
Цоколь гипсовой модели это
Обновлено: 15.05.2024
Гипс — это один из самых распространенных вспомогательных материалов, используемых в зуботехническом производстве.
Реферат на тему «Гипс в ортопедической стоматологии» обновлено: 4 октября, 2017 автором: Научные Статьи.Ру
Содержание
1. Состав и свойства гипса
2. Классификация и применение
3. Правила работы с гипсом
4. Замешивание гипса
5. Получение моделей челюстей из гипса
Список использованных источников
1. Состав и свойства гипса.
Гипс — это один из самых распространенных вспомогательных материалов, используемых в зуботехническом производстве.
Это природный материал, образовавшийся путем выпадения его в осадок из растворов, богатых сульфатными солями, или путем выветривания горных пород. Гипс в природе встречается в виде минерала — водной сернокислой соли кальция CaSО4x2H2О. В ортопедической стоматологии применяют обожженный или полуводный гипс (CaSO4)2xH2O. Для получения полуводного гипса природный, очищенный от примесей гипс подвергают измельчению в специальных дробильных установках, в гипсовых мельницах до мелкого однородного порошка. Затем измельченный гипс загружают в варочные котлы (гипсовые печи) и обжигают при температуре 140-190° в течение 10-12 часов. В зависимости от температуры обжига, давления, времени можно получить различные сорта гипса, отличающиеся сроками затвердевания и прочностью.
При определенных условиях термической обработки полуводный гипс может иметь две модификации – α- и β-полугидраты:
– α-гипс получают при нагревании двуводного гипса при Т = 110-115 0 С под давлением 1,3 атмосферы. Этот гипс называют супергипсом, автоклавированным. α -гипс отличается плотным строением и малой удельной поверхностью, водопотребность их ниже, а прочность выше. Сроки схватывания его длиннее;
– β-гипс получают при нагревании двуводного гипса при Т = 95-105 0 С и атмосферном давлении. Кристаллы β-модификации образуют капиллярно-пористую структуру, обладают развитой внутренней поверхностью, более реакционноспособны. Для их растворения требуется много воды, они имеют пониженную прочность.
Гипс после обжига размалывают, просеивают через особые сита и фасуют в мешки из специальной бумаги или в бочки. При замешивании полугидрата гипса с водой происходит образование двугидрата, причем вся смесь затвердевает. Эта реакция экзотермическая, т. е. сопровождается выделением тепла. Схватывание гипса протекает очень быстро. Сразу же после смешивания с водой становится заметным загустевание массы, но в этот период гипс еще легко формуется. Дальнейшее уплотнение уже не позволяет проводить формовку. Процессу схватывания предшествует кратковременный период пластичности гипсовой смеси. Замешанный до консистенции сметаны, гипс хорошо заполняет формы и дает четкие ее отпечатки. Однако процесс нарастания прочности гипса еще продолжается некоторое время, и максимальная прочность гипсового оттиска и гипсовой модели достигается при высушивании его до постоянной массы в окружающей среде.
Нужна помощь в написании реферата?
Мы - биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
- Доступность,
- Позволяет получать четкий отпечаток поверхности тканей протезного ложа,
- Безвреден,
- Не обладает неприятным вкусом и запахом,
- Практически не дает усадки,
- Не растворяется в слюне,
- Не набухает при смачивании водой и легко отделяется от модели при употреблении простейших разделительных средств (вода, мыльный раствор и т. п.).
- Хрупкость, поломка
- С трудом, путем раскалывания на фрагменты, выводится из полости рта
- Плохо отделяется от модели
- Не дезинфицируется.
2. Классификация и применение.
Согласно ГОСТ Р51887-2002, ИСО 6873, все стоматологические гипсы делятся на пять классов, в соответствии с их назначением и твердостью:
- Гипс для оттисков. Мягкий и податливый низкотвердый гипс. Используется для получения частичных и полных оттисков (окклюзионных оттисков), в том числе и с челюстей без зубов. Такой гипс быстро твердеет и обладает наименьшим расширением.
- Медицинский гипс. Алебастровый гипс обычной твердости. Этот вид материала подходит для изготовления диагностических анатомических моделей, а также моделей, используемых для планирования ортопедической конструкции. Гипс этого класса относят к вспомогательным материалам, так как модель из него имеет недостаточный показатель прочности. Таким образом, гипс для оттисков и медицинский стоматологический гипс используются только в технических целях, но не для изготовления рабочих моделей.
- Класс твердых гипсов. Высокопрочный гипс для моделей. Применяется для изготовления диагностических и рабочих моделей челюстей в технологии съемных зубных протезов, как всего зубного ряда, так и замещающих отсутствующую часть зубов, для изготовления основы несъемных разборных протезов и других изделий этого ряда. В отличие от обычного медицинского гипса, материал этого класса обладает достаточно высокими показателями прочности.
- Сверхтвердый. Сверхпрочный гипс для моделей с низким показателем расширения. Гипс с наибольшими показателями прочности, отлично подходит для изготовления разборных моделей челюстей.
- Особотвердый, с добавлением синтетических материалов. Гипс с регулируемым показателем расширения. Предназначен для изготовления моделей, требующих особо высокой точности.
Им пользуются почти на всех этапах протезирования. Его применяют для получения:
- оттиска;
- модели челюсти;
- маски лица;
- в качестве формовочного материала;
- при паянии;
- для фиксации моделей в окклюдаторе (артикуляторе) и кювете.
3. Правила работы с гипсом.
Для успешного выполнения стоматолого-ортопедических и зуботехнических работ с применением стоматологических гипсов важно помнить определенные правила их использования:
- Стоматологические гипсы необходимо хранить в сухом месте. Емкости для хранения гипсов должны очищаться перед каждым новым заполнением.
- Приборы и принадлежности, используемые при работе со стоматологическими гипсами, должны быть чистыми, не содержать остатков ранее использованного гипса.
- Одна порция гипса должна составлять количество, необходимое для заполнения не более чем двух-трех оттисков.
- Недопустимо применение любых ускорителей застывания. В случае необходимости нужно использовать быстротвердеющий гипс или увеличить время замешивания на несколько секунд.
- Для получения заданного расширения гипса необходимо очень точно соблюдать соотношение гипса и воды.
- Вода и гипсовый порошок должны иметь температуру 19-21 °С.
- Порошок необходимо медленно засыпать в воду, после чего дать ему погрузиться в нее, — и только после этого приступить к замешиванию шпателем. Машинное замешивание не должно превышать 30 секунд, ручное — одну минуту. Смесь должна выливаться в форму сразу же после замешивания. Недопустимо пытаться увеличить время заливки путем вибрации или добавления воды.
- Вынимать гипсовую модель из оттиска можно только тогда, когда температура модели понизится.
4. Замешивание гипса.
Для получения полноценного гипсового слепка или модели большое значение имеет техника замешивания гипса. В резиновую чашку наливают приблизительно одну часть воды комнатной температуры и добавляют две части гипса. Гипс насыпают в чашку лежкой небольшими количествами (такое постепенное насыщение гипса водой предупреждает образование комков), а затем энергично размешивают металлическим или пластмассовым шпателем до получения однородной массы консистенции сметаны.
От консистенции гипса зависит прочность слепка и модели. При добавлении к гипсу слишком большого количества воды поглощается только такое количество, которое необходимо для образования дигидрата кальция, а остальная вода остается свободной и слепок или модель становятся рыхлыми. Однако не следует уменьшать количества воды, ибо чрезмерно густо замешенный гипс не дает точного отпечатка. Кроме того, при густом замешивании в гипсовой модели образуются поры вследствие того, что пузырьки воздуха не успевают выйти на поверхность через быстро затвердевший верхний слой гипса. Хороший гипс затвердевает в течение 6—8 минут.
Скорость затвердевания гипса зависит от целого ряда факторов: температура, степень измельчения (дисперсность), способ замешивания, качество гипса и присутствие в гипсе примесей. Повышение температуры смеси до +30 — +37°С приводит к сокращению времени схватывания гипса. При увеличении температуры от +37 до + 50°С скорость схватывания начинает заметно падать, а при температуре свыше 100° С схватывания не происходит. Степень измельчения (тонкость помола) также оказывает влияние на скорость затвердевания: чем выше дисперсность гипса, тем больше его поверхность, а увеличение поверхности двух химически реагирующих веществ приводит к ускорению процесса. На скорость схватывания полугидрата влияет также способ его перемешивания. Чем энергичнее будет замешиваться смесь, тем полнее станет контакт между гипсом и водой и, следовательно, тем быстрее схватывание. Отсыревший гипс затвердевает значительно медленнее, чем сухой. Такой гипс лучше всего просушить при температуре +150 — +170° С.
Особое значение при работе со стоматологическим гипсом имеют соли-катализаторы. Они обычно ускоряют процесс схватывания гипса. Наиболее эффективными являются такие катализаторы, как сульфат калия или натрия, хлорид калия или натрия. При увеличении концентрации свыше 3% они, наоборот, замедляют схватывание. Наиболее часто в стоматологических кабинетах применяют в качестве катализатора 2-3% раствор поваренной соли. Ингибиторами затвердевания гипса являются: клей столярный, 2-3% раствор буры, 5-6% раствор сахара, 5% раствор этилового спирта. При получении моделей челюстей катализаторы применять не следует:
- во-первых, для замедления затвердевания,
- во-вторых, для упрочнения гипса.
Между скоростью твердения гипса и его прочностью имеется, как правило, обратная зависимость: чем быстрее протекает схватывание, тем меньше прочность полученного изделия, и наоборот, чем медленнее смесь твердеет, тем она прочнее. Например, замешивание гипса на растворе буры дает ощутимое замедление твердения, в результате чего образуется очень прочный продукт. Вещества, изменяющие скорость кристаллизации, можно вносить как в воду, применяемую для замешивания, так и в гипс.
Нужна помощь в написании реферата?
Мы - биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Общепринятая терминология определяет гипсовую модель челюсти как позитивное изображение рельефа тканей протезного ложа и прилегающих к нему участков, воспроизведенных по слепку [2; 5].
Существует несколько классификаций моделей челюстей – по назначению, конструкции, по методу изготовления, по материалу, из которого изготавливают модели [15].
В случае настоящего исследования нас будут интересовать две классификации – по назначению и по конструкции.
Несколько десятилетий назад Погодин В.С. в своей книге «Руководство для зубных техников» разделил гипсовые модели по предназначению на диагностические, рабочие и вспомогательные [12].
Согласно приведенным определениям, диагностические гипсовые модели предназначены для изучения с целью уточнения диагноза, проведения различных измерений, нанесения разметки и прочих ориентиров, выбора конструкции протеза и т. д. Вспомогательные гипсовые модели изготавливают по слепкам с челюстей, противоположных протезируемым, и используют в процессе работы для правильного изготовления зубопротезной конструкции согласно соотношению челюстей пациента. Рабочие же модели предназначены для непосредственного изготовления на них зубопротезной конструкции.
В литературных источниках более позднего издания можно встретить еще два вида гипсовых моделей, классифицируемых по предназначению – контрольные и фиксирующие модели.
Так, в учебнике Жулева Е.Н. «Несъемные протезы: теория, клиника и лабораторная техника» указана контрольная гипсовая модель, предназначение которой – контроль и анализ результатов протезирования [2].
И, наконец, в современных рекомендациях для зубных техников упоминается еще один вид гипсовой модели – фиксирующая модель, или гипсовый подлиток, – модель, с помощью которой техник осуществляет починку съёмных пластиночных протезов [15].
По конструкции гипсовые модели классифицируют на неразборные и разборные [10; 17].
Неразборные представляют собой монолитные гипсовые модели и применяются, главным образом, в съёмном протезировании – при изготовлении съёмных пластиночных протезов при частичном и полном отсутствии зубов, бюгельных протезов всевозможных конфигураций, ортодонтических и челюстно-лицевых аппаратов, а также при починках пластиночных протезов. Кроме того, такие виды несъёмного протезирования, как пластмассовые и штампованные коронки и цельнолитые вкладки также создаются на неразборных гипсовых моделях [5]. Ну и, наконец, диагностика и планирование будущего протезирования, в том числе Wax-up, зубной техник выполняет также на монолитных гипсовых моделях [3].
Разборные гипсовые модели используются зубным техником при изготовлении современных высокоточных ортопедических конструкций – цельнолитых коронок из благородных и неблагородных сплавов, металлокерамических протезов, цельнокерамических прессованных протезов, виниров, конструкций на основе оксида циркония, керамических вкладок всевозможной конфигурации [7; 20].
Разборная гипсовая модель состоит из нескольких сегментов, соединенных тем или иным способом в целостную зубную дугу, с возможностью их извлечения из дуги и обратного возвращения [15; 18].
В мировой зуботехнической практике существует несколько методов изготовления разборных гипсовых моделей, которые можно условно разделить на штифтовые методы, методы с использованием системы Pin-Cast и бесштифтовые методы [9].
Процесс изготовления гипсовой разборной модели штифтовым методом состоит из 3 основных этапов: установка штифтов, получение гипсовой модели и распиливание гипсовой модели на сегменты [2; 7; 18].
При изготовлении разборных моделей с помощью пиндекс-системы используется специальный прибор для разметки и сверления параллельных отверстий точных размеров и глубины и набор специальных штифтов [9; 10; 15].
При бесштифтовом методе разборные гипсовые модели изготавливаются с помощью производимых разными фирмами комплектов специальных форм [1; 18].
Подводя итог приведенным определениям и классификациям, можно заключить, что существует уже некоторая устоявшаяся система классификаций гипсовых моделей по их предназначению и способу изготовления. Вместе с этим, в виду стремительного развития современной ортопедической стоматологии, появляются новые методы и решения, вносящие свои коррективы в существующие классификации. Неизменным справедливо отметить тот факт, что разборная гипсовая модель всегда представляет собой неотъемлемый элемент процесса изготовления современной высокоточной и высокоэстетичной зубопротезной конструкции.
Второй операцией по созданию металлокерамических конструкций является изготовление гипсовой разборной модели.
Существует несколько методов изготовления разборной модели:
A. штифтовой метод;
Б. метод с использованием пиндекс-системы;
B. бесштифтовой метод.
ИЗГОТОВЛЕНИЕ МОДЕЛИ ШТИФТОВЫМ МЕТОДОМ Процесс изготовления гипсовой разборной модели для металлокерамической конструкции штифтовым методом можно условно разделить на 3 этапа:
I этап — установка штифтов;
II этап — получение гипсовой модели;
III этап — распиливание гипсовой модели на сегменты.
ИЗГОТОВЛЕНИЕ РАЗБОРНОЙ МОДЕЛИ С ИСПОЛЬЗОВАНИЕМ ПИНДЕКС-СИСТЕМЫ
При изготовлении разборных моделей с помощью пиндекс-системы используется специальный прибор для разметки и сверления параллельных отверстий точных размеров и глубины, набор штифтов и специальных втулок для направляющих штифта (для прецизионной «посадки» штампика в цоколь модели).
ИЗГОТОВЛЕНИЕ МОДЕЛИ БЕСШТИФТОВЫМ МЕТОДОМ
При бесштифтовом методе нет необходимости использовать два типа гипса, что экономит время и материалы. С помощью производимых разными фирмами комплектов пластмассовых форм, обеспечивается точное и прочное положение элементов разборной модели и надежная фиксация модели в артикуляторе.
• Модель — это образец для изготовления какого-либо изделия, точно воспроизводящий форму последнего.
• Модель челюсти — это точная репродукция поверхности твердых и мягких тканей, расположенных на протезном ложе и его границах.
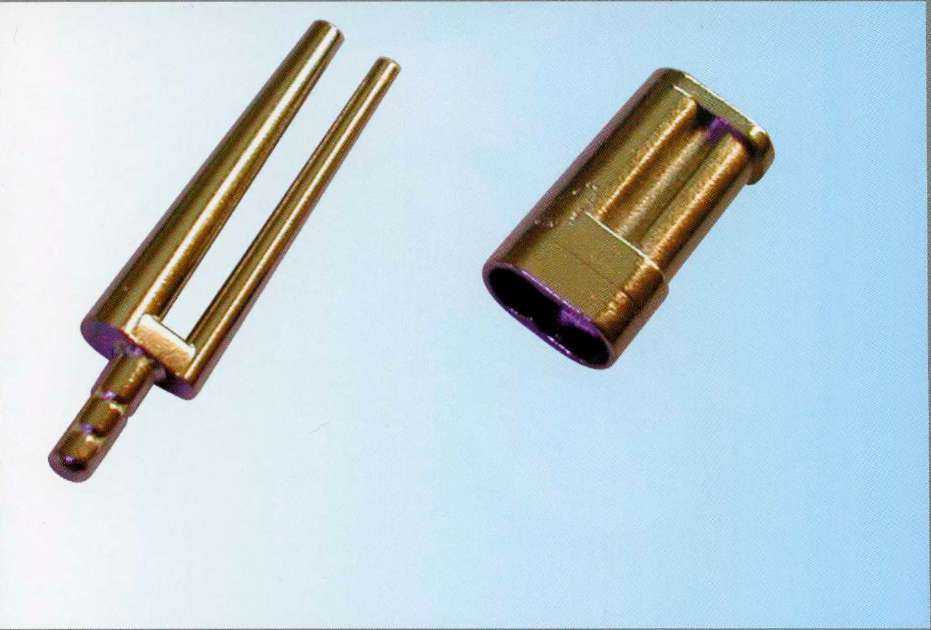
• Штифты для изготовления гипсовой разборной модели различаются:
A. по конструкции и форме рабочей части:
- с цоколем плоским (предотвращают перекручивание штифта) или игольчатым (для фиксации в оттиске в области препаровки зубов);
- с ретенциями — насечками — и канавками, обеспечивающими лучшую фиксацию в оттискном материале;
- штекерной формы — уплощенные участки предотвращают перекручивание штифта и облегчают отделение или срезку штифта после окончательного изготовления штампика;
Б. по конструкции и форме направляющей части:
- с цилиндрической или конической (облегчает посадку и изъятие штампика из цоколя модели) направляющей частью;
- с одинарной или двойной направляющей [с одной или двумя направляющими (в том числе с длинной иглой для фиксации в крае оттиска) ];
- с длинной иглой для фиксации в крае оттиска; B. по размеру (длине, ширине, диаметру).
• Гипс по твердости разделяют на 5 классов (ISO):
I — мягкий — используется для получения оттисков;
II — обычный — используется для наложения фиксирующих повязок;
III— твердый — используется для изготовления диагностических моделей в технологии съемного протезирования, а также для изготовления цоколя разборной модели в технике несъемного протезирования;
IV — сверхтвердый — используется для изготовления разборной модели;
V — особотвердый (синтетический) — используется для изготовления точных моделей.
• Гипсовую модель можно распиливать с помощью:
- специального лобзика и пилок разного размера, толщины, длины; - зуботехнического мотора и отрезных дисков с алмазным покрытием (диски различаются диаметром, толщиной, перфорацией и выбираются в зависимости от вида модели);
- специального прибора для распиливания модели на сегменты — сверлильно-разрезного аппарата.
ИЗГОТОВЛЕНИЕ МОДЕЛИ ШТИФТОВЫМ МЕТОДОМ
I этап — установка штифтов
Первый этап изготовления разборной модели — установка штифтов, например, игольчатых с фиксацией в области препаровки _

Установленные штифты должны быть параллельны друг другу в разных плоскостях


. и если штифты будут одинаковы по высоте.

. то не будет трудностей с нахождением их в основании цоколя модели. II этап — получение гипсовой модели


Замешиваем гипс IV класса.
Замешивание гипса лучше производить в вакуумном смесителе.
Это обеспечивает гомогенную структуру материала без включений пузырьков воздуха, которые в дальнейшем делают модель пористой. Если вакуумного смесителя нет, то замешиваем гипс в резиновой чаше.
Замешивание гипса вручную может приводить к неоднородности гипса и образованию в нем пузырьков воздуха.
Перед заливкой в области концевых краев оттиска с помощью многоразового силикона оформляем ограничители для гипса. Замешанный гипс заливаем в оттиск до его границ. На данном этапе используем вибрационный столик.
Он может быть различных размеров и,как правило, обеспечивает два режима вибрации. Благодаря вибрации, гипс равномерно и точно заполняет оттиск.


К началу фазы «схватывания» гипса в области промежуточных и концевых участков модели устанавливаем специальные ретенционные приспособления для последующей фиксации несъемных сегментов в цоколе модели.

Ретенционные пункты можно создать с помощью гипса.


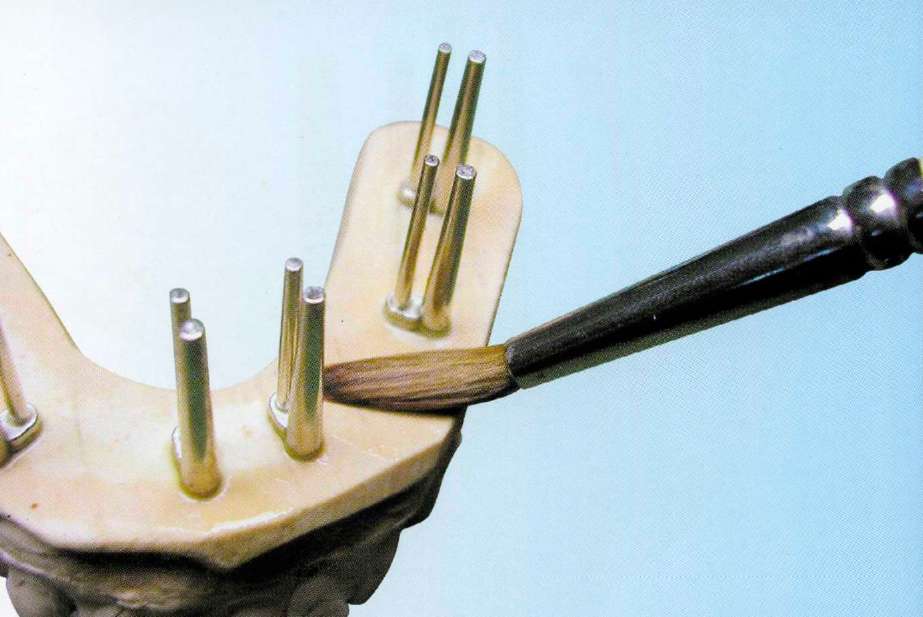
После отвердевания гипса IV класса наносим на его поверхность, в области штифтов, изолирующую жидкость для разделения гипса IV класса от гипса III класса (цокольного) и дальнейшего легкого извлечения штампика из модели (после ее распиливания).
Далее замешиваем гипс III класса, постепенно заливаем его на ранее заполненный гипсом IV класса оттиск и формируем цоколь модели. Когда гипс отвердел, необходимо аккуратно снять оттиск с готовой модели.



Оформляем края (контуры) цоколя модели с помощью аппарата для обрезки моделей — триммера.
Существует два типа триммеров:
— дисковые с подключением воды;
— со шлифовальной лентой и вытяжкой
— для сухой обработки цоколя модели.
Триммер сухого типа предпочтителен, так как при работе с ним модель

не увлажняется и не происходит ее объемной деформации при высыхании.
После использования триммера с подключением воды модель необходимо просушить. III этап —

распиливание гипсовой модели на сегменты
При работе лобзиком делаем параллельные распилы гипса IV класса до касания лобзика гипса III класса.
Распилы модели на сегменты должны быть обязательно параллельны. Если это правило не выполняется, то сегмент невозможно будет вынуть из модели.

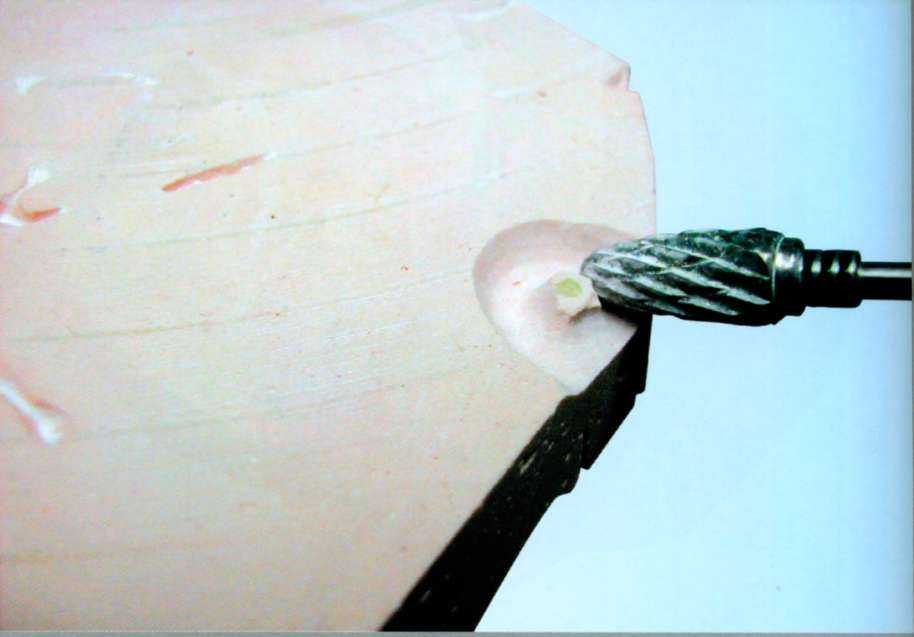

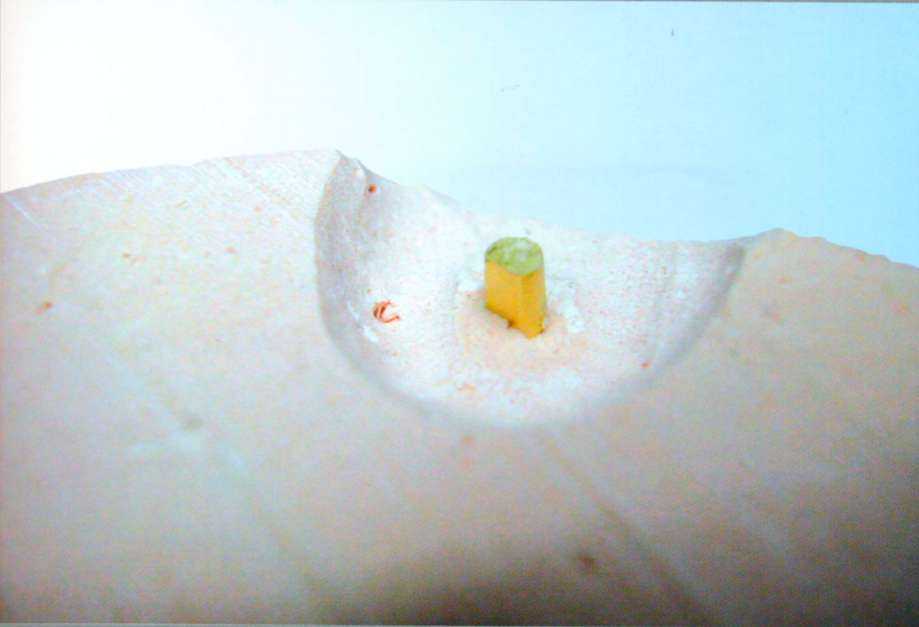
На основании модели частично освобождаем штифты от гипса. . что облегчает извлечение штампиков из модели.
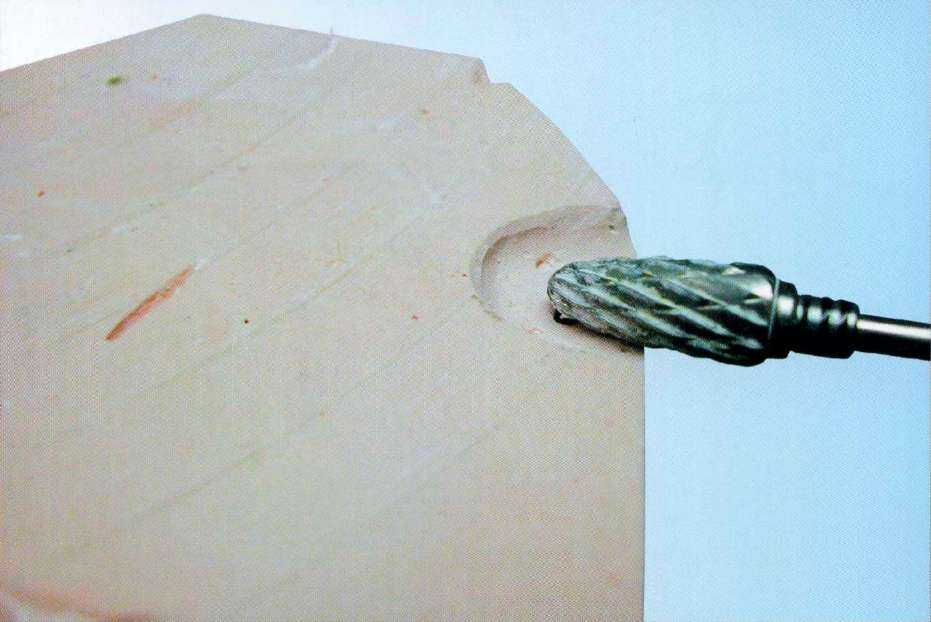
Фрезой убираем неровности гипса.
Из готовой разборной модели извлекаются гипсовые штампики препарированных зубов. Остальные фрагменты зубного ряда соединены ретенционными приспособлениями или ретенционными пунктами из гипса с цоколем модели.

ИЗГОТОВЛЕНИЕ РАЗБОРНОЙ МОДЕЛИ С ИСПОЛЬЗОВАНИЕМ ПИНДЕКС-СИСТЕМЫ
Замешиваем гипс IV класса твердости в вакуумном смесителе и заполняем им оттиск до границ. Оттиск для более точного заполнения гипсом помещаем на вибростолик на несколько секунд.
После отвердевания гипса извлекаем модель зубного ряда из оттиска. Шлифуем модель с использованием триммера, делая ровное основание модели. Аккуратно оформляем внешние границы модели.

Если использовался триммер с влажной обработкой модели (подключенный к воде), то модель должна быть просушена, а затем специальной фрезой для обработки гипса оформляем внутреннй контур модели. _
Используя автоматический прибор для сверления параллельных отверстий под штифты с лазерным указателем и регулировкой глубины сверления (пиндексмашины, пиндекс-системы), подготавливаем модель к установке штифтов (пинов).



Лазерная точка соответствует сверлу, находящемуся под плавно опускающимся столиком.
Просверливаем отверстия не только под препарированные зубы, но и под остальные фрагменты зубного ряда.


Используя специальный клей, устанавливаем штифты ( например, с двумя направляющими «би-пины»).




Наносим изолирующую жидкость «гипс от гипса», предотвращая соединение модели зубных рядов с цокольным гипсом.
Если используются втулки для направляющих штифта, то они одеваются на направляющие до заливки цоколя модели.

Применяя формообразователь для цоколя модели, устанавливаем на него модель зубного ряда и заливаем цокольный гипс (гипс III класса).

После отвердевания цокольного гипса аккуратно оформляем края модели на триммере, после этого просушиваем модель, если триммер подключен к воде.


Отделяем от цоколя модель зубного ряда.

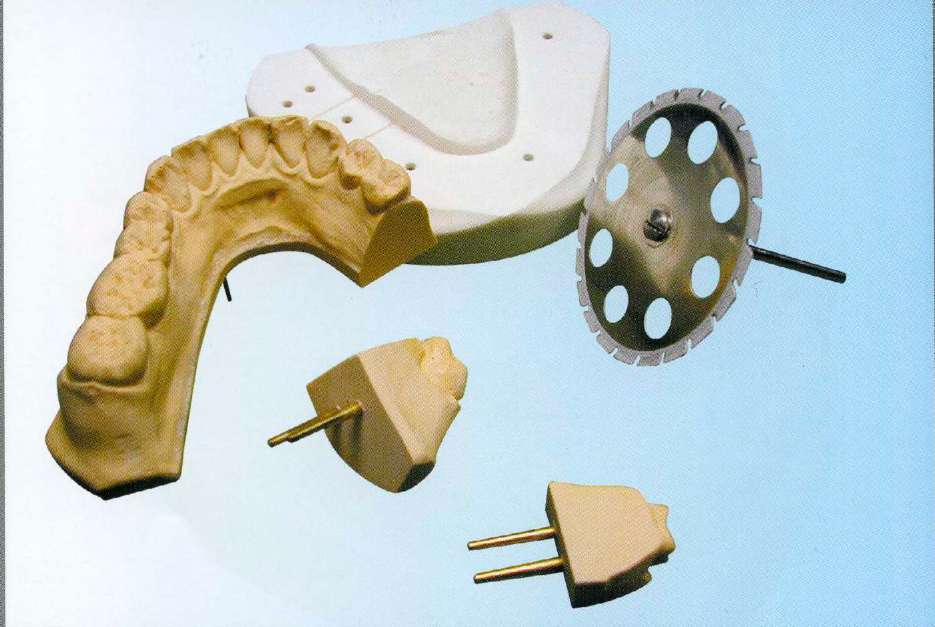

Диском с алмазным покрытием распиливаем модель на сегменты. Распилы должны быть параллельны.
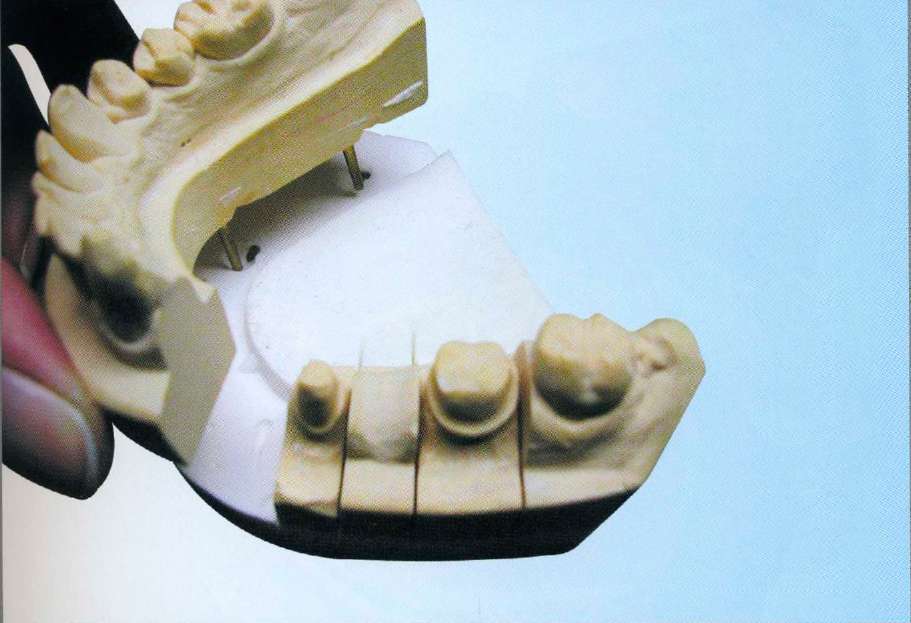
При использовании пиндекссистемы мы получаем разборную модель, из цоколя которой можно извлекать не только штампики препарированных зубов, но и фрагменты всего зубного ряда.
ИЗГОТОВЛЕНИЕ МОДЕЛИ БЕСШТИФТОВЫМ МЕТОДОМ
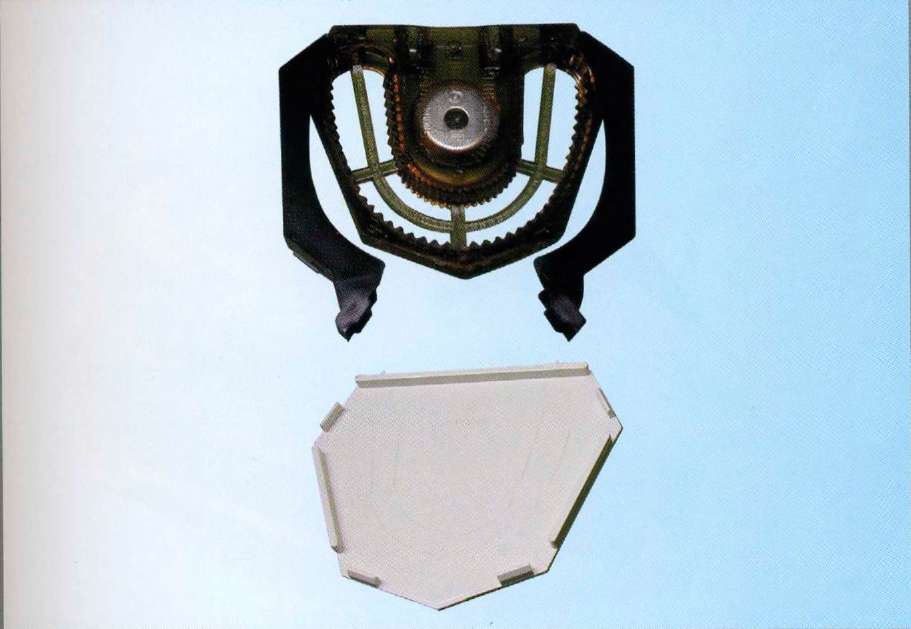
Подготавливаем пластмассовую форму, обрабатывая ее изолирующим от гипса спреем. Замешанным гипсом IV класса заполняем пластмассовую форму, а затем — оттиск.
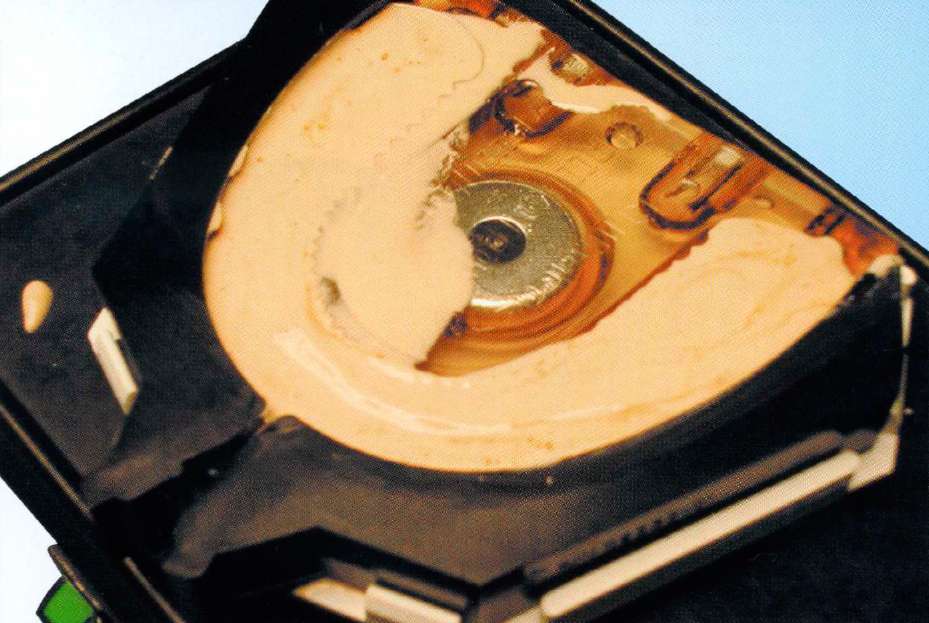


Соединяем заполненные гипсом поверхности.
Оставляем их до полного отверждения гипса. Снимаем оттискную ложку с оттиском и получаем готовую модель. При данном методе нет необходимости использовать два типа гипса и триммер, соответственно, экономится материал и время.

После извлечения модели из пластмассовой формы распиливаем ее на сегменты, используя разрезной алмазный диск.

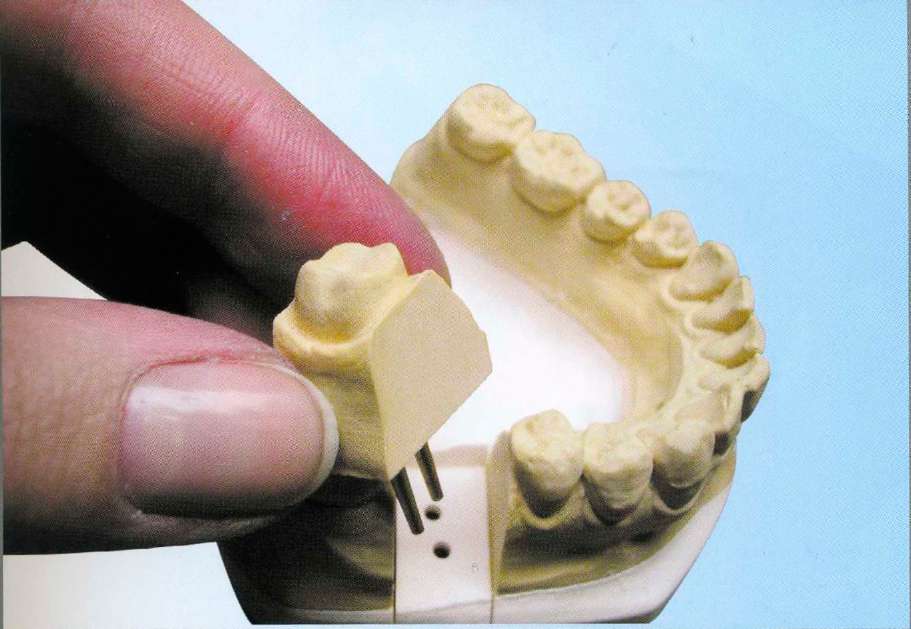
Сегменты разборной модели легко устанавливаются в форму, так как каждому сегменту соответствует цифровое обозначение на пластмассовом основании формы.
Одним из самых важных этапов, изготовления несъёмных протезов, является отливка разборной модели. Ведь если все этапы сделать идеально, т.е. врач получит идеально точный оттиск, просняв всю поверхность протезного ложа, техник отмоделирует идеально точную коронку, затем литейщик точно отольёт её не исказив или вместо литья будет получена коронка методом CAD/CAM, но нарушить технологию отливки разборной модели, то это приведёт к тому, что готовая конструкция окажется дефектной и придётся заново её изготовить. По этой причине необходимо тщательно выполнять этап отливки разборной модели, недопустив неточностей и нарушений технологии изготовления.
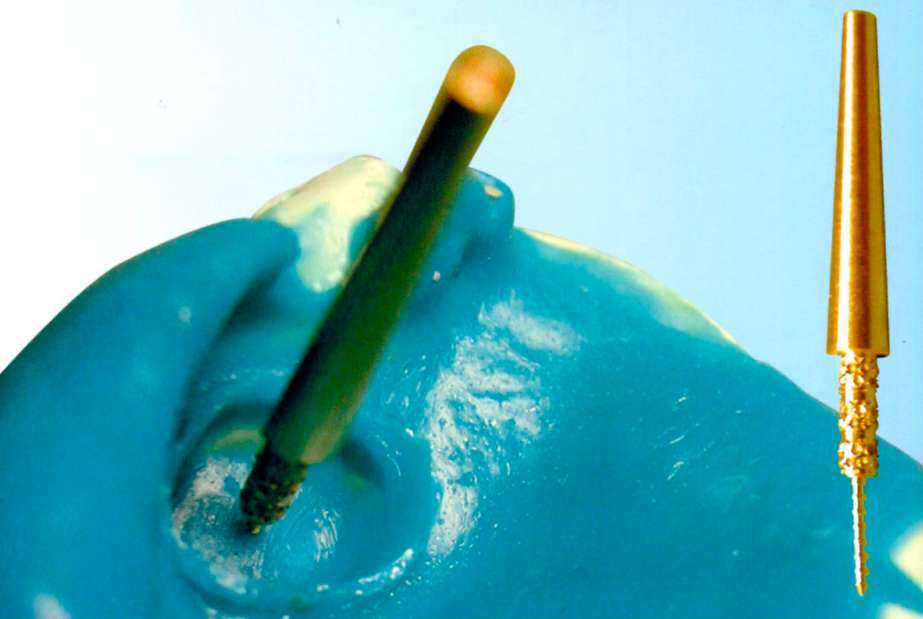
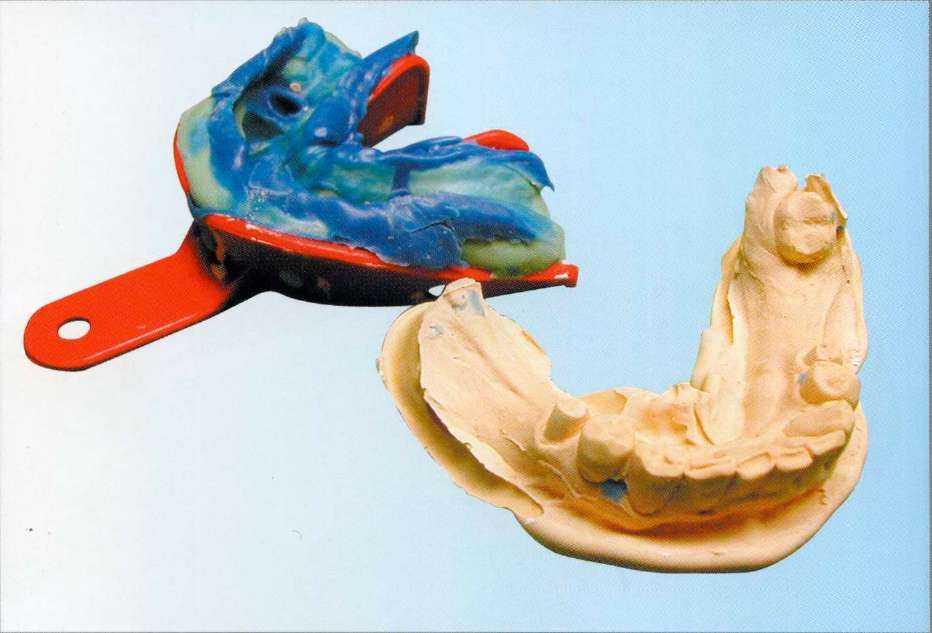
Технология изготовления разборных моделей в стоматологии очень проста, сначала в оттиск устаналиваются специальные направляющие штифты. Далее будет описана классическая технология изготовления разборных моделей челюстей. Т.е. изготовление рабочей части разборных моделей (штампиков) из гипса IV-V класса и цоколя (основания) модели из гипса III класса или из обычного гипса. Для этого мы в оттиске устанавливаем специальные направляющие штифты, соосно с клинической коронкой или культёй зуба. Существует много способов установки штифтов. Мы остановимся на самом простом. Для этого нам понадобятся булавки, если их нет, можно использовать ортодонтическую проволоку ∅0,8 или 1 мм. Затачиваем один кончик как у булавки, т.е. делаем острым, а второй в виде петли (см. рисунок). С помощью резинки (резинка для волос или от камеры колеса) соединяем булавку вместе со штифтом и фиксируем на оттиске (втыкаем в него).
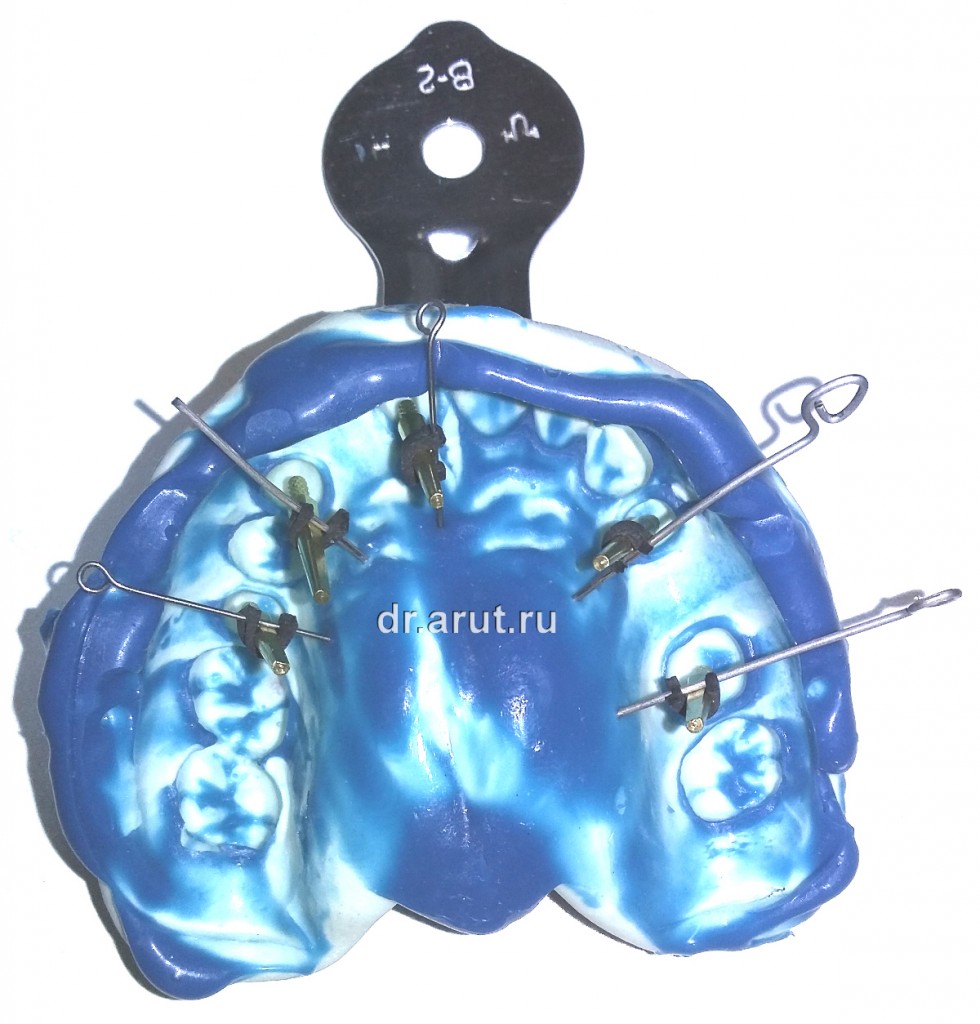
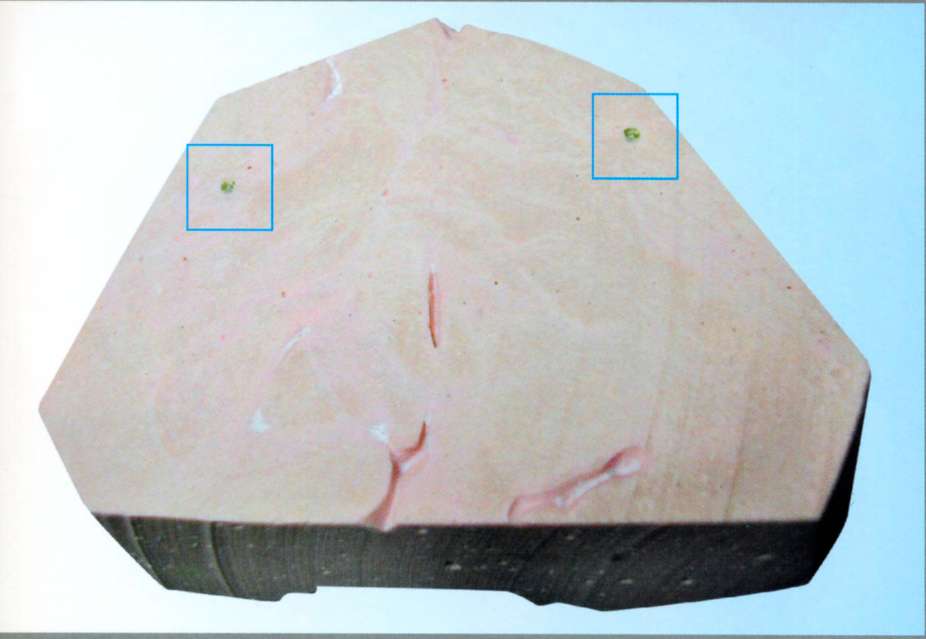
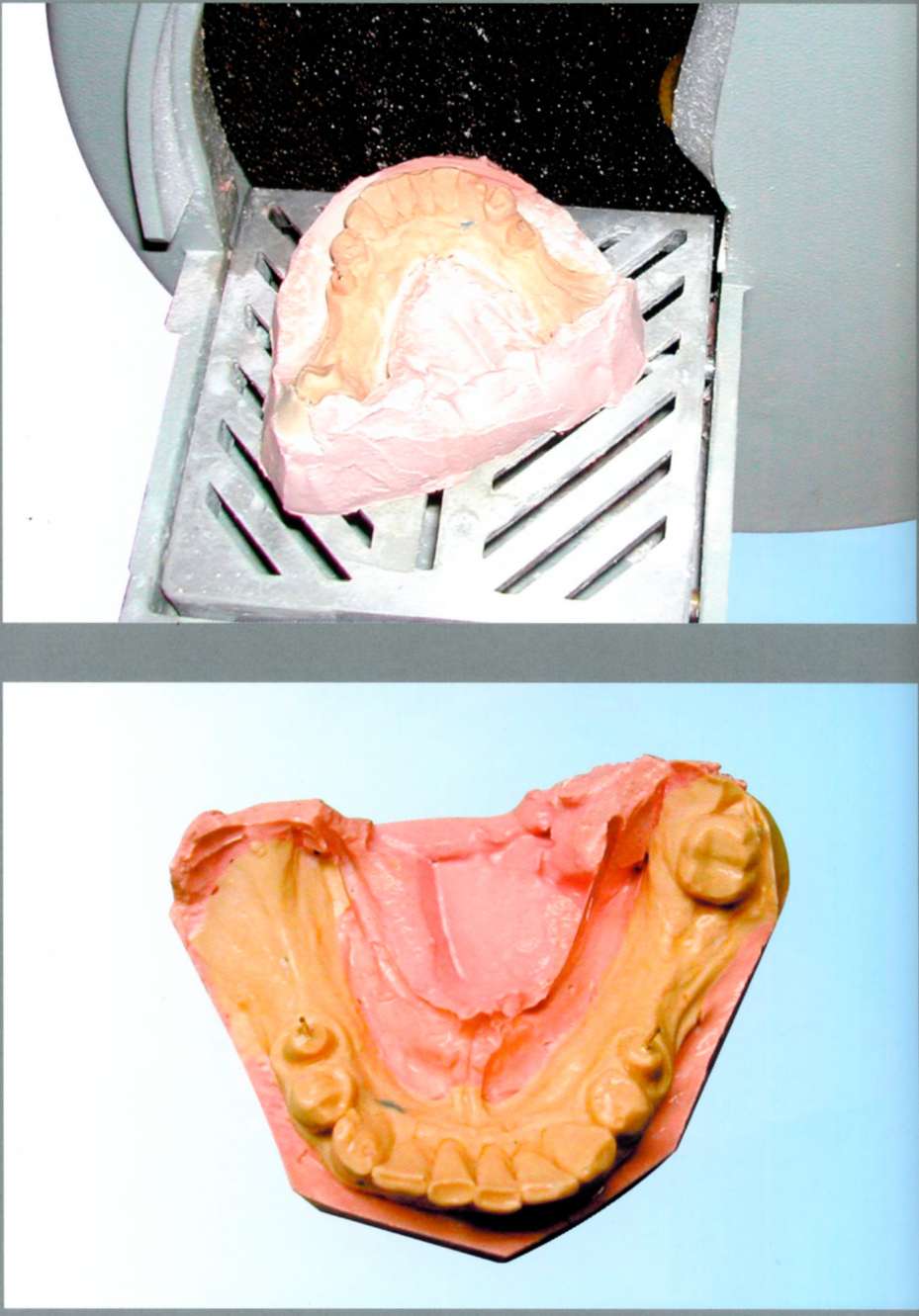
Силиконовый оттиск с установленными штифтами
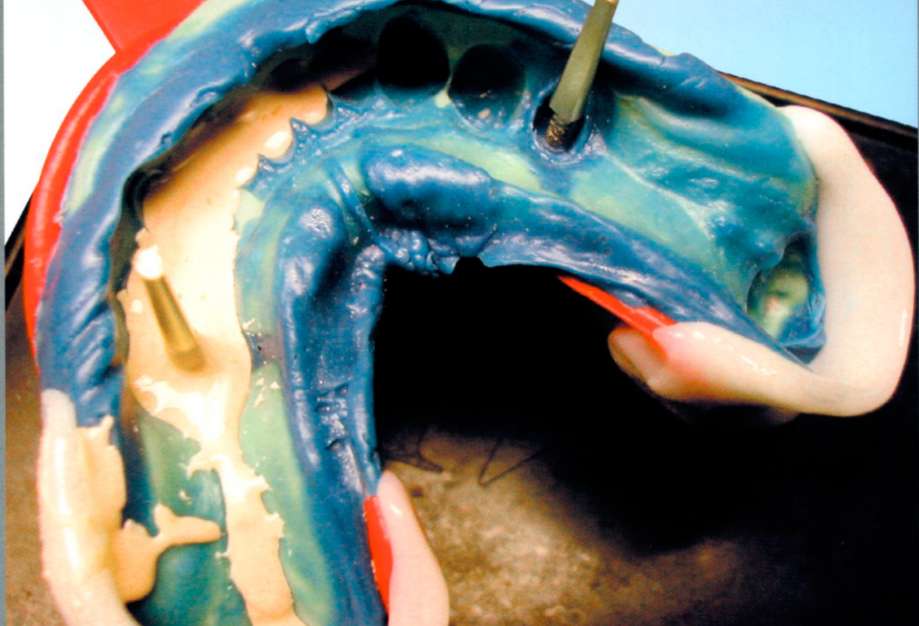
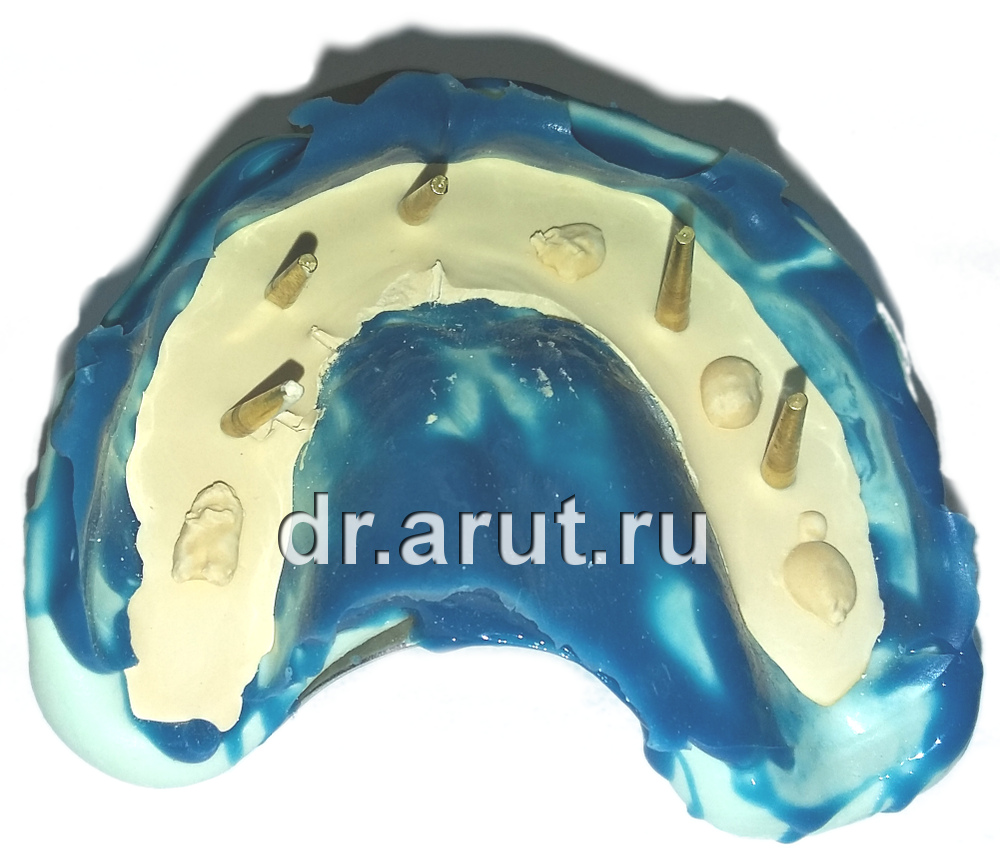
Затем заливаем гипсом IV или V класса, на 2-3 мм выше шеек зубов. Создаём захваты с помощью гипса на поверхности гипса в тех участках, которые должны соединиться с основанием модели. С этой целью лучше всего использовать гроверные шайбы ∅5мм.

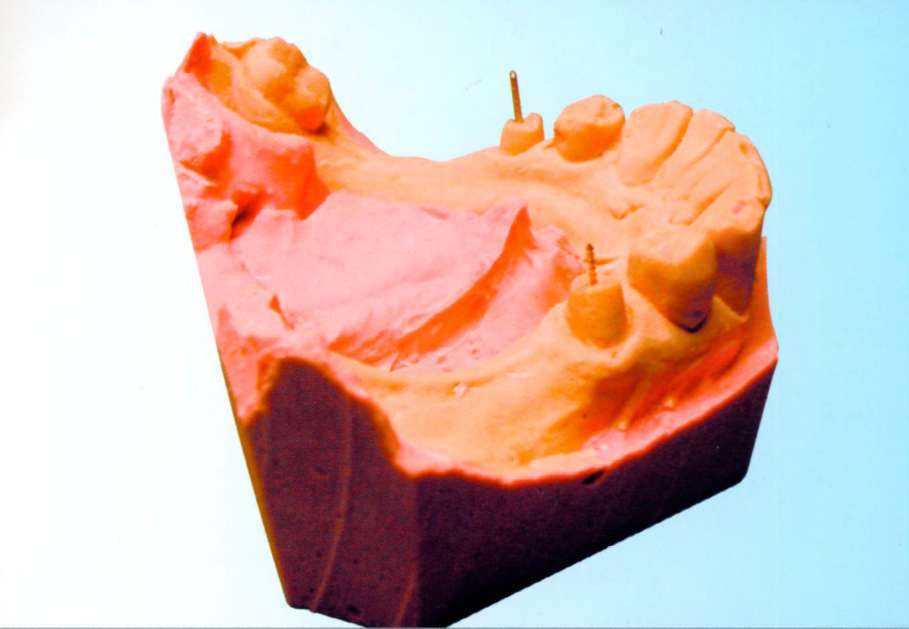
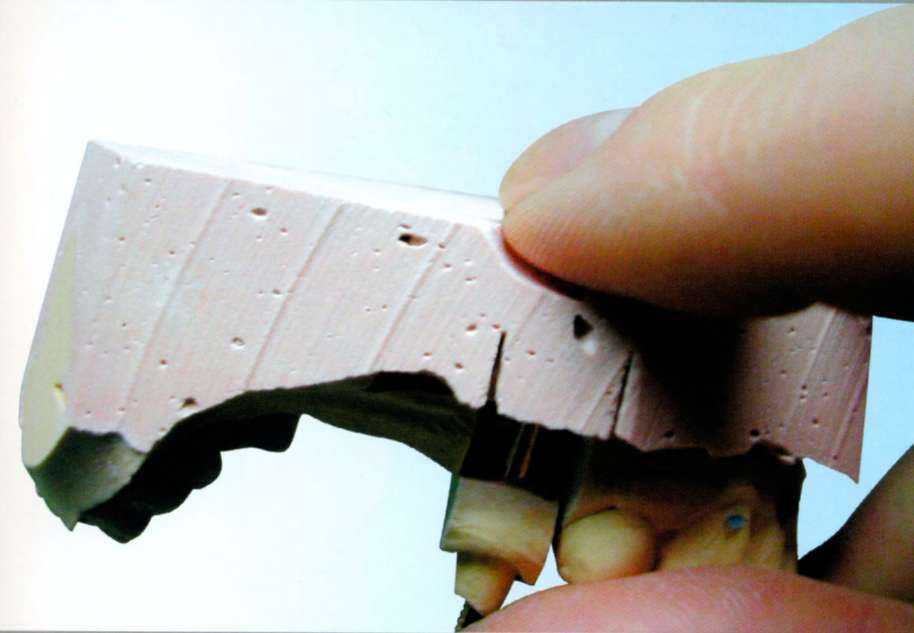
Отлитая рабочая часть
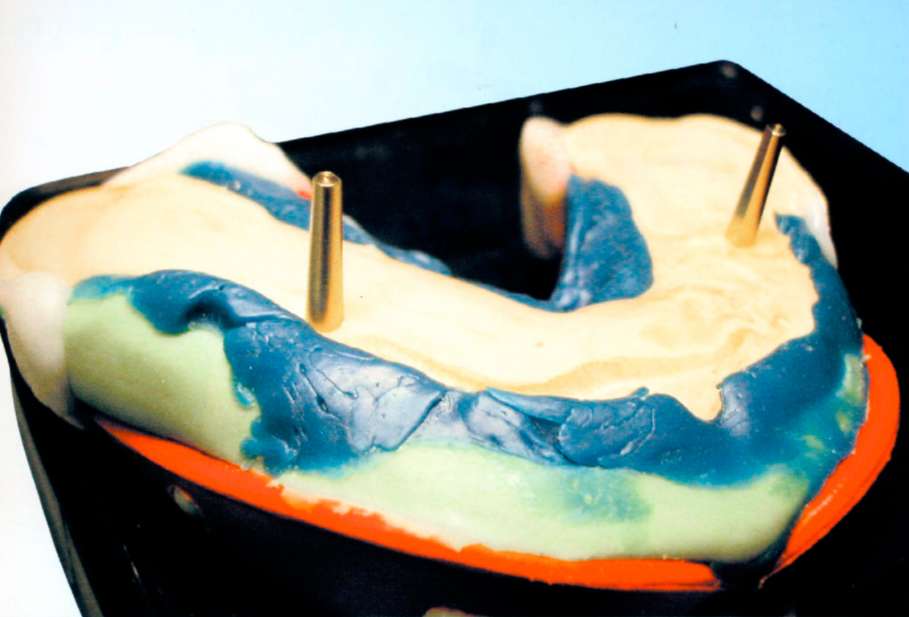
После этого снимаем с оттиска булавки вместе с резинками.
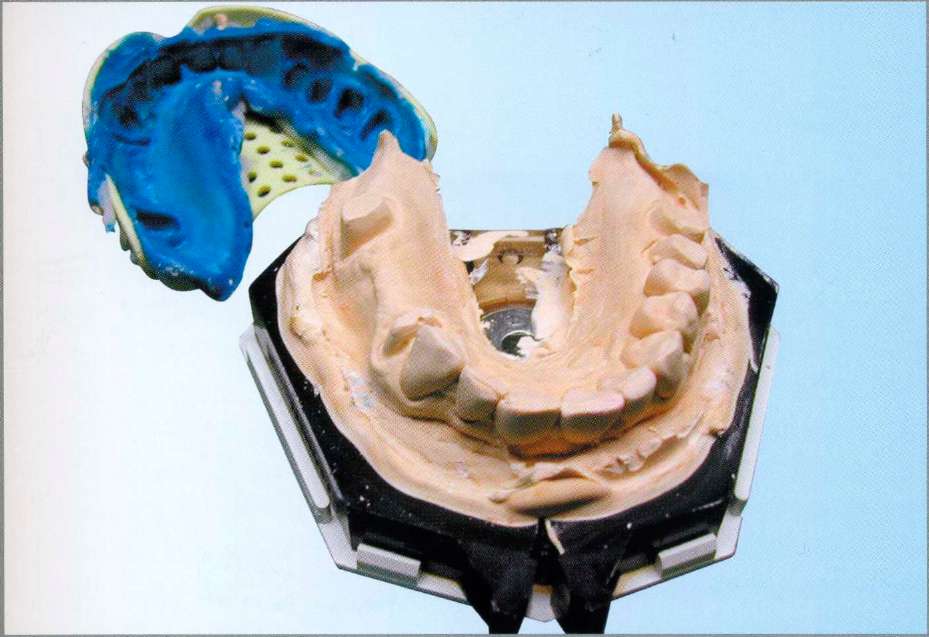
Оттиск вместе с рабочей частью модели
Те участки вокруг штифта, которые должны отделиться от цоколя модели мы смазываем вазелином (любым растительным или минеральным маслом, силиконовым маслом и т.д.) и отливаем цоколь модели из гипса III класса или обычного гипса (II класса).
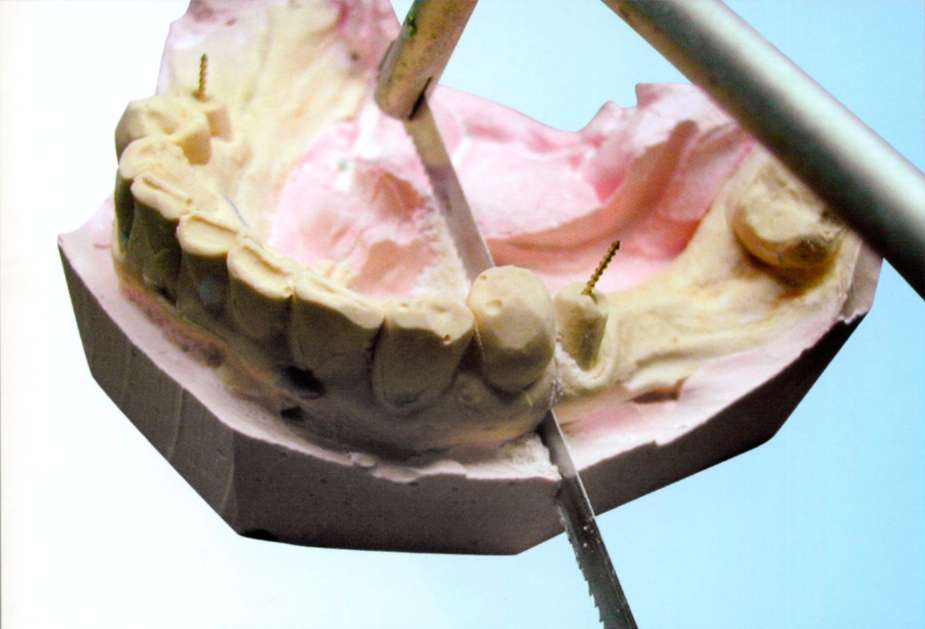
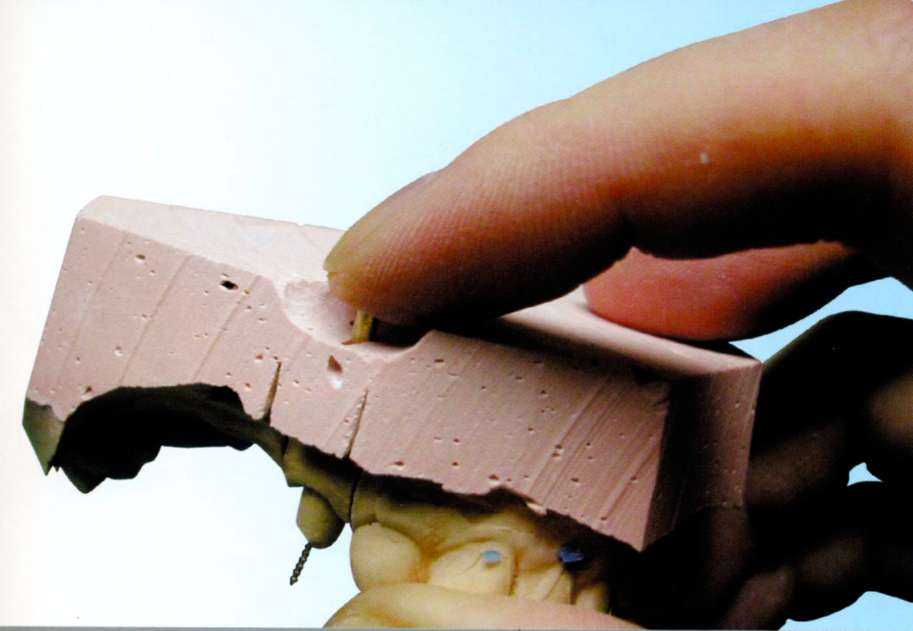
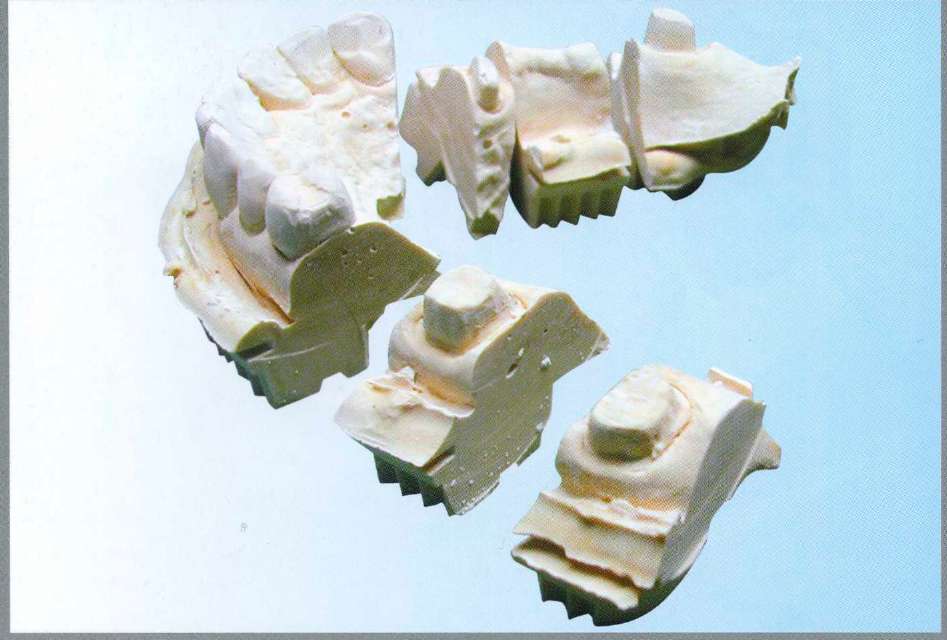
После этого извлекаем модель из оттиска, обрезаем края на триммере, распиливаем модель зуботехническим лобзиком или специальным алмазным отрезным диском для гипса и извлекаем штампики вместе со штифтом.
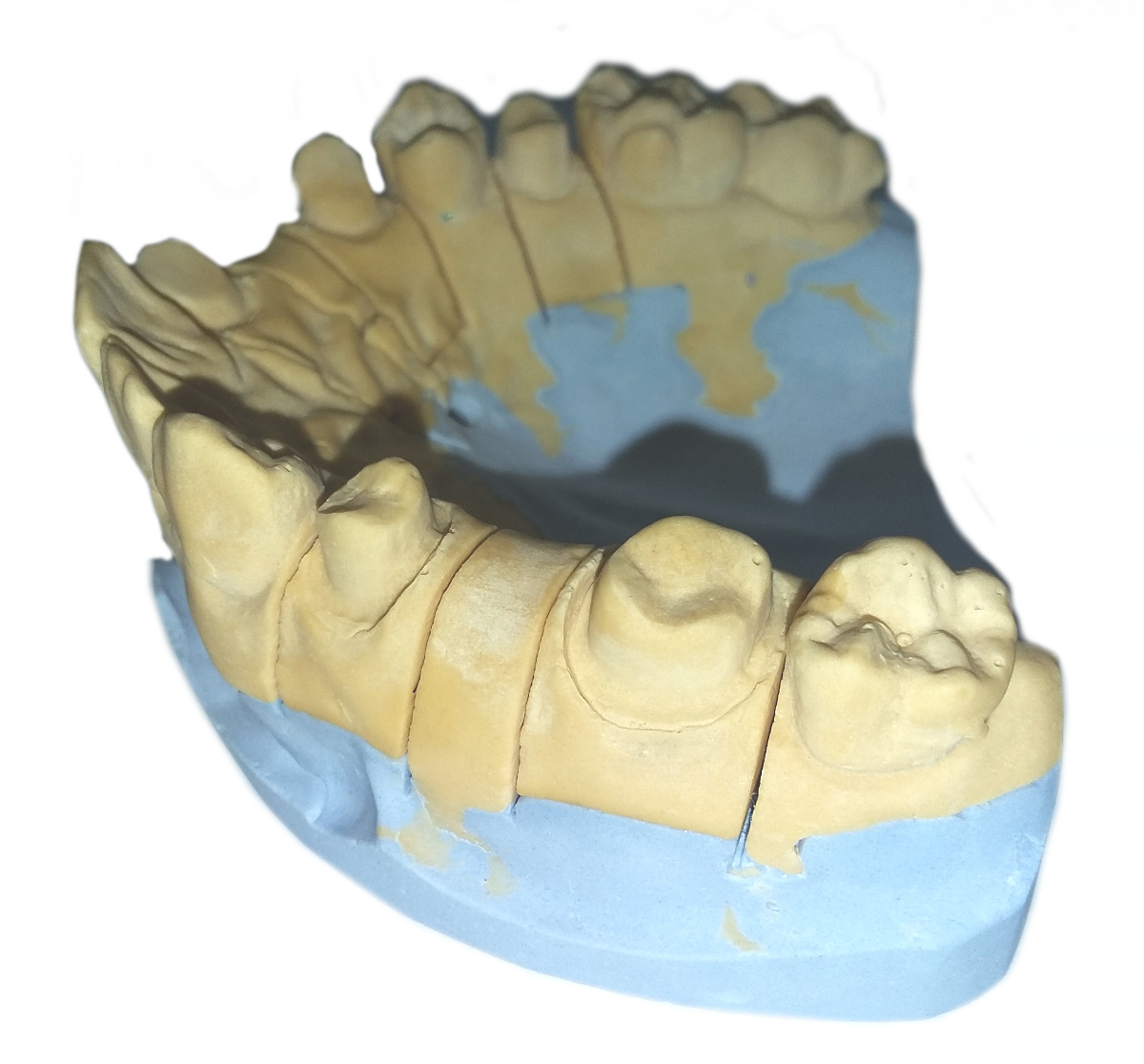
Разборная модель после распила
Далее гравируем штампики до зубодесневого желобка или кармана и покрываем их компенсационным лаком. Первый слой наносим на рабочую часть полностью, а вторую не доходя на 1 мм до уступа. Таким образом заканчиваем процесс изготовления разборной модели.
Форма цокольная для изготовления цоколей гипсовых моделей челюстей под размер слепочных ложек.
Форма цокольная, купить:
Форма цокольная № 1

Формы резиновые для изготовления цоколей гипсовых моделей ФРЦ №1 предназначены для изготовления гипсовых цоколей под модели челюстей.
Формы изготовлены из специальной резины. Высокая эластичность форм позволяет без труда извлечь из них затвердевшие гипсовые цоколя.
Формы и размеры соответствуют размерам стандартных слепочных ложек. Применение форм позволяет экономить время и гипс при изготовлении моделей и получать ровную и гладкую поверхность цоколя гипсовой модели бездополнительной обработки.
Комплектация (комплект № 1):
форма для верхней челюсти в1 - 1 шт.
форма для нижней челюсти н1 - 1 шт.
Гарантийный срок хранения: 3 года.
Условия хранения: чашки должны храниться в закрытом помещении, защищенном от воздействия прямых солнечных лучей при температуре от -15°С до +25°С.
Цена: 280,00 руб. (Артикул: 2.7.5.1)
Форма цокольная № 2

Формы резиновые для изготовления цоколей гипсовых моделей ФРЦ №2 предназначены для изготовления гипсовых цоколей под модели челюстей.
Формы изготовлены из специальной резины. Высокая эластичность форм позволяет без труда извлечь из них затвердевшие гипсовые цоколя.
Формы и размеры соответствуют размерам стандартных слепочных ложек. Применение форм позволяет экономить время и гипс при изготовлении моделей и получать ровную и гладкую поверхность цоколя гипсовой модели бездополнительной обработки.
Комплектация (комплект № 2):
форма для верхней челюсти в2 - 1 шт.
форма для нижней челюсти н2 -1 шт.
Гарантийный срок хранения: 3 года.
Условия хранения: чашки должны храниться в закрытом помещении, защищенном от воздействия прямых солнечных лучей при температуре от -15°С до +25°С.
Цена: 280,00 руб. (Артикул: 2.7.5.2)
Форма цокольная № 3

Формы резиновые для изготовления цоколей гипсовых моделей ФРЦ №3 предназначены для изготовления гипсовых цоколей под модели челюстей.
Формы изготовлены из специальной резины. Высокая эластичность форм позволяет без труда извлечь из них затвердевшие гипсовые цоколя.
Формы и размеры соответствуют размерам стандартных слепочных ложек. Применение форм позволяет экономить время и гипс при изготовлении моделей и получать ровную и гладкую поверхность цоколя гипсовой модели бездополнительной обработки.
Комплектация (комплект № 3):
форма для верхней челюсти в3 -1 шт.
форма для нижней челюсти н3 -1 шт.
Гарантийный срок хранения: 3 года.
Условия хранения: чашки должны храниться в закрытом помещении, защищенном от воздействия прямых солнечных лучей при температуре от -15°С до +25°С
Читайте также: