
Как выровнять кромку доски ручным фрезером
Обновлено: 17.05.2024
Превращение грубых досок в изделие, которым вы сможете гордиться, начинается с получения прямой кромки.
В совершенном мире все пиломатериалы, которые вы приобретаете для своих проектов, имели бы прямые, как стрела, кромки. К сожалению, такие идеальные фабричные кромки являются скорее исключением, чем правилом. Мы расскажем, как получить идеально прямые грани на неидеальных заготовках.
Прямые кромки начинаются в магазине
Не обрабатывайте больше материала, чем требуется
Купив доски, дайте им отлежаться несколько дней в мастерской, чтобы они адаптировались к новым температурным условиям и уровню влажности. Потом раскроите их на заготовки с припуском по длине. Чем длиннее доска, тем больше материала вы потеряете, пытаясь сделать ее прямой. Оставьте на концах заготовок небольшой запас (5-10 см), который в дальнейшем уйдет в отходы.
Строгать или нет — зависит от ваших станков
После того как доски акклиматизировались в мастерской, можно выбрать один из двух вариантов действий. Либо сначала выровнять одну пласть на строгальном станке и обработать рейсмусовым вторую, чтобы сделать их плоскими, а затем приступить к спрямлению кромки, либо сделать прямыми кромки, оставив пласти необработанными. Мы рекомендуем первый вариант, поскольку некоторые способы подготовки материала работают лучше, когда пласти досок чисто остроганы.
Впрочем, выбор может быть продиктован возможностями имеющихся станков. К примеру, вы не сможете обработать доску шириной 200 мм на строгально-фуговальном станке с максимальной шириной строгания 150 мм. А острогав обе пласти доски в рейсмусовом станке, вы сделаете их не плоскими, а лишь параллельными друг другу. В этом случае сделайте прямой одну из кромок доски, сначала ровно опилив ее на пильном станке до требуемой ширины, выровняйте одну пласть с помощью строгального станка, а затем острогайте доску до нужной толщины в рейсмусовом станке. Если требуемая ширина заготовки больше длины ножей вашего строгально-фуговального станка, то просто распилите ее вдоль на две или три делянки, острогайте их и обработайте рейсмусовым станком, выровняйте кромки. После того как делянки станут прямыми и прямоугольными в сечении, снова соедините их в шит, склеив кромками.
Кромки досок могут дать подсказку
Чтобы определиться со следующим шагом, посмотрите вдоль кромок доски. Если доска имеет одну более-менее прямую кромку, то сделать ее идеально прямой будет несложно. Незначительный продольный изгиб по кромке потребует несколько больше труда, но с ним вы также быстро справитесь. Даже в случае сильного продольного изгиба доски можно сделать ее прямой в два этапа. Далее мы покажем, как сделать прямыми кромки досок с разной степенью коробления: от еле заметной до сильной.
Строгально-фуговальный станок: основная машина для спрямления кромок
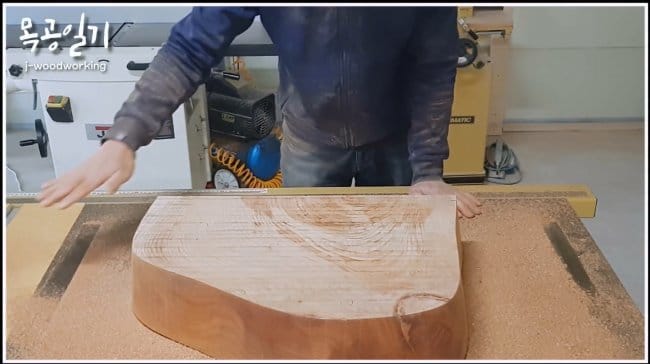
Если вы работаете с нестрогаными пиломатериалами, вам по-настоящему необходим хороший строгальный станок. Это лучшее средство для получения прямой и чистой кромки, расположенной точно под прямым углом к пласти (фото внизу), а также для зачистки и выравнивания пласти доски. Хотя модели с шириной строгания 150 мм работают неплохо, рассмотрите возможность покупки станка с шириной строгания до 200 мм. Помимо того, что он позволит обрабатывать более широкие доски, такой станок еще оснащен более длинными передним и задним столами, обеспечивающими лучшую поддержку длинных заготовок.
Относительно прямая доска может быть обработана на строгальном станке до получения прямой и перпендикулярной кромки всего за один-два прохода.
Мы не рекомендуем использовать со станком вспомогательные приемные и подающие стойки-опоры, так как доска с неровными или искривленными кромками может опрокинуть стойку, что вызовет повреждение доски ножами станка.
Вам повезло: коробления нет
Если выбранная доска попадает в эту категорию, можете считать, что «дело в шляпе». Независимо от длины доски удастся быстро получить прямую кромку, воспользовавшись строгально-фуговальным станком. Если его нет, опилите грубые кромки доски на круглопильном станке.
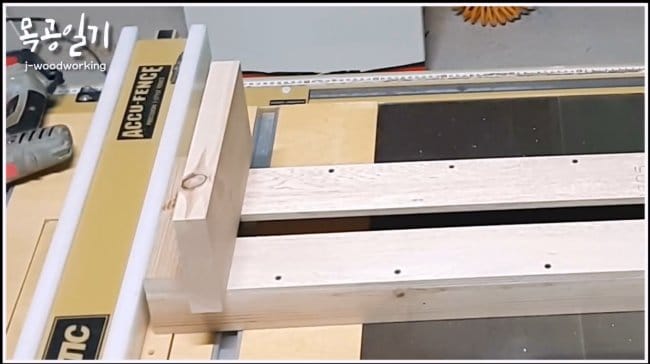
Прямую кромку на досках такого типа также можно получить с помощью фрезера. Если пласти доски не остроганы, используйте направляющую доску, имеющую гладкую пласть и прямую кромку, прикрепив ее к заготовке сверху, как показано на фото внизу. Используйте копирующую фрезу с верхним подшипником. Установите направляющую доску с небольшим отступом от края заготовки — это расстояние соответствует объему материала, который будет удален при обработке. Если необходимо, выполните два прохода.
При использовании данного способа прижимайте к продольному упору наиболее прямую кромку доски, чтобы избежать обратного удара. Опилив противоположную грубую грань доски (фото слева), передвиньте продольный упор, переверните доску так, чтобы ее новая кромка была обращена к упору, после чего опилите вторую грубую кромку (фото справа).
Если пласти доски остроганы, зафиксируйте направляющую (это может быть ровная доска либо самодельная или покупная шина) на заготовке так, чтобы при перемещении вдоль нее фрезер удалял за один проход слой толщиной не более 1,5 мм (фото внизу) Сделайте столько проходов, сколько потребуется для получения прямой кромки.
Установив подошву фрезера на направляющую доску, ведите подшипник фрезы вдоль ее кромки. Снимайте не более 1,5 мм материала за один проход. Используйте фрезу с восходящей или нисходящей спиралью, либо прямую фрезу, длина лезвий которой больше толщины заготовки.
Отшлифуйте небольшую фаску на обращенном к фрезе крае пласти — это предотвратит застревание заготовки при ее подаче.
Прямую кромку можно сделать и на фрезерном столе, но это потребует чуть более сложной настройки. Вначале зажмите в цангу закрепленного в столе фрезера прямую или спиральную фрезу и установите вылет фрезы, немного больший, чем толщина заготовки. Отрегулируйте переднюю часть параллельного (продольного) упора так, чтобы за один проход снять не более 1,5 мм материала. Заднюю часть параллельного упора установите вровень с лезвиями фрезы. Если параллельный упор не имеет раздельных передней и задней частей, при помощи струбцины или двухстороннего скотча прикрепите к задней половине упора кусок слоистого пластика толщиной, соответствующей снимаемому слою материала (фото справа).
Типичный случай: небольшой изгиб
Большинство досок этой категории коробится при разбухании или усушке, адаптируясь к влажности окружающей среды. Планируйте будущую прямую кромку таким образом, чтобы получить на лицевых поверхностях изделия эффектный текстурный рисунок. Доски, относящиеся к данной категории, обрабатываются по- разному в зависимости от их длины.
Доски длиной менее 0,3 м обрабатываются быстро
Для коротких досок используйте наиболее простые варианты: строгально-фуговальный, круглопильный станки или ленточную пилу. Строгальный станки обычно оказывается быстрее, даже если для получения прямой кромки потребуется выполнить несколько проходов. Такая же техника используется и при пилении на станках: доска распиливается продольно, при этом вдоль параллельного упора движется ее вогнутая кромка. Полученные таким способом кромки, будучи прямыми, имеют следы пиления, которые можно быстро удалить за один проход на строгальном станке. Фрезерный стол позволит получить такое же качество, что и строгальный станок, однако для его настройки требуется больше времени.
Правильно выбирайте инструменты для получения прямых кромок
Инструменты и приемы, применяемые для спрямления кромок, различаются в зависимости от степени изгиба и длины доски. Пользуйтесь данной схемой принятия решений для выбора инструментов и приемов, оптимальных для использования в каждой конкретной ситуации. Дополнительные варианты описаны в статье.
Доски длиной 0,3-0/9 м: множество возможностей
С досками такой длины (толщина и ширина доски могут быть любыми) у вас имеется выбор из наибольшего числа вариантов. На строгальном станке такие доски можно обработать двумя способами. Первый из них представляет собой обычное строгание вогнутой кромки с небольшим съемом материала за каждый проход, пока кромка не станет прямой. Второй вариант предполагает выполняемое в несколько проходов предварительное строгание сначала одного края доски, а затем другого, как показано на рисунке вверху. Так повторяют до тех пор, пока изгиб не исчезнет почти полностью, после чего строгают всю кромку доски целиком. Ленточная пила и круглопильный станок также справятся с задачей, но лишь с одним существенным дополнением.
Чтобы обеспечить контакт вогнутой кромки доски с продольным упором при обработке досок длиной более 30 см, добавьте длинную накладку, как показано на фото ввнизу слева. Длина накладки равна удвоенной длине заготовки, увеличенной на 300 мм. Отцентрируйте накладку относительно пильного диска и закрепите ее на продольном упоре станка при помощи струбцин или двустороннего скотча на тканевой основе.
Вспомогательный упор обеспечивает прямолинейное движение заготовки, благодаря которому опиленная кромка будет прямой.
Изготавливая вспомогательный продольный упор для фрезерного стола, сделайте в его середине вырез, чтобы фреза вращалась свободно.
Чтобы обработать доски такой длины на фрезерном столе, используйте сочетание удлиненного параллельного упора, как при обработке на пильном станке, и метод предварительного строгания, как при работе со строгально-фуговальным станком (фото вверху справа). Воспользуйтесь острой прямой или спиральной фрезой (с восходящей или нисходящей спиралью). Можно также работать фрезером с направляющей в ручном режиме. Это потребует большего числа проходов, но меньше места, поэтому данное решение подойдет для мастерской, где имеется дефицит свободного пространства.
Прижимы могут удерживать заготовку за пласти или торцы. Выполняя распил, прижимайте салазки к пильному столу.
Прямую кромку легко получить на круглопильном станке, если воспользоваться кареткой или салазками, показанными на (фото справа). Уделяя внимание текстурному рисунку, расположите доску так, чтобы одна из ее кромок выступала за край салазок. Зафиксируйте доску на салазках с помощью прижимов или шурупов. Поднимите пильный диск на высоту, необходимую для распила уложенной на салазки заготовки. План изготовления салазок вы найдете на с. 7.
Доски длиной более 0,9 м: потеть не придется!
С такими досками у вас имеются четыре варианта: строгально-фуговальный станок, фрезер с направляющей, циркулярная пила или салазки для круглопильного станка. Если вы располагаете фуговальным станком с шириной строгания 150 мм, используйте метод предварительного строгания; при наличии станка с шириной строгания 200 мм, имеющего более длинные столы, хорошие результаты даст любой из методов.
Еще один способ получения прямой кромки — с помощью циркулярной пилы. Можно выполнить распил по направляющей, либо отбить прямую линию меловым шнуром, после чего распилить доску по этой линии, как показано на фото внизу слева. На некоторых моделях циркулярных пил имеется лазерный указатель, облегчающий следование вдоль линии разметки.
Жесткий пенопласт, используемый для теплоизоляции, служит отличной подложкой для распиловки. Установите такую глубину пиления, чтобы пильный диск едва углублялся в пенопласт.
Прижмите вогнутую кромку к направляющей и измерьте максимальную величину прогиба, чтобы найти линию, по которой будет делаться распил.
Для пиления по направляющей вначале найдите точку, соответствующую максимальной величине прогиба, прижав доску к направляющей, как показано на фото вверху справа. На одном из краев доски сделайте отметку, отложив от искривленной кромки расстояние, равное измеренной величине прогиба. Измерьте расстояние от пильного диска до края подошвы пилы (под электродвигателем) и прикрепите к заготовке направляющую, установив ее на этом расстоянии от сделанной вами отметки. Выполните распил, ведя подошву пилы вдоль направляющей. Чтобы изготовить надежную направляющую, которая также предотвращает сколы и быстро устанавливается вдоль линии реза, обратитесь к планам на следующей странице.
Удаляя с этой доски прогиб по всей ее длине (слева), вы потеряете много материала в качестве отходов, а полученные заготовки будут узкими. Разделив эту доску на две части (справа), вы сможете получить более широкие заготовки.
Наихудший случай: значительный изгиб
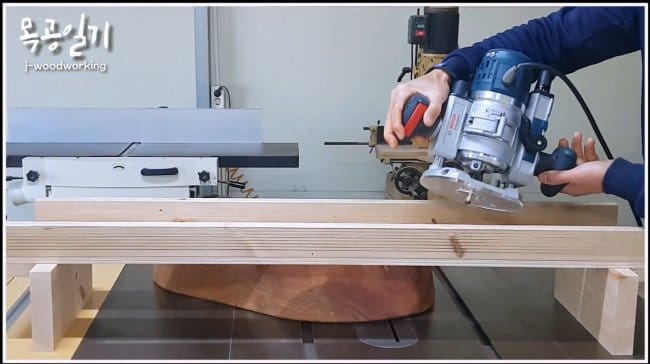
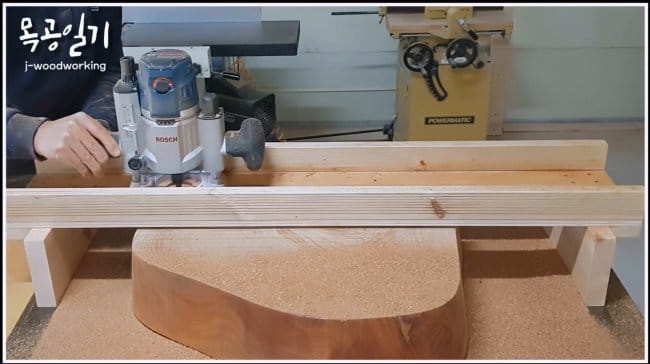
Перед тем как обрабатывать подобную доску, вначале определите, как ею лучше распорядиться. Убирая прогиб с доски длиной 3 м, вы отправите в отходы немало древесины, что демонстрирует фото внизу. Если вам действительно необходима длинная доска, постарайтесь подобрать доску с меньшей кривизной. Если же обязательно нужно получить длинные заготовки из сильно искривленных досок, у вас есть три варианта: распилить их вдоль циркулярной пилой, воспользоваться салазками для круглопильного станка либо ленточной пилой с удлиненным упором — при условии, что длина заготовок не превышает 0,9 м. Обработка на ленточной пиле более длинных досок лишь создаст дополнительные сложности.
Сделайте противоскольную направляющую для пиления и фрезерования
Вы можете изготовить две направляющие (длиной 1,2 и 2,4 м), чтобы использовать их с заготовками разной длины. Эти направляющие, рассчитанные на работу с конкретными циркулярной пилой и фрезером, можно сделать из одного листа фанеры толщиной 13 мм. (Рекомендуем взять фанеру, обе стороны которой отшлифованы.) Вот как это делается.
Процесс изготовления.
Основным материалом для изготовления этого приспособления послужат сосновые доски.
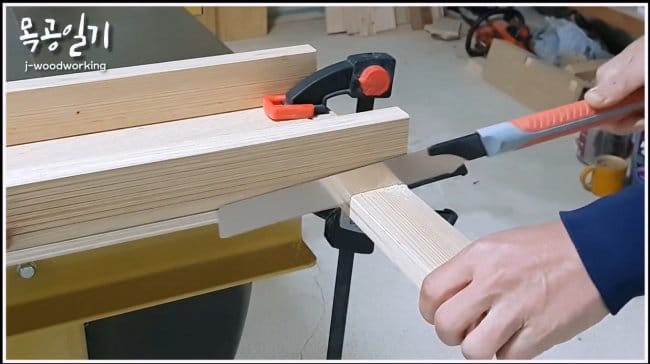
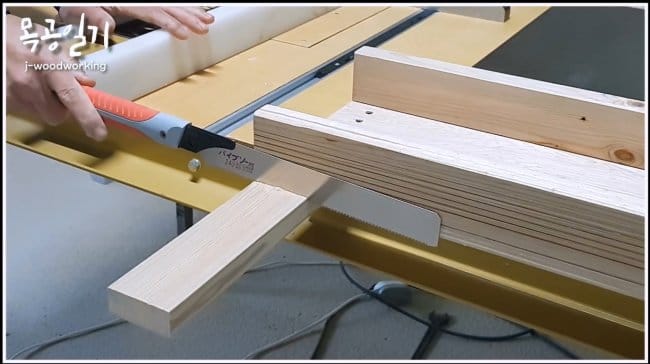
Первыми вырезаются две одинаковые прямоугольные детали для опор направляющей из доски 50X150 мм.
Эта и следующая операции выполняются с помощью 90-градусной каретки.
Именно от ширины используемой доски и будет зависеть максимально возможная толщина обрабатываемых изделий.


Еще две деталей направляющей изготавливаются такой же длины, как и первые, из бруса. Они выполняются из листовой фанеры толщиной 12 мм.
У автора уже была подходящий обрезок, и он отрезал от него полоску чуть меньше половины общей ширины.



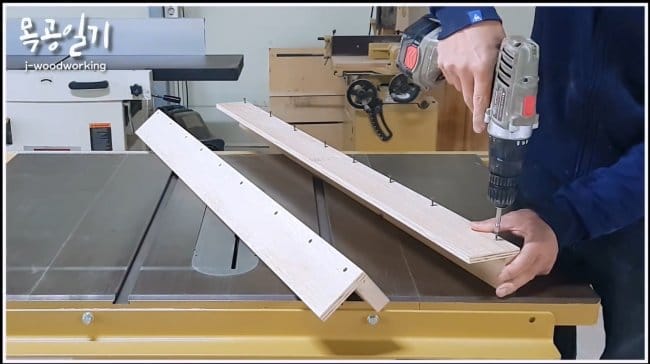
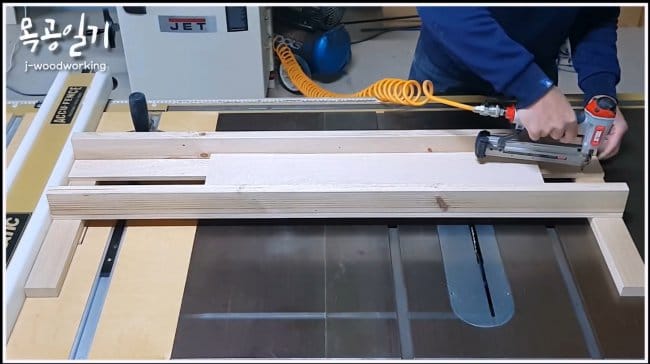
Далее, длинная заготовка из бруса прижимается к упору циркулярной пилы, и к ее боковой части пристреливается нейлером фанерная полоса. Обе детали должны сформировать угол в 90 градусов.



Подготовив оба уголка, автор делает пилотные отверстия вдоль линии соединения деталей с помощью сверла по дереву с зенковкой.


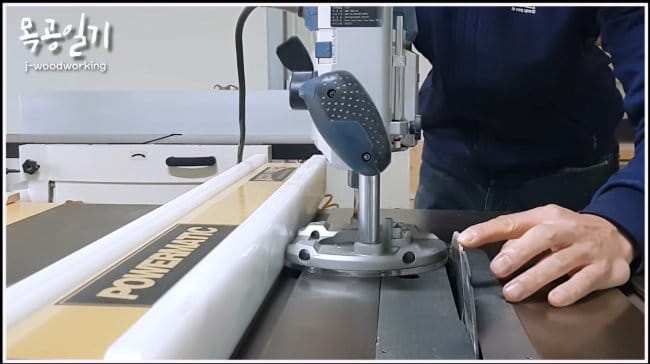
Подошва ручного фрезера устанавливается между краем зубьев пильного диска циркулярной пилы и параллельным упором. Подошва практически зажимается между ними.
После этого из ненужного обрезка фанеры вырезается прямоугольная деталь. В итоге она имеет ширину подошвы фрезера.


Два коротких обрезка из бруса выкладываются на распиловочном столе или верстаке, на них ставятся оба направляющих уголка «фанерной стороной» вниз.

Между уголками вкладывается полученный шаблон, а края перемычек выравниваются с краем уголка, расположенного ближе к автору.
Шаблон должен свободно двигаться вдоль обеих направляющих. Перед их закреплением к перемычкам, шаблон сдвигается почти до края. Обе направляющих пристреливаются к перемычкам через фанеру.
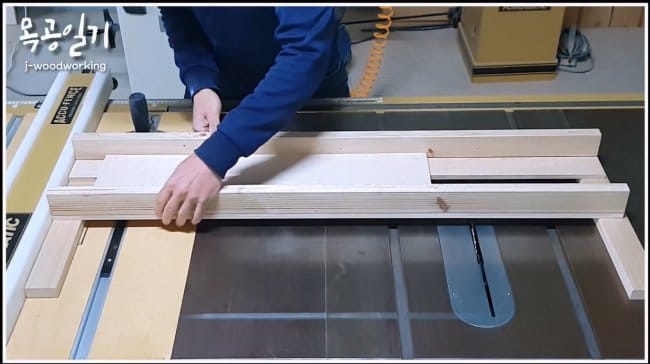


Просверлив пилотные отверстия, автор усиливает места соединения направляющих с перемычками с помощью саморезов по дереву.



Основная часть приспособления готова, и нужно проверить отсутствие зазоров между направляющими и подошвой фрезера. При этом он должен свободно перемещаться.





Вот такая габаритная деревяшка послужит для испытаний приспособления. Над ней устанавливается оснастка.


Автор чуть не забыл один из важных моментов.
Обязательно нужно отшлифовать все поверхности направляющей наждачной бумагой, уделив особое внимание частям направляющих, контактирующих с подошвой фрезера.
Затем нужно пропитать древесину маслом для уменьшения трения. Мастер использует для этого апельсиновое масло. Это конечно редкая штука, у нас проще достать льняное, или масло шиповника.
После впитывания масла, его излишки нужно удалить, и дополнительно нанести слой парафина, прогрев его феном.


Для обработки поверхности будет использоваться фреза «ласточкин хвост». В этом наборе фрез она находится под № 18.

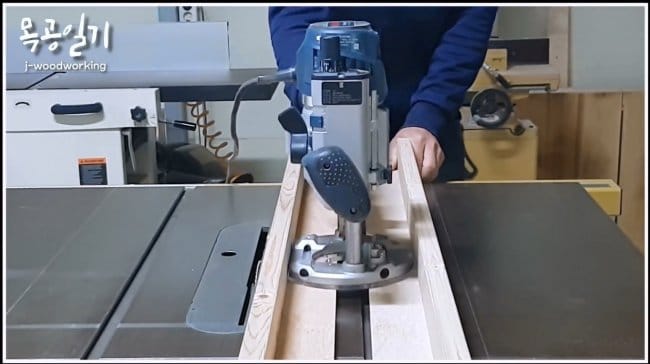
Теперь, выставив необходимый вылет фрезы, и плавно двигая фрезер вдоль направляющих, мастер снимает слой древесины. После каждого прохода, вся надстройка смещается на расстояние чуть меньшее диаметра фрезы.



Итак, выполнив с десяток проходов в обе стороны, поверхность выровнена. Остается финишная обработка, например, болгаркой с дисковой шлифовальной насадкой.


На этом возможности такого приспособления не ограничиваются.
Следует также продумать способы регулировки направляющей по высоте.
Благодарю автора за советы по изготовлению простого, но полезного приспособления для столярной мастерской!
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Материалы.
- Доски.
Инструменты, использованные автором.
- Ручной фрезер
- Тиски
- Маркер с тонким наконечником
- Угольник, карандаш, штангенциркуль
- Разметочный рейсмус.
Процесс изготовления.
Для того, чтобы надёжнее запомнить 4 составляющие успеха в производстве пазов высокого качества, автор придумал акроним - РИБН:
1. Разметка
2. Инструменты
3. Балансировка
4. Направление движения.
В оригинале - LTBD: layout, tools, balance, directions.

А теперь поподробнее о каждой из четырёх составляющих. Правильная разметка значит очень многое, по крайней мере, на первом этапе. Автор использует хороший, острый, 0,5 мм карандаш для оптимальной точности, и разметочный рейсмус.





Обычно размещают весь паз целиком на одной детали или древесной заготовке. На получившихся контурах пазов должны быть выделены линии начала и конца, а также выборки.

Теперь об инструментах: для работы понадобится пристойный фрезер, предпочтительно погружной, или ламельный.

Надёжное упорное устройство, контролирующее положение края детали, фреза с направленной вверх спиралью, которое благодаря своей форме будет выводить стружки из паза во время фрезерования.









И если есть чувство, что он слегка крениться, используйте дополнительную опору - деревянный брусок или какую-либо другую деревянную заготовку.


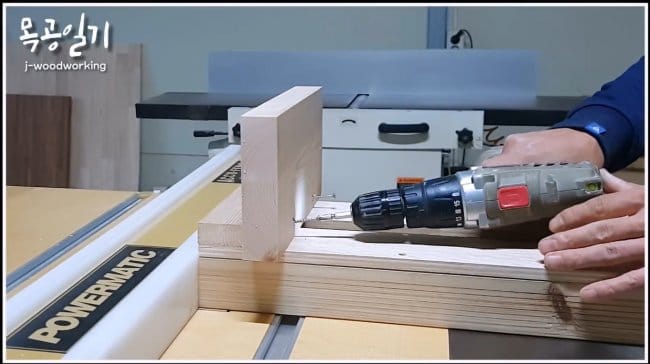
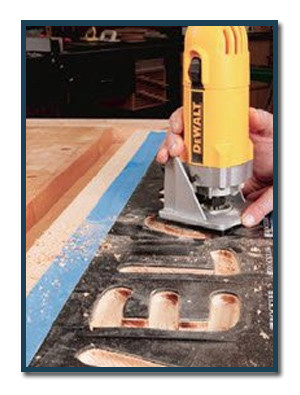
Размещаем фрезер на заготовке и слегка выводим сверло, чтобы оно лишь соприкоснулось с поверхностью. Применяем ограничители, чтобы выставить желаемую глубину.






Устанавливаем сверло так, чтобы его наконечник оказался под прямым углом к будущему пазу. В результате намного проще установить сверло как раз между двумя схематичными линиями.




Первое отверстие высверливаем на полную глубину. Так мы отмечаем начало и конец паза, что даёт аккуратный старт и чётко заданную точку финиша, а также физически позволяет ощутить окончание паза, тем самым не позволяя продвинуться дальше. Это чувство особенно ценно, если пыль и опилки препятствуют нормальному обзору детали.


Затем возвращаемся в начало и вычищаем центральную часть паза между двумя отверстиями, двигаясь по направлению слева направо, толкая прибор от себя. Такое движение и положение помогает задействовать в работе всю длину фрезы.





Если же Вы выберете другое направление, придвигая фрезер к себе, у сверла есть больше шансов сбиться с курса. Почему так? - спросите Вы. Ответ: это связано с направлением вращения сверла. Когда сверло движется по часовой стрелке, всегда возникает желание двигать прибор в сторону, противоположную направлению этой ротации. Как видно на изображении, фрезер сопротивляется движению вперёд из-за того, что сверло постоянно стопорится в материале.




Если же двигать прибор в обратном направлении, к себе, а не от себя, его движение совпадёт с вращательным моментом сверла и продвижение фрезера будет лёгким. Лёгкость, с которой машина скользит по материалу, и может спровоцировать утрату контроля, в результате чего неизбежно отклонение от заданного курса.
Это не играет существенной роли, если сверло со всех сторон окружено древесиной, вместе с тем движение в правильном направлении стабилизирует процесс.

Если же необходимо сделать более широкий паз, когда нужно совершить больше одного прохода сверлом, всегда проверяйте, чтобы материал, который вы удаляете, находился за дальней стороной сверла. И Вы продолжаете двигаться слева направо. Если нужно вырезать несколько одинаковых пазов, Вам нужны только начальная и конечная линии, чтобы вырезать все остальные пазы.












И в завершении обратите внимание на положение рук: если придвинуть руку поближе к сверлу, создаётся ощущение лучшего управления прибором. Когда левая рука в основном толкает прибор вперёд, она лучше контролирует процесс, если занимает положение внизу, у основания фрезера.
Кроме того, такое положение рук создаёт меньшее давление на наконечник сверла.




Итак, теперь немного практики - и Вы будете в состоянии просверлить пазы практически в любой заготовке. Весь этот стул был сделан и собран по этой технологии! Так были приделаны спинка к основанию, куча сумасшедших уголков и шкантовых соединений - это всё было сделано ручным фрезером!


Спасибо автору за интересный мастер-класс!
Всем удачи, хорошего настроения, соблюдайте технику безопасности!

Первым делом автор определился с максимальной толщиной обрабатываемых деталей, от чего зависит высота стоек для направляющих. Исходя из этого он вырезает на циркулярной пиле дюжину одинаковых прямоугольных элементов.


Также вырезаются узкие планочки, для них подойдут обрезки полосок от стоек (длина планок равна ширине стоек).




Теперь к детали с планкой пружинными зажимами прижимается вторая.
В них высверливается отверстие следующим образом.



Используя циркулярную пилу и каретку, автор делает прорези от узкого края планок до проделанного отверстия.
Чтобы точно повторять прорезь на всех деталях, он установил на ребре каретки боковой ограничительный блок. Упирая в него край детали, достаточно просто выполнять повторяющуюся операцию. Этим же приемом он пользовался и при нарезании заготовок.



Как только первые прорези сделаны, упор смещается, и делаются вторые, финишные пропилы.
Ширину паза в первой заготовке мастер контролирует стальной шпилькой, для которой он и предназначен.



Пильный диск наклоняется под углом в 2 градуса (верхней частью от параллельного упора). Для этих целей можно использовать встроенный в станок транспортир, либо цифровой угломер .
Одна из пластей заготовок срезается под наклоном.







В итоге получается некое подобие «прищепки». Планка в средней части зажима послужит упором для направляющих.






Теперь в нижней части стоек проделываются пары сквозных отверстий для мебельных стяжек. С одной стороны отверстие зенкуется под потайную головку винта.




Прижимные винты собираются следующим образом. Ответной частью для винтов послужат мебельные усовочные гайки .



Винт проходит сквозь паз в стойке, и играет сразу две функции — с его помощью регулируется ее высота, и одновременно зажимается направляющая.


В качестве направляющих мастер использует строительные правила, или уровни. На них надеваются стойки-зажимы.




Для сверления под прямым углом автор пользуется простым угольником из двух брусков. Также можно воспользоваться специальным кондуктором .





Далее нужно изготовить поперечную U-образную направляющую, по которой будет передвигаться фрезер.
Из фанеры вырезаются две одинаковые полосы.

Обе полоски склеиваются между собой для увеличения толщины, и сжимаются струбцинами. При склеивании важно получить ровную деталь, а не «дугу».



После застывания клея полоса распускается на две части. Это будут боковые ребра жесткости.
Учитывая размеры подошвы фрезера, вырезается и полоса основания направляющей.






Во избежание перекоса, автор устанавливает вставку между ребрами, и лишь затем приклеивает к торцу стенку. Нижний край стенки должен несколько выступать за основание, и служить боковым ограничителем.





Штатная подошва откручивается от фрезера, и заменяется квадратной. Этот элемент легко можно вырезать из ламината. Отверстия для крепежных винтов высверливаются сверлом с зенковкой .





































Благодарю автора за интересную реализацию фуговальной рамы для ручного фрезера.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Подписывайтесь на телеграм-канал сайта, чтобы не пропустить новые статьи.
Авторское видео можно посмотреть здесь.

Кромочный фрезер — это инструмент, который может не найти широкого применения в некоторых мастерских, но это уникальный и удивительно универсальный инструмент. Они легкие, на удивление мощные и достаточно маленькие, чтобы ими можно было работать там, куда большие фрезеры просто не поместятся.
Вот 10 видов работ, где может пригодится кромочный фрезер:
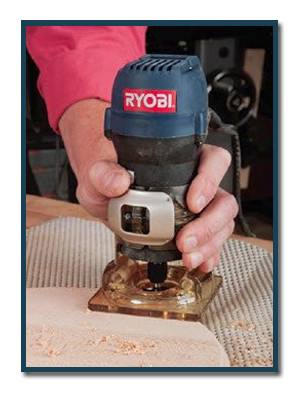
1. Фрезерование по шаблону

Обгонные кромочные фрезы с верхним расположением подшипника позволяют быстро отфрезеровать древесину вокруг шаблона, что идеально подходит для изготовления множества одинаковых заготовок. Для обрезки небольших по толщине заготовок не требуется большой мощности фрезера, поэтому с такой задачей вполне справится и кромочный. И если он справляется с такими задачами, то зачем Вам для этого более крупный и тяжелый фрезер, особенно на небольших или узких деталях.
2. Врезка петель

Врезку дверных петель можно сделать и стамеской, но более эффективно можно это сделать при помощи кромочного фрезера.
При использовании шаблона врезка петель становится стандартной операцией. Используя U-образный шаблон (который можно сделать из отходов) можно значительно ускорить процесс врезки с требуемой точностью.
3. Фрезерование кромок
Кромочный фрезер — это такой же фрезер, в конце концов, только маленький. Поэтому с его помощью вполне реально отфрезеровать фигурные кромки.
Просто следуйте правилам фрезеровки:
- Используйте острую чистую твердосплавную фрезу.
- Начинайте с неглубокого прохода на первом срезе и сделайте серию более глубоких проходов после этого, каждый раз удаляя больше древесины.
4. Обрезка кромок после оклеивания
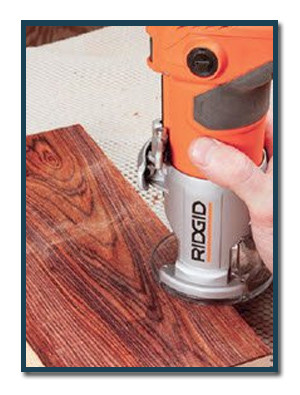
Ручная обрезка выступающих краёв ПВХ-ленты довольно утомительна и занимает много времени. При помощи кромочного фрезера со специальной фрезой скорость обработки значительно увеличивается, а качество возрастает. После прохода фрезером остается качественная, ровная кромка, которой зачастую уже не требуется дополнительная обработка. Максимум, что может понадобиться — это легкая шлифовка для удаления заусениц.
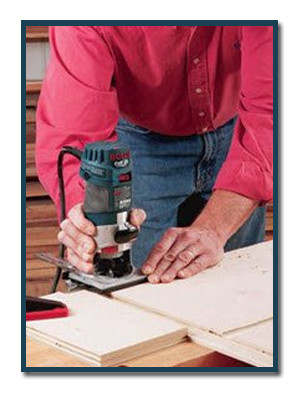
5. Выравнивание торцевой отделки полок

При изготовлении полок из шпонированной фанеры и оклейки торцов рейками из цельного дерева, гораздо удобнее выравнивать в плоскости края реек кромочным фрезером, чем сошлифовывать выступающие части. При шлифовании можно повредить шпонированную поверхность. Фрезер же пройдет только по дереву не задевая шпона. Компактный размер фрезера делает его удобным для балансировки при этой операции.
6. Срезание заглушек

Кромочный фрезер с прямой фрезой неплохо справляется со срезанием заглушек для крепежа вровень с основной плоскостью. Особенно его эффективность в этом вопросе будет заметна, когда нужно выровнять несколько десятков заглушек, в этом случае он может быть удобнее, чем пилка или стамеска. После прохода фрезером потребуется только слегка подшлифовать место заглушки.
7. Резка материала
Кромочный фрезер, конечно же, никогда не заменит в мастерской ту же циркулярную пилу, но для небольших резов он вполне может пригодиться. Конечно, большие фрезы и глубокие пропилы — это не для него и здесь следует проявлять благоразумие. С помощью кромочного фрезера можно вырезать круги, прорезать небольшие пазы, делать рёбра и четверти. Главное следить за тем, чтобы не перегружать двигатель и вовремя перейти на более мощный инструмент, в этом случае.
8. Художественная резьба
Кромочному фрезеру вполне под силу вырезать различные узоры и надписи на дереве. Его можно использовать совместно с шаблонами, а можно, если навык позволяет, и просто как режущий инструмент. Не мало примеров, когда при помощи кромочных фрезеров создаются практически шедевры. В этом помогают небольшие габариты и вес.
9. Сверление отверстий
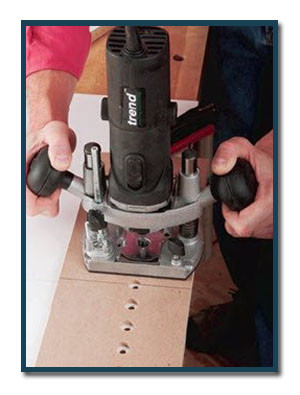
Как и в случае стандартного погружного фрезера, Вы можете сверлить отверстия для штифтов на полке с помощью кромочного фрезера и шаблона. Концепция такого использования для отверстий в полках не является революционной. Но, благодаря таким врезным моделям, как Trend T4, DeWALT и Porter-Cable, сверление отверстий является даже профильной задачей.
10. Инкрустация

Для врезки тонких, заподлицо вкладок требуются неглубокие вырезы и точность, что делает фрезер идеальным инструментом для этой работы. Инкрустация требует неглубокую выборку в древесине, чтобы посадить детали на одном уровне с поверхностью. Вы можете выполнить работу и другими фрезерами, но кромочный фрезер подходит для такой задачи лучше всего. Его небольшой размер и гораздо меньший вес являются преимуществом перед другими моделями, так как обеспечивают лучшую точность проведения работы по врезке элементов инкрустации.
Читайте также: