
Крепление оборудования на бетонном полу
Обновлено: 26.04.2024
После выверки и предварительного или окончательного закрепления оборудования на фундаменте производят подливку под оборудование, заполняя бетонной смесью зазор между его опорной частью и фундаментом. При установке и выверке оборудования на временных опорных элементах (отжимных винтах, установочных гайках, инвентарных домкратах, винтовых подкладках) подливку выполняют после предварительного закрепления оборудования, а при применении постоянных опорных элементов (пакетов различного типа подкладок, опорных башмаков, бетонных подушек) после окончательного закрепления.
До начала подливки вокруг опорной части оборудования устанавливают опалубку из досок на расстоянии 100…200 мм от края оборудования и выше уровня подливки на 20…30 мм. Все трубопроводы в зоне подливки обертывают толем для обеспечения возможности свободного перемещения их после затвердевания подливки. Толщина слоя подливки должна составлять 50…60 мм, при ширине опорной части оборудования более 2 м толщину слоя подливки принимают равной 80… 100 мм (рис. 86). В случае наличия на опорной части оборудования выступающих ребер жесткости между ними и поверхностью фундамента оставляют зазор для подливки. Марку бетона для подливки принимают не ниже марки бетона самого фундамента, а при установке оборудования на временных опорных элементах и тяжеловесного оборудования — не ниже М200. Размер элементов фракции заполнителя (гравий, щебень) в подливке должны составлять 5…20 мм.
Перед подливкой поверхность фундамента освобождают от посторонних предметов, очищают от масляных пятен и увлажняют. При сложной конфигурации основания оборудования его внутреннюю часть заранее заливают бетонной смесью до установки на фундамент. При температуре наружного воздуха ниже +5 °С бетонную смесь перед подливкой подогревают электроподогревом или пропаривают.
Подливку под оборудование выполняют не позже чем через 48 ч после проверки точности его установки, составления акта на выверку положения по заявке монтажной организации, а также при наличии контроля со стороны монтажников.
В случае применения для крепления оборудования съемных (анкерных) болтов их предохраняют от попадания цементного раствора, для чего перед подливкой колодец засыпают сухим песком, на верхнюю часть болта надевают защитную трубку.
Бетонную смесь подают с одной стороны оборудования до достижения уровня подливки с противоположной стороны, на 20…30 мм превышающего высоту ее основной части. При ширине подливаемого пространства более 1200 мм необходимо устанавливать лоток-накопитель с вибратором (рис. 87).
Рис. 86. Схема подливки оборудования на фундаменте
1 — фундамент; 2 — подливка; 3 — опорная часть оборудования; 4 — ребро жесткости опорной части оборудования
Рис. 87. Подливка оборудования с помощью лотка-накопителя
1 — опалубка; 2 — опорная часть оборудования; 3 — лоток-накопитель; 4 — вибратор; 5—подливочная смесь; 6 — фундамент
Подливку выполняют без перерывов, с особой тщательностью следя за прониканием бетонной смеси под все поверхности основания оборудования, чтобы не оставалось пустот и раковин. Для выхода воздуха из-под оборудования рекомендуется производить щуровку раствора с помощью специальных скребков либо протягивание металлических стержней или цепей в зазор между оборудованием и фундаментом. Как правило, торцевые поверхности опорной части оборудования подливают бетонной смесью на 1 /3 их высоты. После окончания подливки поверхность ее увлажняют в течение 3 суток, засыпают древесными опилками или укрывают мешковиной. Возобновлять монтажные работы на оборудовании после подливки разрешается по достижении бетоном 70%-ной прочности для данной марки бетона.
1.1. Настоящее Пособие составлено к СНиП 2.09.03 "Сооружения промышленных предприятий" и применяется при креплении анкерными болтами (далее болтами), включая болты и дюбели распорного типа, строительных конструкций и оборудования к бетонным, железобетонным и кирпичным элементам (фундаментам, силовым полам, стенам и т.д.), эксплуатируемых при расчетной температуре наружного воздуха до минус 65 включительно и при нагреве бетона фундамента до 50 ° С.
Примечание. Расчетная зимняя температура наружного воздуха принимается как средняя температура воздуха наиболее холодной пятидневки в зависимости от района строительства согласно СНиП 2.01.01.
Расчетные технологические температуры устанавливаются заданием на проектирование.
1.2. При нагреве бетона фундамента свыше 50 ° С в расчетах должно учитываться влияние температуры на прочностные характеристики материала фундамента, болтов, подливок, клеевых составов и т.п.
1.3. Болты, предназначенные для работы в условиях агрессивной среды к повышенной влажности, должны проектироваться с учетом дополнительных требований, предъявляемых СНиП 3.04.03.
1.4. Требования настоящего Пособия не исключают, при наличии соответствующего обоснования, применение других способов закрепления оборудования на фундаментах (например, на виброгасителях, на клею и др.).
1.5. Рекомендации настоящего Пособия должны также соблюдаться при выполнении работ по установке и закреплению строительных конструкций и технологического оборудования в процессе монтажа.
2.1. По конструктивному решению болты подразделяются на следующие типы: изогнутые; с анкерной плитой; составные с анкерной плитой; съемные с анкерным устройством; прямые; с коническим концом.
2.2. По способу установки болты подразделяются на устанавливаемые до бетонирования фундаментов и устанавливаемые на готовые фундаменты или другие конструктивные элементы в просверленные или готовые "колодцы".
Болты изогнутые и с анкерной плитой, устанавливаемые в фундаменты до бетонирования, приведет на рис. 1 .
Рис. 1. Болты, устанавливаемые в фундаменты до бетонирования
а - изогнутые; б, в, г - с анкерной плитой; д, е - составные с анкерной плитой
Болты съемные, устанавливаемые после бетонирования фундаментов в специальные анкерные устройства, заранее предусмотренные в теле фундамента, приведены на рис. 2 .
Рис. 2. Болты съемные, устанавливаемые после бетонирования фундаментов
а - с плоской анкерной плитой (М12-М48); б - с литой анкерной плитой (М56-М125); в - со сварной анкерной плитой (М56-М100)
Болты изогнутые, устанавливаемые в колодцах, приведены на рис 3 .
Рис. 3. Болты, устанавливаемые в "колодцах", заранее предусмотренных в фундаментах
Болты прямые, устанавливаемые в просверленные скважины готовых фундаментов и закрепляемые синтетическим клеем (эпоксидным, силоксановым) или с помощью цементно-песчаной смеси методом виброзачеканки, приведены на рис. 4 .
Рис. 4. Болты прямые, устанавливаемые в просверленные скважины готовых фундаментов
а - закрепляемые синтетическим клеем (а. с. № 209305); б - закрепляемые с помощью цементно-песчаной смеси способом виброзачеканки (а. с. № 419305)
Болты распорного типа с коническим концом, устанавливаемые в просверленные скважины готовых фундаментов и закрепляемые с помощью разжимных цанг или цементно-песчаным раствором способом вибропогружения, приведены на рис. 5 .
Рис. 5. Болты, распорного типа с коническим концом, устанавливаемые в просверленные скважины готовых фундаментов
а - закрепляемые с помощью разжимной цанги (а. с. № 539170); б, в - закрепляемые цементно-песчаным раствором способом вибропогружения (а. с. № 737573 и а. с. № 763525)
Распорные дюбели (далее дюбели), устанавливаемые в просверленные скважины строительных элементов (стены, колонны и т.п.) и закрепляемые с помощью распорных устройств, приведены на рис. 6 .
Рис. 6. Дюбели распорные, устанавливаемые в просверленные скважины готовых конструкций
2.3. По условиям эксплуатации болты подразделяются на расчетные и конструктивные.
К расчетным относятся болты, воспринимающие нагрузки, возникающие при эксплуатации строительных конструкций или работы оборудования.
К конструктивным относятся болты, предусматриваемые для крепления строительных конструкций и оборудования, устойчивость которых против опрокидывания или сдвига обеспечивается собственным весом конструкции или оборудования. Конструктивные болты предназначаются для рихтовки строительных конструкций и оборудования во время их монтажа и для обеспечения стабильной работы конструкций и оборудования во время эксплуатации, а также для предотвращения их случайных смещений.
Уровень динамичности устанавливается в зависимости от типа и характера оборудования.
2.4. Болты для крепления конструкций и оборудования должны изготавливаться в соответствии с ГОСТ 24379.0 "Болты фундаментные. Общие технические условия" и ГОСТ 24379.1 "Болты фундаментные. Конструкция и размеры".
Классификация болтов в соответствии с указанными стандартами приведена в табл. 1 .
Номинальный диаметр резьбы d , мм
Изогнутые c анкерной плитой
Составные с анкерной плитой
Съемные с анкерным устройством
Изогнутые в колодцах
Прямые на клею и с цементно-песчаной виброзачеканкой
С коническим концом
2.5. Болты изогнутые (см. рис. 1 , а) предназначаются для крепления строительных конструкций и технологического оборудования в тех случаях, когда высота фундамента не зависит от глубины заделки болтов в бетон.
2.6. Болты с анкерной плитой (см. рис. 1 , б, в, г), имеющие меньшую глубину заделки по сравнению с болтами изогнутыми, рекомендуется применять в тех случаях, когда высота фундамента определяется глубиной заделки болтов в бетон.
2.7. Болты составные с анкерными плитами (см. рис. 1 , д, е) применяются в случаях установки оборудования методом поворота или надвижки (например, при монтаже вертикальных цилиндрических аппаратов химической промышленности). В этих случаях муфта и нижняя шпилька с анкерной плитой устанавливается в массив фундамента во время бетонирования, а верхняя шпилька ввертывается в муфту на всю длину резьбы после установки оборудования через отверстия в опорных частях.
Длина ввинчивания шпильки в муфту должна быть не менее 1,6 диаметра резьбы болта.
2.8. Болты изогнутые и с анкерной плитой устанавливаются до бетонирования фундаментов на специальных кондукторных устройствах, строго фиксирующих их проектное положение в процессе бетонирования.
2.9. Болты съемные (см. рис. 2 ) рекомендуется применить главным образом для крепления тяжелого прокатного, кузнечно-прессового, электротехнического и другого оборудования, вызывающего большие динамические нагрузки, а также в тех случаях, когда болты в процессе эксплуатации оборудования подлежат возможной замене.
При установке съемных болтов в массив фундамента закладывается только анкерная арматура (анкерные устройства), а шпилька устанавливается свободно в трубе после устройства фундамента.
2.10. Болты изогнутые, устанавливаемые в "колодцах" готовых фундаментов (см. рис. 3 ) с последующим замоноличиванием колодца бетоном, рекомендуются для крепления оборудования и строительных конструкций в тех случаях, когда не могут быть установлены болты в просверленные скважины.
2.11. Болты прямые на синтетических клеях (эпоксидном или силоксановом) и закрепляемые с помощью цементно-песчаной смеси способом виброзачеканки (см. рис. 4 ) рекомендуются для крепления строительных конструкций и технологического оборудования с уровнем асимметрии цикла r ³ 0,6 - для болтов на синтетических клеях и r ³ 0,8 - для болтов на виброзачеканке.
Болты, закрепляемые с помощью эпоксидного клея, могут эксплуатироваться при расчетной температуре наружного воздуха до минус 40 ° С и при нагреве бетона до 50 ° С, болты, закрепляемые силоксановым клеем, - соответственно до минус 40 ° С и до 100 ° С.
2.12. Болты распорного типа, закрепляемые с помощью разжимной цанги (см. рис. 5 , а), и распорные дюбели (см. рис. 6 ) предназначаются для крепления строительных конструкций и оборудования, испытывающих статические и вибрационные нагрузки ( r ³ 0,9).
2.13. Болты с коническим концом, закрепляемые цементно-песчаным раствором способом вибропогружения (см. рис. 5 , б, в), рекомендуются для крепления строительных конструкций и технологического оборудования, за исключением оборудования, вызывающего значительные динамические и ударные нагрузки (кузнечно-прессовое оборудование, прокатные клети, электродвигатели большой мощности и др.).
Примечание. Болты с коническим концом исполнения 2 изготовляются высадкой, исполнения 3 - навинчиванием конической втулки.
2.14. Болты, устанавливаемые в просверленные скважины готовых фундаментов, не допускается применять для крепления несущих колонн зданий, оборудованных мостовыми кранами, а также для высотных зданий и сооружений, для которых ветровая нагрузка является основной.
Для крепления указанных конструкций допускается применять болты с коническим концом, устанавливаемые способом вибропогружения.
При этом глубина заделки болтов должна быть не менее 20 d .
При мероприятиях, обеспечивающих надежность и долговечность анкеровки (увеличенная глубина заделки, дополнительные анкерующие устройства и т.д.), допускается крепление указанных конструкций болтами других типов, устанавливаемыми в просверленные скважины готовых фундаментов, по согласованию с организацией - разработчиком этих болтов.
2.15. Для крепления технологического оборудования допускается устанавливать в скважинах болты диаметром свыше 48 мм при соответствующем технико-экономическом обосновании и при наличии бурового оборудования.
2.16. Распорные дюбели предназначаются для закрепления главным образом сантехнического, электротехнического и вентиляционного оборудования, а также элементов отделки, облицовки и пр.
Конструкции и размеры распорных дюбелей приведены в прил. 1 .
2.17. Дюбели предназначаются для конструктивного закрепления различного мелкого оборудования, а также металлоконструкций, деталей декоративной отделки и других элементов на фундаментах, стенах и других строительных конструкциях из бетона, железобетона и кирпича.
Техническая документация на дюбели разработана ВНИИмонтажспецстроем.
2.18. Узлы крепления болтами с разжимной цангой и распорными дюбелями допускается вводить в эксплуатацию сразу после установки болтов и дюбелей.
3.1. Нагрузки, действующие на болты, по характеру воздействия подразделяются на статические и динамические. Величина, направление и характер действующих нагрузок от оборудования на болты должны быть указаны в задании на проектирование фундаментов под оборудование.
3.2. Мака сталей расчетных болтов, эксплуатируемых при расчетной зимней температуре наружного воздуха до минус 65 ° С включительно, должна назначаться в соответствии с указаниями табл. 2 .
Фундаментные болты для крепления технологического оборудования различают по условиям эксплуатации и назначению, конструкции, способам установки и закреплению в фундаменте. Конструктивные (малонагруженные) болты служат для фиксации машин на фундаментах, повышения жесткости корпусных деталей и для предотвращения их смещения под действием случайных нагрузок. Расчетные (силовые) болты воспринимают нагрузки, которые возникают при работе оборудования.
Применяют следующие типы конструкций фундаментных болтов (ГОСТ 24379.0–80; 24379.1–80; 28778–90): изогнутые, с анкерной плитой, составные, съемные (рис. 2), прямые, распорные (рис. 3) и с коническим концом распорные (рис. 4).
К основным установочным и конструктивным параметрам болтов относятся: глубина заложения H, длина L болта, диаметр d резьбы, длина l0 резьбы, диаметр стержня d1, длина l изогнутой части, диаметр или сторона А анкерной плиты, размер S под ключ, диаметр d0 отверстия в фундаменте, высота h конуса.
В зависимости от конструкции болты устанавливают на кондукторах до бетонирования фундаментов (см. рис. 2, а, в–д); в колодцах, оставляемых при бетонировании (см. рис. 2, б), и в скважинах (отверстиях), пробуриваемых в готовых фундаментах, перекрытиях или полу цеха (см. рис. 3 и 4).
Наиболее перспективно применение болтов, устанавливаемых в пробуриваемых скважинах (отверстиях). Этим способом устанавливают прямые болты, закрепляемые в фундаменте с применением клея различного типа и цементной зачеканки, а также болты распорного типа. Прямые болты не имеют специальных анкерующих устройств, поэтому менее надежны в эксплуатации по сравнению с другими и требуют тщательного соблюдения технологии установки. Болты распорного типа (см. рис. 3, б и 4, в, г) обладают более высокой надежностью и простотой установки, хотя и сложнее по конструкции. Применение болтов распорного типа с малой глубиной заложения в случаях, когда размеры фундаментов определяются длиной болтов, позволяет устанавливать оборудование без фундаментов с креплением непосредственно на перекрытиях или полу цеха.
Установку болтов осуществляют в соответствии со специально разработанным планом их расположения, в котором болты «привязаны» к разбивочным осям оборудования.


Рис. 2. Фундаментные болты: а и б — изогнутые; в — с анкерной плитой; г — составные; д — съемные; l1 — ширина загнутой части болта; l2 — расстояние от оси болта до конца загнутой части

Рис. 3. Фундаментные прямые (а) и распорные (б) болты
Установка на кондукторах. Глухие болты: изогнутые, с анкерными плитами и составные (см. рис. 2, а, б и г), а также анкерную арматуру съемных болтов (см. рис. 2, д) — устанавливают в монолитные фундаменты до их бетонирования с помощью специальных монтажных приспособлений, обеспечивающих надежную фиксацию болтов и арматуры в проектном положении на период укладки и твердения бетона фундамента. Поддерживающие устройства служат для фиксации кондукторов в требуемом положении, а кондукторы — для размещения болтов в соответствии с осями отверстий в корпусных деталях машин, закрепляемых на данном фундаменте.
Поддерживающие устройства (каркас) собирают из типовых стоек и прогонов (продольных и поперечных балок), которые имеют одинаковую конструкцию для всех фундаментов цеха. Стойки различаются только высотой, а прогоны — длиной. Высоту стоек назначают на 200…300 мм меньше разницы высотных отметок бетонной подготовки фундамента и его поверхности. Длину продольных и поперечных балок каркаса
определяют исходя из размеров опорного контура монтируемого оборудования. Стойки крепят к закладным пластинам, залитым в специальные опоры, которые изготовляют одновременно с бетонной подготовкой фундамента (рис. 5). На стойках предусматривают узлы крепления балок каркаса, опалубки и настила.
К стойкам на проектной высоте приваривают балки каркаса. Для повышения жесткости каркас скрепляют диагональными связями. На верхних балках каркаса располагают кондукторы (рис. 6). Конструкция кондуктора определяется числом и расположением устанавливаемых фундаментных болтов. Отверстия в кондукторах изготовляют с такими же допусками расположения, как и в корпусных деталях. Диаметр отверстий в кондукторе должен быть больше диаметра болтов с резьбой до М48 на 1 мм, а для болтов с резьбой М56 и более — на 2 мм. Аналогично изготовляют кондукторы для фиксации анкерной арматуры, коробок и пробок для образования колодцев под болты или шанцев.
Положение кондуктора в плане на балках каркаса выверяют геодезическими методами и фиксируют сваркой. После этого в кондукторе устанавливают и закрепляют болты, пробки и анкерную арматуру.


Рис. 4. Фундаментальные болты распорного типа: а — конические с цементной зачеканкой; б — конические, устанавливаемые вибропогружением; в — конические с разжимными цангами (самоанкерующиеся); г — составные с распорными конусом; д — дюбель-втулки; е — анкерные распорные дюбели

Рис. 5. Стойка каркаса поддерживающего устройства

Рис. 6. Кондукторы для фундаментных болтов: а — листовой; б — из сортовой стали; в — комбинированный
При расположении глухих болтов с отгибами у края фундамента отогнутый конец болта необходимо ориентировать в сторону массива, а при расположении в углах — по их биссектрисе.
Нижние концы болтов, расположенные в местах пустот фундаментов (проемов, тоннелей и др.), допускается выполнять с отгибом.
Для глухих болтов в фундаментах предусматривают специальные шанцы, предназначенные для исправления положения болтов в плане после бетонирования фундамента путем их изгиба.
Детали, установленные в кондукторе, с целью предотвращения их отклонений от вертикального положения, при бетонировании соединяют поперечными связями из мелкосортного проката. На изготовление поддерживающих устройств и кондукторов расходуется значительное количество сортового проката — в среднем до 30 кгна один болт. Для уменьшения расхода металла применяют метод установки фундаментных болтов на поддерживающих устройствах с укороченными стойками и съемные кондукторы. При установке болтов в простые фундаменты поддерживающие устройства не изготовляют, а кондукторы прикрепляют к опалубке или арматуре.
При монтаже оборудования, опорные части которого стандартизованы, например химических аппаратов колонного типа, рекомендуется применять групповую установку болтов с помощью унифицированных кондукторов. Диаметр отверстий d0 под болты назначают на 2 мм больше диаметра болтов.
Плазово-блочный метод применяют при большом числе фундаментных болтов (свыше 500), устанавливаемых в цехе, с целью индустриализации их изготовления и монтажа блоками. Применение такого метода позволяет перенести изготовление блоков фундаментных болтов со строительной площадки в заготовительные мастерские или на заводы монтажных заготовок. Блоки собирают на специальных стендах, оборудованных плазом, т.е. дощатым щитом с наклеенным на него чертежом плана расположения болтов, выполненным в натуральную величину.
Блоки (рис. 7) состоят из группы болтов 1, приваренных к базовой опорной балке 2 и связанных между собой продольными и поперечными связями 3 в жесткий каркас. Продольные и поперечные стороны блока образуют ферму. Размеры а, l, l1, l2 называют исходя из расположения болтов, а размер b — из условия закрепления блока на опорных конструкциях, k — расстояние от оси основания каркаса до верхнего конца болта. При длине блока L до 1 м высоту фермы т принимают равной 300 мм и диагональную связь не ставят; при длине блока до 2 м высоту m принимают равной 400 мм и ставят одну диагональную связь, а при длине блока до 3 м высоту т принимают равной 450…500 мм и ставят две диагональные связи. При длине болтов L = 2 м высоту m назначают равной 1 м. Перепад высотных отметок торцов фундаментных бортов Δz = z2 – z1 в одном блоке не должен превышать 500 мм.

Рис. 7. Блок фундаментных болтов
На чертежах блоков указывают высотные отметки торцов фундаментных болтов, которые назначают в соответствии с планом расположения болтов. Верхняя балка продольной стороны блока является базовой. На чертежах указывают высотную отметку h ее нижней стороны, а остальные размеры дают от этой отметки. Базовые балки выступают за габаритные размеры блока на 150…800 мм. Все элементы обвязки болтов в блоки выполняют из круглого стального проката диаметром 8…10 мм, а базовые балки из труб.
Опорные конструкции блоков изготовляют в виде П-образных стоек, связанных вверху опорными балками, а внизу стержнями.
При разработке плазового чертежа (рис. 8) на полотнище миллиметровой бумаги, размер которого соответствует самому большому блоку болтов, наносят оси X и Y, а также намечают все места расположения болтов (центры отверстий под них) с допуском ±1 мм относительно рабочих осей. Затем на этом же чертеже отмечают места размещения болтов в следующем блоке и т.д. в пределах одной монтажной схемы.
Стенд для сборки блоков состоит из металлической рамы, установленной на стойках высотой 2…2,5 мм, на которую уложен плаз с просверленными отверстиями под болты. Болты каждого блока подают под стенд, заводят в отверстия и крепят сверху гайками. У болтов с одинаковыми высотными отметками гайки навинчивают в уровень с их торцом. При разности высотных отметок под гайки устанавливают соответствующие им дистанционные трубки. Болты балками и связями соединяют в блок сваркой. После этого отвинчивают гайки и опускают блок под щит.
Опорные конструкции блоков доставляют на место монтажа и устанавливают на бетонную подготовку фундамента. Соответствие положения опорных конструкций монтажной схеме тщательно проверяют. Блоки устанавливают на опорные конструкции базовыми опорными балками. Положение блока контролируется по двум диагонально расположенным и наиболее удаленным болтам, после чего блок приваривают к опорным балкам.

Рис. 8. Плазовый чертеж
Установку в скважины, пробуренные в готовых фундаментах, применяют для болтов: прямых; конических с цементной зачеканкой и с вибропогружением; с разрезными и разжимными цангами, а также составных с распорным конусом и дюбелей-втулок. Применение таких болтов, обладающих небольшой глубиной заложения Н = (4…8)d, позволяет не только устанавливать и закреплять оборудование на железобетонных перекрытиях промышленных зданий или непосредственно на полу цеха, но и дает возможность избежать изготовления металлоемких дорогостоящих кондукторов и поддерживающих устройств. При этом повышается точность установки болтов, что упрощает выверку оборудования.
Скважины под болты изготовляют на станках для сверления, оснащенных алмазными кольцевыми сверлами. При небольших диаметрах (до 60 мм) более эффективно применять перфораторы и машины ударно-вращательного бурения со специальным рабочим инструментом: буровыми коронками, шнековыми бурами и спиральными сверлами с твердосплавными вставками (табл. 16–22).
Таблица 16. Технические характеристики механизированного инструмента для сверления бетона и железобетона
Таблица 17. Технические характеристики электроперфораторов для бурения скважин под болты
Таблица 18. Технические характеристики перфораторов для бурения скважин под болты
Таблица 19. Алмазные кольцевые сверла
[s равно 4 или 8 мм; L = (350 ± 5) мм]
Таблица 20. Буровые штанги
Таблица 21. Спиральные сверла
1 — конус Морзе; 2 — конус, расточенный для электро перфоратора; D — диаметр сверла по ГОСТ 22736–77; D1 — диаметр сверла для строительных работ
Таблица 22. Буровые коронки
Буровые коронки и буры могут перетачиваться до диаметра на 4…6 мм меньше номинального. Диаметры скважин под болты различных конструкций приведены в табл. 23. При жестких допусках на диаметр отверстия преимущественно применяют сверление алмазными сверлами.
Таблица 23. Диаметры (мм) скважин для установки фундаментных болтов
Примечание. Фактические отклонения при бурении перфораторами с применением рабочего инструмента номинального диаметра не превышают указанных допускаемых величин.
Места установки болтов различают:
- методами геодезической разбивки; при этом рекомендуется оси оборудования и оси отверстий намечать керном по масляной краске;
- по шаблону (снятому с анкерплана) или опорной части оборудования с использованием его в качестве кондуктора;
- путем предварительной установки оборудования с кернением мест расположения болтов через отверстия в станине.
Разметка отверстий должна проводиться в соответствии с размерами на чертежах.
При ударно-вращательном бурении электроперфораторами с применением спиральных сверл их хвостовики должны быть переточены под патрон механизированного инструмента (см. табл. 22). При этом рекомендуется применять сверла с пластинами из твердого сплава типа ВК6 и ВК15.
Для образования скважин диаметром более 60 мм пневмоперфораторами бурение может проводиться в два этапа. Сначала просверливается скважина диаметром 20…40 мм, а затем скважина требуемого диаметра. Ударно-вращательное бурение скважин в железобетоне с верхним армированием при необходимости может осуществляться с перерезкой арматуры с помощью кислородно-ацетиленовых резаков.
Установку болтов на клею, на цементных и цементно-песчаных смесях проводит строительная организация.
Конические болты с вибропогружением устанавливают в скважины, заполненные цементной или цементнопесчаной смесью, внедряя их механизированным инструментом ударно-вращательного действия, оснащенным специальным переходником для захвата резьбы болта, или вручную легким постукиванием молотком.
Конические болты с распорными втулками или разрезными цангами закрепляют в скважинах с помощью монтажных оправок, легким ударом слегка осаживая втулки или цанги на конусе (рис. 9). Так как эти болты являются самоанкерующимися и их расклинивание происходит в процессе затяжки, то при установке требуется обеспечить лишь первоначальное зацепление цанг.
Иногда болты этого типа устанавливают посредством дистанционных монтажных трубок 1, расклинивая втулки или цанги завинчиванием гаек (рис. 10). Применение дистанционных трубок обеспечивает извлекаемость болтов. После расклинивания цанг болтов, установленных до монтажа оборудования (рис. 10, а), трубки снимают. Если станину оборудования подливают раствором, то трубки оставляют (рис. 10, б).
Болты с распорным конусом закрепляют в скважинах путем осаживания разрезной втулки на распорный конус механизированным инструментом ударного действия (рис. 11). При этом и верх втулки не должен выступать над поверхностью бетона.
Дюбель-втулку устанавливают в скважину в два этапа. Вначале опускают в нее распорную втулку, при необходимости осаживая ее с применением специальной оправки до тех пор, пока верх втулки не будет заподлицо с поверхностью фундамента. После этого во втулку монтируют конический элемент и расклинивают дюбель в скважине той же оправкой (рис. 12).
Установку анкерных распорных дюбелей осуществляют, как показано на рис. 13.
Глухие изогнутые болты (см. рис. 2, б) устанавливают в колодцы после предварительной выверки оборудования.

Рис. 9. Схемы установки конических болтов с расклиниванием цанг: а — бурение скважин; б — установка болта; в — расклинивание болта монтажной оправкой; г — установленный болт

Рис. 10. Схема установки конических болтов с помощью монтажных трубок: 1 — монтажная трубка; 2 — станина оборудования

Рис. 11. Схемы установки болтов с распорным конусом: а — бурение скважины; б — начало расклинивания; в — окончание расклинивания; г — закрепление оборудования; 1 — патрон механизированного инструмента; 2 — переходной конус

Рис. 12. Схемы установки дюбель-втулок: а — бурение скважины; б — забивка втулки; в — расклинивание втулки конусом с применением оправки; г — установка болта

Рис. 13. Схемы установки анкерных распорных дюбелей: а — бурение скважины; б — забивка дюбеля; в — установленный дюбель; г — расклинивание дюбеля при затяжке гайки

Промежуточным этапом процесса запуска любого станка в эксплуатацию является его правильный монтаж. Исходя из массы оборудования, его устанавливают непосредственно на пол либо на возведенное отдельно основание. Место расположения для него подбирается на предприятиях по плану, а в домашних условиях – произвольно, там, где удобно. Подготовка пола под станок – это важный момент, от которого будет зависеть устойчивость агрегата при работе. Основа должна быть достаточно прочной, чтобы выдерживать динамические и статические нагрузки от оборудования. При необходимости проводят ее укрепление.
Определяющие способ установки станка факторы
Правильный монтаж станков определяет качественные показатели их работы. При этом следует определиться с подходящим фундаментом.
Укрепление пола под установку станка
Фундаменты под станочное оборудование делятся на две группы:
- первую (I) составляют основания, являющиеся только опорой (обычный пол);
- ко второй (II) относятся отдельные фундаменты, жестко связанные со станком.

Любое основание предназначено для распределения нагрузки от станка, определяющейся его массой и силами, возникающими при его работе. Фундамент должен обеспечивать надежное, устойчивое положение оборудованию.
Выбор способа установки оборудования (на отдельное основание либо непосредственно на существующий пол) определяется следующими факторами:
- весом станка (статической нагрузкой);
- необходимой точностью обработки деталей;
- величиной динамических нагрузок;
- рабочим режимом оборудования;
- несущими характеристиками перекрытия либо пола, а также свойствами располагающегося под ним грунта;
- жесткостью станины любого станка.
В таблице далее представлено станочное оборудование, разбитое по разным критериям, с привязкой к фундаментной группе.
| Критерии разделения | Группы (разновидности) станков | Оптимальная фундаментная группа |
| 1 | Уровень точности обработки деталей | |
| с нормальной точностью | I | |
| обдирочные | I | |
| прецизионные | II | |
| 2 | Характер действующей нагрузки | |
| только со статическими усилиями (характерны, главным образом, для агрегатов с основным вращательным типом движения рабочих частей) | I | |
| с динамическими нагрузками (оборудование с возвратно-поступательным движением: строгальное, зубодолбежное и прочее) | II | |
| 3 | Вес | |
| легкие (до 2000 кг) | I | |
| средние (2-10 т) | I | |
| тяжелые (более 10 т) | II | |
| 4 | Расположение приводного механизма | |
| со встроенным размещением двигателей | I | |
| с отдельно расположенными приводами | I | |
| 5 | Степень жесткости станины | |
| с жесткой станиной | I | |
| с относительно нежесткой | II | |
| 6 | Устойчивость | |
| с малым основанием (отдельные модели изделий) | II | |
| с нормальной площадью опоры | I | |
Независимо от того, будет станок устанавливаться на пол или специальный фундамент, должны быть обеспечены при монтаже его вертикальность и горизонтальность.
Если по одному критерию (например, нагрузке, рабочему режиму) оборудование не соответствует первой группе фундаментов, то ставить его следует на отдельное основание.
Подготовка пола к монтажу станка
От правильности монтажа станочных линий или отдельных агрегатов зависит, кроме качества работы, также их долговечность и срок службы опорной конструкции под ними. При установке в любом случае нужно руководствоваться паспортом изделия, а особенно монтажными чертежами.

Если планируется расположить в цеху либо мастерской несколько единиц станков, то между ними следует оставлять проходы, размеры которых регламентированы правилами охраны труда (техники безопасности).
Пол служит только основанием под станок. В цехах предприятий и в домашних мастерских он в основном цементный. Другие материалы применяются гораздо реже. Встречается также бетонный пол с деревянным настилом. Устанавливать станки на доски не рекомендуется, потому что они способны достаточно быстро деформироваться под нагрузкой (если агрегат весит более 200 кг). При этом выверенное положение оборудования нарушается, вызывая сопутствующие неудобства.
Бетонный пол под монтаж станков должен быть определенной толщины, соответствующей величине будущей нагрузки. Если его высота не соответствует, то делают армированную стяжку или отдельный фундамент. Также заливают пол бетоном при сильных колебаниях его уровня, чтобы максимально хорошо выровнять поверхность.
Можно также подготовить (залить раствором, предварительно сделав выемку нужных размеров) не всю основу, а только отдельное место. Получится подобие фундамента.
Для наиболее рационального пользования имеющейся площадью мастерской или цеха, а также с целью повысить удобство рабочего процесса, производят установочную разметку на полу. Это особенно актуально при размещении нескольких единиц оборудования, которое монтируют поперечными или продольными рядами.
Разметка должна быть выполнена так, чтобы обеспечить технологические требования к процессу обслуживания, а также правила техники безопасности. Часто габаритные агрегаты ставят посередине помещения, чтобы было можно без проблем использовать грузоподъемную технику при необходимости. Небольшие аппараты, например, фрезерные станки, устанавливают обычно вдоль стен (поперек к ним).
Для правильного монтажа отмечают оси, отдельно стоящих агрегатов, либо линии, определяющие расположение рядов.
На практике часто встречается, когда подготовку основы ведут так:
- отмечают размещение болтов крепления;
- бурят отверстия;
- устанавливают анкера;
- бетонируют их;
- когда бетон затвердеет в нужной степени, тогда монтируют механизмы.
Такой способ позволяет относительно легко выставить станки, надежно закрепив их к основе. Для большей устойчивости при работе и лучшего соединения с полом, станочное основание заливают бетоном.
В небольших мастерских часто под станки (легкие или средние по весу) подкладывают резину (из транспортерной ленты) на цементный пол.
Монтируют оборудование как на полы, располагающиеся непосредственно на грунте, так и на междуэтажные перекрытия. Главное, чтобы оно соответствовало требованиям, предъявляемым по динамической и статической нагрузке.
Если основанием служат междуэтажные перекрытия, то необходимо проводить дополнительные расчеты, подтверждающие достаточную их прочность.
В следующем видеоролике показывается, как станок ставить на пол.
Подготовку полов под монтаж шлифовальных станков, либо другого их типа, выполняют с учетом рекомендаций, изложенных производителями в эксплуатационной инструкции к устанавливаемой модели. Такое размещение относится к фундаментам первой группы.
Отличным вариантом основания является железобетонный пол, потому что в большинстве случаев он имеет большую прочность и не требует какой-либо предварительной подготовки. Оборудование при этом просто ставят на его поверхность, выставляя по уровню. В других случаях требуется в той или иной степени выполнять усиление основы.
2. по конструкции стыка «корпусная деталь — фундамент» (с местным опиранием на пакеты подкладок, специальные опорные башмаки, бетонные опоры и непосредственно на фундамент; со сплошным опиранием на бетонную подливку, виброизолирующий слой или непосредственно на фундамент; со смешанным опиранием на опорные элементы, затянутые при выверке, и на подливку, осуществляемую после окончательного закрепления оборудования; рис. 1).
С местным опиранием устанавливают машины и механизмы, требующие частой регулировки положения и перестановок. Со сплошным опиранием на бетонную подливку устанавливают машины и механизмы, требующие повышенной надежности и жесткости закрепления. Со смешанным опиранием устанавливают оборудование, требующее окончательного закрепления до подливки, например вертикальные аппараты. В этом случае работоспособность соединения понижается, так как подкладки имеют большую податливость, а подливка работает только в сжатой зоне стыка.
В большинстве случаев закрепление промышленного оборудования осуществляют с помощью фундаментных болтов (см. гл. 2). Иногда применяют крепление обычными болтами или шпильками к закладным деталям различной конструкции. К лагам или силовым полам крепят часто переставляемое оборудование. Иногда простое малонагруженное оборудование с опорными частями, выполненными из сварных металлоконструкций, закрепляют путем их заливки в бетон. При установке легкого оборудования на фундаменты или полы с химически стойкими покрытиями применяют приклеивание эпоксидными составами специальных крепежных узлов или непосредственно опорной поверхности корпусных деталей (рис. 2).
В некоторых случаях применяют сочетания различных способов закрепления, например, упоры прокатных станов крепят заливкой их опорной части в бетон и фундаментными болтами. Встречаются виды оборудования, стабильность положения которого при эксплуатации обеспечивается его массой.
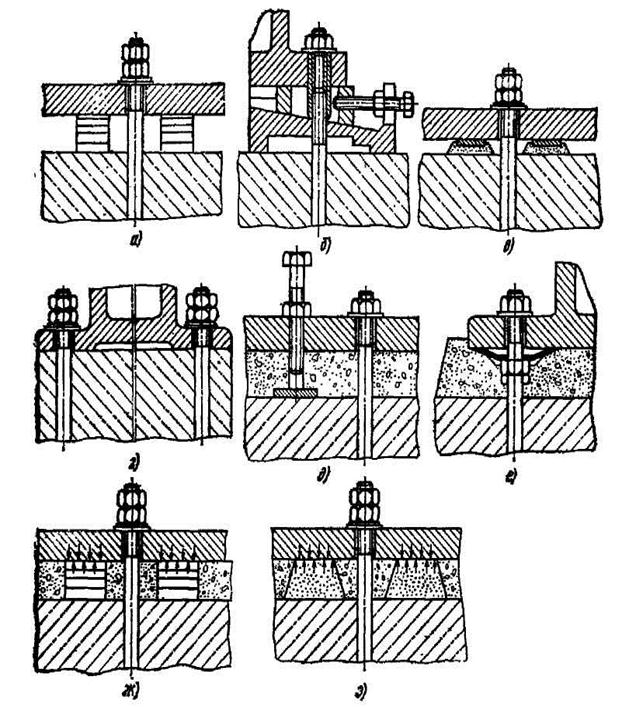
Рис 1. Основные конструкции стыка корпусная деталь — фундамент с местным опиранием на пакеты подкладок (а), на опорные башмаки (б), на бетонные опоры (в) и непосредственно на фундамент (г); со сплошным опиранием на бетонную подливку с временной установкой при выверке на отжимных винтах (д) и на установочных гайках (е); со смешанным опиранием на подливку и опорные элементы (ж и з)
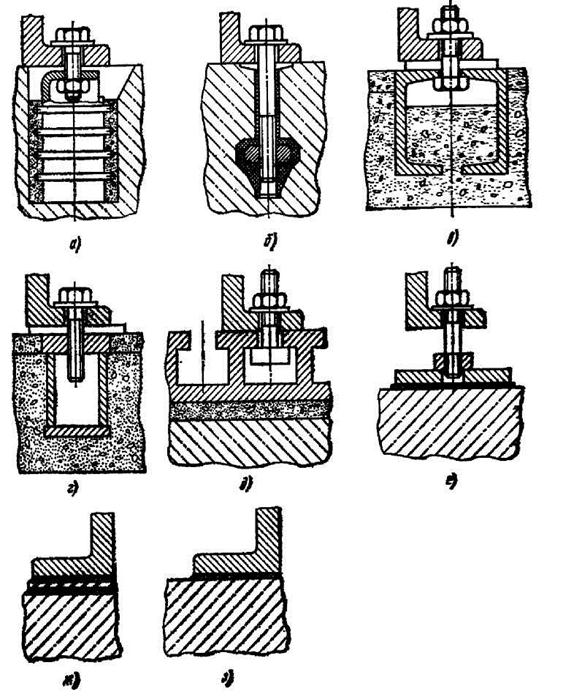
Рис. 2. Способы крепления оборудования
а и б – к специальным закладным деталям; в и г – к лагам;
д – к силовому полу; в – приклеиванием крепежного узла;
ж – приклеиванием опорной поверхности через вибропоглощающую прокладку; з – непосредственно приклеиванием опорной поверхности
Читайте также: