
Технология производства труб пвх
Обновлено: 28.04.2024
Поливинилхлоридные трубопроводы – новички среди современного ассортимента полимерных изделий. Первое производство полимерных труб датируется пятидесятилетней давностью. Основоположниками стали американские и европейские страны. В российских регионах изделия из ПВХ используются с меньшим энтузиазмом ввиду неполноценности технической базы для широкой эксплуатации этого типа трубопроводов в жилищно-коммунальной сфере.

Однако внедрение инновационных технологий в производство полимерных труб обусловило постепенное увеличение спроса на трубопроводном сегменте рынка. Технические характеристики, упрощенный способ монтажа, длительный срок эксплуатации и экологичность продукта – главные преимущества поливинилхлоридных трубопроводов. Применение такого типа труб возможно для транспортировки любого вида жидкостей и даже газов. Для большего понимания преимущественных отличий труб ПВХ над остальными разновидностями полимеров, рассмотрим производство поливинилхлорида поэтапно.
Материальная база и оборудование для производства полимерных труб на линии завода
Изготовление труб из ПВХ включает подбор соответствующего качества полимерного сырья и перечень специального оборудования, которое в общем виде представляет собой экструзионную линию.
Материальная база
Производство труб начинается с поиска качественного сырья – гранулированного полимера. Для каждого типа трубопровода применяются соответствующие гранулы. В случае с ПВХ изделиями используется поливинилхлоридный полимер. Однако для придания трубам прочных и технически совершенных качеств составляется специальная композиция с добавками следующего типа:
- Катализаторные вещества, необходимые для ускорения протекания химической реакции. Чем скорее произойдет процесс полимеризации, тем выше будут прочностные показатели изделия.
- Ингибиторные вещества, используются для получения противоположного эффекта и замедляют химическую реакцию. Позволяют добиться правильной скорости протекания всего процесса.
- Стабилизаторные вещества. В основном это химические составы, используемые для придания полимеру дополнительной устойчивости к коррозийному воздействию.
- Пластификаторы. Специальные вещества придают полимеру особое свойство – пластичность. В результате изделия становятся менее хрупкими и уязвимыми от внешнего механического воздействия.
- Вещества с антистатическими свойствами. Снимают электрический заряд, создаваемый при производстве.
- Пигментационные материалы. Изменяют цвет изделия.

На современном рынке, есть огромное количество разновидностей труб
Нередко производители прибегают к иным специальным добавкам и веществам для получения индивидуальных свойств. По этой причине потребители отдают свое предпочтение в пользу того или иного производителя полимерных труб.
Оборудование и технология покрытия труб полимером
Производство изделий из ПВХ происходит методом экструзии, а совокупность специального оборудования, используемого для изготовления, представляет собой экструзионную линию. Процедура производства осуществляется непрерывным циклом. Линейный процесс происходит поэтапно, как на конвейере, и в его состав входят следующие элементы:
- Экструдер – главная составная часть производственного процесса. Состоит из каркаса, матрицы, рассекающего элемента и держателя для дорна. Здесь происходит подача гранулированного ПВХ сырья.
- Охлаждающие и калибрующие ванны.
- Растягивающий механизм.
- Рассекатель или устройство для нарезки нужной длины изделия.
- Штаблер или другой лебедочное оборудование, используемое для наматывания трубопроводов небольших диаметров.
Центрирование матрицы головки экструдера осуществляется с помощью регулировочных болтов. По установленной матрице зависит равномерность толщины стенок в продавливаемой заготовке.
Поэтапный процесс производства труб ПВХ

Если раньше для их изготовления применялась исключительно сталь, то сейчас появилась альтернатива —пластиковые трубы для отопления
Производство труб ПВХ не требует больших энергетических затрат, а сам процесс экологически безопасен и выполняется с высокой скоростью при малых трудоемких запросах. Единственный негативный нюанс – экструзионная линия располагается на крупных производственных площадках (свыше 100 кв.м.). Технология производства ПВХ труб осуществляется в законченном и непрерывном цикле. Этот процесс включает в себя следующие этапы:
Трубы из поливинилхлорида (ПВХ) сегодня широко применяются в разных отраслях экономики, в большей степени, конечно, в строительстве. Этот вид труб пришел на смену металлическим и все больше вытесняет их с рынка. Неудивительно, что сегодня все большее число людей вкладывают средства в развитие этого дела. Основной статьей затрат является линия по производству пластиковых труб, но высокая производительность и низкая себестоимость по расходным материалам быстро окупают вложенные средства.

Пластиковые трубы подходят для: водопровода, канализации и отопления
Высокий спрос на пластиковые трубы обусловлен рядом отличительных характеристик:
- они не подвержены коррозии;
- легкие – в 5 -7 раз легче металлических аналогов;
- не подвержены влиянию высоких и низких температур;
- на них не откладывается известковый налет;
- большой срок эксплуатации – до 50 лет;
- они не влияют на вкус воды.
Такие качественные преимущества позволяют использовать трубы в отопительных и канализационных системах, в водопроводных и газопроводных системах.
Технология изготовления пластиковых труб

Трубы ПВХ изготавливают на специальном оборудование
Процесс производства труб из ПВХ довольно простой для него понадобится сырье – гранулированные полимеры и линия производства ПВХ труб. Одним из лучших материалов является сополимер полипропилена. С помощью экструдерной установки гранулы расплавляются под воздействием высокой температуры. Полимерная масса выдавливается с помощью формующей головки шнекового экструдера. Принцип действия такого механизма напоминает мясорубку. Это начальный этап формовки, который сменяется процессом протягивания заготовки и ее дальнейшего охлаждения. В специальных ваннах заготовка под воздействием высокого давления проходит процесс окончательной формовки с помощью калибрующего устройства. Размеры для формовки задаются автоматически перед началом процесса. Завершающим этапом изготовления пластиковых труб является их резка и укладка.
Механизмы, составляющие производственную машину

Линия для производства труб из полипропилена
Линия в собранном виде представляет собой совокупность агрегатов и узлов, общей протяженностью от 18 до 60 метров. Все элементы соединены между собой и последовательно выполняют технологические процессы. Ручной труд используется на этапах загрузки исходного сырья и приема готовых изделий, а также для отладки автоматизированных систем линии по производству пластиковых ПВХ труб.
Состав производственной линии:
Бункер представляет собой емкость с дозатором, в которую помещается исходное сырье. Часто бункер заменяют воронкой, а сырье взвешивают отдельно, вручную.
Экструдер состоит из вертикального редуктора с упорным подшипником, электродвигателя, цилиндра пластикации, барьерного шнека, электрошкафа с автоматизированной системой управления. Характеристики:
Трубная головка включает две зоны терморегулирования, предназначена для первоначального формирования диаметра будущего изделия – от 16 до 63 мм. Для нее дополнительно понадобятся матрицы соответствующего калибра.
Ванны для охлаждения – одна вакуум-водяная, вторая водяная. Ванны выполнены из нержавеющей стали заполняются водой, оснащены водяным и вакуумным насосами. Длина каждой ванны 4 м.
Тянущее устройство линии по производству пластиковых труб представляет собой единую раму с подвижной и неподвижной траверсой. Этот агрегат оснащён счетчиком метража и отрезным устройством. Распил осуществляется роликом по диаметру трубы. Тянущий механизм приводится в действие пневматикой, есть возможность регулирования скорости протягивания – от 1 м/мин до 5 м/мин.
Если производство предусматривает изготовление мягких изделий из полиэтилена, то линия дополняется намотчиком. Устанавливается катушка, ее диаметр настраивается по необходимости, и с помощью пневмоцилиндра осуществляется процесс намотки.
Изготовление гофрированных труб

линия для изготовления гофрированной трубы требует больших затрат
Гофрированная труба имеет рельефную поверхность, которая в продольном сечении напоминает гребень. Этот вид пластиковых труб имеет широкое применение в строительстве для проведения инженерных систем – канализационных, водопроводных, электрических, вентиляционных. Преимуществами такого вида изделий является универсальность применения, легкость и компактность при транспортировке, пластичность, низкая стоимость. Процесс изготовления схож с технологией обычной пластиковой трубы и осуществляется с помощью линии для производства гофрированных труб. Эта линия дополнена специальным устройством – гофратором, он и задает общий характер производства. Гофратор располагается возле головки экструдера и представляет собой две полуформы с каналом для протекания охлаждающей воды, на рабочем участке обе полуформы сливаются, образуя замкнутое пространство.

Схема работы гофратора
Заготовка из экструдера поступает в рабочее пространство, где под давлением воздуха прижимается к поверхностям и затвердевает, при этом задается определенная форма – гофра. Далее труба готова к намотке. В отличие от линии производства ПВХ труб здесь упущены ванны, охлаждение происходит в гофраторе. Основные характеристики линии:
- габариты – 9*1,9*2,5 м;
- мощность – 65 кВт;
- вес – 2,5 т;
- скорость – 1 – 12 м/мин;
- производительность – 60 – 80 кг/ч;
- диаметр готового изделия – 16 -63 мм;
- стоимость – 2 800 000 рублей.
Рентабельность производства пластиковых труб
Расчет рентабельности производства будет рассмотрен на примере изготовления труб марки ПВХ 50*1,8 мм, весом одного метра — 0,6 кг.

Существует множество размеров ПВХ труб и фитингов
Техническая возможность линии — производство 80 кг/ч, что составит 133 м/ч. При условии полной загруженности оборудования в месяц будет произведено 95 760 м. Для этого понадобится 34 т сырья, цена за 1 кг составит 44 рубля (марка SG-5, Китай), что для месячной нормы составит 1 496 000 рублей. Оплата труда четверых рабочих, по два в смену, составит 70 тысяч рублей. Реализовать продукцию можно по цене 50 рублей за 1 м – при полной реализации месячной выработки выручка составит – 2 300 000 рублей – чистая прибыль – 750 тысяч рублей. Эта сумма будет уменьшена на величину аренды помещения, коммунальных платежей, транспортных и организационных расходов – примерно 200 тысяч. Остается 550 тысяч рублей, которые ежемесячно будут покрывать капитальные вложения. При стартовом капитале в 4 500 000 рублей на приобретение линии по производству пластиковых труб срок окупаемости составит 12-18 месяцев. Для этого необходимо будет обеспечить полную реализацию готовой продукции, а лучше работать по предварительным заказам, тогда не будет излишка производства.


Трубы ПВХ – пионеры среди полимерных труб, начавшие свой путь более полувека назад в странах Америки и Европы. На отечественном рынке свою популярность трубы ПВХ завоёвывали крайне медленно. Это объясняется как консервативностью потребителя, так и отсутствием полноценной нормативной базы, позволяющей широко использовать трубы ПВХ в жилищно-коммунальном хозяйстве.
Медленно, но уверенно трубы из полимеров этой группы постоянно расширяют свой сектор на рынке трубной продукции благодаря совершенствованию качественных характеристик трубопроводов. Это достигается благодаря появлению не только инновационных технологий производства ПВХ труб, но и новых способов монтажа трубопроводных сетей.
Что используется в качестве сырья?
Сырьём для производства ПВХ труб служит гранулированный полимер ПВХ.
Для создания полного комплекса требуемых свойств, при изготовлении этой продукции используют ряд добавок:
- катализаторы, ускоряющие ход реакции полимеризации;
- ингибиторы, применяемые для замедления нежелательных процессов;
- стабилизаторы, придающие устойчивость полученному полимеру;
- пластификаторы, обеспечивающие полимеру необходимые параметры пластичности;
- антистатические добавки помогают ликвидировать заряды статического электричества;
- пигменты дают возможность получить требуемый цвет изготавливаемой трубы.
В стандартную композицию для придания продукции определённых свойств могут быть добавлены и другие компоненты. Добавки, как правило, имеют зарубежное производство.
Оборудование для производства ПВХ труб
Экструзионная линия для производства ПВХ труб обеспечивает непрерывный цикл, состоящий из стадий экструзии (продавливания материала через формующее отверстие), калибровки и охлаждения в ваннах, вытяжки, резки трубы на заданную длину и укладки готовой продукции.
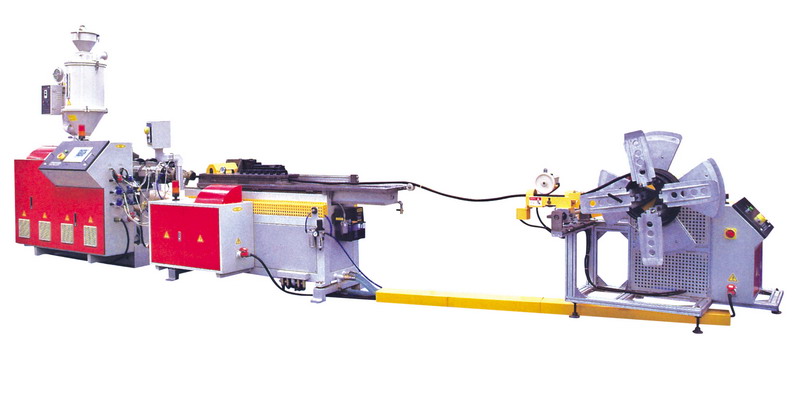
Экструзионная линия для производства ПВХ труб
В состав экструзионной линии входят:
- экструдер, состоящий из экструзионной головки и системы подачи гранулированного сырья;
- ванны, предназначенные для калибровки и охлаждения труб;
- тянущее устройство;
- механизм для резки полученной трубы на мерные длины – дисковые фрезы или гильотинные ножницы;
- штабелёр или автоматический намотчик труб малого диаметра.
Экструзионная головка может иметь конструктивное решение в виде единого блока с фланцем для фиксации к материальному цилиндру. Состоит из следующих элементов: корпуса, матрицы, рассекателя, дорнодержателя.
Матрица центрируется относительно положения дорна с помощью регулировочных болтов. От точности центровки зависит равномерность толщины стенки трубы по диаметру.
Немецкая фирма «Krauss Maffei» специализируется на выпуске высокопроизводительных экструзионных линий по изготовлению напорных и безнапорных ПВХ труб. Крупнейший завод по производству труб ПВХ в России ЗАО Хемкор использует несколько таких линий. Качество выпускаемой заводом продукции возросло благодаря внедрению гравиметрической системе дозирования сырьевого полимера.
Экструзионная технология производства пвх труб
Процесс производства труб из полимеров относительно несложен, экологически безопасен, требует небольших затрат труда и электрической энергии. Площадь, которая необходима для установки и эксплуатации комплектной линии для изготовления полимерных труб, составляет всего около 100м 2 .

Изготовление труб ПВХ начинается с засыпки гранулированного полимера в бункер экструдера. В экструдере вращающийся внутри материального цилиндра шнек, изготовленный из высококачественной азотированной стали, перемешивает поступающий гранулят. Во время вращения материал разогревается до заданной температуры.
Расплавленный полимер подаётся в экструзионную головку, где в качестве формообразующих элементов цилиндрических поверхностей выступают:
- дорн – он отвечает за образование внутреннего диаметра,
- матрица, участвующая в формовании наружного диаметра.
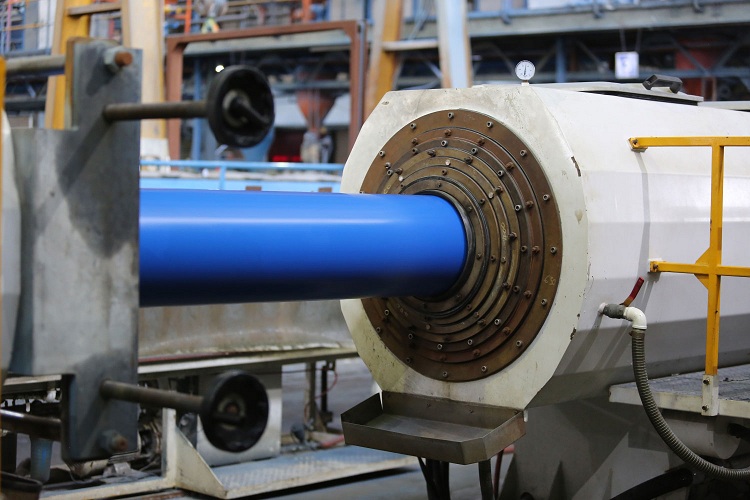
На выходе из экструзионной головки получают пластифицированную заготовку в виде трубы. Для придания трубной заготовке требуемых величин наружного и внутреннего диаметров с обеспечением равномерной по диаметру толщины стенки её калибруют в вакуумном калибраторе (ванне).
Калибратор представляет собой ёмкость из нержавеющей стали длиной три метра, в торцах которой для обеспечения герметичности устанавливают резиновые манжеты.
Устройство для калибрования по наружному диаметру располагается в передней части ванны и представляет собой цилиндр из нержавеющей стали с центральным отверстием, диаметр которого равен диаметру трубы. Через диафрагму калибрующего устройства труба поступает в охлаждающую ванну, в которой также поддерживается разрежение.
Для равномерного растягивания трубы используют тянущие устройства гусеничного или ленточного типа. Резку трубы осуществляют дисковыми пилами или гильотинными ножницами. В конце линии располагают устройства для укладки изделий на специальный стеллаж или для намотки трубы малого диаметра. Эти устройства могут работать как в ручном, так и в автоматическом режимах.

Устройство для намотки труб
Производство канализационных ПВХ труб, которые относятся к категории безнапорных, может быть ориентировано на изготовление труб с однослойной стенкой (монолитные трубы) или с трёхслойной. Внешние слои трёхслойной трубы изготавливают из первичного НПВХ. Промежуточный слой имеет пористую структуру, и производится либо из собственного вторичного НПВХ либо из стороннего вторичного полимера.

Производство гофрированных труб ПВХ наиболее часто осуществляется способом двухшнековой экструзии двухслойных труб. Внутренняя поверхность – гладкая цилиндрическая, наружная – гофрированная волнистая. Обе стенки изготавливаются одновременно горячим методом и образуют единую монолитную конструкцию. Полости, образующиеся между наружной и внутренней стенками, облегчают конструкцию трубы. Наружная волнистая стенка способствует достижению требуемой кольцевой жёсткости.
Инновации в технологическом процессе
Одним из новшеств в производстве ПВХ труб является изготовление двухосноориентированных труб. Эта продукция имеет высокие показатели по ударной прочности и другим механическим характеристикам с одновременным снижением толщины стенки, веса трубы, а, следовательно, её стоимости.
В настоящее время применяют два способа двухосной ориентации ПВХ труб:
- Двухстадийный периодический метод заключается в экструзии изделия и его последующей двухосной ориентации на двух различных установках. Это производство является довольно энергоёмким и трудозатратным, но даёт возможность получать продукцию очень высокого качества.
- При втором способе экструзия с ориентацией в обоих направлениях осуществляется на одной линии. Это производство требует наличия высокой квалификации, оно нерентабельно в мелкосерийном производстве.
Поскольку изготовление ПВХ трубы не является слишком сложным и трудозатратным процессом, а спрос на такую продукцию постоянно возрастает, это направление является перспективным для желающих организовать собственный бизнес. Время окупаемости вложенных средств зависит от степени загруженности оборудования. При 50%-ой загрузке экструзионной линии затраты окупаются примерно через год.
Трубы — это изделия, которые представляют собой вид замкнутого сварного профиля с постоянным сечением. Из них формируют различные коммуникационные системы. Кроме этого, их используют и в других всевозможных целях в строительстве (например, трубный фундамент). На сегодняшний день существует множество разновидностей труб по материалу изготовления. Все они отличаются по способу производства и назначению.

Производство каждого типа труб имеет свою технологию и особенности
Сферы использования разных типов труб
До недавних пор материалом для труб служили различные металлы. Стальные, чугунные, медные и прочие изделия широко использовались в коммуникациях и других областях. Однако с развитием промышленных технологий стали появляться изделия, выполненные из различных полимерных соединений, что привело к большим изменениям в этом сегменте рынка.
Пластиковые трубы имеют ряд неоспоримых преимуществ перед металлическими аналогами: производство и стоимость таких изделий дешевле, отличаются высокими антикоррозийными показателями и имеют долгий срок службы. Они просты в транспортировке и монтаже и имеют эстетичный внешний вид.
Однако использование пластмассовых труб не всегда возможно из-за тех или иных обстоятельств. Как пример, применение изделий из полимерных материалов для хозяйственных газопроводов категорически запрещено. Это связано с тем, что конструкция, транспортирующая газ, должна отличаться высокими прочностными характеристиками. Поэтому газопроводы внутри помещений монтируются только из металлических труб.

Для устройства магистралей, работающих в экстремальных условиях, можно применять только трубы, изготовленные из стали
Обратите внимание! Во всех случаях, когда необходима высокая прочность коммуникации, используют металлические детали. Это связано с тем, что, несмотря на все свои плюсы, пластиковые изделия не могут похвастаться очень высокой прочностью. Изготовление трубопроводов, которые требуют определённых технических характеристик по ГОСТу, из таких изделий запрещено.
В зависимости от назначения можно выделить основные эксплуатационные области этих изделий:
- по трубам осуществляется транспортировка различных сред. Агрегатное состояние среды может быть жидким или же газообразным;
- использование в качестве защитного кожуха для различных коммуникаций. Наиболее часто их используют для защиты кабелей и различной проводки;
- использование в качестве опор магистральных трубопроводов;
- для бурения и укрепления скважин;
- для водопроводов (хозяйственных и технических);
- для газопроводов;
- для канализационных коммуникаций;
- для дымоходных конструкций;
- для вентиляционных систем.
Можно перечислить лишь наиболее распространённые способы использования различных труб. Однако это далеко не все области, в которых применяются коммуникации из этих изделий.
Виды труб
Разновидностей труб для трубопроводов огромное множество. Они могут отличаться по способу производства, материалу, форме сечения и т. д. Производство труб осуществляется только на промышленном оборудовании, которое позволяет достичь высоких показателей качества продукции.

Производство трубных изделий — сложный процесс, который может проходить только в промышленных условиях
В зависимости от материала, использованного для производства трубы, выделяют несколько основных видов этих изделий:
- металлические;
- пластмассовые;
- керамические;
- стеклянные;
- бетонные.
Несмотря на тот факт, что трубопроводы могут производиться из различных материалов, наиболее популярными являются изделия из металла и пластика, а также их комбинированные аналоги (металлопластиковые).
По форме сечения выделяют 4 основных вида труб:
- с круглым сечением;
- с прямоугольным сечением;
- с квадратным сечением;
- с овальным (овоидным) сечением.
Наиболее популярными являются изделия, которые имеют круглое сечение. Востребованность таких изделий обусловлена тем, что круглая форма не влияет отрицательно на пропускные показатели. Технологии производства разных видов труб отличаются. Это связано с тем, что каждый материал требует индивидуального подхода.
На сегодняшний день значительную часть рынка занимают трубы, производимые из различных полимеров
Технологии производства металлических труб
Изготовление металлических труб, несмотря на растущую популярность полимерных изделий, является очень востребованным на сегодняшний день. Без металлических труб сложно представить многие сферы человеческой жизни. Такие изделия различают по двум основным факторам: показателю сечения и предназначению.
Диаметр металлопрокатных труб колеблется от 30 до 530 мм, а их длина может составлять от 4 до 12 м. Сечение может иметь разную форму. Наиболее популярными материалами, из которых изготавливают металлические трубопроводы, являются: сталь, чугун, медь. Однако самыми востребованными считаются стальные изделия. Крупные металлургические комбинаты занимаются производством металлических изделий, имеющих разные технические характеристики. Для того чтобы изготовить металлическую трубу используют специально оборудование — трубопрокатные станки.
Рассмотрим три основных метода, с помощью которых производят металлические трубы:
- электросварной.
- горячекатаный;
- холодный деформационный.
Сварные изделия классифицируются по способу сварки на:
- прямошовные, произведённые с помощью высокочастотной сварки;
- прямошовные, произведённые с помощью электродуговой сварки;
- изделия с винтообразным швом.

Стальные сварные трубы могут иметь спиралевидный шов, такие изделия прочнее, тем прямошовные
Технология производства, подразумевающая сваривание, является очень популярной и включает в себя 3 основных этапа:
- Сварку свёрнутого в рулон металлического листа.
- Профилирование.
- Калибровка.
Важно! На каждом этапе изготовления металлических труб в обязательном порядке проводится необходимый контроль качества. Кроме этого, готовые детали проходят проверку, которая сравнивает показатели прочности и герметичности с нормами ГОСТ.
Показатели наружного сечения прямошовных изделий варьируются от 14 до 120 мм, а детали с винтообразным швом могут иметь наружный диаметр до 1500 мм.
Второй популярный способ, посредством которого изготавливают металлические изделия — горячекатаный. Он включает в себя такие этапы:
- Подогрев заготовки до нужной температуры.
- Прошивка.
- Прокатка.
Толщина стенок такого металлопроката варьируется от 25 до 45 мм. Использование горячекатаного метода требует соблюдения всех необходимых технических требований. Продукция, выпускаемая любым из способов, регламентируется ГОСТом.

Метод холодной прокатки подразумевает использование прокатного станка, оснащенного вальцами, которые и формируют трубу
Метод холодной деформации включает в себя:
Для этого метода используется горячекатаная заготовка. Холодная деформация позволяет уменьшить площадь поперечного сечения и увеличить степень вытягивания (приблизительно в 9 раз). Показатель наружного сечения в этом случае может быть от 20 до 140 мм, а толщина стенки — 0,5–12 мм.
Технология производства пластиковых труб
Изготовление трубопроводов из пластика подразумевает использование определённого полимера, который перерабатывают и после, придают ему нужную форму. Нужное сырьё первую очередь подготавливают к переработке, а затем производят из него детали для трубопроводов необходимой конфигурации. Метод, с помощью которого из первичного сырья выполняют детали для трубопроводов, называется экструзией.
Рассмотрим основные этапы производства пластиковых труб:
- Подготовка. Этот этап включает в себя перемешивание и измельчение сырья.
- Подогрев. На этом этапе полимерную массу пропускают через несколько температурных камер, что позволяет выполнить нагрев постепенно.
- Формирование заготовки. Оно производится в специальном оборудовании — экструдере. Подогретое сырье закачивается в камеру экструдера, где проходит через формирующий элемент — фильеру.
- Охлаждение. Охлаждают полученную заготовку с помощью горячей воды.
- Калибровка. На этой стадии деталь подвергается обработке в вакуумном калибраторе, после чего она приобретает окончательный размер и форму.
Полезная информация! От типа начального сырья зависит, какие характеристики будут у детали. А также то, в какой области она будет эксплуатироваться.

Полимерные трубы изготавливаются на специальном оборудовании — экструдере, а сам процесс носит название «непрерывная экструзия»
На сегодняшний день пластиковая продукция представлена несколькими основными полимерами:
- полипропилен (ПП);
- поливинилхлорид (ПВХ);
- полиэтилен (ПЭ).
Обзор полимерных материалов
Полипропилен. Полипропиленовые трубы могут быть изготовлены из такого сырья:
Первый материал получается путём сополимеризации пропилена и этилена в нужных пропорциях. На выходе получаются белые гранулы, которые маркируются PPRC. Из таких гранул изготавливают трубы и фитинги. Как правило, такой метод используют европейские компании. Из комбинации ПП с гомополимером изготавливают канализационные трубы и различные комплектующие элементы к ним. Такой материал отличается низкой прочностью и подходит только для монтажа внутренних безнапорных (самотёчных) канализационных коммуникаций.
Поливинилхлорид. Сырьё, которое используют для производства ПВХ труб, представляет собой гранулированный полимер, с различными добавками:
- катализаторами, которые влияют на скорость реакции полимеризации;
- ингибиторами, замедляющие ненужные процессы;
- стабилизаторами, позволяющие добиться нужных технических характеристик конечного изделия;
- пластификаторами, которые придают пластичность деталям;
- красителями, позволяющие получить деталь нужной окраски.
Промышленность не стоит на месте и технологии производство постоянно усовершенствуются. Не так давно в производстве труб из ПВХ стали использовать двухосноориентированый метод, который может быть двух типов:
- двухстадийный периодический;
- однолинейный.

ПЭ трубы чаще всего производятся из полиэтилена низкого давления (ПНД)
Полиэтилен. Такая продукция по большему счёту представлена полиэтиленом низкого давления (ПНД). Для того чтобы получить такую трубу, используют специальное сырьё. Оно может быть двух марок:
Изделия из этих материалов отличаются довольно высокой прочностью, что позволяет расширить их эксплуатационную область.
Производство керамических труб
Технология производства керамических труб включает в себя то же оборудование, что и при выполнении кирпича. На глиноформирующем оборудовании выполняется вакуумная обработка и уплотнение материала. Такой способ можно считать пластичной формировкой.
Сам процесс состоит из нескольких этапов:
- Размол глины, в результате чего разбиваются нежелательные комья;
- Подмешивание специальных добавок, которые влияют на прочностные характеристики конечного изделия;
- Подготовка материала для формирования деталей;
- Формирование детали.
- Формирование соединительного элемента — раструба.
- Обрезка детали до получения необходимой длины.
- Сушка детали.
- Обжиг глиняной трубы.
- На последнем этапе на изделия наносят специальную глазурь.
Процесс сушки выполняется в специальных сушилках, которые называют туннельными. Обжиг, в свою очередь, проводится в туннельной печи. Глазуровка выполняется посредством погружения глиняного изделия в бассейн с глазурью.
Производство бетонных труб
Изготовление трубопроводов из бетона проводится с использованием нескольких технологий. Рассмотрим их:
- метод с использованием центрифуги;
- виброформирование;
- радиальное прессование;
Наиболее популярным методом считается виброформирование. Это связано с тем, что такой способ имеет ряд преимуществ:
- высокая скорость уплотнения бетона;
- однородность материала;
- трубы, произведённые с помощью виброформирования, отличаются высокими прочностными характеристиками;
- такое производство можно полностью автоматизировать.
Процесс центрифугирования подразумевает использование специальной центрифуги. Бетон, во время вращения формы, равномерно распределяется по её внутренним стенкам, тем самым сформировывая трубу.
Полезная информация! Наиболее качественная продукция получается при комбинировании методов (например, совмещение центрифугирования с вибропрессованием).

Бетонные трубы выпускаются в очень широком ассортименте и такие изделия пользуются популярностью во многих сферах строительства
Радиально-прессовый метод проходит с использованием пресса, который вращается в радиальном направлении, распределяя и прессуя бетон. Кроме этого, в процессе вращения происходит затирка внутренних стенок детали.
Производство стеклянных труб
Изготовление стеклянных труб производится посредством механизированных методов. Ручные способы, которые были очень популярны ранее, вытеснены новейшими методами.
Существует три основных способа, с помощью которых выполняются стеклянные трубы:
- Изделия с показателями сечения до 50 мм изготавливаются с помощью горизонтального вытягивания (ГВТ).
- Детали с показателями сечения больше 50 мм производят с помощью вертикального вытягивания вверх.
- Детали с показателями сечения больше 50 мм выполняют с помощью вертикального вытягивания вниз.
Стекла, которые используют для изготовления труб, как правило, варят в ванных печах. Работа таких печей отличается непрерывностью процесса.
Разнообразие труб позволяет выбрать изделие, максимально подходящее не только по техническим параметрам, но и цене. Благодаря новым технологиям и материалам можно значительно снизить затраты на монтаж как промышленных, так и бытовых трубопроводов.

Современные технологии строительства предполагают быстрые темпы работ и универсальность материалов.
Это касается фундаментальных застроек, отделки и проведения коммуникаций.
На всех этапах не обойтись без пластмасс. Воду и электричество подводят по пластиковой трубе, отопление в квартирах прокладывают по ней же.
Всех аспектов применения серых полимерных труб не перечислить. Они универсальны, доступны и технологичны. Примечательно, что для изготовления труб могут использоваться даже отходы пластикового мусора, который выбрасывается тоннами ежедневно.
О возможности придания второй жизни использованным полимерам пойдет речь в этой статье.
Виды труб и фитингов из полимерной вторички
Существует огромное количество видов пластиковых труб. Они уверенно потеснили металлические, чугунные и другие аналоги.
Модификация структуры и материала позволяет работать трубам как в агрессивных средах, так и в условиях большого градиента температур. Но здесь речь идет о чистом пластике.
В нашей стране законодательством и нормативно-технической документацией запрещается использовать вторичный пластик в производстве некоторых видов полиэтиленовых, полипропиленовых и других труб и фитингов (например, для питьевой воды).
Но есть большой сегмент рынка трубной продукции, где можно работать на любом виде полимерного сырья, среди которых:
- трубы для канализации — они могут упрочняться за счет увеличения толщины стенки, поэтому здесь можно рассмотреть даже полимерные смеси различного состава;
- трубы технические — эти изделия используются в прокладке кабелей для защиты от воздействия почвенных пород;
- дренажные трубы — прокладывают при организации систем водостоков;
- гофрированные трубы — также применяются в качестве внешней защиты электрокоммуникаций на неответственных участках (особенно при прокладке под землей).
Полимерное сырье

Непростая задача — подобрать максимально похожие по составу изделия из пластика для дальнейшей работы.
Среди широкого многообразия полимерных отходов можно выделить следующие группы сырья:
-
(ПЭ). Он бывает двух видов — полиэтилен высокого (ПВД) и низкого давления (ПНД). Принципиальное отличие состоит в эластичности. ПВД более гибкий, податливый и морозостойкий. ПНД наоборот тверже, жестче и несколько хуже держит мороз. Чаще всего при производстве пластиковых труб используют их комбинации. Так и во вторичной трубе можно подбирать состав в зависимости от предпочтений по свойствам. Меняя соотношение ПНД/ПВД, можно регулировать эксплуатационные характеристики технических труб.
- Полипропилен. Универсальный материал для экструзии трубного профиля. Как правило, в смеси пластиковых отходов присутствуют гомо- , блок- и рандом-сополимеры полипропилена. Но они достаточно близки по свойствам, кроме того, их смеси хорошо перерабатываются в различных пропорциях без потери качественных характеристик. (ПВХ). Так же относится к универсальному сырью для пластиковых труб. С ПВХ труднее работать, так как он нуждается в дополнительной стабилизации и очень быстро теряет свои свойства при экструзии. Изделия из вторичного ПВХ будут крайне недолговечны. Тем не менее, вторичный ПВХ часто добавляют в состав канализационных труб.
Технология изготовления
Принципиально технологический процесс формовки на заводах полиэтиленовых, полипропиленовых труб из переработанного материала мало чем отличается от их производства из первичного сырья.
Основное отличие заключается в стадии подготовки полимерных отходов и приведения их к удобному для дальнейшей экструзии виду.
Далее рассмотрим все этапы технологического процесса производства полимерных труб и фитингов из вторичного пластика, оборудование, которое понадобится на каждой стадии, а также особое внимание уделим некоторым особенно важным моментам.

Стадии производства и необходимое оборудование
Основными этапами технологического процесса являются:
- Подготовка вторичного сырья. Отслужившие свой срок пластиковые изделия необходимо очистить от загрязнений, рассортировать и измельчить. Сортировка, пожалуй, играет самую важную роль при определении фактора качества готовой трубы, поскольку однородный материал будет прочнее и долговечнее. Из оборудования потребуются: дробилка, линия мойки флотационная и гидроциклон, сушилка. отходов. При производстве погонажных изделий без этого этапа не обойтись. Работать на дробленке при непосредственной экструзии трубы практически невозможно, ведь конструкции шнека на трубном экструдере не предполагает работу на разнородной фракции сырья. Грануляция имеет еще одно преимущество — возможность ввести несколько технологических добавок в состав (стабилизаторы, мел и красители).
- Экструзия трубы — финальный этап производства. Для формирования трубы необходим экструдер одношнековый, оборудованный фильерой соответствующего профиля, а также калибратор и другое вспомогательное оборудование. Некоторые европейские производители устройств предлагают станки, предназначенные для работы с разнотипным сырьем (т.е. и для вторичного пластика тоже), но они достаточно дорогостоящие.
Процесс экструзии

В этом разделе хотелось бы заострить внимание на ключевых моментах, которые при работе с вторичным пластиком непосредственно повлияют на качество готовой трубы.
Для того, чтобы процесс был воспроизводимым, нужно соблюдать следующие правила:
- Применять максимально однородное сырье. Это, пожалуй, самая главная рекомендация. Сортировка отходов по составу пластика поможет предотвратить брак готовой трубы.
- Сушить дробленку. Измельченный и отмытый от загрязнения пластик необходимо просушивать, чтобы исключить дефект порообразования в трубе.
- Использовать вакуум. На всех стадиях и грануляции, и экструзии вакуум обязателен. Так удастся получить однородную стенку трубы без скачков по толщине.
- Использовать сетки фильтрации расплава. Отходы пластика содержат много посторонних включений, которые нужно отсеивать.
- Подбирать добавки. На чистом восстановленном полимере проблематично создать хороший продукт. Здесь не обойтись без термостабилизаторов и антиоксидантов, также может потребоваться светостабилизатор (если предполагается эксплуатация под солнцем).
Ориентировочная цена производственной линии
Здесь стоит рассмотреть цены непосредственно на линии из экструдера и вспомогательного оборудования для производства пнд, пвх и других труб, поскольку эти технологические единицы являются основными.
Ознакомиться с ориентировочной стоимостью линий по подготовке пластиковых отходов можно в соответствующих разделах по оборудованию в этой статье.
Лидерами на российском рынке являются представители китайских компаний. Широко представлены также европейские модели. Для производителя с минимальным опытом свой выбор стоит остановить на станках азиатского производства.

В цену линии обычно входят:
- экструдер (одношнековый или двушнековый);
- фильера (заданного диаметра);
- калибратор;
- охлаждающие, тянущие и режущие устройства.
| Торговая компания | Цена |
| АзияПласт (Дзержинск) | 35-120 тыс.долл. |
| ИнсТерра (Челябинск) | 980 тыс.руб. |
| ТехноПласт (Томск) | 3650 тыс.руб. |
| Мировое Оборудование (Подольск) | 5585 тыс.руб. |
| Зима Дельта (Краснодар) | 3650 тыс.руб. |
Такой широкий разброс цен объясняется различной производительностью станков. Условно более дорогие машины выпускают за час больший объем готовой продукции (в погонных метрах) и являются более автоматизированными в управлении.
Представленное оборудование достаточно универсально и может применяться для производства полиэтиленовых и других труб различного диаметра, а также для выпуска других погонажных изделий.
Видео по теме
Процесс изготовления полимерной трубы из вторичной гранулы показан на видео:
Вывод
Выгода при производстве трубных изделий из вторичного сырья очевидна. Пусть на трубы из вторичного пластика приходится небольшой по ассортименту сегмент рынка, зато он более существенный по объему. В период массовых застроек и прокладки коммуникаций постоянно требуются трубы, которые вполне могут быть изготовлены из полиэтиленовой и прочей вторички.
Читайте также: