
Щель между импостом и рамой пластикового окна
Обновлено: 17.05.2024
Поливинилхлорид (ПВХ) - это один из старейших искусственных материалов, который впервые получен во Франции в 1835 году химиком Анри Реньо. С 50-х годов ХХ века пластиковые окна стали активно вытеснять деревянные и алюминиевые. Сегодня их доля на рынке около 60%.
Достоинство ПВХ - биологическая и химическая инертность, а также дешевизна. Но его физико-химические свойства очень скромны. Поливинилхлорид относится к термопластам, т.е. из-за линейного строения молекул и их малой связи друг с другом, этот полимер быстро снижает механические свойства при повышении температуры. Поэтому не рекомендуется устанавливать окрашенные в темный цвет пластиковые окна на южную сторону, где поверхность профиля может нагреться более 80 °С под воздействием прямых солнечных лучей при температуре воздуха более 30 °С. Элегантным решением данной проблемы для темных окон станет применение коэкструзионного покрытия WOOD STAR за счет совершенно отличного от ПВХ состава из специального материала из акрилонитрил-стирол-акрилата (АСА), который совершенно не боится перегрева!
При понижении температуры модуль упругости ПВХ повышается, а значит, увеличиваются и его прочностные характеристики на растяжение, сжатие и изгиб. Однако, при этом усиливается хрупкость (снижается ударная вязкость). При понижении температуры ПВХ с 23 до 0 °С ударная вязкость падает вдвое. Оконные компании приостанавливают монтажи окон из ПВХ зимой при температуре воздуха меньше - 10 - 15 °С, когда риск хрупкого разрушения ПВХ значительно увеличен.

Известно, что длина двухметрового оконного профиля ПВХ при изменении температуры от -40 °С до +20 °С изменяется на один сантиметр. При смене времен года эксплуатационные свойства пластикового окна определяет коэффициент температурного расширения. Красивое окно начинает продуваться при морозах и заклинивать при жаре. Зимой наружная стенка профиля укорачивается, летом удлиняется, сторона профиля находящаяся в помещении не изменяет своих размеров. Поэтому профиль изгибается тем больше, чем больше разница температур между помещением и улицей. Рама коробится меньше, её держат крепеж окна к стене по всему периметру, а створка окна держится только петлями и запорами, т.е. имеет большую степень свободы, поэтому, при невыполнении технологических требований, возникают щели между рамой и створкой.

Известны случаи, когда в очень сильные морозы открыв створку на минутку, ее невозможно было закрыть из-за прогиба профиля внутрь. А в очень сильную жару импост на окне, из-за увеличения длины, может выгнуть в сторону открытой створки, что также сильно затруднить закрытие окна. Конечно, такие случаи очень редки и имеют место при экстремальных температурах. В Якутске самые практичные окна - это 2 глухие створки с маленькой форточкой 500х500 мм.
Прогиб оконного профиля ПВХ прямо пропорционален длине в квадрате, разнице температур лицевых стенок и обратно пропорционален толщине профиля (монтажной глубине). Для минимизации указанной проблемы ПВХ используется стальное армирование. Интересно, что стеклопакет тоже частично берет на себя роль армирования, например, низ типичной балконной двери, где стоит сэндвич, коробится сильнее, чем верхняя часть двери, где установлен стеклопакет. Это знает любой инженер по рекламациям, всю зиму бегающий по замерзшим заказчикам.
Данные для ПВХ-профиля с установленной стальной армировкой:

Из таблицы видно, что для рассмотренных сочетаний профилей армирование способно уменьшить прогиб в 3-4 раза. Важно не только наличие армировки, но и то, как она закреплена. Для максимальной передачи усилий с профиля на металл армирования, крепежные шурупы должны стоять как заклепки на крыле самолета - зигзагом.
Однако существует «принцип разумной достаточности». В различных профильных системах требования к правилам армирования незначительно могут различаются. Крайний крепеж ставится на 40-70 мм от края армировки и далее — с шагом от 250 до 400 мм. Меньшие значения используют для окрашенных оконных профилей. Если отступить от края больше, то свободный конец армировки практически не будет работать.

Обычно армировка располагается в ПВХ-профиле с некоторым зазором в 1-1,5 мм для компенсации допустимых отклонений геометрии самой армировки и внутренних стенок профиля. Если армирование прихвачено всего двумя шурупами, то дуга оконного профиля свободно изгибается, проворачиваясь на шурупах, как на шарнирах, не передавая усилий на армировку, пока не упрется во внутреннюю стенку.
Тонкие внутренние стенки — не самая надежная опора, да и 1 мм свободного люфта армирования достаточно для появления продувания через уплотнения. Крепление армировки по трем точкам устраняет проблему, даже если между крайними крепежами около 200 мм, даже если ГОСТ такого не требует.
Принципиально важно: армировка должна крепиться не менее чем в 3 точках даже на самых коротких участках.
Кроме термических деформаций, на систему «рама — створка» воздействует упругое сопротивление уплотнения. Оно создает дополнительную нагрузку, также действующую на выгиб профиля.
Притворные уплотнения обычно рассчитаны на вполне конкретный зазор между рамой и створкой. При расчетном зазоре усилие прижатия находится в нормальных пределах для обеспечения легкой работы фурнитуры и обеспечивает достаточную плотность притвора. При попытке уменьшить этот зазор сила противодействия сжатого уплотнения резко возрастает. И хотя напротив запорных элементов зазор уменьшается (лист бумаги невозможно вытянуть из под створки), повышенная нагрузка приводит к нерасчетному прогибу профиля, и в середине отрезка между запорными цапфами зазор, наоборот, увеличивается.
Как же велико бывает удивление инженеров по рекламациям, отчаявшихся безуспешно крутить прижимы на «зиму», и случайно отпустив их на «лето», обнаружить, что проблема сама собой устранилась. Для успешного функционирования уплотнения пластикового окна прижим не должен быть сильнее — он должен быть правильный!
До сих пор мы рассматривали термический прогиб незакрепленного профиля, но в реальном окне створка имеет несколько точек крепления через фурнитурные зацепы и петли к раме, которая, в свою очередь, также выгибается внутрь и имеет собственные точки крепления к проему, который уже можно считать неподвижным.
Реальная форма искривления будет иметь волнообразную форму, и размер зазора между рамой и створкой зависит от картины наложения этих изгибов.
Наилучшее совпадение изгибов, а значит, постоянство величины зазора на уплотнение, достигается, когда точки крепления рамы в проеме близки к точкам расположения фурнитурных запоров.

Если рама жестко зажата штукатурными откосами, рама остается практически прямой, что ухудшает прилегание створки. Отсюда же вытекает объяснение, почему при обустройстве пластиковых или гипсокартонных откосов необходимо обеспечить подвижность стыка к раме через приемный F-профиль, и отчего частенько трескаются штукатурные откосы.
Некоторые оконные производители считают панацеей от всех проблем использование «замкнутого армирования».
Во-первых, «замкнутым» можно считать только армирование без разрыва, то есть сварную или горячетянутую трубу любого сечения, но никак не «гнутый профиль прямоугольного сечения». Профиль с разрывом, даже если он «почти» замкнут, не имеет никаких реальных преимуществ перед Г- или П-образными профилями. Поэтому реклама некоторых оконных производителей о преимуществах квадратного незамкнутого армирования, да еще установленного в раме окна, недобросовестна.
Для тонкостенных профилей существенное и бесспорное отличие проявляется только в жесткости на кручение — порядка в 50-200 раз выше, чем для профилей того же сечения, но с разрывом.

Также известно, что изгиб разомкнутого профиля сопровождается кручением, которое вызвано тем, что центр жесткости не лежит в плоскости приложения силы (точки крепления крепежными шурупами), из-за чего возникает кручение.
Однако сам оконный профиль, имеющий замкнутый контур, обладает вполне достаточной приведенной жесткостью на это самое кручение. Кроме того, рама окна, где возможно применение замкнутых армирующих профилей, не испытывает серьезных нагрузок на кручение, а в обычных створках (кроме дверных) нет места для замкнутой армировки.
Расчет показывает, что при равной металлоемкости и внешних габаритах преимущество имеет профиль № 3. Не замкнутый и даже непохожий на замкнутый.
Вывод: ПВХ - оптимальный материал для окон на сегодняшний день, но имеет недостатки, для исправления которых надо строго соблюдать технологию производства окон , технологию монтажа, особенно правила закрепления окон в проеме и рекомендации производителей фурнитуры.
заметил станное поведение с окнами, раньше такого не было - уже 3 окна.
щель сверху или снизу на стыке горизонтального профиля с вертикальным
импостом, щель сквозная, со стороны улицы так же есть. проблема есть как в глухих, так и в окнах со створками.
что делать? в чем может быть причина?
судя по всему лопнули уши соединителя импоста, такая проблема решалась Славой пару лет назад. окна уже не на гарантии?
Вообщем, ждет Вас разборка окон в домашних условиях. Вот такие косячные комплектующие у Саламандра :)
@Bunia, это происходит с соединителями, которые продает Ралинтерстрой. у меня такая фигня была года 4 назад с их оригинальными комплектующими
хорошо, а что давит то на окна? усадка дома пошла? окна ставились на анкера, возможно из за этого?
окна ставились 3 года назад, жду звонка спецов с фирмы где заказывал, обещали разобраться.
@Bunia, но видите ли какая странность такая история происходит только со стримлайном, да и дешевые соединители у них появились вроде года 2 назад
@Uram, они были у них всегда.
ЗЫ: кроме соединителя, нужно строго соблюдать технологию крепления импоста. плюс штапики правильно зарезать.
@Bunia, вот есть хороший профиль WDS, там штапик в +6мм заходил и ничего не расходилось, а соединители импоста тоже украинские :)
@Bunia, вот есть хороший профиль WDS, там штапик в +6мм заходил и ничего не расходилось, а соединители импоста тоже украинские :)
Все правильно. Для украинского профиля используются оригинальные украинские соединители. Те же рекомендации для Стримлайн - оригинальные немецкие комплектующие.
господи, там 2 глухаря, вынуть пакеты, да заколхозить уголки любые оцинкованные. Пол часа работы самостоятельно.
@Юра Добриденев, в стримлайне импост крепится не центральным болтом, а саморезами со стороны пакетов, поэтому можно открутить импост, поставить новые соединители и не надо колхозить
еще разочек, что сделать надо?
мне сказали замазать клеем или герметиком, и что это очень нормальное поведение))
так для инфы, компания Баумакс называется)
надо снять один пакет, и посмотреть на металлическую планку внизу импоста, если на ней трещина, герметик не поможет
@Юра Добриденев, в стримлайне импост крепится не центральным болтом, а саморезами со стороны пакетов, поэтому можно открутить импост, поставить новые соединители и не надо колхозить
да я понял что не болтом, по этому и говорю что даже самостоятельно можно, если новые соеденители нормальные "родные" найти нельзя, не зтавить же опять такое же говно, какк было, лучше уж уголки заколхозить.
еще разочек, что сделать надо?
мне сказали замазать клеем или герметиком, и что это очень нормальное поведение))
так для инфы, компания Баумакс называется)
Пошлите их на букву х..й, ни одно окно из установленных так не растащило. У нас в городе есть фирма беккер, они импоста варят, так их частенько выдергивает. Там делов не умеючи на час максимум, умеючи минут на 15. Только уголки нужно немного выше низа вначале прикрутить к импосту, а потом притянуть вниз. Можно изначально туда герметика задавить, мало ли не затянет плотно, лишнее выдавится.
@Юра Добриденев, соеденитель импоста имеет высота 4-5 мм добавьте сюда уголок и упретесь металлом в пакет. снять импост не сложно.
@Юра Добриденев, соеденитель импоста имеет высота 4-5 мм добавьте сюда уголок и упретесь металлом в пакет. снять импост не сложно.
Так выкинуть соеденитель или обрезать заподлицо с импостом, чтобы по бокам не торчал, не ? Я просто не работал с окнами у которых не болтом импост стягивается, только примерно представляю, а в сети искать лениво.
@Юра Добриденев, так что бы выкинуть соединитель или его обрезать надо импост снять, не? так тогда уже новые соединители импоста проще поставить :)
Может и проще, только я писал о том, что такие же говёные опять ставить смысла не вижу, нужно или нормальные искать или колхозить, чтобы забыть потом раз и на всегда. На болтовой стяжке, никогда проблем не было, очень надежное соединение, зачем придумали этот ненадежный порожняк, не понимаю, горе от ума.
@Uram, не надо гнать. Аж тошно читать.
"У всех говно, а у меня сама класна." Тьфу!
У меня Саламандер, стянуто винтами, нет никаких таких вот "соединителей". Шесть лет все стоит и никаких нареканий, даже со штульповыми створками 0,85х2 м нет проблем абсолютно.
voffka, давайте будем объективными
1) вопрос с расхождением импоста возникает сугубо со стримлайном
2) у меня есть сертификат на производство окон со стримлайна
3) в рабочих чертежах по стримлайну нет крепления винтами а только саморезами. просто вам окна делала хорошая фирма, которая закупила "не оригинальные" соединители импоста с отверстиями под винт или толстый шуруп ( 6 лет назад такие например продавал Викор комплект)
4) в отличии от Вас я лично собирал окна из стримлайна, в отличие от вас я лично сталкивался с такой проблемой именно на оригинальных соединителях от ралинтерстроя.
5) самым грамотным профилем с технической точки зрения, на мой взгляд, являлся дешевый WDS 404, и я очень сожалею, что его перестали продавать в Минске. Сейчас только бывший европласт завозит его чисто под себя
Вообще, скажу так, что нормальность профиля не выражается его ценой, а выражается его характеристиками во время эксплуатации. Если профиль технически грамотно продуман, то в процессе сборки и монтажа возникает меньше проблем связанных с человеческим фактором, и как следствие безгеморной эксплуатацией. Точно также возьмем и с фурнитурой. Мы работаем и с Рото и с Мако, но сборщикам и монтажникам больше нравится Мако. Скажу почему, т.к. Мако больше продумана с точки зрения ошибок человеческого фактора и имеет больший диапазон регулировок. Как следствие, это выражается в меньшем количестве рекламаций, а соответственно, и в процессе эксплуатации. и не надо пинять на криворукость, весь прогресс идет на минимизацию человеческого фактора.
Ну, на счёт мако могу и я высказаться. У мако лично по моей работе было, как раз, больше косяков, хотя мне в подробности не было смысла вдаваться, может мако разное бывает и есть неплохой вариант. По рото всегда было стабильно.
@Юра Добриденев, соеденитель импоста имеет высота 4-5 мм добавьте сюда уголок и упретесь металлом в пакет. снять импост не сложно.
Можете мои окна приехать починить?
@Юра Добриденев, мако идет как с Австрии, так и некоторые фирмы под себя привозят с России. Возможно связано с этим. Я спрашивал у своих сотрудников, какая фурнитура им нравится больше. Поэтому это мнение отдельно взятых сотрудников отдельно взятой шарашкиной конторы :)
Ну, на счёт мако могу и я высказаться. У мако лично по моей работе было, как раз, больше косяков, хотя мне в подробности не было смысла вдаваться, может мако разное бывает и есть неплохой вариант. По рото всегда было стабильно.
согласен. РОТО - это сила! Да и любителей всевозможных удешевлений, работающих с РОТО, намного меньше.
Было у меня такое ;) Фотки где то в теме есть. Трещины пластин видны ничего не снимая, достаточно открыть окно.
На одном окне сделал самопальную пластинку, потом купил оригинальные и заменил на остальных. Покупал совсем у других людей и по их словам одно время были дешёвые пластины, которые лопались. Стояли реально голимый салюминий, который лопался по отверстиям для саморезов. Новые были в два раза тяжелее. По цене копейки и не понимаю смысла было экономить на этом.
Импост откручивается довольно легко, по четыре самореза сверху и снизу. А вот вытягивать надо повозиться. В профиле рамы просверлено центровочное отверстие, а на пластине штырь, да и у самого профиля бортики. Тк подоконники у меня не стояли, то вырезал пену снизу, убрал центральную подпорку и жиманул на раму, импост и вылез.
Кстати фурнитура у меня стоит рото ;) а это пластины монтажные
Можете мои окна приехать починить?
@gulliver, в лс
Сообщите потом, пожалуйста, в какой размер были отрезаны штапики.
@Алексей_МЗ, ну сегодня вроде поедет туда человек, да скорее всего что штапики длиннее, но. в других же системах они не лопают от длинных штапиков :)
@Bunia, когда у меня случилась такая херня, я даже не слышал, что есть не оригинальные соединители. На ралинтерстрой уходила конкретная заявка с артикулом, который бьет программа. Что отгружали они, я не в курсе. но они были дорогие. о том, что у них появились более дешевые соединители, я узнал только в 14 году
@Uram, оригинальные немецкие соединители Стримлайн не лопаются!
вы о тех, которые продаёт ралинтерстрой?
ну прям-таки и не лопаются, ещё скажите, что "усы" совсем не гнутся!
а знаете, ЧТО там говорят тем людям, у которых возникают вопросы к данным соединителям? что во всём виноваты шурупы, которые должны быть с более мелким шагом резьбы ( но "нужных" шурупов у них нет), армирование, которое должно быть толщиной 2мм, хотя по факту у них 1,86 и тот не всегда в наличии. реальные 2,0 мм, когда искали, нам найти так и не удалось. Т.е.
П.С. Без центрального шурупа оригин.соед-ль импоста получается совсем жидким. Его начинают зажимать по максимуму . ну и последствия не заставляют себя долго ждать
Имеется щель между импостом и рамой,окно на кухне. При сильном ветре чувствуется, что дует. Раньше думали, что холодок от окна, но сейчас при низкой температуре, ясно что далеко не холодок. Окно на гарантии. Подскажите, что можно сделать и что требовать от установщиков? Как правильно устранить дефект?
Т.к. тема является архивной.
Пригласить оконную фирму, должны пройти специальным герметиком по всему периметру. Попросите проверить импост как он закреплен. Данный эффект не катастрофичен, очень часто возникает когда забиваю штапики при монтаже стекло-пакета.
Т.к. тема является архивной.
Подскажите, а на долго хватит если замазать или этот дефект так и будет проявляться периодически? Можно как то притянуть его к раме без демонтажа окна?
Т.к. тема является архивной.
Ну здесь трудно сказать. если импорт закреплен нормально и имеет армировку. достаточно одного раза, если не висеть на нем когда моешь окна и не хлопаешь створкой.
Т.к. тема является архивной.
Если заделать всё наглухо то будет другой минус-
отсутствйе кислорода . Не расстраивайтесь особо
можно оставить как микропроветривание .
Т.к. тема является архивной.
Т.к. тема является архивной.
Из практики приведу пример . В одной детской набитой мебелью из
лдсп стоит постоянно запах как в мебельном цеху 2 девочки сидят
на противоаллергических препаратах жертвуя своим здоровьем и
подьедая семейный бюджет , но зато к окнам претензий нет .
Т.к. тема является архивной.
Не спорю, аллергических составляющих предостаточно в наше "эко" время, но по мне лучше проветривать в отсутствие детей, чем постоянный сифон. Наконец же, можно поставить приточные клапана.
Т.к. тема является архивной.
Эта щелочка как раз и играет роль клапанов .
По принципу дёшево и сердито и не было
счастья . Вот например от деревянных окон
современной конструкции так несёт сквозняками .
А свиду всё нормально и трудно разобраться откуда
дует . И жаловаться в голову не придёт .
Т.к. тема является архивной.
Система клапана предусматривает как открытое состояние, так и закрытое, а щели в окнах тем более в пластиковых стеклопакетах, не знаю как назвать, строительный моветон, не меньше. Про деревянные ничего не скажу, но такого не может быть, значит что-то не по технологии сделали.
Т.к. тема является архивной.
Я к тому что через эту маленькую щель может освежаться
помещение и без доптрат на клапан . Почему покупная
щель это благо , а невзначайно бесплатная брак ?
Т.к. тема является архивной.
Просто у них разное предназначение и разговор про лишние доптраты неуместен априори, объясняйте это заказчикам, какое превосходство в оконных щелях, думаю многие адекватно отреагируют, на это ваше нано предложение. С меня все, достаточно ап.
Т.к. тема является архивной.
Когда я советую что то подобное то обращаюсь не столько к автору темы сколько к тем кто попал или может
попасть в подобную ситуацию из тех у кого нет лишних
средств на установку платной щели с наворотами . Такой совет может помочь им мотивироваться на отказ от наседания на мастеров по пустякам . Эта щель которая
побеспокоила автора вопроса есть во многих подобных
конструкциях и является небольшой погрешностью
(побочкой) метода сборки конструкции не стоящей такого
пристального внимания и играющей на руку заказчику .
А люди с достатком , по умолчанию знают , как накого
надавить по гарантии и что купить в апгрейд и без нас тут таких "мистеров очевидностей" .
Требования к оконным блокам из поливинилхлоридных профилей установлены в ГОСТ 30674-99 Блоки оконные из поливинилхлоридных профилей. Технические условия.
Выделим основные требования данного нормативного документов, которые касаются требований к качеству и размерам оконного блока из ПВХ профилей (поливинилхлоридных профилей), а также предельным отклонениям и которые можно проверить самостоятельно при приемке.
Согласно п.5.1.6 изделия (или материалы для их изготовления и комплектующие детали) должны иметь документы о санитарной безопасности, предусмотренные действующим законодательством и оформленные в установленном порядке.
Требование к размерам и предельным отклонениям
Данные требования приведены в разделе 5.2 ГОСТ 30674-99. Выделим наиболее важные пункты:
5.2.2 Предельные отклонения номинальных габаритных размеров изделий не должны превышать +2,0 мм и -1,0 мм.
5.2.3 Предельные отклонения от номинальных размеров элементов изделий, зазоров в притворах и под наплавом, размеров расположения оконных приборов и петель не должны превышать значений, установленных в таблице 1.
Предельные отклонения номинальных размеров, мм
внутренний размер коробок
наружный размер створок
зазор в притворе (фальцлюфт)
зазор под наплавом
размеры расположения приборов и петель
От 1000 до 2000
Примечания
1 Значения предельных отклонений установлены для температурного интервала проведения измерения — 16-24 °С.
2 Значения предельных отклонений размеров зазоров в притворах и под наплавом приведены для закрытых створок с установленными уплотняющими прокладками.
Разность длин диагоналей прямоугольных рамочных элементов не должна превышать 2,0 мм при наибольшей длине стороны створки до 1400 мм и 3,0 мм — более 1400 мм.
5.2.4 Перепад лицевых поверхностей (провес) в сварных угловых и Т-образных соединениях смежных профилей коробок и створок, установка которых предусмотрена в одной плоскости, не должен превышать 0,7 мм, при механическом соединении импостов с профилями коробок, а также между собой — не более 1,0 мм.
5.2.5 В случае, если обработка сварного шва предусматривает выборку канавки, размер канавки на лицевых поверхностях не должен превышать 5 мм по ширине, глубина канавки должна быть в пределах 0,5-1,0 мм, а величина среза наружного угла сварного шва не должна превышать 3 мм по сварному шву.
5.2.6 Провисание открывающихся элементов (створок, полотен, форточек) в собранном изделии не должно превышать 1,5 мм на 1 м ширины.
5.2.7 Отклонение номинального размера расстояния между наплавами смежных закрытых створок не должно превышать 1,0 мм на 1 м длины притвора.
5.2.8 Отклонения от прямолинейности кромок деталей рамочных элементов не должны превышать 1 мм на 1 м длины на любом участке.
5.5.3 Изогнутые профили не должны иметь отклонений от формы (коробление, волнистость), превышающих по ширине и высоте профиля (±1,5) мм. Рекомендуемый минимальный радиус гибки для белых ПВХ профилей следует принимать равным пятикратной ширине профиля, для других профилей — 5,5 ширины профиля.
Требования к внешнему виду
Данные требования приведены в разделе 5.3 ГОСТ 30674-99.
5.3.5 Внешний вид изделий: цвет, глянец, допустимые дефекты поверхности ПВХ профилей (риски, царапины, усадочные раковины и др.) должен соответствовать образцам-эталонам, утвержденным руководителем предприятия — изготовителя изделий.
Сварные швы не должны иметь поджогов, непроваренных участков, трещин. Изменение цвета ПВХ профилей в местах сварных швов после их зачистки не допускается.
5.3.6 Лицевые поверхности профилей створок и коробок изделий (кроме изогнутых) должны быть защищены самоклеющейся пленкой.
Требования к остеклению (установке стеклопакета в раму)
5.6.3 Стеклопакеты (стекла) устанавливают в фальц створки или коробки на подкладках, исключающих касание кромок стеклопакета (стекла) внутренних поверхностей фальцев ПВХ профилей.
В зависимости от функционального назначения подкладки подразделяют на базовые, опорные и дистанционные.
Для обеспечения оптимальных условий переноса веса стеклопакета на конструкцию изделия применяют опорные подкладки, а для обеспечения номинальных размеров зазора между кромкой стеклопакета и фальцем створки — дистанционные подкладки.
Базовые подкладки применяют для выравнивания скосов фальца и устанавливают под опорными и дистанционными подкладками. Ширина базовых подкладок должна быть равна ширине фальца, а длина — не менее длины опорных и дистанционных подкладок.
Опорные и дистанционные подкладки могут совмещать функции базовых.
Длина опорных и дистанционных подкладок должна быть от 80 до 100 мм, ширина подкладок — не менее чем на 2 мм больше толщины стеклопакета.
5.6.4 Подкладки изготавливают из жестких атмосферостойких полимерных материалов. Рекомендуемое значение твердости опорных подкладок — 75-90 ед. по Шору А.
5.6.5 Способы установки и (или) конструкции подкладок должны исключать возможность их смещения во время транспортировки и эксплуатации изделий.
5.6.6 Конструкция подкладок не должна препятствовать циркуляции воздуха над внутренней поверхностью фальца остекления.
5.6.7 При совпадении места установки подкладки с головкой крепежного шурупа не допускается перекос подкладки.
5.6.8 На любой стороне стеклопакета рекомендуется устанавливать не более двух опорных подкладок.
5.6.9 Расстояние от подкладок до углов стеклопакетов должно быть, как правило, 50-80 мм. При ширине стеклопакета более 1,5 м рекомендуется увеличивать это расстояние до 150 мм.
5.6.10 Основные схемы расположения опорных и дистанционных подкладок при монтаже стеклопакетов в зависимости от вида открывания оконных блоков приведены на рисунке 5. В балконных дверных блоках и в изделиях с усиленными запирающими приборами рекомендуется установка дополнительных подкладок в местах запирания.

Рисунок 5 — Схемы расположения опорных и дистанционных подкладок при монтаже стеклопакетов в зависимости от вида открывания оконных блоков. Виды открывания оконных блоков: а — неоткрывающееся; б — поворотно-откидное; в — поворотное (распашное); г — откидное; д — подвесное; е — установка подкладок в фигурных оконных блоках.

5.6.14 Установку стеклопакетов (стекол), а также уплотнение притворов створок производят при помощи эластичных полимерных уплотняющих прокладок. Допускается для крепления стеклопакетов с внутренней стороны применение штапиков с коэструдированным уплотнением.
5.6.15 Уплотняющие прокладки должны быть стойкими к климатическим и атмосферным воздействиям.
5.6.16 Прилегание уплотняющих прокладок должно быть плотным, препятствующим проникновению воды.
5.6.17 Уплотняющие прокладки должны устанавливаться непрерывно по всему периметру притвора створок и стеклопакета. При кольцевой установке стык прокладок должен находиться в верхней части изделия. При установке прокладок со стыками в углах под 45° стыки прокладок следует сваривать или склеивать (кроме прокладок, устанавливаемых в штапиках). Угловые перегибы и сварные стыки уплотняющих прокладок для стеклопакетов не должны иметь выступов (выпираний), вызывающих сосредоточенные нагрузки на стеклопакеты.
Допускается нарушение непрерывности установки прокладок в створчатом притворе в конструкциях, предусматривающих самовентиляцию изделий, а также в других случаях, предусмотренных конструктивными решениями и установленных в конструкторской документации.
Требования к оконным приборам (оконной фурнитуре)
5.8.2 Тип, число, расположение и способ крепления запирающих приборов и петель устанавливают в рабочей документации, исходя из размера и веса открывающихся элементов изделия, а также условий эксплуатации оконных блоков. При этом расстояние между петлями и точками запирания, как правило, не должно превышать 800 мм.
5.8.3 Крепление петель рекомендуется производить самонарезающими шурупами не менее чем через две стенки ПВХ профиля суммарной толщиной не менее 4,5 мм или через одну стенку профиля и усилительный вкладыш. При необходимости сверления отверстий под шурупы их диаметр должен быть равен диаметру центрального стержня шурупа.
При массе открывающихся элементов более 60 кг, а также в балконных дверных блоках и усиленных изделиях крепление петель рекомендуется производить в усилительные вкладыши.
5.8.5 Запирающие приборы должны обеспечивать надежное запирание открывающихся элементов изделий. Открывание и закрывание должно происходить легко, плавно, без заеданий. Ручки и засовы приборов не должны самопроизвольно перемещаться из положения «открыто» или «закрыто».
5.8.6 Конструкции запирающих приборов и петель должны обеспечивать плотный и равномерный обжим прокладок по всему контуру уплотнения в притворах.
Требования к конструкции оконного блока
5.9.2 Импостные детали крепятся к смежным ПВХ профилям коробки (створки) при помощи стальных или пластмассовых крепежных элементов, шурупов или винтов.
Допускается применять сварные Т-образные и крестообразные соединения импостов. При этом прочность соединений должна быть не ниже прочности, установленной для угловых соединений.
5.9.3 Угловые и Т-образные соединения профилей должны быть герметичными. Допускается уплотнение механических соединений ПВХ профилей атмосферостойкими эластичными прокладками. Зазоры до 0,5 мм допускается заделывать специальными герметиками, не ухудшающими внешний вид изделий и обеспечивающими защиту соединений от проникновения влаги.
5.9.4 Конструкции изделий должны включать в себя систему отверстий: для осушения полости между кромками стеклопакета и фальцами профилей; отвода воды; компенсации ветрового давления; снижения нагрева цветных профилей.
5.9.5 Каждое поле остекления должно иметь отверстия для осушения полости между кромками стеклопакета и фальцами профилей. Отверстия должны находиться в наиболее глубоких частях фальцев и не иметь заусенцев, препятствующих отводу воды. При системах со средним уплотнением отверстия должны находиться перед средним уплотнением с наружной стороны.
В нижнем профиле створки должно быть предусмотрено не менее двух отверстий с максимальным расстоянием между ними 600 мм, в верхнем профиле при его длине до 1 м — два отверстия, более 1 м — три. Рекомендуемые размеры отверстий — диаметром не менее 8 мм или размером не менее 5х10 мм.
Расположение отверстий не должно совпадать с местами установки подкладок под стеклопакеты. В стенках профиля отверстия должны быть смещены относительно друг друга не менее чем на 50 мм.
5.9.6 Нижние профили коробок и горизонтальные импосты должны иметь не менее двух водосливных отверстий размером не менее (5×20) мм, расстояние между которыми должно быть не более 600 мм.
Водосливные отверстия должны быть смещены в стенках профиля не менее чем на 50 мм. Отверстия не должны иметь заусенцев, препятствующих отводу воды.
При системах со средним уплотнением прорези должны находиться перед средним уплотнением с наружной стороны.
На лицевой поверхности коробки отверстия должны быть защищены декоративными козырьками.
5.9.11 Глубина защемления стеклопакета (стекла) в фальцах профилей, а также глубина защемления штапиками не должна быть менее 14 мм.
Требования к элементам усиления профилей ПВХ
Данные требования приведены в разделе 5.7 и их сложно проверить при самостоятельном осмотре готового оконного блока, так как доступ к стальным усилителям закрыт ПВХ профилем по всему контуру окна.
5.7.1 Главные ПВХ профили изделий усиливают стальными вкладышами с антикоррозионным покрытием.
5.7.2 Форму, толщину стенок и моменты инерции усилительных вкладышей, а также максимально допустимые размеры створок при использовании конкретных типов вкладышей устанавливают в технической документации на изготовление изделий.
5.7.4 При использовании профилей белого цвета усилительные вкладыши допускается не устанавливать (кроме импостов) в детали изделий, длина которых менее 700 мм.
При использовании цветных профилей, а также в деталях оконных блоков морозостойкого исполнения и в специальных случаях, когда это требуется согласно документации фирм — изготовителей ПВХ профилей, установка усилительных вкладышей является обязательной во всех деталях изделий.
5.7.5 Толщина стенок усилительных вкладышей должна быть не менее 1,2 мм, для усиления цветных и морозостойких профилей рекомендуется использовать усилительные вкладыши с толщиной стенок не менее 1,5 мм.
5.7.6 Расстояние от вкладыша до угла (торца) усиливаемой детали профилей должно быть в пределах 10-30 мм. В конструкциях изделий с массой стеклопакетов более 60 кг, а также в усиленных изделиях рекомендуется применять вкладыши, приторцованные под углом 45 о . Длина усилительных вкладышей импостов при их механическом креплении к вкладышам коробки определяется конструкцией соединения.
5.7.7 Не допускается стыковка или разрыв усилительных вкладышей по длине в пределах одного ПВХ профиля.
5.7.8 Каждый усилительный вкладыш крепится к нелицевой стороне ПВХ профиля не менее чем двумя самонарезающими винтами (шурупами) по нормативной документации. Расстояние от внутреннего угла (сварного шва) до ближайшего места установки самонарезающего винта не должно превышать 80 мм.
Шаг крепления должен быть не более: 400 мм — для профилей белого цвета, 300 мм — для профилей других видов, а также для профилей морозостойкого исполнения.
5.7.9 Стальные усилительные вкладыши должны быть защищены цинковым покрытием толщиной не менее 9 мкм по ГОСТ 9.303.
Компания
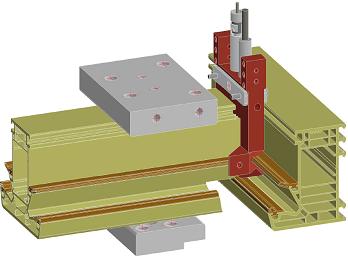
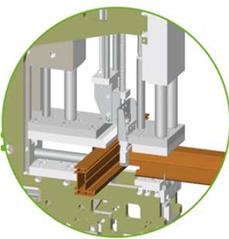
URBAN (Урбан), немецкий поставщик оборудования для производства пластиковых окон, в начале 2014 года представила новый 6-головочный сварочный станок для вваривания импоста с центральным уплотнителем в раму, открывающего новые горизонты качества и повышающего уровень производительности готовых изделий из ПВХ, сообщает портал ОКНА МЕДИА.
Повышение интереса к пластиковым окнам с тройным контуром уплотнения вынуждает производителей использовать всё лучшие методы производства окон с повышенной статической жесткостью и устойчивостью к воздействию воды, ветра и других атмосферных факторов.
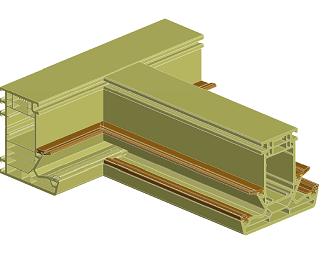
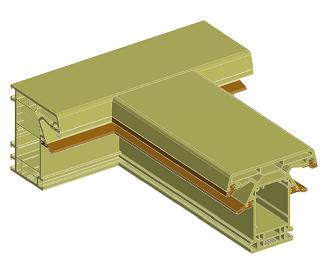
Окна со сварным импостом и дополнительным центральным уплотнением могут повысить конкурентоспособность производителя на рынке, предоставляя инновационные продукты, в которых вместо резьбовых импостов будут фрезерованные на торцах импосты, приваренные затем к раме в подходящем месте таким образом, что они образуют единое целое. Этот метод заключается в расплавлении импоста с дополнительным центральным уплотнителем в пределах ± 3 мм с обеих сторон без необходимости вырезать фрагмент рамы и импоста. Затем термическим методом присоединить его к раме таким образом, чтобы в дальнейшем процессе производства не было необходимости очистить заусенцы, образующиеся в результате затвердения расплавленного ПВХ.

Преимущества стыковой сварки рамы и импоста с центральным уплотнителем:
- Повышение продуктивности на 7-10%
- Увеличение жесткости пластиковых окон посредством прочного крепления рамы к импосту, и, таким образом, уменьшение проблем при транспортировке и установке
- Защита от проникновения воды, ветра и других атмосферных факторов
- Увеличение эстетического вида оконной рамы
- Устранение фактора человеческой ошибки при сверлении отверстий под импост
- Исключение из процесса производства для монтажа импоста, как минимум, двух сотрудников (при предполагаемой мощности 120 двустворчатых окон посменно)
- Отсутствие расходов на приобретение и хранение крепежа и саморезов
- Более высокое качество теплосбережения пластикового окна за счет использования дополнительного центрального уплотнения
- За счёт разделения внутренней камеры между створкой и рамой на две части с помощью уплотнителя образуется дополнительная камера, что усиливает защиту от ветра, воды и холода.
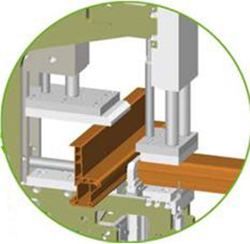
До сих пор большинство производителей привинчивает импосты к раме двустворчатых окон вручную с помощью системы специальных крепежных деталей из стали или пластика, а также саморезов и шаблонов. Поскольку в производстве этого типа пластиковых окон задействованы сотрудники, которые с использованием шаблонов сверлят отверстия для саморезов, ошибки из-за человеческого фактора случаются довольно часто. Благодаря термопластичному соединению импоста со средним уплотнением с рамой можно свести к нулю любые ошибки, потому что данные о стыке рамы и импоста посылаются в электронном виде из технологической программы непосредственно на аппарат, а сам процесс сварки и соединения контролируется электроникой на машине.

На сегодняшний день некоторые из оконных заводов практикуют вваривание импоста в раму, но их метод имеет ряд существенных недостатков. В этом способе необходимо перед сваркой вырезать пазы в импосте и раме, а затем произвести сварку этих двух элементов в месте выреза. Во время этого процесса расплавленный материал течет к наружной стороне профиля и на последующем этапе должен обязательно быть очищен специальным средством для сварочного наплава и набором соответствующих инструментов для этой цели. Весь процесс очень дорогостоящий, потому что требует участия специальных инструментов: пилы для резки пазов в раме и импосте, а также соответствующих зеркал на сварочной машине.
Также необходим специальный очиститель сварочного наплава с набором инструментов для очистки заусениц в пазу, а кроме того требуется дополнительное время для очистки очередных двух пазов в раме. Кроме того, эстетика пластикового окна оставляет желать лучшего.
Новый метод термопластичного соединения импоста с центральным уплотнением с рамой исключает так называемый, человеческий фактор, поскольку данные с производственной программы передаются на шестиголовочную сварочную машину электронным он-лайн путём. Также преимуществом является то, что этот метод не требует привлечения дополнительного дорогостоящего оборудования в виде специальных пил, фрезерных станков и уборщиков, а следовательно - более высокий уровень потребления электроэнергии.
Еще одно преимущество нового метода - нулевое время для вварки импоста в раму в процессе производства двустворчатого оконного блока, потому что соединение рамы и импоста происходит в то же самое время, что и сварка оставшихся четырех внешних углов рамы ПВХ. Это предполагает, конечно, значительное увеличение мощностей на выходе.
Если предположить, что общее среднее время для получения одного пластикового окна составляет около 240 минут, а время подготовки и монтажа импоста достигает около 20 минут, то в итоге производительность увеличивается примерно на 7-10 % за счёт метода термопластичного соединения импоста с использованием 6-головочного сварочного станка. Очевидно, что в последующем процессе производства с использованием этого метода не требуется участия дополнительных лиц для монтажа импоста в раме, что также ограничивает необходимость лишних затрат связанных с этим.
Еще одним важным аргументом также является финансовый вопрос. Благодаря вварке импоста в раму могут быть снижены производственные расходы, связанные с отсутствием необходимости приобретения двух соединительных уголков для одного импоста и как минимум шестнадцати саморезов.
Конечно, самым важным аргументом в пользу этого метода является новая, более совершенная, более инновационная технология, которая способна дать новый и более качественный продукт. Поскольку с помощью этого метода ПВХ окно характеризуется повышенной точностью, высокой жесткостью соединения и, прежде всего, повышенной герметичностью, что способствует длительному сохранению функциональности системы. Благодаря использованию дополнительного среднего контура уплотнения в раме и импосте пластиковое окно может получить более низкий коэффициент теплопередачи и квалифицироваться как энергоэффективное окно.
Уже само вваривание импоста приводит к прочному соединению с рамой, и, таким образом – улучшает изоляционные и термические свойства, ограничивая потребление энергии для обогрева помещений и потери тепла уже произведённого. Еще одним фактором, влияющим на увеличение энергоэффективности окна, является центральное уплотнение импоста, которое вкупе с центральным уплотнителем по периметру рамы и их правильному соединению в месте стыковки обеих уплотнителей, снижает коэффициент теплопередачи.
Прочное соединение рамы с импостом за счёт расплавленного ПВХ также обеспечивает защиту от неблагоприятных погодных условий: дождя и снега, и, таким образом – проникновения воды, влажности и ветра через негерметичные соединения рамы и импоста, как в случае традиционного метода соединения. С использованием механического соединения импоста и рамы наличие даже минимальных щелей может привести к проникновению влаги в результате неблагоприятных погодных условий.
Поскольку атмосферные факторы вызывают ухудшение эффективности функционирования уплотнителя на внешней стороне ПВХ окна, а значит - в целях защиты его от неблагоприятных погодных условий – логично перенести его с внешней стороны окна в середину. Для системы с центральным уплотнением важно, чтобы попадающая внутрь дождевая вода могла выйти через дренажные отверстия. Ветровая нагрузка вызывает прилегание уплотнителя к поверхности фальца и тем самым делает пластиковое окно более герметичным, чем сильнее увеличивается скорость ветра.
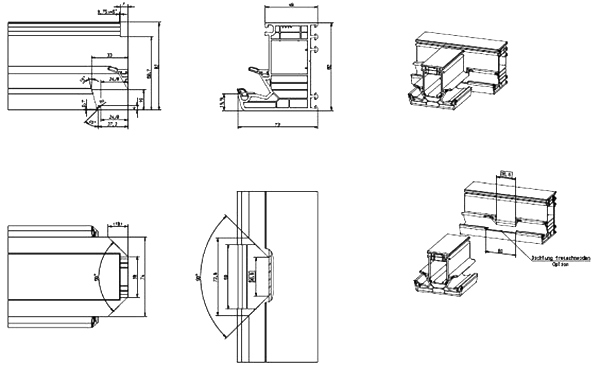
Приведенная ниже диаграмма показывает подробно технологию производства двустворчатого окна с вваркой неподвижного импоста в раму со средним уплотнением.
ОКНА МЕДИА рекомендует прочесть: Инновационный метод гибки ПВХ профиля для арочных окон
Читайте также: