
Ремонт люков и дверей полувагона
Обновлено: 03.05.2024
7.3.1 Двери полувагонов снимают. Запоры дверей с изломами или трещинами заменяют новыми.
Каркас створок дверей полувагонов, имеющий изгибы элементов более 10мм выправляют. Допускается устранять не более одной трещины в каждом из элементов обвязки двери: стойках, верхней и нижней обвязках.
7.3.2 Двери полувагонов ремонтируют правкой и сваркой. Листы обшивки торцовых дверей, имеющие пробоины или сквозные поражения коррозией, ремонтируют постановкой с внутренней стороны накладки толщиной не менее 4 мм с приваркой ее по периметру двусторонним сварным швом. Местные вмятины и выпуклости нарушающие геометрические размеры дверей ремонтируют правкой.
Местные плавные вмятины на обшивке двери глубиной не более 30мм допускается оставлять без исправления.
7.3.3 Лучевые трещины от пробоин вырезают, затем устанавливают накладки с обваркой по периметру с двух сторон.
7.3.4 Трещины длиной до 100мм на металлической обшивке створки двери разрешается устранять без постановки усиливающих накладок. Трещины длиной от 100 до 500мм заваривают с постановкой усиливающих накладок. На двери допускается приварка двух таких накладок, по одной на каждой створке.
7.3.5 Площадь накладки не должна превышать 0,5 м 2 . При больших повреждениях створки двери или лист обшивки заменяют полностью.
7.3.6 Сварные швы, соединяющие листы обшивки с каркасом дверей, имеющие, отрывы, подрезы или другие дефекты, восстанавливают. При отрыве сварных точек дефектное место ремонтируют электросваркой.
7.3.7 Крепление дверей и валиков должно соответствовать чертежам завода изготовителя. Валики должны иметь предохранительные скобы для предотвращения выпадения их при разгрузке полувагонов на вагоноопрокидывателе.
7.3.8 Допускается при отсутствии дверей на полувагоне, по согласованию с собственником вагона, заменять их торцевой стеной с двух сторон по проекту РП 555 ПКБ ЦВ «Заглушка торцевых дверей 4-х осных полувагонов» или по другим проектам, утвержденных железнодорожной администрацией и согласованных комиссией Совета полномочных специалистов вагонного хозяйства, а также при наличии одного из следующих дефектов:
-суммарное уширение боковых стен по угловым стойкам более 30мм от предельных чертежных размеров;
-неисправности двери, требующие замены ее на новую;
-излом обвязки дверей.
7.3.9 После установки двери на полувагон местные зазоры между нижней обвязкой двери и порогом вагона допускаются не более 5мм. При закрытом положении двери сплошной или клиновой зазор в местах прилегания угольника петель к угловым стойкам снаружи вагона должен быть не более 15мм.
Ремонт крышек люков грузовых полувагонов
7.2.1 При проведении капитального ремонта полувагонов все крышки люков снимают, осматривают и заменяют на новые или восстановленные до чертежных размеров.
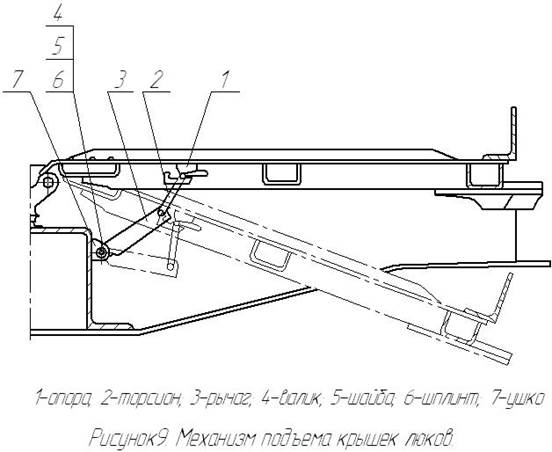
7.2.2 Торсионы осматривают, неисправности в них устраняют, с тре щинами, изломами заменяют новыми, трущиеся поверхности смазывают.
Механизмы для облегчения подъема крышек люков торсионно- рычажного типа согласно рисунка 9 разбирают, детали осматривают, поврежденные ремонтируют или заменяют новыми, отсутствующие восстанавливают. Суммарный износ в шарнирных соединениях рычагов не должен превышать 2 мм . При износах более 2 мм заменяют на новые.
7.2.3 При постановке на грузовой вагон торсион должен соответствовать чертежным размерам.
7.2.4 Место установки ушка опоры у хребтовой балки тщательно осмат ривают. При наличии трещин в сварном шве разделывают до основного ме талла и заваривают. При выработке металла хребтовой балки на месте установки петли разрешается приваривать по всему периметру вставку толщиной 10,5 мм из стали 09Г2 ГОСТ 19281 с Х-образной разделкой кромок и зачисткой сварного шва до уровня основного металла. Трещины петли на хребтовой балке для крышки люка не допускаются. При износе толщины петли более 1мм петля заменяется полностью. Все соединения торсионно-рычажного механизма смазывают смазкой УСсА ГОСТ 3333 или осевым маслом ГОСТ- 610.

7.2.5 При ремонте механизма закрывания крышек люков согласно рисунка 10, детали независимо от технического состояния снимают и тщательно проверяют. Изношенные детали запорного механизма восстанавливают наплавкой до чертежных размеров. Стопорение болтов с гайками запорных механизмов крышек люков производится заваркой дуговой сваркой катетом 3мм длиной сварного шва от 5 до 10мм. Способ сварки полуавтоматический или ручной. Скобы запорных механизмов, установленные на заклепках, при необходимости восстановления изношенных отверстий до чертежных размеров снимают с вагона. Местные зазоры между крышкой люка и плоскостью ее прилегания допускаются не более 4мм. Для устранения зазоров более 4мм, разрешается приварка не более одной планки на запорных угольниках крышек люков толщиной не более 12мм, шириной 50мм, длиной от 60 до 100мм и наложением бокового и торцового сварных швов. Допускается ремонт без демонтажа сваркой подрезы скобы запорного механизма длиной до 20мм, глубиной до 3мм с последующей механической зачисткой сварного шва до уровня основного металла.
Вновь изготовленные запорные секторы и закидки должны быть стальные, литые или цельноштампованные.
7.2.6 В закрытом положении запорного механизма с подпружиненными секторами черт. 132.01.45.006-1 и 132.01.45.007-1 (рисунок 10) на каждой крышке люка допускается суммарный зазор В между закидками 1 и кронштейнами 13 крышки люка до 6мм, при этом минимальная величина захода Г кронштейна на закидку должна быть не менее 40 мм при плотном прилегании закидок к секторам, пальцы секторов должны лежать на скобах 5 и 6. При зазоре В более указанного значения необходимо производить наплавку валика дуговой сваркой на опорной поверхности сектора длинной 30- 40 мм влево и вправо от точки Д сопряжения сектора с закидкой, шириной 12- 15 мм и высотой не более 5 мм с плавным переходом вначале и в конце сварного шва, с зачисткой неровностей или произвести замену изношенных секторов и закидок.
7.3 Ремонт дверей грузовых полувагонов
7.3.1 Двери полувагонов снимают. Запоры дверей с изломами или трещинами заменя ют новыми.
Каркас створок дверей полувагонов, имеющий изгибы элементов более 10мм выправляют. Допускается устранять не более одной трещины в каждом из элементов обвязки двери: стойках, верхней и нижней обвязках.
7.3.2 Двери полувагонов ремонтируют правкой и сваркой. Листы обшивки торцовых дверей, имеющие пробоины или сквозные поражения коррозией, ремонтируют постановкой с внутренней стороны накладки толщиной не менее 4 мм с приваркой ее по периметру двусторонним сварным швом. Местные вмятины и выпуклости нарушающие геометрические размеры дверей ремонтируют правкой.
Местные плавные вмятины на обшивке двери глубиной не более 30мм допускается оставлять без исправления.
7.3.3 Лучевые трещины от пробоин вырезают, затем устанавливают накладки с обваркой по периметру с двух сторон.
7.3.4 Трещины длиной до 100мм на металлической обшивке створки двери разрешается устранять без постановки усиливающих накладок. Трещины длиной от 100 до 500мм заваривают с постановкой усиливающих накладок. На двери допускается приварка двух таких накладок, по одной на каждой створке.
7.3.5 Площадь накладки не должна превышать 0,5 м 2 . При больших повреждениях створки двери или лист обшивки заменяют полностью.
7.3.6 Сварные швы, соединяющие листы обшивки с каркасом дверей, имеющие, отрывы, подрезы или другие дефекты, восстанавливают. При отрыве сварных точек дефектное место ремонтируют электросваркой.
7.3.7 Крепление дверей и валиков должно соответствовать чертежам завода изготовителя. Валики должны иметь предохранительные скобы для предотвращения выпадения их при разгрузке полувагонов на вагоноопрокидывателе.
7.3.8 Допускается при отсутствии дверей на полувагоне, по согласованию с собственником вагона, заменять их торцевой стеной с двух сторон по проекту РП 555 ПКБ ЦВ «Заглушка торцевых дверей 4-х осных полувагонов» или по другим проектам, утвержденных железнодорожной администрацией и согласованных комиссией Совета полномочных специалистов вагонного хозяйства, а также при наличии одного из следующих дефектов:
-суммарное уширение боковых стен по угловым стойкам более 30мм от предельных чертежных размеров;
-неисправности двери, требующие замены ее на новую;
-излом обвязки дверей.
7.3.9 После установки двери на полувагон местные зазоры между нижней обвязкой двери и порогом вагона допускаются не более 5мм. При закрытом положении двери сплошной или клиновой зазор в мес тах прилегания угольника петель к угловым стойкам снаружи вагона должен быть не более 15мм.
7.4 Ремонт торцевых стен грузовых полувагонов
7.4.1 Торцевую стену согласно рисунка 11 осматривают на наличие дефектов. Трещины в сварных швах разделывают и заваривают независимо от длины по ГОСТ 5264.
7.4.2 Разрешается заварка трещин, изломов верхних и нижних обвязок с последующим усилением односторонними накладками при условии, что количество поперечных трещин, изломов не более четырех, а продольных трещин – не более трех, длиной не более 200 мм каждая.
При длине трещин более 200 мм верхнюю и нижнюю обвязки ремонтируют варкой вставок. При этом на одной стороне вагона допускается не более пяти стыков, с расстоянием между ними не менее одного метра.
7.4.3 Трещины в верхней и нижней обвязках, поясах, стойках, швеллерах разделывают, заваривают, зачищают до основного металла. Трещины перекрывают накладкой и обваривают по периметру сплошным швом.
7.4.4 Пробоины в обшивке вырезают, острые кромки обрабатывают и ремонтируют сваркой с постановкой накладки с внутренней стороны, которая должна перекрывать пробоину не менее 50 мм , заварку производят с обоих сторон сплошным швом.
7.4.5 Прогиб верхней обвязки без усиления устраняют правкой. Допус кается оставлять без ремонта прогиб не более 10мм на 1м длины верхней обвязки. При одновременном изгибе верхней и нижней обвязок стены не более 10 мм на 1 м длины, металлическую обшивку по стойкам на высоту прогиба срезают, выправляют обвязки и устанавливают новую вставку металлической обшивы с последующей приваркой сплошным швом.
7.4.6 Нижнюю обвязку, имеющую коррозионные повреждения более 1/3 толщины элемента ремонтируют сваркой с последующим усилением мест односторонними накладками, перекрывающими места повреждения на 50мм на сторону.
Лучевые трещины вырезают и устанавливают накладку с внутренней стороны, перекрывающую дефектное место не менее 30мм и обваривают по периметру сплошным швом.

7.4.7 Коррозионные повреждения глубиной более 30% толщины листа и на площади более 30% площади листа ремонтируют путем вырезки дефектного места и постановкой вставки с приваркой ее к поясам и к верхней или нижней обвязке.
Заварку производить двухсторонним швом с катетом 5 мм .
Местные плавные вмятины глубиной не более 30мм на площади менее 30% листа обшивки допускается оставлять без исправления.
7.4.8 Полная замена обшивки торцевой стены производится:
-при наличии более двух трещин, суммарной длины более 1000мм;
- при наличии вмятин глубиной более 30 мм на площади более 30% листа;
- при коррозионных повреждениях глубиной более 1мм на площади более 30% листа;
- при наличии пробоин, суммарная площадь которых более 0,5м².
7.5 Ремонт пола грузовых полувагонов
7.5.1 Местные вмятины или прогибы металлического пола, глубиной более 30 мм на длине более 300 мм , устраняют правкой или приваркой накладки, толщиной не менее 5 мм .
7.5.2 Трещины в металлическом полу полувагонов заваривают с постановкой усиливающих накладок с внутренней стороны вагона и приваркой их по периметру. Допускается использовать одну накладку, площадь которой не должна превышать 0,3 м 2 . Трещины длиной до 100 мм ремонти руют сваркой без установки накладок.
7.5.3 Пробоины в металлическом полу устраняют постановкой накла док с внутренней стороны вагона и обваркой их по периметру. Допускается для нескольких пробоин использовать одну накладку, площадь которой не должна превышать 0,3 м 2 . Лучевые трещины перед постановкой накладки вырезают.
Коррозионные повреждения пола допускаются не более 50% толщины листа. При большем повреждении на площади не более 0,3 м 2 пол ремонтируют постановкой накладки с обваркой по периметру. При коррозионных повреждениях на площади более 0,3 м 2 ремонтируют путем вварки вставок или заменой секции пола, ограниченной поперечными балками, хребтовой балкой и нижней обвязкой боковой стены.
7.5.4 На полувагонах производится:
-заварка трещин длиной не более 0,5 м или заварка трещин сварных швов;
-приварка накладок при условии, что площадь каждой накладки не более 0,3м 2 , а расстояние между ними не менее 1м;
-вварка листов пола при полной или частичной замене:
-вварка вставок площадью не более 1 м 2 .
7.5.5 При ремонте на одной секции пола разрешается устанавливать не более двух накладок. Погнутую отбортовку лотка сливного люка у полувагонов с глухим кузовом выправляют, трещины, пробоины заваривают.
9.3 Ремонт боковых люков вагонов универсальных крытых
9.3.1 Боковые люки вагонов осматривают, размеры проверяют на соот ветствие чертежным для данного типа вагона.
9.3.2 Рамку люка выправляют. Трещины рамки заваривают с постановкой усиливающих накладок с внутренней стороны вагона
9.3.3 Крышку люка выправляют; волнистость полотна не допускается. Крышки с трещинами, коррозионными повреждениями полотна более 2мм сече ния, заменяют новыми, изготовленными из листовой стали толщиной 3мм. Люковые крышки толщиной менее 2мм заменяют новыми.
9.3.4 Нестандартные люковые запоры заменяют стандартными. Люковые петли крепят к крышке при помощи электродуговой сварки, а державку петель к рамке люка - заклепками или электросваркой.
9.3.5 Крышка люка (штампованная) в закрытом состоянии, должна плот но прилегать к рамке люка. Кромки закрытой плоской крышки люка должны по периметру перекрывать рамку люка не менее чем на 19 мм .
9.3.6 Вентиляционные решетки, имеющие вмятины и прогибы, выправляют, трещины заваривают с усилением накладками с внутренней стороны вагона.
9.3.7 Петли, запоры вентиляционных решеток осматривают, имеющие неисправности ремонтируют или заменяют.
9.3.8 Вентиляционные решетки, имеющие коррозионное повреждение бо лее 2 мм толщины, заменяют, отсутствующие устанавливают. Допускается уста навливать вентиляционные решетки при отсутствии и переоборудование люково го запора на запор, изготовленный по проекту М 840.000 ПКБ ЦВ.
9.4 Ремонт обшивки кузова и пола вагонов универсальных крытых
9.4.1 Обшивку кузова, демонтируют, перебирают, имеющую не стандартные размеры, расколотую, с поврежденными пазами и гребнями, повре жденную гнилью, заменяют.
Обязательно снимают обшивку снизу на высоту не менее 0,5м по боковым стенам и не менее 1м от концевых балок по торцовым стенам.
Доски пола перед ремонтом с вагона снимают.
9.4.2 Перед постановкой на вагон производится грунтовка досок.
Разрешается постановка на вагоны склеенных досок:
- пола со стыком на середине хребтовой балки, при этом склеенные и цельные доски должны чередоваться через одну;
- боковой и торцовый обшивок толщиной от 35 до 40мм со стыком на середине шкворневых, промежуточных или торцовых стоек.
9.4.3 Допускается постановка в дверном проеме стыкованных досок пола с обя зательной укладкой металлического листа толщиной 4мм с обеих сторон до шкворневых балок по проекту Ml 412.00.000 ПКБ ЦВ.
9.4.4 Допускается постановка досок обшивки в стык толщиной от 35 до 40мм с расположением стыка на шкворневых и промежуточных стойках кузова с использованием металлических планок толщиной от 1,5 до 3 мм с внутренней стороны вагона.
Постановка планок на стык обшивки толщиной менее 1,5 мм не допускает ся.
9.4.5 Настил пола плотно стягивают. Местные зазоры в соединениях до сок пола сверху и снизу допускаются не более 2мм. Настил пола изготавливают из досок шириной не менее 100 мм , толщиной 50+3 -2мм.
9.4.6 Допускается применение новых досок толщиной не менее 46 мм , а также бывших в эксплуатации досок толщиной не менее 46 мм и шириной не ме нее 100 мм с постановкой в зоне дверного проема и вдоль боковых стен до шкворневых балок усиливающего металлического листа толщиной 4 мм по про екту М1412.00.000 ПКБ ЦВ.
9.4.7 Местные зазоры между нижней доской боковой обшивки и боковым швеллером рамы допускаются не более 3 мм . Сплошной зазор между досками обшивок у основания гребня допускается не более 1 мм .
9.4.8 Отверстия в обшивке допускается устранять постановкой на клею деревянных пробок диаметром, соответствующим диаметру отверстия. Место по становки пробки с двух сторон зашпаклевать.
9.5 Ремонт крыши грузовых вагонов универсальных крытых
9.5.1 Все основные технические характеристики отремонтированной крыши должны соответствовать техническим требованиям, изложенным в конструкторской документации на изго товление новой крыши. Отремонтированная крыша должна обеспечивать надежную эксплуатацию до следующего капитального ремонта. Крыши без дуг поверху должны быть заменены на крыши с дугами поверху. Допускается заме на гофрированных листов крыши на плоские, с толщиной листа не менее 2,5 мм . Замену крыш крытых вагонов модели 11-066, 11-217 АВЗ производить по про екту М 1604 ПКБ ЦВ.
9.5.2 Дефекты крыши виде трещин устраняются в соответствии с требованиями инструкции по сварке и наплавке при ремонте грузовых вагонов. При ремонте крыш внутренняя подшива крыши, щитки фрамуг снимаются и восстанавливаются по согласованию с заказчиком. Тре щины в дугах ремонтируют заваркой, зачисткой сварного шва и усилением накладкой
9.5.3 При коррозионном повреждении листа более 1мм на площади более 30% между дугами ремонт производится полной заменой вставки.
При коррозионном повреждении листа более 1мм на площади между дугами менее 30% между дугами ремонт производится наложением накладки толщиной 1,5мм изготовленной из листа соответствующего профиля на поврежденное место с наружи, и обваркой накладки по периметру.
9.5.4 Пробоины металлической крыши ремонтируются постановкой на поврежденное место накладки соответствующего профиля толщиной 1,5мм с обваркой её по периметру. Допускается ремонтировать несколько трещин, пробоин одной накладкой при условии, что её площадь не превышает 0,3 м² . На одном межреберном пролете допускается постановка не более 2-х накладок с расстоянием между ними не менее 1м.
9.5.5 Крышу с дугами поверху осматривают, трещины в сварных соединениях дуг и вставок крыши разделывают и заваривают независимо от длины.
9.5.6 Помост крыши, поручни помоста и фрамуги, лестница должны быть восстановлены, если на крыше имеются загрузочные люки. При отсутст вии люков на крыше помосты не устанавливают.
Уплотнительные кольца загрузочных люков заменяют на новые.
9.5.7 Крышки загрузочных люков, их сборочные единицы заменяются на новые или восстановленные до чертежных размеров. Вагоны, поступившие в капитальный ремонт с крышами без загрузочных люков, таковыми не оборудуются.
Крышки печной разделки осматриваются, ремонтируются, неисправные заменяются на новые.
9.5.8 Фрамугу, поврежденную коррозией до 1мм толщины листа на площади до 30%, остав ляют без ремонта. При коррозионных повреждениях более 1мм толщины листа, на площади более 30% фрамуга заменяется полностью. Фрамуги, имеющие трещины более 100мм длины, ремонтируются сваркой с постановкой усиливающих накладок.
Продольные трещины длиной до 100мм ремонтируются сваркой без постановки усиливающих накладок.
9.5.9 При смене вставки крыши, поврежденная вставка срезается по смежным дугам, обвязочному угольнику. Накладываемая новая вставка крыши, приваривается сплошным швом.
При повреждениях вставки крыши превышающих допустимые в межреберном пролете, поврежденное полотно срезается вместе с люком (если им оборудована крыша) и вставкой по смежным дугам, обвязочному угольнику. Затем накладывается новая вставка крыши и приваривается сплошным швом по всей длине ребер с варкой загрузочного люка.
На одной крыше допускается смена не более 4 межреберных вставок крыши.
9.5.10 Вмятины крыши не более 30 мм , на площади до 0,3 м 2 допускаются без исправления. При больших вмятинах они выправляются.
Отклонение дуг от вертикали не допускается.
Допускается повторное использование деталей крыши.
9.5.11 Коррозионные повреждения элементов крыши допускаются не более 1 мм толщины металла. При большем повреждении элементы заменяют новыми или ремонтируют постановкой усиливающих накладок.
Дуги, имеющие поперечные трещины более 0,5 сечения элементов, ремонтируют сваркой с постановкой усиливающих накладок, а имеющие поперечные трещины более 0,5 сечения элементов, изломы и повреждения коррозией более 0,5 толщины металла, заменяют новыми.
9.5.12 Дуги очищают от разрушившегося лакокрасочного покрытия, ржавчины и грязи.
9.5.13 Трещины или изломы в дугах ремонтируют сваркой с последующим усилением накладками и обваркой сплошным швом по периметру
- Изломы, пробоины и лучевые трещины в дугах допускается ремонтировать путем постановки вставки соответствующего элемента длинной не менее 500мм. При этом места соединения перекрываются накладками с последующей обваркой по периметру сплошным швом.
9.5.14 Исправные или отремонтированные люки, помосты крыш и лестницы разрешается использовать вторично.
9.5.15 Поврежденные сварные швы на крыше восстанавливаются сваркой по ГОСТ 14771-76.
9.5.16 Приварка накладок на крыше и новых вставок осуществляется сварочным полуавтоматом легированной проволокой Св-08Г2С ГОСТ 2246-70 диаметром 1- 1,2 мм в среде углекислого газа.
9.5.17 Сварные швы должны быть плотными и исключать проникно вение влаги в кузов вагона.
9.6 Ремонт кузова вагонов грузовых четырехосных цельнометаллических крытых
9.6.1 Все основные технические характеристики и эксплуатационные па раметры отремонтированного цельнометаллического кузова вагона не должны ус тупать соответствующим показателям, содержащимся в конструкторской доку ментации завода-изготовителя.
9.6.2 Разрушенные сварные соединения, выполненные контактной точечной сваркой, могут ремонтироваться дуговой сваркой.
9.6.3 Обязательному съему с вагона подлежат двери, настил пола, специальное оборудование и нижний пояс панелей внутренней обшивы.
9.6.4 Средние и верхние панели внутренней обшивы могут не сниматься с вагона если они не имеют трещин, вспучиваний и следов гнилостных поврежде ний, а соприкасающиеся с ними части кузова не подвергаются правильным и сва рочным работам.
9.6.5 Стойки боковой стены, кроме дверных, имеющие поперечные тре щины длиной не более 50 % сечения, после ремонта сваркой могут не усиливаться накладками при условии, что количество таких стоек не превышает четырех на каждой стене.
9.6.6 Усиление накладками дверных и торцевых стоек, имеющих попе речные трещины длиной до 50 % сечения, обязательно.
9.6.7 Излом стоек боковой стены и поперечные трещины длиной свыше50% сечения могут ремонтироваться сваркой с последующим усилением стыков накладками при условии, что вдоль боковой стены такие стойки чередуются со стойками, не имеющими повреждений.
9.6.8 Поврежденные стойки торцевой стены могут:
1) заменяться новыми, изготовленными из однотипного профиля;
2) ремонтироваться постановкой новой верхней или нижней части при ус ловии, если не произошло повреждение сварных швов соединения остающейся части с обвязкой или концевой балкой. Новая часть должна привариваться встык с последующим усилением профильной накладкой. При замене частей обеих сто ек приварка должна производиться с относительным смещением стыков не менее чем на 200 мм .
9.6. 9 Прогибы металлической обшивы превышающие 15 мм на поверхно сти, ограниченной смежными стойками, должны выправляться. При этом допус кается снимание гофров, не приводящее к их полному распрямлению.
9.6.10 Трещины длинной до 100мм, разрывы обшивы шириной менее 2мм могут ремонти роваться сваркой без постановки накладок в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов [32] .
9.6.11 Пробоины обшивы должны ремонтироваться вставками или на кладками, устанавливаемыми и привариваемыми по периметру снаружи вагона, только после снятия внутренней обшивки в месте ремонтных работ. В боковой стене старые отверстия под болты, закрытые изнутри фанерой или досками, до пускается не заваривать.
9.6.12 На гофрированные листы боковых и торцевых стен постановка плоских накладок допускается только в промежутках между смежными гофрами. Вставки из плоских листов допускается устанавливать при условии, что площадь каждой из них не превышает 0,3 м 2 .
9.6.13 Количество накладок и вставок на боковых и торцевых стенах в одном межстоечном проеме должно быть не более двух.
9.6.14 Пораженные коррозией панели обшивы с толщиной листа менее 1,7 мм должны заменяться новыми при условии нанесения новых защитных по крытий на соприкасающиеся поверхности металлической и внутренней обшивки.
9.6.15 Плоские листы взамен гофрированных могут устанавливаться при отсутствии последних, на всю высоту кузова в межстоечном проеме и при замене нижней части обшивы вдоль всей боковой стены вагона на равной от нижней об вязки высоте. В последнем случае стыковаться с сохраняемой старой обшивой они должны на свободной от гофров части.
9.6.16 Нижняя кромка нового листа должна привариваться сплошными швами изнутри и снаружи вагона к нижней обвязке. Ширина наружного сварного шва не регламентируется, величина усиления - не более 2 мм .
9.6.17 Вертикальные кромки нового листа независимо от способа уста новки должны снаружи вагона привариваться к стойкам сплошными швами.
9.6.18 Изнутри вагона вертикальные кромки нового листа должны прива риваться при установке панели внахлест или встык на старый лист толщиной свыше 1,5 мм или новый лист.
9.6.19 Верхняя часть нового листа, установленного внахлест, должна быть приварена к старому листу сплошными швами изнутри и снаружи вагона.
9.6.20 Замену стоек боковой и торцевой стен следует производить с заменой прилегающих обшивочных листов.
Допускается не менять обшивочные листы при их толщине не менее 1,7 мм , а также, если взамен штатной угловой стойки на вагонах постройки ПНР или СРР устанавливается стойка конструкции АВЗ, черт. 66.01.118 (без отвер стий).
9.6.21 На боковой и торцевой стенах, при замене верхней обвязки или её части в межстоечном проеме, зазор, образовавшийся от реза, должен устраняться постановкой накладки с наружной стороны вагона. Накладка должна устанавли ваться на всю ширину обшивочного листа в межстоечном проеме независимо от длины зазора.
9.6.22 Общее количество продольных сварных стыков обшивы в каждом межстроечном проеме не должно превышать трех. Сварные швы, кроме выпол ненных автоматической сваркой, должны быть зачищены.
9.6.23 Приварка вставок, накладок и листов обшивы должна производиться, как правило, механизированной сваркой в среде защитных газов. Допускается выполнять указанные работы ручной дуговой сваркой при минимальных значени ях силы тока с использованием электродов диаметром не более 3 мм .
9.6.24 Стойки торцевой стены кузова, имеющие прогибы не более 15 мм на погонный метр длины, могут не подвергаться правке при условии, если не произошло разрушения сварных швов соединения стоек и обшивы с концевой балкой. В противном случае перед правкой все швы по концевой балке должны быть удалены и после правки восстановлены.
9.6.25 Фанерные панели внутренней обшивы кузова, имеющие выпучины и пораженные гнилью, повторному использованию не подлежат. Имеющие тре щины поверхностных слоев и мелкие отколы могут быть использованы после их заделки шпаклевкой.
9.6.26 Сборные щиты из бывших в употреблении досок толщиной 16. 22 мм не должны иметь сквозные зазоры. Доски в щитах должны быть плотно стяну ты.
9.6.27 Зазоры между смежными панелями или сборными щитами не долж ны превышать 8 мм .
9.6.28 Установка и закрепление панелей внутренней обшивы после их полной замены производится по документации завода-изготовителя. При этом допускаются незначительные и непринципиальные изменения, обусловленные конструкцией кузова.
9.6.29 После ремонта сваркой (до постановки обшивки из фанеры или дру гих материалов) на внутренние поверхности каркаса и металлической обшивки наносят антикоррозионное покрытие в соответствии с требованиями на стоящего руководства .
9.6.30 Перед постановкой на вагон внутреннюю обшивку из фанеры или других материалов грунтуют с обеих сторон, материалом согласно инструкции по окраске грузовых вагонов № 655-2000 ПКБЦВ-ВНИИЖТ.
9.6.31 Крышу, двери, пол, крышки люков, ремонтируют в соответствии с требованиями п.п. 9.1-9.5 настоящего руководства .
7.2.1 При проведении капитального ремонта полувагонов все крышки люков снимают, осматривают и заменяют на новые или восстановленные до чертежных размеров.
7.2.2 Торсионы осматривают, неисправности в них устраняют, с трещинами, изломами заменяют новыми, трущиеся поверхности смазывают.
Механизмы для облегчения подъема крышек люков торсионно-рычажного типа согласно рисунка 9 разбирают, детали осматривают, поврежденные ремонтируют или заменяют новыми, отсутствующие восстанавливают. Суммарный износ в шарнирных соединениях рычагов не должен превышать 2 мм. При износах более 2 мм заменяют на новые.
7.2.3 При постановке на грузовой вагон торсион должен соответствовать чертежным размерам.
7.2.4 Место установки ушка опоры у хребтовой балки тщательно осматривают. При наличии трещин в сварном шве разделывают до основного металла и заваривают. При выработке металла хребтовой балки на месте установки петли разрешается приваривать по всему периметру вставку толщиной 10,5 мм из стали 09Г2 ГОСТ 19281 с Х-образной разделкой кромок и зачисткой сварного шва до уровня основного металла. Трещины петли на хребтовой балке для крышки люка не допускаются. При износе толщины петли более 1мм петля заменяется полностью. Все соединения торсионно-рычажного механизма смазывают смазкой УСсА ГОСТ 3333 или осевым маслом ГОСТ- 610.
7.2.5 При ремонте механизма закрывания крышек люков согласно рисунка 10, детали независимо от технического состояния снимают и тщательно проверяют. Изношенные детали запорного механизма восстанавливают наплавкой до чертежных размеров. Стопорение болтов с гайками запорных механизмов крышек люков производится заваркой дуговой сваркой катетом 3мм длиной сварного шва от 5 до 10мм. Способ сварки полуавтоматический или ручной. Скобы запорных механизмов, установленные на заклепках, при необходимости восстановления изношенных отверстий до чертежных размеров снимают с вагона. Местные зазоры между крышкой люка и плоскостью ее прилегания допускаются не более 4мм. Для устранения зазоров более 4мм, разрешается приварка не более одной планки на запорных угольниках крышек люков толщиной не более 12мм, шириной 50мм, длиной от 60 до 100мм и наложением бокового и торцового сварных швов. Допускается ремонт без демонтажа сваркой подрезы скобы запорного механизма длиной до 20мм, глубиной до 3мм с последующей механической зачисткой сварного шва до уровня основного металла.
Вновь изготовленные запорные секторы и закидки должны быть стальные, литые или цельноштампованные.
7.2.6 В закрытом положении запорного механизма с подпружиненными секторами черт. 132.01.45.006-1 и 132.01.45.007-1 (рисунок 10) на каждой крышке люка допускается суммарный зазор В между закидками 1 и кронштейнами 13 крышки люка до 6мм, при этом минимальная величина захода Г кронштейна на закидку должна быть не менее 40 мм при плотном прилегании закидок к секторам, пальцы секторов должны лежать на скобах 5 и 6. При зазоре В более указанного значения необходимо производить наплавку валика дуговой сваркой на опорной поверхности сектора длинной 30-40 мм влево и вправо от точки Д сопряжения сектора с закидкой, шириной 12-15 мм и высотой не более 5 мм с плавным переходом вначале и в конце сварного шва, с зачисткой неровностей или произвести замену изношенных секторов и закидок.
![]()
Расчёт фильтра с характеристикой Баттерворт
![]()
Ремонт крышек люков полувагонов
![]()
Технология ремонта кузова полувагона
![]()
Организация обслуживания и ремонта вагонов в депо
![]()
Передатчик базовой станции стандарта GSM - 900
![]()
Исследование морфологической структуры целлюлозы
![]()
Проектирование радиоприёмника АМ сигнала
![]()
Регенерация серебра из серебросодержащих растворов
![]()
Лигнин, строение, химический состав и свойства связи
![]()
Расчет и проектирование лесосушильной камеры
![]()
Передатчик телевизионных вещательных радиостанций
![]()
Конструкции из дерева и пластмасс
![]()
Автоматизация котла Е-670
![]()
Атоматизации средств контроля системы отображения
![]()
Проектирование однозального кинотеатра
![]()
Проект станции технического обслуживания легковых автомобилей
![]()
Визуальной оценки цветового различия
![]()
Автоматизации котельной
![]()
Производство дихлорэтана оксихлорированием этилена
![]()
Технология судоремонта
![]()
Разработка бескорпусной интегральной микросборки
![]()
ИС учета и поверки контрольно-измерительного оборудования
![]()
Адсорбционная установка
![]()
Разработка схемы автоматизации процесса шлихтования
![]()
Расчеты по статике корабля
![]()
Система водоснабжения жилого поселка и промышленного предприятия
![]()
Система автоматического регулирования температуры швейной иглы
![]()
Разработка ассортимента женской верхней одежды для швейного предприятия
![]()
Установка и расчет направляющих в шахте пассажирского лифта
![]()
Измерение ph фактора при шлихтовании
![]()
Разработка энергетической установка сухогрузного судна
![]()
Электрическая часть АЭС
![]()
Оценка точности стандартного метода определения линейных размеров
![]()
Трикотажное производство
![]()
Разработка технологической последовательности по изготовлению женского пальто
![]()
Проектирование рельсовой колеи и одиночного обыкновенного стрелочного перевода
![]()
Сети без линий
![]()
Проектирование конструктивного мидель шпангоута
![]()
Расчет состава позиций поточной линии изготовления секций корпуса судна
![]()
Цилиндр высокого давления паровой турбины
![]()
Картографические проекции в программном продукте ArcGIS
![]()
Статистический анализ временных рядов
![]()
Проектирование производственных участков предприятия
![]()
Кинотеатральный громкоговоритель
![]()
Проектирование швейного потока
![]()
Разработка технологического процесса механической обработки детали
![]()
Разработка конструкции редуктора
![]()
Устройство для контроля запыленности специальных производственных помещений
![]()
Определения влажности нитей
![]()
Построение и анализ функциональных схем комплекса устройств телеуправления
![]()
Проектирование системы электроснабжения промышленных предприятий
![]()
Разработка проекта организации вагонного хозяйства отделения дороги
![]()
Проект вспомогательного парогенератора
![]()
Расчеты по залу бумагоделательных машин
![]()
Электронная записная книжка
![]()
Проектирование элементов машиностроительного изделия
![]()
Пролетный клистрон
![]()
Устройство управления работой индикатора
![]()
Составление проекта на разведку месторождения полезного ископаемого
![]()
Проектирование системы управления микроволновой печью
![]()
Расчет воздухообмена системой кондиционирования
![]()
Информационная система учета и поверки
![]()
Технология производства кинофотоматериалов
![]()
Маркетинговые исследования рынка мороженого
При ремонте механизма закрывания крышек люков, детали независимо от технического состояния снимают, предварительно срезают гайки, вынимают болты, тщательно проверяют. Изношенные детали запорного механизма восстанавливают наплавкой до чертежных размеров. Болты, гайки и пружины с изломом и потерявшие упругость устанавливают новые. Стопорение болтов с гайками запорных механизмов крышек люков производится дуговой сваркой катетом 3 мм длиной от 5 до 10 мм. Способ сварки полуавтоматический или ручной.
Скобы запорных механизмов установленные на заклепках, при необходимости восстановления размеров отверстий снимают с вагона. Местные зазоры между крышкой люка и плоскостью ее прилегания допускаются не более 4 мм. Для устранения зазоров более 4 мм, разрешается приварка не более одной планки на запорных угольниках крышек люков толщиной не более 12 мм, шириной 50 мм, длиной от 60 до 100 мм и наложением бокового и торцового сварных швов.
Вновь изготовленные запорные секторы и закидки должны быть стальные, литые или цельноштампованные.
В рабочем состоянии зазор между литым пальцем запорного сектора и скобой запорного механизма В должен быть от 0 до 8 мм. В закрытом положении запорного механизма (с подпружиненными секторами черт. 132.01.45.006-1, 132.01.45.007-1) на каждой крышке допускается суммарный зазор В) до 6 мм между закидками 1 и кронштейнами 13 крышки люка, при этом минимальная величина захода Г кронштейна на закидку должна быть не менее 40 мм при полном прилегании закидок к секторам, пальцы секторов должны лежать на скобах 5 или 6 мм. При зазоре В более указанного значения необходимо производить наплавку валика дуговой сваркой на опорной поверхности сектора длиной не менее 30 мм влево от точки Д сопряжения сектора с закидкой, шириной 12-15 мм и высотой не более 5 мм с плавным переходом в начале и в конце сварного шва, с зачисткой неровностей наплавленного металла или произвести замену изношенных секторов. При этом детали запорного механизма должны плотно прилегать друг к другу.
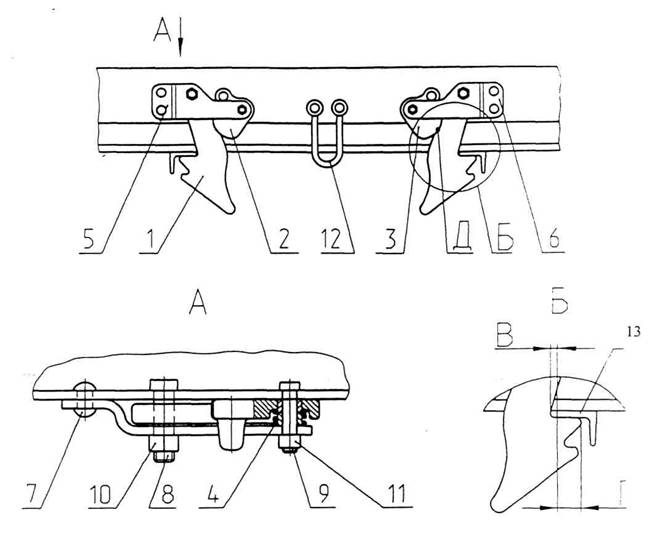
1 – закидка; 2 – сектор левый; 3 – сектор правый; 4 – пружина; 5 – скоба левая; 6 – скоба правая; 7 – заклепка; 8,9 – болт; 10,11 – гайка; 12 – скоба; 13 – кронштейн крышки люка.
Рис 3.2.2 – Механизм закрывания крышек люков
3.3 Двери полувагонов
Двери полувагонов снимают. Запоры дверей с изломами заменяют новыми. Каркас створок дверей полувагонов, имеющий изгибы элементов более 10 мм, выправляют. Допускается устранять не более одной трещины в каждом из элементов обвязки двери: стойках, верхней и нижней обвязках.
Двери полувагонов ремонтируют правкой и сваркой. Листы обшивки торцовых дверей, имеющие пробоины или сквозные поражения коррозией, ремонтируют постановкой с внутренней стороны накладки толщиной не менее 4 мм с приваркой ее по периметру двусторонним сварным швом.
Лучевые трещины от пробоин вырезают, затем устанавливают накладки с обваркой по периметру с двух сторон.
Местные плавные вмятины на обшивке двери глубиной не более 25 мм допускается оставлять без исправления.
Трещины длиной до 100 мм на металлической обшивке створки двери разрешается устранять без постановки усиливающих накладок. Трещины длиной от 100 до 500 мм заваривают с постановкой усиливающих накладок. На двери допускается приварка двух таких накладок, по одной на каждой створке.
Площадь накладки не должна превышать 0,4 м . При больших повреждениях створки двери или лист обшивки заменяют полностью.
Сварные швы, соединяющие листы обшивки с каркасом дверей, имеющие отрывы, подрезы или другие дефекты, восстанавливают. При отрыве сварных точек дефектное место ремонтируют электросваркой.
Крепление дверей и валиков должно соответствовать чертежам завода изготовителя. Валики должны иметь предохранительные скобы для предотвращения выпадения их при разгрузке полувагонов на вагоноопрокидывателе.
Допускается при отсутствии дверей на полувагоне заменять их торцевой стеной с двух сторон по проекту РП 555 ПКБ ЦВ (вариант с горизонтальными поясами) или по другим проектам, утвержденным ОАО «РЖД», а также при наличии одного из следующих дефектов:
- суммарное уширение боковых стен по угловым стойкам более 30 мм от предельных чертежных размеров;
- неисправности двери, требующие замены ее на новую;
- излом обвязки дверей или замены листов.
После установки двери на полувагон местные зазоры между нижней обвязкой двери и порогом вагона допускаются не более 5 мм.
При закрытом положении двери сплошной или клиновой зазор в местах прилегания угольника петель к угловым стойкам снаружи вагона должен быть не более 15 мм.
3.4 Ремонт торцевой стены
Торцевую стену осматривают на наличие дефектов. Трещины в сварных швах разделывают и заваривают независимо от длины по ГОСТ 14771-76.
Излом верхней обвязки или нижней обвязки заваривают, устанавливают накладки, которые должны перекрывать место дефекта не менее 30 мм и обваривают сплошным швом по всему периметру.
Допускается ремонтировать не более двух изломов или трещин на всю длину обвязки. Допускается перекрывать рядом находящиеся изломы одной накладкой с усилением электрозаклепками не менее 2-х диаметром 20±1 мм.
Допускается ремонтировать излом верхней обвязки вставками длиной не менее 500 мм.
Трещины в верхней и нижней обвязках, поясах, стойках, швеллерах разделывают, заваривают, зачищают до основного металла. Трещины перекрывают накладкой и обваривают по периметру сплошным швом.
Пробоины в обшивке вырезают, острые кромки обрабатывают и ремонтируют сваркой с постановкой накладки с внутренней стороны, которая должна перекрывать пробоину не менее 50 мм, заварку производят с обоих сторон сплошным швом.
Прогиб верхней обвязки без усиления устраняют правкой. Допускается оставлять без ремонта прогиб не более 10 мм на всю длину верхней обвязки. При одновременном изгибе верхней и нижней обвязок стены не более 10 мм на 1 м длины, металлическую обшивку по стойкам на высоту прогиба срезают, выправляют обвязки и устанавливают новую вставку металлической обшивы с последующей приваркой её катетом 5.
Нижнюю обвязку, имеющую коррозионные повреждения более 1/3 толщины элемента ремонтируют сваркой с последующим усилением мест односторонними накладками, перекрывающими места повреждения на 50 мм на сторону. При ремонте нижней обвязки в месте установки и приварки накладки.
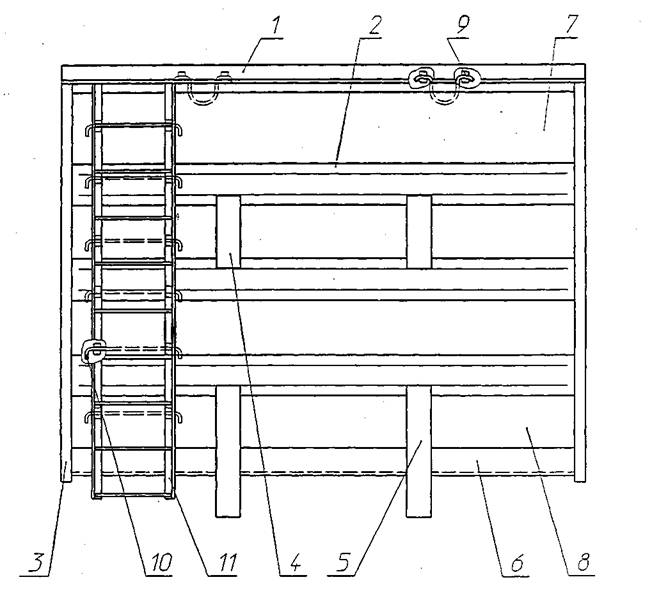
1 – обвязка верхняя; 2 – пояс; 3,4,5 – стойка; 6 – обвязка нижняя; 7,8 – лист обшивки; 9 – скоба лесной стойки; 10 – поручень – ступенька; 11 – лестница
Рисунок 3.4.1 – Стена торцевая
Лучевые трещины вырезают и устанавливают накладку с внутренней стороны, перекрывающую дефектное место не менее 30 мм и обваривают по периметру сплошным швом.
Коррозионные повреждения глубиной более 30% толщины листа и на площади более 30% ремонтируют путем вырезки дефектного места и постановкой вставки с приваркой ее к поясам или к поясам и к верхней или нижней обвязки. Заварку производить с обеих сторон вставки.
Полная замена обшивки торцевой стены производится:
- при наличии более двух трещин, суммарной длины более 1000 мм;
- при наличии пробоин, суммарная площадь более 0,5м";
- коррозионные повреждения листа толщиной более 1 мм на площади более 30% листа;
- при наличии вмятин глубиной более 30 мм на площади более 30%листа.
3.5 Пол полувагонов
Местные вмятины или прогибы металлического пола, глубиной не более 30 мм на длине менее 300 мм, допускается оставлять без ремонта. При более указанных размеров - дефекты устраняют правкой или приваркой накладки, толщиной не менее 5 мм.
Трещины в металлическом полу полувагонов заваривают с постановкой усиливающих накладок с внутренней стороны вагона и при варкой их по периметру. Допускается использовать одну накладку, площадь которой не должна превышать 0,3 м 2 . Трещины длиной до 100 мм ремонтируют сваркой без установки накладок.
Пробоины в металлическом полу устраняют постановкой накладок с внутренней стороны вагона и обваркой их по периметру. Допускается для нескольких пробоин использовать одну накладку, площадь которой не должна превышать 0,5 м 2 . Лучевые трещины перед постановкой накладки вырезают.
Коррозионные повреждения пола допускается не более 1,5 мм толщины листа. При большем повреждении на площади не более 0,3 м пол ремонтируют постановкой накладки с обваркой по периметру. При коррозионных повреждениях на площади более 0,3 м ремонтируют путем вварки вставок или заменой секции пола, ограниченной поперечными балками, хребтовой балкой и нижней обвязкой боковой стены.
На полувагонах с полом разрешается:
- заварка трещин длиной не более 500 мм или заварка трещин сварных швов;
- приварка накладок при условии, что площадь каждой накладки не более 0,3 м , а расстояние между ними не менее 1 м;
- вварка листов пола при полной или частичной замене:
- вварка вставок площадью не более 1 м 2 .
Отсутствующие крышки люков для очистки от остатков грузов должны быть восстановлены в соответствии с требованиями чертежей заводаизготовителя. При ремонте на одной секции пола разрешается устанавливать не более двух накладок. Погнутую отбуртовку лотка сливного люка выправляют, трещины, пробоины заваривают. Прогибы подпольных балок размером не более 10 мм на 1 м длины допускается оставлять без ремонта.
Читайте также: