
Формовка поликарбоната в домашних условиях
Обновлено: 28.04.2024
Для обработки монолитного поликарбоната применяются стандартные метод и оборудование для работ по дереву и металлу. Но для получения качественного результата чледует строго соблюдать рекомендации по настройке оборудования.
Обе поверхности листа монолитного поликарбоната защищены полиэтиленовой пленкой, которая должна сохранятся в течении всей обработки и удаляться сразу после монтажа готового изделия. Но при проведении "горячих" работ ее необходимо предварительно удалить. Если пленка термоустойчивая, то работы при высоких температурах проводятся в пленочной защите.
Чтобы избежать вибрации и сдвига материала во время порезки, фрезеровании и сверлении, его необходимо зафиксировать на слесарном столе при помощи струбцин. При этом между зажимом и самим материалом необходимо использовать специальные прокладки (войлочные, полимерные, замшевые), которые предохранят материал от повреждений.
Для того, чтобы избежать травм при работе с листами монлитного поликарбоната, рекомендуется пользоваться рукавицами и защитными очками.
Резание
Если толщина листов монолитного поликарбоната не превышает 3 мм, то их можно резать ножницами или гильотной. Для гильотины угол резания до 40°С и зазор - 0,01-0,02мм. Во всех остальных случаях используется стандартное раскроечное оборудование: лнточные, циркулярные пилы, лобзик, ножовка, фрезер. Наиболее качественный результат получается при работе с карбидными остро заточенными лезвиями.
Рекомендации по настройке оборудования:
При резании листов монолитного поликарбоната следует придерживаться следующего правила: чем тоньше лист, тем меньше расстояние между зубьями режущей поверхности.
При раскрое листов монолитного поликарбоната необходимо следить за постоянным удалением стружки, которая может поцарапать поверхность листа. Не рекомендуется использовать высокоскоростные инструменты для резки стали, не смотря на то что монолитный поликарбонат обладает довольно высокой температурой плавления, края могут получиться оплавленными.
Фрезерование
Используя фрезер, с монолитным поликарбонатом можно совершать разные операции:
- вырезать криволиненые формы
- создать закругления на предварительно вырезанном изделии
- снять кромку с формованных изделий
Для этого используются стандартные фрезы для металла с острым углом резания и большим задним углом резца. Оборудование - ручно электрический фрезер и координатно-фрезерный станок. Фреза - одноперьевая из быстрорежущей стали. При фрезеровании монолитного поликарбоната конечный результат зависит от остроты инструмента и удаления образовывающихся опилок, которые могут привести к образованию царапин на изделии.
Ручной электрический фрезер (Makita, Bosh, Metabo и др.) дают возможность резки (вырезания) материала зафиксированного на рабочем столе. Для простой порезки листа монолитного поликарбоната используется направляющая шина. А чтобы вырезать деталь по заданному контуру, достаточно сделать ее заготовку из фанеры и, наложив ёё на монолитный поликарбонат, "обвести" фрезером. На фрезу надевается ролик, который обеспечивает постоянный контакт с заготовкой без ее деформации. Для выбора настройки фрезера обращайтесь в инструкцию, прилагающуюся к оборудованию.
Координатно-фрезерные станки позволяют добиться максимально качственного результата обработки по сравнению с другим оборудованием. Маршрут прохождения фрезу задается программным управлением, таким образом, человеческий фактор и связанные с ним ошибки полностью исключены. Как правило, КФС оснащены и системой удаления пыли и крупных мусорных частиц, образующихся в процессе работы фрезы и ее автоматическим охлаждением.
Для выбора настройки фрезера обращайтесь в инструкцию, прилагающуюся к оборудованию.
Формование монолитного поликарбоната
Формовать монолитный поликарбонат можно двумя способами: холодным и горячим (термоформирование).
Холодное формование
Производится на металлических вальцах, вдоль направления экструзии (длина листа). максимальный угол холодного формования зависит от толщина материала, и приблизительно может расчитываться исходя из соотношения угол изгиба = 150 толщин материала.
1. В случае холодного формования лист получает значительные внутренние напряжения, которые можно снизить последующим отжигом изделия.
2. После холодного изгибания происходит релаксация пластика. поэтому необходимо закладывать дополнительно 20°-25° изгиба, чтобы в окончательном состоянии достичь нужного результата.
Возможности применения холодного изгиба ограничены многими факторами: опытом специалиста, исходным качеством пластика, внутренними напряжениями, которые могут остаться после производства материала. Поэтому применять его необходимо с большой осторожностью.
Термоформование
Формование в горячем состоянии можно производить разными методами:
- поместив нагретый пластик на выпуклую (позитивное формование) или вогнутую (негативное) форму, где он под собственным весом примет вид изделия;
- свободным втягиванием в вакуумплотноц камере;
- свободным выдуванием сжатым воздухом (с формами и без).
При работе с монолитным поликарбонатом способом негативного формования, особенно толстыми листами, свободное обволакивание матриц может быть недостаточным. Это объясняется высокой вязкостью материала в пластичном состоянии. Поэтому для заполнения углов и глубоких участков матрицы может потребоваться дополнительное давление.
Монолитный поликарбонат - абсорбирующий материал. Поэтому, перед началом термоформования, если выбранный способ формования материала требует температуру свыше 160°С, листы неоходимо просушить. В противном случае внешний вид готового изделия будет испорчен пузырьками.
Сушка
Рекомндации по проведению сушки листов монолитного поликарбоната:
1. Процесс сушки монолитного поликарбоната происходит в циркулярной печи при температуре 120-125°С.
2. Перед помещением материала в печь с него нужно снять защитную пленку. Иначе она спечется и испортит внешний вид листов.
3. При одновременной сушке нескольких листов, расстояние между ними должно составлять не менее 30 мм для циркуляции воздуха.
4. Просушивание листов необходимо производить не ранее 10 часов до начала термоформования. По проишествии более длительного времени материал снова может вобрать влагу и операцию придется повторять.
5. Листы монолитного поликарбоната можно оставить в выключенной печи до начала теплоформования. Это сократит время достижения листом температуры пластичности.
Чем толще лист, тем длительнее сушка.
| Толщина, мм | Время сушки при 125 °С (в часах) |
| 1 | 1,5 |
| 2 | 4 |
| 3 | 7 |
| 4 | 12 |
| 5 | 18 |
| 6 | 26 |
| 8 | 45 |
Нагревание до температуры пластичности
Результат термоформования зависит от качественного нагрева материала в печи.
Необходимо тщательно контролировать, чтобы температура листа была одинаковой во всей плоскости, а это напрямую зависит от равномерной циркуляции теплого воздуха в камере. Межденно повышая температуру в камере, необходимо перейти рубеж "точки стеклования" (150°С) и довести лист до пластичного состояния.
Производство изделий методом термоформования начинается при температурах выше 150°С, глубокая вытяжка материала для негативного и позитивного формования начинается при температурах 180-190°С
Формование при температурах ниже 150°С может привести к нежелательным внутренним напряжениям, снижающим ударную прочность и химическую стойкость изделия. Эти напряжения видны только с использованием поляризованного света. Частично их можно снизить отжигом.
При подготовке заготовок для термоформуемых изделий необходимо учитывать, что при первом нагревании до точки стеклования материал дает усадку максимум 6% для листа толщиной до 3 мм и 3% для листов толще 3 мм Кроме того, с заготовок (или всего листа) ледует удалить защитную пленку, т.к. при воздействии высоких температур она спечется с листом.
Форму, на которой будет происходить необходимое искривление плоскости листа, необходимо предварительно разогреть до температуры 80-110°С. При холодном формовании - до 130°С.
Свободное формование
Самый простой способ формования. Заключается в свбодном обволакивании формы разогретым листом. Лист укладывают поверх формы и помещаютв разогретую до 150°С печь. после полного обволакивания, вынимают из печи (вместе с формой) и оставлят до остывания. Качество результата зависит от отсутствия зон локальных перепадов температур. Также, если лист не подвергался сушке, необходимо учитывать размер усадки пластика, потому что лист не фиксируется рамой. Свободное формование применяется для производства несложных изделий.
При свободном формовании не обязательно проводить предварительную сушку материала, так как этот ппроцесс происходит при более низких температурах (150-155°С). Более низкая температура позволяет сохранить твердость и оптические характеристики поверхности.
Формование под давлением
Разогретый лист укладывается на матрицу и свободно обволакивает ее. После этого, если заполнение матрицы недостаточно плотное, применяется давление (дополнительный прижим пластичного материала) к форме. Этот вид формования применяется для производства изделий несложной формы - как правило, это различные куполообразные конструкции с незначительной вытяжкой заготовок. Необходимо очень быстро выполнять все операции, так как монолитный поликарбонат очень быстро остывает.
Формы (матрицы) изготавливаются из стали или алюминия. Изделия, которые требуют хороших оптических свойств (защитные стекла на транспорте, полицейские щиты, защитные маски) изготавливаются на матрицах из отполированнй стали/алюминия, а также стекла/керамики, покрытых глазурью.
Кроме давления воздухом или усилия рукой (защищенной перчаткой или каким-нибудь мягким материалом), к этой технологии термоформования относятся формование с пуансоном, формование при помощи матрицы и пуансона.
Вакуум-формование
Этот вид формования проще, чем механическое воздействие на разогретый лист и дает более качественный результат. Необходимо помнить, что вакуум-формование всегда нуждается в предварительной сушке материала, так как использует температуры, превышающие 160-165°С. Также, необходимо контролировать равномерность толщины отформованного изделия, потому что разные отрезки листа растягиваются неравномерно.
Вакуум-оборудование оснащено рамой, в которую фиксируется лист. Это минимизирует усадку листа во время термической обработки, что особенно важно для тонких листов монолитного поликарбоната (до 3 мм), у которых она может составлять 6%. Также, в зависимости от вида используемых матриц (позитиыных/негативных), необходимо помнить, куда направлена сторона с UV-защитой.
Для производства высококачественных изделий необходимо следить, чтобы поверхность форм/матриц была идеально ровной и поддерживала максимально возможную температуру. Чем выше температура матрицы, тем лучше поверхность изделия. Поэтому для вакуум-формования рекомендуются только отполированные стальные и алиминиевые матрицы.
При вакуум-формовании лист устанавливается в раму и разогревается до температуры пластичности. Далее, он кладется на негативную форму (т.е. углубление) или на позитивную (выпуклость). Воздух, который остается между формой и материалом, удаляется при помощи вакуума и заготовка полностью обволакивает матрицу. Отсасывание воздуха происходит через множественные отверстия в матрице, диаметр которых на прилегающей к поликарбонату поверхности не превышает 0,6-0,7 мм. С внешней стороны они могут бть больше, это ускорит откачку воздуха их формы.
При вакуум-формовании используются как позитивные, так и негативные матрицы. Однако, технологически работать удобнее и проще со вторыми, и, кроме того, они менее подвержены повреждениям и износу, хотя и дороже в производстве.
Использование позитивных матриц называется драпировочным формованием. Позитивная матрица применяется для более глубокого вытягивания соотношение глубины к диаметру(4:1) и отличается более толстым основанием и тонкими стенками у конечного изделия. Цикл производства деталей с использованием позитивных форм более длителен и технологически сложнее. Лист поддерживается над самой высокой точкой матрицы. По мере размягчения, лист обволакивает матрицу, и на самом последнем этапе, когда достигнет температуры 160 °С и выше - тесно прижимается к ее краям. Далее, вакуумом через отверстия в матрице удаляются остатки воздуха.
Применение негативной матрицы отличается более тонким основанием и толстыми стенками конечного изделия. Этот метод называется ещё прямым вакуумным формованием. Утончение основания (верхних краев заготовки) происходит при использовании глубоких форм. При постепенном опускании горячего листа к центру матрицы, происходит его растяжение. Более всего лист оказывается растянут по краям и, следовательно, это самая тонкая часть изделия. Негативное формованиепозволяет достичь мелких деталей на внешней поверхности детали.
Изгиб по линии нагрева
Самый простой способ формования. Заключается в свободном обволакивании формы разогретым листом. Лист укладывают поверх формы и помещают в разогретую до 150°С печь. После полного обволакивания, вынимают из печи (вместе с фольгой) и оставляют до остывания. Качество результата зависит от отсутствия зон локальных перепадов температур. Также, если лист не подвергался сушке, необходимо учитывать размер усадки пластика, потому что лист не фиксируется рамой. Свободное формование применяется для производства несложных изделий.
При свободном формовании не обязательно проводить предварительную сушку материала, так как этот процесс происходит при более низких температурах (150-155°С). Более низкая температура позволяет сохранить твердость и оптические характеристики поверхности.
Соединение элементов из монолитного поликарбоната
Склеивание
Изделия из монолитного поликарбоната эксплуатируются в различных условиях - это могут быть предметы интерьера (сувениры, подставки, различные перегородки), уличные конструкции (витрины, защитное остекление, уличная мебель, детали транспорта, кровельные системы, фонари), элементы индивидуальной защиты (щиты маски, шлемы). Для каждого отдельного случая нужно рассматривать свои средства склеивания.
Изделия из монолитного поликарбоната, которые будут испытывать атмосферные воздействия и повышенную нагрузку, склеиваются при помощи силиконовых клеев и эпоксидных смол. Они обеспечивают прочное сцепление с другими пластиками, металлами, стеклом.
Для сувенирных изделий, которые выполняют декоративную функцию, можно пользоваться пистолетами с клеями горячего отверждения на полиамидной основе, этилвинилацетатными составами.
В любом случае, перед склеиванием заготовки должны быть очищены от мусора, пыли, электростатики. Также, предварительно обезжирьте контактные поверхности. Это повысит прочность соединения и внешний вид швов. Избегайте использования клеев и чистящих средств на основе растворителей, они ухудшают оптические свойства материала.
Для очищения поверхностей и обезжиривания используется изопропиловый спирт. Им же удаляют следы от пленки.
Иногда растворители (сольвены) целенаправленно используют для склеивания деталей из монолитного поликарбоната. Склеиваемые поверхности должны быть ровными. На мелкие детали игольчатым аппликатором наносится сольвент, после чего обеспечивается плотный длительный прижим. В случае, когда соединяются большие плоскости, эти элементы опускаются в сольвентную ванную с постоянным уровнем погружения, выдерживаются до размягчения поверхности и после точного совмещения фиксируются в нужном положении.
Сварка
Листы монолитного поликарбоната можно соединить между собой при помощи сварки с использованием сварочнго прутка. В этом случае, также потребуется предварительная сушка материала по технологии, описанной свыше. Кроме того, сварку можно проводить ультразвуковым методом в виде точечного или заклепочного соединения. Выбор способа зависит от формы и назначения детали.
1. ультразвуковая сварка -20кГц, амплитуда в дмапазоне 25-40мкм
2 .сварка с горячей накладкой - температуры 260-300°С.
Механическое крепление
При выборе этого способа крепления деталей из монолитного поликарбоната, необходимо учитывать следующие рекомендации:
- Монолитный поликарбонат, как и любой другой пластик, подвержен линейному тепловому расширению. Поэтому отверстия для крепежа должны быть немного больше диаметра болтов, чтобы позволятьлистьям свободно перемещаться пр расширеннии и сжатии;
- Расстояние до края листа должно быть в полтора раза больше диаметра отверстия;
- Следует использовать болты и шуруты, желательно - для пластиков. Применение заклепок приводит к образованию трещин;
- Нельзя затягивать болты и шурупы слишком сильно (с помощью электроинструмента). после затягивания ослабьте их на 0,5 оборота;
- Не рекомендуется использовать в качестве уплотнителя прокладки и шайбы из мягкого ПВХ;
- Точки креплений должны быть распределены равномерно по всему периметру листов.
Шлифование и полирование
Шлифование помогает устранить грубые дефекты кромок и поверхности листа: закругление и выравнивание углов и торцов заготовок, удаление царапин и сколов по площади листа.
Монолитный поликарбонат шлифуется влажным методом с охлажденной водой и кремниевой наждачно бумагой:
- грубая шлифока - зернистость 80
- финишная - от 400 до 600
По окончании шлифования и удаления абразивов могут потребоваться дополнительные финишные лперации - полирование изделий.
Полирование деталей из монолитного поликарбоната производится6
- На тканевом круге, сукне или фетровой ленте с парафином/полированным воском. Поскольку это очень мягкие материалы, полируемые поверхности должны быть заранее отшлифованы. В противном случае после полировки поверхность хоть и станет блестящей, но царапины и внешние повреждения останутся. При использовании этого метода необходио строго следить, чтобы не было значительных повышений температуры обрабатываемой поверхности. Окружная скорость - 15-20м/с. Удельное давление на обрабатываемую поверхность - 0,2-0,1кГ/см².
- Пламенем. Используя этот метод финишной обработки, тщательно контролируйте во-первых - расстояние между источником пламени и деталью, во-вторых - время воздействия пламени на точку поверхности Не соблюдая эти условия, результат будет испорчен: белеет поверхность пластика либо возникает текучесть материала. Полирование пламенем позволяет удалять даже значительные царапины на поверхности (в этих зонах удлиняется воздействие пламенем), но его применение требует определенного опыта.
- Алмазным инструментом. В этом случае не требуется предварительная шлифовка, так как токарными инструментами с алмазным покрытием срезается тончайший верхний слой пластика. Оборудование должно работать без вибраций, чтобы исключить появления дефектов изделия.
- Сольвентом. Это химическое полирование, которое заключается в распылении на поверхности агрессивных растворителей, метиледихлорида. Химическое полирование придаст поверхности блеск, но не справится с груыми повреждениями поверхности, поэтому применяется после обязательного шлифования. Этот метод работ очень вреден для здоровья и сопровождается повышенной пожароопасностью.

Двумя наиболее интересными качествами поликарбоната являются его прозрачность и гибкость. Первое свойство позволяет использовать материал вместе силикатного стекла – полимер прочнее, дешевле в изготовлении и уступает стеклу в прозрачности всего лишь на 10–15%. Второе качество охотно используют дизайнеры, создавая светопропускные конструкции самой разной конфигурации.
Как формуется поликарбонат?
Области применения
- Мебель – прозрачный пластик вместо стекла не только снижает стоимость суперсовременной мебели в стиле техно, но и придает ей крайне необычные контуры. Стулья и столы, кресла и полки округлой изогнутой формы, оригинальных очертаний с легкостью превращают обычный интерьер в уникальный.

- Посуда – та самая, небьющаяся прозрачная утварь, которая и выглядит привлекательно, и не деформируется: прочность полимера в 250 раз превышает прочность стекла.
- Внутренние и внешние конструкции – перегородки, шумозащитные экраны, двери, входные группы, облицовка фасада – прозрачный гнущийся материал незаменим.
- Малые архитектурные объекты – теплицы, парники и, конечно, беседки. Именно последние чаще всего изготавливаются своими руками. На фото – круглая беседка.
- Светопропускные конструкции – остекление стадионов, цирков, крупных зданий, каркасные навесы, ангары, световые фонари и так далее. На сегодня абсолютное большинство арочных конструкций обшивается поликарбонатом, так как придать ему нужный изгиб значительно проще.

Формовка материала
Под формовкой понимают процесс придания материалу некоей криволинейной формы. Как правило, для этого требуется термическая обработка листа, матрица для придания формы и прочее. Однако в случае поликарбоната возможны и другие способы, вполне доступные в домашних условиях.

Термическая обработка
Способность гнуться, сохранять изгиб и не деформироваться при этом обеспечивается достаточным показателем текучести. При повышении температуры текучесть увеличивается в некоторой степени, то есть, листам можно придать не только изгиб, но и сложную форму. Обрабатывается и монолитный, и сотовый поликарбонат.
- Для полимера оптимальной температурой нагрева считается 150–190 С. Чтобы провести формовку дома, потребуется обустройство печи с нижним и верхним нагревательными ТЭНами.
- Листы предварительно просушиваются – помещаются в печь при температуре 115 С.
- Сушка продолжается около 2,5 часов. Материал сличается готовым, если после высушивания и нагревания образца до 200 С на нем не появляются пузыри.
- Для формования поликарбонат прогревается до 180–220 С, а затем укладывается на матрицы – шаблон формы.
- Листы нагреваются с обеих сторон.

В зависимости от особенности последней стадии формовки различают три вида.
- Вакуумное – листы, закрепленные на раме, прогреваются, затем укладываются в форму, откуда удаляется воздух. Вакуумная формовка редко используется в домашних условиях, так как требует дополнительного оборудования, и предназначена для получения тонкого сложного рельефа – посуда, маски, игрушки.
- Формовка давлением – в этом случае процесс просушивания можно игнорировать, а сразу нагревать материал до 200 С. Затем лист помещается в форму и под собственным весом принимает требуемый вид. Таким образом изготавливают простые сферические элементы своими руками.
- Механическое усилие – материал придавливается отрицательной частью матрицы.

Гибка по линиям
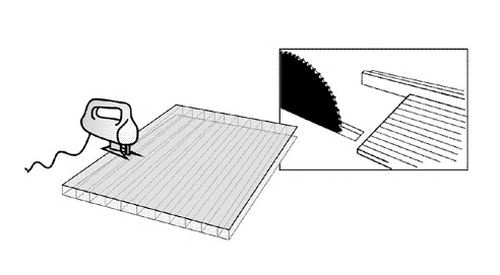
Этот метод чаще всего используют дома. Монолитные или сотовые листы для арочных конструкций – козырька, теплицы, не нуждаются в сложной форме, только в плавном изгибе или изгибе под углом, если речь идет о многоугольной арке.

Технология проста: требуемый участок прогревают строительным феном и сгибают под нужным углом. Возможная величина угла указывается в паспорте изделия, так как для материалов с разной толщиной она отличается. На фото – рабочий момент.
Холодная формовка
Требует исключительно физических усилий. Поликарбонат не прогревается и не высушивается, а подвергается обработке при нормальных условиях. На производстве для этого используются металлические вальцы.

Своими руками лист закрепляется в тисках и вручную ему придается требуемая форма.
- Сгибать без прогрева нужно медленно, желательно использовать шаблон. Деформировать материал довольно просто, но в отличие от других вариантов, на монолитном поликарбонате начало деформации визуально не определяется, а проявляется при дальнейшей эксплуатации.

- Максимальный угол при этом рассчитывается исходя из толщины листа: величина умножается на 150.
- Однако если при термической формовке материал застывает, принимая форму, то при холодной остаточное напряжение заставляет лист пытаться вернуть прежнее положение. Чтобы материал держал требуемый угол, сгибать нужно на величину большую на 25%.
На видео формовка изделия рассматривается более подробно.
Поликарбонат — это относительно новый материал, который изготавливается из полимерного сырья методом экструзии. Благодаря своим техническим характеристикам он завоевал мировой строительный рынок и даже начал вытеснять некоторые материалы, например оргстекло.

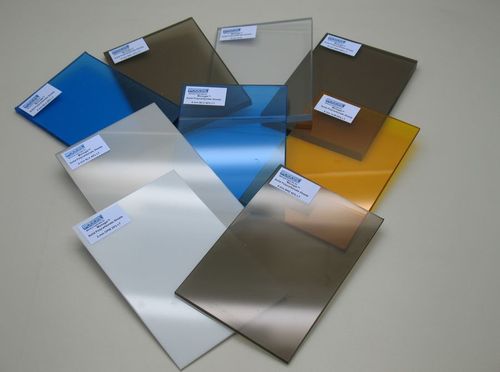
Виды поликарбоната
На фото видно, что по своей внутренней структуре поликарбонат делится на 2 вида:
- Сотовый. Лист такого материала при поперечном разрезе имеет структуру (между двумя пластинами находится множество перегородок, которые образуют полости, заполненные воздухом), пожую на пчелиные соты, откуда и произошло название сотовый или ячеистый.
- Монолитный. Из названия ясно, что такой поликарбонат не имеет полостей в своей конструкции, а выполняется в виде цельнолитого полимерного листа.

Отличия сотового и монолитного поликарбоната
Так как материал выполняется из одного полимерного сырья, оба вида поликарбоната обладают общими характеристиками:
- долговечность;
- ударопрочность и стойкость к другим механическим повреждениям;
- термостойкость (допустимые температуры использования от -50 до +120)
- устойчивость к химическим воздействиям;
- огнеупорность;

- хорошая светопропускная способность;
- возможность вторичной переработки;
- звукоизоляционные характеристики.
Так как внутренняя структура у этих видов поликарбоната отличается, соответственно и показатели различны по своей выраженности. Так, монолитный поликарбонат имеет большую ударопрочность и даже способен выдержать стрельбу (при толщине 12 мм), и удары топором (на материале появляется вмятина). Так же он обладает большей термостойкостью и огнеупорностью. Сотовый поликарбонат в свою очередь тоже имеет преимущества: более высокие показатели теплоизоляции и звукоизоляции, легкость при транспортировке и монтаже, большую гибкость, а так же меньшую цену.

Где используется поликарбонат
Благодаря своим свойствам и большому выбору цветовой гаммы поликарбонат применяется во многих областях:
- промышленные конструкции;
- изготовление придорожных защитных заборов, разделительных перегородок, ветрозащитных и звукоотражающих конструкций;
- изготовление козырьков, навесов, крыш для остановочных комплексов, переходов и других конструкций с арочным сводом;
- изготовление рекламных щитов;
- остекление балконов, коттеджей, залов ожидания, витрин магазинов и т.д.
- обустройство прозрачных крыш и отделка фасадов;
- возведение парников, теплиц и зимних садов.

Обработка поликарбоната
Очень часто поликарбонат применяется на дачных участках для возведения различных конструкций своими руками (теплицы, зимние сады, летние души и т.д.). Перед процессом установки листов необходимо провести их обработку. Для этого используют инструменты, работающие с деревом и металлом.
Механическая обработка поликарбоната может быть следующих видов: резание (или распиловка), фрезерование, нарезка резьбы и сверление. Рассмотрим подробнее каждый из них.
Резание. Данный вид обработки может осуществляться с помощью следующих инструментов:
- ленточная и ручная пилы (толщина материала менее 3 мм);
- циркулярная пилы (толщина более 3 мм);
- лобзик;
- ножовка по металлу;
- гильотинные ножницы.
Для домашних мастеров процесс резания монолитного поликарбоната проще всего будет осуществить с помощью дисковой (циркулярной) пилы. Рекомендуют выбирать диски с мелкими зубьями или лучше с твердыми вставками, что предотвращает перегрев материала.
Для сотового поликарбоната с небольшой толщиной листа лучше применять гильотинные ножницы, однако края, скорее всего, будут шероховатыми и не совсем ровными.
Очень тонкие листы полимера (около 2 мм) следует разрезать стопками. Так как во время резания одного такого листа может пойти раскол вдоль линии реза.
Фрезерование. Используется для изготовления криволинейных изделий из монолитного полимерного листа. Для этого необходим шаблон из фанеры и ролики для фрезы. Так же с помощью ручного электрического фрезера можно разрезать листы с гораздо большей скоростью, чем при использовании различных пил, лобзиков и т.п.
При работе фрезером необходимо правильно настроить скоростной режим. Фрезерование на слишком высоких оборотах приводит к перегреву и оплавлению материала, а на низких способствуют появлению сколов и трещин. От перегрева и скопления стружки, которая может поцарапать материал, поможет использование струи сжатого воздуха.
Нарезка резьбы. При данном виде обработки используют либо обычные 4-х заходные, либо высокоскоростные 2-х заходные метчики. Последние выполняют работу быстрее и чище.
Сверление. Применяют ручную или электрическую дрель со сверлами для металла.
В процессе работы необходимо очищать отверстие от стружки, охлаждать сверло (для избегания перегрева материала), делая при этом отверстие большего диаметра, чем сам крепеж (связано с расширением полимера).
Важно соблюдать минимальное расстояние от края листа до отверстия, которое должно в 2 раза превышать диаметр сверла.

Как правильно производить обработку поликарбоната своими руками (резание и фрезерование) Вы можете узнать, посмотрев следующее видео, где специалисты раскрывают все особенности и нюансы работы с материалом:
Заключение
После окончания всех видов механической обработки необходимо произвести шлифовку влажным методом неровностей и шероховатостей, появившихся во время работы. Для этого берем шкурки разной зернистости (80, 280 и 400-600) и шлифуем в несколько этапов, пока не завершим финишную отделку. После можно отполировать поверхность воском.
Самое главное при самостоятельной обработке поликарбоната – это техника безопасности. Перед началом работы обязательно нужно защитить глаза очками, а руки перчатками!

Здравствуйте, начиналось все очень просто, есть у меня 208 — ой мерседес, с завода на автомобиле установлен рефлекторный ксенон, и светят фары ровно столько сколько держится эффект полировки, а учитывая что стеклам фар почти 20 лет это примерно 2-3 месяца. В принципе можно было бы отполировать стекла в очередной раз и покрыть их лаком или пленкой да установить линзу в часть фары отвечающей за ближний цвет, но это сильно просто. Раз уж ставить линзы то ставить из их, но к сожалению стекло дальнего идет с рифлением, можно конечно заполировать, но это долго (ха! за все потраченное время можно было комплектов 10 отполировать точно), поэтому решил подружиться с вакуумной формовкой и вот что из этого вышло:
Так как я обладаю некоторым оборудованием дело проходило так:
1/ Было отсканированно стекло передней фары и получена его трехмерная модель. Так как формовка происходит по позитивной модели, в трехмерке было проведено эквидистантное смещение формообразующей поверхности на толщину листа (3 мм.)
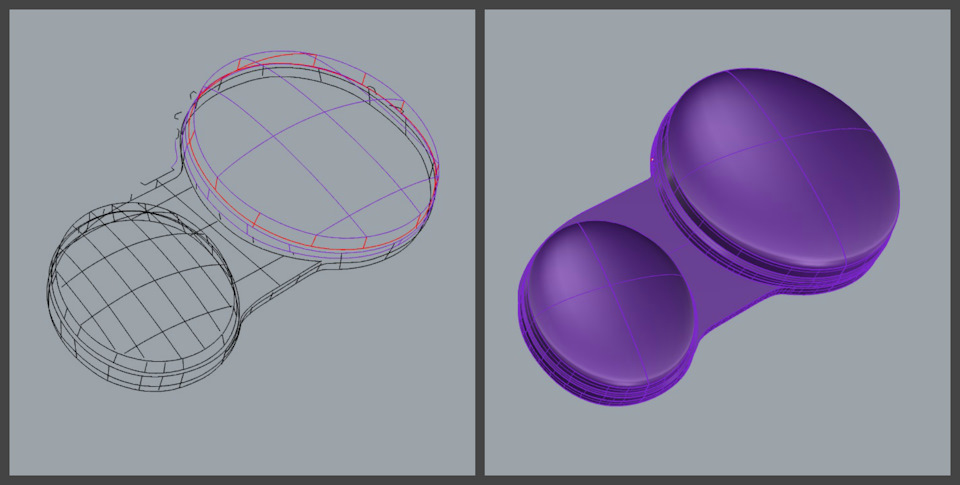
2/ Так как фрезерный станок у меня 3-х осевой, то болванка была размещена так что бы не было отрицательных углов и обработка была возможна везде.
3/ Фрезеровка. В качестве материала заготовки был выбран МДФ, лист толщиной 8 мм разрезался на части и склеивался столярным клеем ПВА в прямоугольник требуемых размеров.

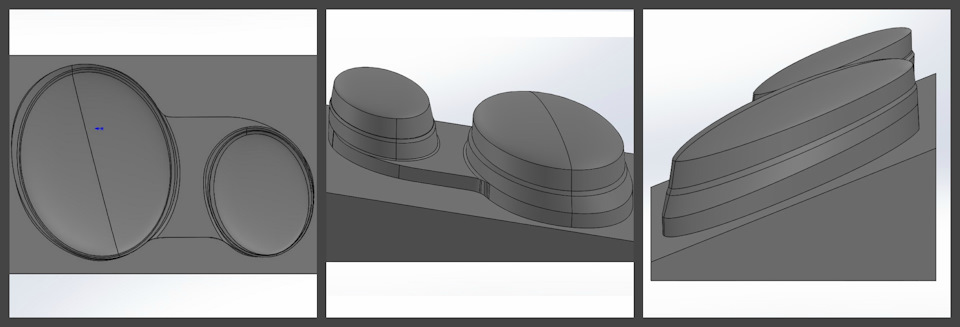
4/ Отпиловка болванки. Необходимо было отделить нужное от ненужного. Лишнее от оставшейся заготовки отрезал цепной электрической пилой, у основания болгаркой сделал направляющий пропил, далее обычной пилой по дереву.

5/ Отпиленная болванка после фрезера.

6/ Далее покрытие эпоксидным грунтом и шлифовка/полировка, так же было принято решение добавить толщины для того что бы можно было четко отпилить лишнее после формовки.

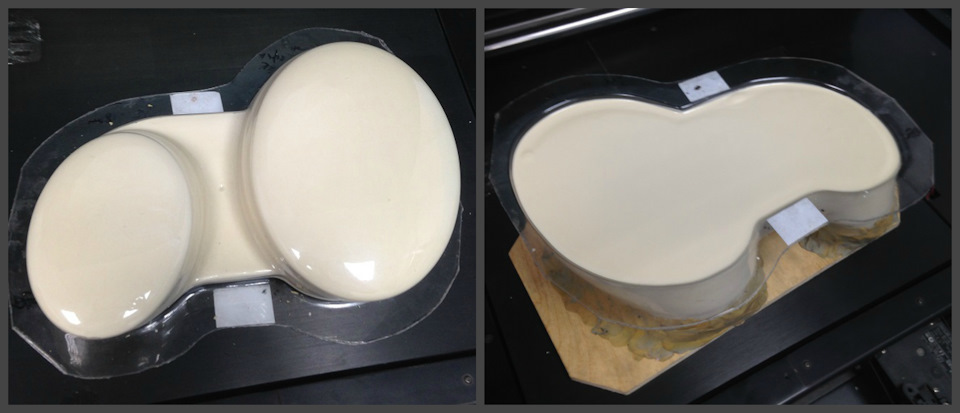
7/ Поиск режимов формовки, что бы хоть как та сократить затраты для поиска режимов был куплен листовой полистирол, к сожалению фото неудач не осталось, но можете поверить на слово их было достаточно. После получения хорошего результат на полистироле был куплен прозрачный монолитный поликарбонат толщиной 3 мм.

8/ Первый результат на прозрачном материале. Отжалось все прекрасно, но радость была не долгой, на внутренней поверхности стекла были четко видны следы от мест склейки листов МДВ, вывод был следующий или это МДФ “дышит” при формовке или клей, а скорее и то и другое. Так же местами отслоился грунт.

Тут я на какой та момент впал в отчаяние, было жалко потраченное время (как казалось) время и деньги (во сколько примерно мне это обошлось посчитано ниже), но дело надо доводить до конца и тут я вспомнил про свои любимые двухкомпанентные пластики и процесс возобновился.
9/ В отформовананные на МДФ болванах стекла была залита немецкая жесткая полиуретановя смола Biresin G46, куплена она была лет 8 назад и все не находила себе применения, в результате нашла)
10/ После окончания полимеризации, уже полиуретановые болванки были извлечены и доработаны, я добавил уступов которые присутствуют на оригинальном стекле и которые отсутствовали в варианте из МДФ из-за того что радиусных фрез диаметром 3 мм в вылетом 100+ у меня не было.
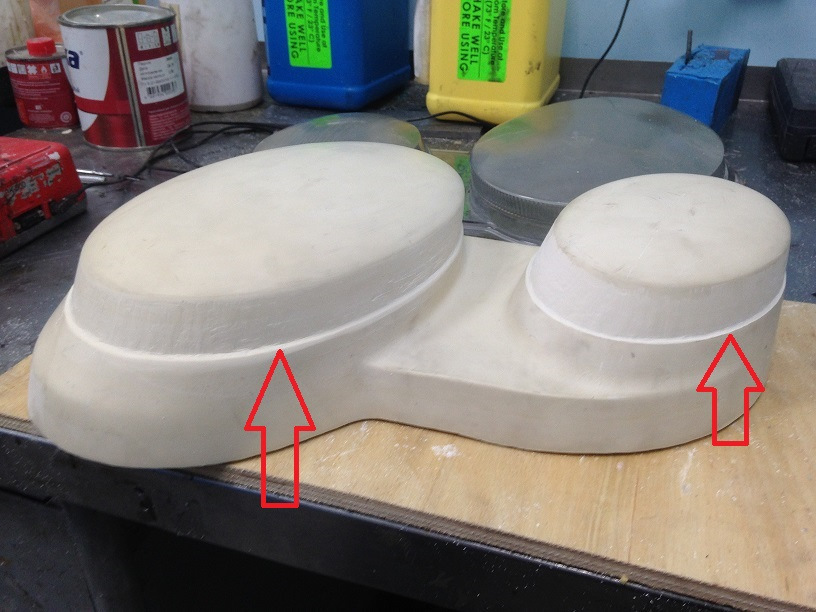
По обработке, материал прекрасно режется/шкуриться/ полируется просто песня при этом очень прочный, чем та напоминает модельные плиты Lab850 в плане обработки.
11/ первые испытания новых полиуретановых болванок прошли в целом хорошо, поверхность отжатой детали была ровная, однако после 3-х проб подряд на лицевой поверхности болванки возникло вздутие, вскрыв его был обнаружен не полимеризовавшийся материал основы, тут скорее всего хренова перемешал компоненты ну или 8 лет забвения смолы дали о себе знать (а это очень много для таких материалов, она могла в принципе отказаться полимеризоваться). Для того что бы понять единичный это косяк или нет болванка грелась в печке при температуре 140 С в течении 6 часов, и не зря, обнаружились еще проблемные места.

Процесс ремонта болванки. Косяки обнаружены и вскрыты, добавлена опалубка, залит материал, срезано лишнее.
Основной плюс полиуретановой болванки по сравнению с другими материалами это ее ремонтопригодность необходимо расшарить проблемное место борфрезой, сделать опалубку из пластилина и залить туда новый материал, адгезия великолепная, после шлифовки место ремонта практически не заметно.

12/ Резка по высоте с помощью установленного в столе ручного фрезера.

13/ Испытания номер Х (сбился со счета уже на тот момент). Ниже представленно фото конечного изделия.

Как я уже говорил в самом начале этот процесс занял много времени, параллельно я выполнил еще ряд проектов и захотелось чего та особенного для себя, за помощью по дизайн проекту я обратился к своему другу timurzhandykeev , делать буду так:
Крупнейшая независимая площадка для обсуждения вопросов производства и переработки пластмасс и эластомеров различными способами. Рекомендации ведущих специалистов.
нужен совет - формовка поликарбоната монолитного
- Обсуждаем другие, менее распространенные, но не менее важные способы производства изделий из пластмасс.
- Discussion of not so popular but very important methods of production of plastics products.
нужен совет - формовка поликарбоната монолитного
Здравствуйте! Прошу совета специалистов по вакуумформовке.
Необходимо изготовить ящик из пластмассы отвечающей требованиям пожарной и антивандальной безопасности, габариты ящика 860х920х120мм. Подходящим по этим параметрам оказался поликарбонат монолитный толщиной =4,0мм, тем более во всех описаниях пишут, что он поддается вакуумформовке, только прогревать надо до 180 С. Изготовили «негативную» форму из МДФ и испытали на ВФ станке в дружественной компании (стол 1,1х1,2м). Нагреватели там из воздушных тэнов. В результате лист прогревался в середине и сильно провисал, а по углам был еще твердый. При формовании поликарбонат довольно быстро застывал и не успевал проработать детали в крайних частях изделия, даже во внутренние углы формы не дотягивал пластмассу, а в середине на перемычках, сильно утоннялся и даже рвался.
Подскажите пожалуйста, реально ли вакуумформовкой из поликарбоната получить такое изделие, и в чем проблема: в форме, может стоит ее сделать «позитивной», или материал формы влияет? Или проблема «зарыта» в нюансах технологии поликарбоната? Или может в принципе применить другой способ формовки? Посоветуйте на что обратить внимание?
С ПК на формовке я увы не работал , только АБС пластик , но если по общим принципам , можно сказать следующее. На многих моделяъ ВФМ обычно между панелями нагревателей и прижимной рейкой есть зазор , да и рейка работет как радиатор отводя тепло наружу поэтому по краям прогрев хуже и получить изделие с достаточной глубиной /высотой формовки с габаритами близкими с размерами рейки бывает проблематично , рвет пластик обычно там где очень большая вытяжка , допустим если перемычки высокие и стоят рядом . К тому же по МДФ, даже хорошо обработанному шлифшкуркой трение будет достаточно высоким , и это будет увеличивать вытяжку в проблемных местах . ИМХО позитивным способом проще получать изделия , там идёт предварительная вытяжка поднимающимся пуансоном , в отличии от негативного . А вообще неплохо бы фото или эскиз изделия , чтобы можно было говорить предметно .
Alexbux1, спасибо за ответ
Сейчас выложу фото рабочего эскиза изделия, только пока не разобрался как это сделать.
Да, форму буду переделывать на позитивную. Предложили еще, как вариант, сделать пуансон и матрицу, и при формовании додавить, чтоб проработать углы и мелкие изгибы. И как это будет происходить при серийном производстве.
И на каком режиме греть лист ПК? Он так быстро застывает, какие тут есть нюансы?
Читайте также: