента и открытии победита. Переусердствовать в этом случае не рекомендуется, так как это может привести к ослаблению крепления пластины к оси из стали. При заточке нужно следить за тем, чтобы между передней и задней кромкой оставалась перемычка.
Заточка в домашних условиях
При заточке сверл своими руками пользователю рекомендуется придерживаться правил безопасности. Работа на наждачных кругах обязательно должна проводиться в защитных очках. Это защитит глаза от попадания абразивов и кусочков окалины. Очки нужно использовать даже при наличии защитного экрана на наждаке.
Категорически запрещается проводить работы в перчатках. Сверло может зацепить за нитку, что приведет к травмированию рук. Проведение работ рекомендовано в облегающей одежде, пуговицы которой предварительно застегиваются. Рекомендуется отрегулировать подручник, чтобы зазор между ним и камнем был небольшим.
Заточка сверл может проводиться различными способами, что позволяет человеку выбрать наиболее приемлемый вариант для себя. Во избежание травм нужно придерживаться техники безопасности во время проведения работ.

При сверлении бетонных или кирпичных конструкций перфоратором или дрелью режущая часть используемых буров (сверл) очень часто теряет свою первоначальную остроту, а иногда и вовсе происходит ее излом. Самым простым решением такой проблемы является покупка нового сверла. Однако, при больших объемах работ это может привести к ощутимым финансовыми затратам и потерям времени на поездку в ближайший строительный магазин. Альтернативой этому можно самому заточить сверло по бетону в домашних условиях.
Устройство сверла

Рисунок 1. Заточка сверла по бетону
Перед тем, как рассмотреть заточку сверла по бетону, необходимо изучить его устройство.
Состоит оно из следующих частей:
- хвостовик – эта часть предназначена для его надежной фиксации в патроне перфоратора или дрели. Имеет диаметр 10-18 мм. Различные виды буров отличаются не только по диаметру хвостовика, но и по наличию на нем канавок и выступов.
- тело – спиралевидная центральная часть сверла, изготавливаемая из прочной устойчивой к высоким нагрузкам и температурам стали. Предназначена эта часть для удаления из просверливаемого отверстия частиц бетона, измельчаемого режущей головкой.
- режущая головка – рабочий часть сверла, имеющая износоустойчивое алмазное напыление или состоящий из прочных твердосплавных пластинок. Одним из самых распространенных сплавов, используемых в изготовлении режущих головок обычных сверл по бетону, является победит.
Особенности строения режущей головки сверла по бетону
Бур по бетону обладает функциями спирального сверла и зубила: твёрдосплавная головка бура от ударов механизма перфоратора выбивает своими рабочими кромками неметаллический материал, скалывает его как зубило. Поэтому острота кромок прямо влияет на производительность сверла и силовые затраты на бурение Ресурс бура ограничен износом этой пластины и после её полного срабатывания или излома бур подлежит выбраковке.
Каждая рабочая кромка образуется схождением передних грани, то есть обращенных при бурении в сторону вращения, и задних граней. Угол между передними гранями и осью бура около 30 0 , между задними – около 60 0 . Угол задней грани может быть уменьшен до 30 0 для бурения не прочных материалов. Рабочие кромки, как и на сверле, образуют общий угол 130-140 0 или угол 65-70 0 между каждой режущей кромкой и центральной осью.
Приспособление, чтобы заточить сверло по бетону в домашних условиях
В отличие от сверла по дереву, где для заточки режущей кромки обрабатывается только задняя поверхность и ей предается криволинейная форма, для заточки рабочих кромок бура формируются плоские грани и обрабатываются как задние грани, так и передние. Заточка бура менее точная, чем у сверла, потому что абразивная среда, в которой он работает, приводит рабочие кромки в состоянии симметрии уже через несколько бурений. Поэтому при установке бура для разных углов его заточки полагаются в основном на руки и глазомер.
Еще для заточки используется приспособление, сделанное из уголка с полкой 63мм. Главная функция этого приспособления – задать нужную позицию тела сверла при заточке. Она позволяет получать нужный наклон на точилах с разной длиной подручника. У него есть высокая вертикальная полка и низкая вертикальная полка. Используя болгарку его нетрудно сделать по приведенному ниже эскизу.
На внутренней стороне горизонтальной полки приспособления делают разметку: проводят посередине полки осевой луч, отмеряют от него по краю полки по 30 мм в каждую сторону. После этого соединяют точки у края полки линиями с началом осевого луча, параллельна этим наклонным линиям проводят несколько линий с разных сторон. Посередине горизонтальной полки делают треугольный вырез, используемый для крепления струбцины на подручниках с малым вылетом.
Как заточить сверло по бетону в домашних условиях
Процесс заточки сверла по бетону при помощи сделанного приспособления производится следующим образом:
- Приспособление устанавливается на подручник своей серединой в середине круга на расстоянии 10 мм от поверхности абразивного элемента и крепится струбциной.
На заметку. Применение этого приспособления с указанными параметрами актуально для точил с абразивными кругами от 200 до 300 мм. При использовании точил с кругами меньшего диаметра параметры длин и высот приспособления изменяют пропорционально данным размерам и проверяют опытным путём.
- Заточка сверла по бетону, в виду того что у него имеются впаянные твёрдосплавные пластины, производится на абразивных кругах из карбида кремния, а также на алмазных или эльборовых кругах. Так как у режущей головки плоские грани, при ее заточке особенно важно, чтобы периферийная поверхность круга была ровной. Для этого при помощи резцовой эльборовой ставки делают его контрольную правку.
- При заточке выводят стандартные углы равные 65-70 0 между рабочими кромками и осью сверла и углы наклона граней: 30 0 для передних и 60 0 для задних. Угол между рабочими кромками и осью сверла выдерживают, ориентируя его тело параллельно линиям на приспособление в течение всего процесса заточки.
- Нужный наклон сверла для предания передней грани угла 30 0 обеспечивают, опирая его на край приспособления и на его высокую вертикальную полку. Рабочая кромка при заточке держится горизонтально.
- Стачивание производят, прижимая грань режущей головки бура к периферийной поверхности круга.
- По мере нагревания сверло охлаждают, помещая его в заранее приготовленную и стоящую рядом с точилом емкость с водой.
- Степень заточки граней периодически визуально контролируют: стачивание нужно вести до ликвидации всех следов износа на кромках.
- После того как одна передняя грань режущей головки заточена, бур поворачивают на 180 0 и стачивают другую переднюю грань до достижения ее симметрии с ранее заточенной.
- Результаты обточки передних граней, а именно их симметричность проверяют на просвет. Если одна кромка получилось короче другой, то соответствующую грань дотачивают.
- Для обточки задних граней с углом наклона 60 0 перемещают бур на левую половину приспособления, снова совмещаем тело с линиями, чтобы получился нужный угол между рабочими кромками.
- Наклон бура для придания задним граням угла 60 0 обеспечивается за счет опоры его на край приспособления и его низкую вертикальную полку. Линия рабочей кромки при заточке должна быть также горизонтально. Прижим бура к поверхности круга делают синхронным усилием пальцев обеих рук. При стачивании допустимо делать перемещение бура поперёк поверхности круга, не теряя при этом параллельности к линиям на приспособлении.
- Проверяют симметричность рабочих кромок на просвет, если надо подтачивают грани более короткой кромки.
- Снова поворачивают бур на 180 0 и стачивают другую заднюю грань до достижения симметрии с ранее заточенной
- Если после полной заточки остались места износа на кромках их нужно доточить. При этом не забывают, что кромки должны быть симметричными, так что придется повторить весь описанный выше цикл заточки.
У правильно заточенной стандартным способом твердосплавной режущей головки между рабочими кромками есть перемычка, которая образуется схождением задних граней. При этом передние грани ограничивают её по длине. Таким образом, для увеличения размера перемычки нужно больше сточить задние грани, а для уменьшения – передние. Если будут чрезмерно сточены передние грани и перемычка будет образована ими, то жёсткость рабочих кромок будет недостаточной. А это, в свою очередь, приведет к излому их центральной части.
Такая заточка недопустима и исправляется дотачиванием задних граней. Приемлемая длина перемычки составляет от 0,5 до 3-4 мм в зависимости от размера бура. Буры со стандартной заточкой и перемычкой от 0,2 до 0,5 мм успешно могут применяться для сверления закаленных сталей. Если сточить все грани так, чтобы они сошлись в одной точке и перемычка исчезла, то на вершине бура образуются остриё, которое может быть полезно для сверления без удара таких не прочных материалов как облицовочная плитка, стекло, мрамор, гранит.
Наглядно процесс того, как заточить сверло по бетону в домашних условиях, показан в следующем видеоролике:
Техника безопасности при заточке
В процессе заточки сверл по бетону на точильных станках соблюдают следующие простые правила техники безопасности:
- между подручником и точильным кругом делают минимальный зазор;
- не используют хлопчатобумажные и прочие матерчатые перчатки;
- глаза защищают очками или специальным прозрачным щитком из прочного и плотного оргстекла.
При работе в небольшом тесном помещении используют специальные наушники, предотвращающие повреждение органов слуха.
Читайте также: