
Размер наждачки для шлифовки пола
Обновлено: 02.05.2024
Анатомия наждачного листа
Наждачная бумага или шлифовальный круг для шлифмашинки состоят из трех основных компонентов: абразивного материала, подложки и связующего.
Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Кроме того, на поверхности шлифовального круга обязательно имеются поры. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки. Такие инструменты называют «импрегнированными».
Абразивный материал – вещество, измельченное до состояния мелких зерен. Для производства наждачной бумаги используют различные типы абразивов: оксид алюминия (электрокорунд), карбид кремния, гранат, стекло, эльбор и пр. Размер абразивных частиц определяет важнейшую характеристику шлифовальной шкурки – ее зернистость, о которой мы еще поговорим более подробно.
Подложка – бумажная или тканевая основа, на которую приклеивается абразивный материал. Ткань чаще применяют для лент, рулонов и некоторых видов шлифовальных дисков. Бумагу обычно используют для наждачных листов и большинства видов дисков. Наравне с бумажными и тканевыми подложками можно встретить варианты из полиэфирных материалов.
Связующее – слой клеящего вещества, удерживающего абразивные зерна. В качестве связующего используют мездровый клей, синтетическую смолу (более прочный вариант) или же комбинацию этих двух материалов.
Разбираемся в видах покрытия
Для различных работ с деревом: его черновой обработки, подготовки к нанесению отделки, межслойного шлифования покрытий, полировки и т.д., традиционно используют следующие типы абразивов.
Оксид алюминия (электрокорунд). Отличается высокой плотностью и устойчивостью к раздроблению. Наиболее распространенный абразив для шлифовки дерева и металла. Рекомендован для шлифовки необработанной древесины.
Карбид кремния. В процессе работы кристаллы этого абразива раскалываются, образуя новые режущие кромки. Эта особенность зерен обеспечивает самозатачиваемость шкурки и препятствует ее быстрому засорению. Наждачку с покрытием из карбида кремния рекомендовано использовать для деликатной шлифовки, например, межслойного шлифования отделочных покрытий.
Гранат. Относительно мягкий минеральный абразив. Имеет способность к самозатачиваемости, но быстро изнашивается. Традиционно его используют для финишной шлифовки обработанной и необработанной древесины.
Алюмокерамика. Это оксид алюминия, прошедший дополнительную высокотемпературную обработку. Его абразивные свойства выше, чем у необожженного аналога. Отличается максимальной износостойкостью, оптимален для обработки дерева на различных этапах.
Как не ошибиться с зернистостью?
Зернистость – важнейшая характеристика шлифовальной шкурки. Когда звучит избитый вопрос: какой наждачкой шлифовать дерево – обычно подразумевают не столько тип ее покрытия, характер связующего и т.д., а именно показатель зернистости.
От градации зернистости зависит пригодность наждачной бумаги к тому или иному виду работ. На первый взгляд все кажется просто, но на практике выбор нужной шкурки нередко усложняется путаницей в маркировке по номерам.
Так получилось, что на современном рынке в активном обиходе находится сразу несколько стандартов наждачки: международная классификация ISO 6344 (ей полностью соответствует новый российский ГОСТ Р 52381-2005), старая советская маркировка (ГОСТ 3647-80) и американский стандарт (CAMI).
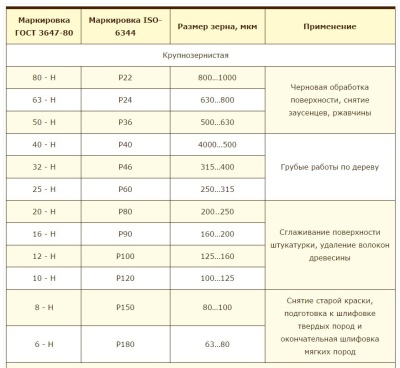
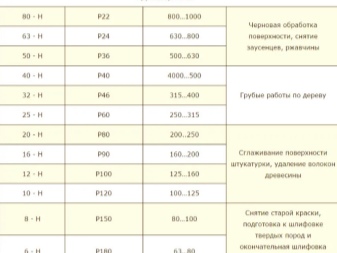
ТАБЛИЦА: ВИДЫ ЗЕРНИСТОСТИ НАЖДАЧНОЙ БУМАГИ, НАЗНАЧЕНИЕ АБРАЗИВА, СООТНОШЕНИЕ МАРКИРОВОК
Для придания гладкости и шлифования материалов из дерева, пластмассы, камня и металла используются специальные абразивы. Широкое распространение получила наждачная бумага. Что представляет собой этот материал, какие его разновидности можно найти в продаже и как правильно использовать для определенных типов работ — об этом мы и расскажем в нашем обзоре.
Что это такое?
Впервые созданием наждачной бумаги начали заниматься китайские мастера в XIII столетии. Они приклеивали к прочному пергаменту семена растений, речной песок и истолченный ракушечник при помощи клея из агар-агара. Чуть позже в качестве абразивного компонента начали применять измельченное стекло. Массовый выпуск наждачки стартовал в середине XIX в. в Англии, а оттуда распространился по всему миру. За эти годы производственные технологии значительно усовершенствовались, и в наши дни в продаже можно найти самые разнообразные виды «шкурки».

Наждачная бумага в обиходе известна как шкурка, а также шлифовальная шкурка и наждак. Данный материал представляет собой острый абразив, зафиксированный на пластичной основе. Он предназначен для производственной либо ручной обработки отделочных материалов самого различного происхождения — имеются разновидности для дерева, стекла, пластмассы или металла. Шлифшкурку также используют для выравнивания шпаклевки и штукатурки.
Абразив для наждака представлен небольшими частичками твердых материалов различных размеров, их величина определяет зернистость шкурки. Они фиксируются на пластичную основу, чаще всего бумажную. Это наиболее доступный по цене вид, но далеко не самый стойкий и долговечный. Более практичным считается тканевое основание, хотя оно тянется — при работе это не всегда комфортно.
Самым дорогим является наждак на полипропиленовом основании — это долговечный материал с повышенной стойкостью, им можно производить обработку материалов даже в воде.
В магазинах можно найти наждак самых разных видов: шершавые алмазные модели, наждак для заточки ножей и полировки поверхностей. Некоторые модели бывают двухслойными, цвет варьируется от желтого до черного.

По форме выпуска
Чаще всего шкурка предлагается в виде рулонов либо листов. Листовую изготавливают на базе плотной бумаги или картона, она более жёсткая, ее используют преимущественно при ручной работе. Рулонная применяется на специализированных ленточных шлифмашинах.
Также выделяют несколько разновидностей абразивов.
Абразивные круги — востребованы в качестве насадок для производственных установок. Это могут быть насадки на электродрель, шуруповерт или шлифмашинку. Они представлены разными типами:
- круглые модели различной степени зернистости и размера;
- с закрепленной по внутренней стороне липучкой;
- лепестковые — в таком случае полосы наждака разной зернистости крепятся на базу, они используются для снятия эмали/краски и первичной обработки металлов.


Ленты для шлифмашин — имеют заданные параметры длины и ширины в соответствии с самыми востребованными типоразмерами.
Сетка — в данном исполнении наждачка выглядит как тончайшая проволока в форме сетчатого полотна. Острые частички фиксируются на сетку, такой материал востребован при разравнивании шпаклевки и штукатурки. В таком случае пылевые частички просыпаются через ячейки, абразив не накапливается, шлифшкурка не забивается. Подобный наждак актуален также при разравнивании гипсового покрытия под последующее окрашивание.

Шлифовальные губки — абразив наносится на поролон. Они востребованы при обработке углублений, резьбы или оснований с пазами. В таких материалах абразивные элементы фиксируются сразу на все стороны поролона, они могут иметь одинаковый размер или отличаться зернистостью.
Губки наиболее удобны, поскольку обладают способностью принимать любую необходимую форму.


Кроме того, при необходимости их можно промыть водой и подсушить, число помывок ничем не ограничивается. После мытья качество обработки не ухудшается, поэтому использовать губки можно до тех пор, пока абразив не осыпется.
По типу абразива
Материал, из которого выполнен абразив, определяет количество усилий, прилагаемых при отделке. Чем он будет прочнее — тем легче производится выравнивание поверхности и тем длительнее можно использовать каждый кусок шкурки. Однако здесь действует правило: чем качественнее — тем дороже.
Сырьем для создания абразива выступают ниже перечисленные материалы.
Электрокорунд — наиболее распространенный и сравнительно дешевый материал. Имеет коричневые расцветки, при этом оттенки вариативными.
Циркониевый электрокорунд — за счёт добавок циркония абразив приобретает кирпично-красный оттенок. Характеризуется повышенной стойкостью к износу, но стоит на порядок дороже стандартного.


Легированный электрокорунд — включает титановую добавку, благодаря чему приобретает синий оттенок. Из всех типов абразивов является самым прочным. Дает хороший результат при шлифовании материалов, плохо поддающихся обработке.
Белый корунд — содержит большой объем примесей алюминия. Водостойкий, но недолговечный.
Карбид кремния — жесткий и долговечный материал, продолжительное время не истирается и практически не забивается. Оптимален для полировки металла, стекла и пластмассы.


По типу основания
Материал, к которому приклеивается абразив, называется основой шкурки. Он во многом определяет стойкость наждака к деформации и степень его гибкости. От основы напрямую зависит, можно ли применять такую шкурку для влажной и сухой шлифовки.
Наибольшее распространение получила тканая основа. Она может быть сделана из хлопка и полиэстера. Хлопковая отличается повышенной стойкостью к износу и плотностью. Однако в ходе работы такой материал может удлиняться, поэтому наждак данного типа не подходит для ленточных шлифмашин.
В сравнении с натуральным хлопком полиэстер представляет собой плотную основу. При заправке ШМ может немного растянуться, но затем уже не деформируется.
База может быть синтетической. Такие наждачки выдерживают высокие нагрузки. Они используются в мебельной промышленности для производства и шлифования деревянных щитов.
Самый бюджетный вариант — бумажная база, на нее можно приклеивать даже самое мелкое зерно. Именно поэтому «нулевка» выпускается именно на этой основе. Для мокрой шлифовки используются варианты с дополнительной пропиткой.
Еще один вариант основы — фибра. Это прочное, плотное и стойкое к износу полотно. Востребовано при обработке поверхности дисками. Однако обладает свойством впитывать влагу, поэтому не пригодно для мокрых работ.
Реже предлагаются комбинированные самоклеящиеся основы. Они представляют собой утяжелённую бумагу, которая с наружной стороны проклеена тканью. Материал стоек к деформациям и может эксплуатироваться продолжительное время. Чаще всего используется для большого зерна. В промышленности применяют латексные основы. Но в силу их высокой стоимости при проведении бытовых работ не востребованы.


По зернистости
Величина частичек абразива называется зернистостью шкурки. Она измеряется в микрометрах. Мельчайшее зерно, которое только может встречаться в наждаке, имеет величину в пределах 5 мкм, самое большое — 1000 мкм, это соответствует 1 мм. С учетом величины зерна шкурки могут быть мелко- и крупнозернистыми.
Имеется несколько технологий крепления зерна на клеящие компоненты: свободная, а также электростатическая. В первом случае частички абразивного материала просто насыпаются и укладываются в хаотичном порядке.
При электростатическом основа пропускается сквозь электрическое поле, как результат, зёрна приобретают идентичную ориентацию – поверхность получается максимально шероховатой.
Насыпь зерна может быть открытой или закрытой, разница сводится к количеству абразивных частичек на единицу площади.
При открытом способе засыпки заостренные фрагменты располагаются на удалении между собой – так, что основа остается открытой. Подобная шлишкурка востребована при обработке рыхлых материалов, таких как древесина или камень. В таком случае вся пыль высыпается, то есть наждачка не будет забиваться.
Закрытая засыпка отличается большей плотностью. При этом база не видна. Подобный вариант шкурки оптимален для сталей и других жестких материалов.


Маркировка
Для того чтобы оценить эксплуатационные параметры наждачки, надо обратиться к маркировке. Однако с ней всё не так просто. Ещё в период Советского Союза был утвержден ГОСТ 3647-80, такой наждак используется по сей день. Однако в 2005 г. был введён другой норматив – ГОСТ Р 52381-2005, созданный на базе принятых европейских стандартов. Он также применяется в наши дни, при этом различие между ними весьма существенное.

Согласно старому стандарту в маркировке наждака указывается минимальная величина зерна. Таким образом, чем выше число — тем более крупным будет абразив.
По новейшему нормативу зернистость шкурки фиксируется по количеству волокон сита, сквозь которое просеиваются абразивные частички. В данном случае получается, что чем меньше будет число — тем больше будет зерно.


В целом марка наждака состоит из сочетания букв и цифр. Это обозначение содержит максимальную информацию о следующих характеристиках шлифшкурки:
- материал абразива;
- база наждака;
- тип связующего, в котором зёрна фиксируются к базе;
- методы крепления зерна;
- вариант основы;
- стойкость к воде;
- степень зернистости.
Советы по выбору
Для отделки материалов разных типов используются различные шлифшкурки. В первую очередь это касается величины зерен и вариантов их нанесения. Вид абразива имеет уже вторичное значение, он влияет исключительно на продолжительность эксплуатации материала. Здесь каждый мастер подбирает сам – с учетом объёма предстоящих ему работ.
А вот величину зерна следует подбирать под решение определенных задач.


Желательно, чтобы зерно наносилось с небольшими промежутками, что соответствует открытому способу. В такой ситуации по мере использования не придётся постоянно менять шкурку.
Имеет значение параметр основы. Бумага обойдётся намного дешевле, полотно – соответственно, дороже. Если вы собираетесь производить обработку шлифмашинкой, нужно выбрать наждак с учетом рекомендаций изготовителя. Для ручной можно выбирать модель на свое усмотрение.
Для работы с металлами лучше отдать предпочтение максимально жестким абразивам, следовательно, самым дорогостоящим. Простой электрокорунд хорошо справляется с алюминием, а также его сплавами. Он может обрабатывать сталь, а также чугун или бронзу. Для разравнивания латуни предпочтение лучше отдать титановым и легированным шкуркам.

Для грубой обработки используют шершавый наждак. Для устранения значительных шероховатостей и ржавчины берут максимально грубый наждак с крупными зернами. Чем более тонкой должна быть обработка — тем более мелкий понадобится абразив.
Некоторые виды работ требуют набора двух-трех величин зернистости. Это не означает, что можно использовать любой доступный из перечисленных — это означает, что для достижения необходимого эффекта обработку следует производить каждым размером поочередно (от крупного к мелкому). Хотя если вид не столь принципиален, то можно воспользоваться любым из рекомендованных.
Сферы применения
Наждак востребован в самых разных сферах жизнедеятельности и отраслях промышленности, начиная с творческой мастерской и заканчивая серьезной стройплощадкой. Шкурка подходит для проведения ручной и машинной обработки оснований из металла, глодины, пластмассы и древесины. Она востребована при изготовлении всевозможных изделий с целью повышения параметров сцепления элементов при подготовке поверхности к окрашиванию или для склейки. Шкурка актуальна при необходимости устранять изъяны и неровности покрытия. Обработанная таким образом поверхность может использоваться для последующего шлифования и полировки.


Отделка при помощи шкурки бывает тонкой либо грубой. Грубая предполагает первичное разравнивание поверхности, а также снятие заусенцев, удаление ржавчины или старой краски. С этой целью используют крупнозернистый материал (от 400 мкм до 1000 мкм), реже в ход идет среднезернистый абразив (от 300 мкм до 400 мкм). Финишная обработка требует получения идеально ровной поверхности, в этом случае более эффективной будет мелкозернистая шкурка с величиной абразива не больше 200 мкм.
Дерево – довольно прихотливый материал для шлифовки и полировки, и чтобы получить ровную красивую поверхность, важно учесть множество нюансов. Об особенностях выбора и применения наждачной бумаги для столярных работ рассказывается в статье.



Особенности
Принцип работы наждака – снятие верхнего слоя заготовки. Абразивные крошки работают как тысячи маленьких резцов, позволяя придать материалу нужную форму, ошкурить, убрать заусенцы и дефекты или отшлифовать поверхность. Особенность работы с деревом в том, что с одной стороны требуется усилие для шлифовки, но в то же время почти любое воздействие оставляет след, и добиться гладкой поверхности бывает сложно. Причем покраска или лакировка не скрывает дефекты, а подчеркивает. Дополнительно обработку усложняет то, что разные участки дерева имеют разную плотность и требуют разного нажима.
Поэтому для дерева применяют технологию поэтапного шлифования несколькими видами наждачки – от более грубой к более мягкой. Грубая наждачка на начальном этапе позволяет минимизировать усилия по шлифовке и быстро снять верхний слой. А каждая последующая удаляет слишком сильные царапины и неровности после предыдущей, позволяя добиться гладкости и блеска.
Оптимально – использовать не менее 3-х степеней жесткости наждачки. Хотя, если поверхность близка к гладкой, то можно использовать и 1-2, пропустив этап грубой обработки.


Шлифовка не только придаст законченный и эстетичный вид любой деревянной поверхности, но и позволит лучше защитить материал – на отшлифованную поверхность лучше ложатся защитные составы, водо- и огнезащитные пропитки.
Поэтому шлифовка – необходимый этап всех работ:
- при реставрации снимается старый слой краски и верхний (поврежденных) слой материала;
- при выравнивании пола, стен и других поверхностей устраняются неровности;
- для подготовки материала к покраске и обработке защитными составами открывается структура дерева, его «поры»;
- промежуточная обработка при грунтовке, покраске необходима для сглаживания неровностей нанесенного слоя, комочков краски, устранения прилипших частиц;
- полировка финальных покрытий (краски, лака) позволяет устранить мельчайшие дефекты, микроцарапины, добиваясь идеальной гладкости, блеска и защиты древесины.



Наждачная бумага позволяет осуществлять работы по дереву как вручную, так и с помощью специальных шлифовальных (ленточных, эксцентриковых, угловых) или полировальных машинок. Для ручной обработки бумага выпускается в формате листов, лент и рулонов. Для машинок изготавливают абразив в виде лент, дисков или лепестковых кругов.
Если для ручной обработки можно выбрать лист любого удобного размера, то расходники для оборудования должны соответствовать размеру подошвы или быть чуть-чуть уже. Для ленточной машинки важна не только ширина, но и длина. Например, ходовые размеры 100х610, 30х533. Если в листах есть отверстия для отвода пыли – они должны совпадать с аналогичными на подошве машины.
Листы наждачной шкурки различаются не только размерами, но и эксплуатационными свойствами, которые нужно учитывать при выборе. Ключевые параметры указаны в маркировке на изнаночной стороне.

Это 7 или 6 буквенно-цифровых обозначений.
- Вид основы. Он обозначен во 2-й буквенно-цифровой группе. Чаще всего это бумага (обозначается буквой К), ткань (Р), полиэстер (Х) или комбинированная основа (С).
- Плотность основы – буквенное обозначение на 5-й позиции (А – тонкая бумага до 85 г/м2, Е – особо гибкая ткань, X-жесткая ткань и т. д.).
- Для водостойкой шкурки на 6-й позиции указана буква W, для неводостойкой – ничего не указывается.
- Способ соединения абразива с основой – указывается в 3-й позиции. Для невысокой механической нагрузки подходит абразив, закрепленный одинарным слоем клея (2). Более надежная и износостойкая шкурка имеет два слоя водостойкой полимерной смолы (1) или двойной слой «клей+смола» (3).
- Тип нанесения материала – в 5-й группе. Для дерева лучше всего подходит открытое нанесение (обозначается 1), стеариновое нанесение (3), стеариновое покрытие с открытым нанесением (4) – они меньше засоряются стружкой.
Самые важные характеристики – это вид покрытия (указан в 1-й группе) и степень зернистости (последняя группа). Рассмотрим их более подробно.
Варианты покрытия
Абразивное покрытие определяет твердость и долговечность шкурки. Каждый тип абразива оптимален для определенных работ и отличается своим цветом.
В основном по дереву используются минеральные абразивы средней жесткости – они достаточно щадящие для материала, при этом имеют доступную цену.
Оксид алюминия (электрокорунд)
Это универсальный материал, по твердости (9,1-9,5 по шкале Мооса) лишь немного уступающий алмазу, но значительно более дешевый. Самыми ходовыми для дерева являются две его разновидности.
- Нормальный электрокорунд – маркировка К. Отличается коричневым цветом (разных оттенков). Из него производится большая часть шлифовальной шкурки во всем мире, в частности – расходники для шлифовальных машин. Подходит для любых видов работ по дереву – от грубой первичной обработки до финишной шлифовки и полировки, главное – правильно выбрать зернистость.
- Керамический электрокорунд (алюмокерамика) – обозначается S. Это электрокорунд, прошедший дополнительную высокотемпературную обработку, улучшающую его абразивные свойства. Основное назначение – работы по металлу, но может использоваться и для грубых работ по дереву, где требуется повышенная износостойкость и твердость шкурки. Например, машинная обработка пола, стен.

Также при работе по дереву используют наждачные шкурки со следующими покрытиями.
Карбид кремния (карборунд)
Маркировка С. Для дерева обычно используется его черная разновидность. Отличается большей твердостью (9,5-9,75 по Моосу), но меньшей прочностью, чем электрокорунд. Поэтому под давлением ломается, образуя новые режущие грани, что обеспечивает самозатачивание и самоочищение зерен. Подходит для деликатной шлифовки – для межслойной обработки, выравнивания грунта, шлифовки краски, лаковых и финишных покрытий.
Поэтому, если нужно затирать грунт на двери или отполировать лак – можно смело выбирать карборундовую шкурку.


Гранат
Довольно мягкий абразив природного происхождения с твердостью 6,4-7,5 по шкале Мооса. Шлифует наиболее ровно и гладко, чем все остальные абразивы, хорошо «запечатывает» структуру дерева. Поэтому, несмотря на быструю изнашиваемость, очень востребован для финишной обработки и ручной полировки дерева.

Выбор вида зернистости
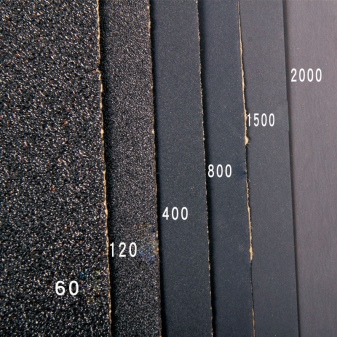
Зернистость характеризует размер зерен и количество на одном квадрате наждачки. Общепринятым стандартом обозначения зернистости является ISO, в соответствии с которым зернистость измеряют в специальных единицах – гритах. Грит – это количество ячеек особого сита, через которые просеяны кристаллы абразива, исходя из этого наждачке присваивают номера. То есть, чем больше номер (грит), тем мельче абразив и для более тонкой работы предназначен.
Размеры самой мелкой наждачки – 3-5 мкм, это в 3 раза тоньше человеческого волоса. Это максимальный грит. Такая бумага снимает микронный слой и предназначена для тончайшей, «зеркальной» полировки. В то время как крупные зерна в 500 раз больше по размеру – 1-2,5 мм (1000-2500 мкм). Действующий с 2005 ГОСТ 52381-2005 использует маркировку, соответствующую ISO (в предыдущем ГОСТе использовалось обозначение просто в микрометрах и микронах).
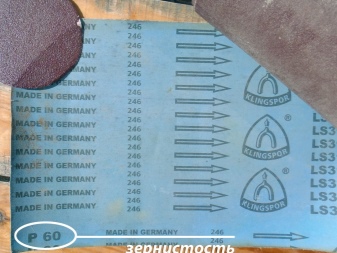
Зернистость по новому стандарту всегда указывается на оборотной стороне шлифовальной шкурки после буквы Р.
Номер шкурки подбирают так, чтобы жесткости хватило снять обрабатываемого материала слой на нужную глубину.
- Р 22 – Р 80 (размер зерна -1000-180 мкм, за один проход снимается 0,08 мм) – грубые работы, ошкуривание, снятие верхнего толстого слоя, заусенцев, шлифовка стен под грунтовку, выравнивание пола, придание формы изделиям.
- Р 80 – Р 120 (212-106 мкм, снимается 0,02 – 0,05 мм) – второй этап шлифовки, выравнивание поверхности, устранение царапин и ворса после ошкуривания.
- Р 150 – Р 180 (106 – 63 мкм, снимается от 0,045 до 0,010 мм) – окончательная шлифовка мягких пород дерева, подготовка под покраску.
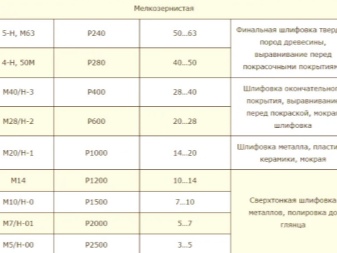
- Р 220 – Р 280 (75 -50 мкм, снимается 0,009-0,005 мм) – окончательная шлифовка твердых пород дерева, промежуточная шлифовка красочного или грунтового слоя между покрытиями.
- Р 280 – Р 360 (54-39 мкм, снимается 0,004-0,002 мм) – финальная шлифовка мягких пород, полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка.
- Р 400 – Р 1000 (37-17 мкм, снимается 0,001 мм) – тонкая шлифовка, удаление мельчайших царапин, полировка поверх краски, лака.
- Р 1000 – Р 2500 (19-3 мкм, снимается менее 0,001 мм) –- сверхтонкая шлифовка и полировка.


Советы по применению
Приведем некоторые советы, которые помогут облегчить работу и продлить жизнь абразива.
- Обрабатывают древесину с учетом ее волокнистого строения. То есть, если нужно шкурить бревно или брус, двигаются строго по направлению волокон (шлифовка поперек волокон может серьезно повредить материал).
- При шлифовке вертикальных поверхностей начинают работать сверху, чтобы избежать запыления уже отшлифованных поверхностей. Так, шлифуя стену из бревен, то сначала обрабатывают самое верхнее бревно вдоль его волокон, затем – второе сверху и так далее.
- Шлифуемую поверхность необходимо регулярно очищать от пыли (лучше всего пылесосом).
- Шлифуют только сухую древесину – не более 20-22% влажности. При обработке более влажной древесины есть большой риск, что она покоробится при высыхании, кроме того – абразив очень будет быстро забиваться смолой и влажной стружкой. Шлифовку сруба желательно проводить после угасания усадки.
- Перед работой желательно провести обессмоливание поверхности.
- Важно шлифовать дерево плавно, обеспечивая равномерный нажим, чтобы избежать волн и вмятин (особенно актуально для машинной шлифовки). Работать болгаркой лучше на небольших оборотах – это поможет не только лучше сохранить структуру дерева, но снизить износ абразива (при работе на высоких оборотах он сильнее нагревается и быстрее выйдет из строя).
- Хранить абразив нужно в теплом (15-25°С) и достаточно сухом (относительная влажность не более 35-50%) помещении. В холоде или при повышенной влажности он быстро придет в негодность.
- Шлифовку производят при положительной температуре воздуха.



Как очистить после использования?
В процессе работы наждачка забивается пылью, стружкой, смолой и теряет свои рабочие свойства. Чтобы продлить срок службы, ее можно почистить. Для машинных лент и дисков существуют специальные чистящие бруски. Они изготавливаются, как правило, из резины. Для обычной листовой наждачки выпускаются жесткие щетки. Также абразив можно почистить с помощью подручных средств. Для этого подойдут:
- жесткая щетка с пластиковой щетиной для чистки бытовых поверхностей, одежды;
- резина (кусок старого шланга, покрышки, подошва кроссовок);
- каучук;
- жесткий ребристый пластик.



Жесткость поверхности должна быть тем больше, чем грубее наждачка (иначе абразив будет резать резину или пластик и забиваться еще больше).
Но острые металлические предметы использовать для чистки нельзя, так они повредят соединительный состав, и зерна абразива просто рассыплются.
Деревянные изделия на определённом этапе почти всегда требуют выравнивания и шлифовки. В ходе подобных работ с дерева должны быть удалены все следы клея, выступающий ворс, неровности, сколы и иные дефекты. Обычно древесину шлифуют перед тем, как нанести на неё сцепляющий, защитный или декоративный материал (грунт, краска, лак и т. д.).
У процесса шлифовки есть много тонкостей и подводных камней, о которых не помешает знать заранее, выполняя работу в домашних условиях.

Чем и как можно шлифовать
Цель шлифовки дерева — максимально оперативно и эффективно удалить дефекты, не оставив при этом заметных глубоких царапин. Для этого можно воспользоваться специальными инструментами — сейчас их цена не слишком велика.

В свободной продаже можно встретить несколько разновидностей шлифовальных машин:
- ленточные;
- осцилляционные;
- болгарки (УШМ);
- плоскошлифовальные;
- орбитальные.

На болгарку можно устанавливать не только абразивные круги, но и щетки. Так, для шлифовки дерева активно применяют нейлоновые щетки. Они позволяют сделать поверхность не только гладкой, но и выделить фактуру дерева, выбирая более мягкие волокна. Такой процесс называется брашированием.

Для больших поверхностей из дерева и материалов на его основе (шпон, ДСП, ДВП, фанера) лучше всего подходят ленточные и плоскошлифовальные аппараты.

Декоративные изделия, мебель, игрушки, рамки многие по-прежнему предпочитают шлифовать вручную, и это не такой уж плохой способ — он позволяет эффективно и без лишних трат добиться идеально гладкой поверхности. По крайней мере, при работе своими руками не нужно будет думать над тем, где взять шлифмашинку (попросить у соседа, приобрести в магазине, взять напрокат, оставив залог).
Машинка ленточного типа
Ленточные аппараты именуются так из-за того, что наждачная бумага здесь выполнена в формате ленты и она непрерывно движется благодаря роликам. Эта машинка предназначена для промежуточного и чернового шлифования. Но чтобы добиться идеальной гладкости и идеальной чистовой отделки (особенно это актуально для тех, кто занимается изготовлением мебели), придётся дополнительно воспользоваться другим шлифовальным оборудованием.

На ленточную шлифмашинку можно установить разные типы наждачной бумаги. И, например, при вставке наждачной бумаги с мелким зерном вполне можно добиться нормального для столярных изделий, идущих под окрашивание, результата. А, скажем, для устранения длинных царапин придётся осуществлять ступенчатую шлифовку, несколько раз изменяя зернистость.

Ленточная шлифовальная машинка имеет великолепную производительность. Но при этом следует признать, что лента на ней стоит таким образом, что не все точки и выемки поверхности доски можно надлежащим образом обработать.
Даже при значительной ширине ленты шлифует она преимущественно своим центром. Части ленты позади и спереди не применяются для этого. Они находятся в чуть-чуть приподнятом положении, и их главная функция — осуществлять подачу на движущие роликовые механизмы.

Другой очевидный недостаток ленточного оборудования — солидная масса, выполнять какие-либо действия такими машинками на весу, обрабатывая вертикальные изделия, довольно трудно.
Есть у ленточных аппаратов для шлифовки дерева и такой минус, как высокая шумность — работать без берушей или наушников будет не слишком комфортно. И ещё один важный момент: если в процессе работы надолго оставить машинку на одном месте, появится достаточно заметная ямка.
Плоскошлифовальная машина
Даже шлифовка больших деревянных изделий с помощью плоскошлифовальной машинки происходит довольно быстро. Ключевой орган аппарата — плоская, довольно крупная плита (подошва), к которой прикрепляется нужный абразив. Такая конструкция славится почти полным отсутствием мёртвых зон (то есть зон, которые нельзя достать машинкой и сносно обработать) — любые углы сравнительно легко шлифуются.

Востребованность плоских шлифмашин среди мастеров по дереву обуславливается их умеренной ценой и доступностью оснастки. При выборе такой машинки стоит обратить внимание на такие параметры, как мощность мотора (обычно речь идёт о показателях в диапазоне от 150 до 300 Ватт), вес, амплитуда и частота хода подошвы.
Вручную
Шлифовка дерева вручную, конечно, требует больших трудозатрат и физических усилий. Но такой способ шлифовки априори менее агрессивен и позволяет всецело контролировать процесс. Даже в труднодоступных местах — в углах и на сложных криволинейных изгибах — можно получить при выборе ручного метода шлифовку достойного качества.

При так называемой межслойной шлифовке отделочных покрытий работа вручную вообще не имеет альтернатив — только она позволяет исключить риск порчи уже нанесённой отделки. Ручная обработка (если сравнивать с шлифмашинками) позволяет получить наиболее ровную и гладкую поверхность, хотя времени на нее уходит в разы больше.
Колодки и губки
Колодка — крайне полезное приспособление при ручной шлифовке, её наличие и правильное применение позволяют ускорить процесс. Колодка, как правило, представляет собой обычный деревянный брусок, обёрнутый наждачной бумагой. Её абразивная сторона должна быть снаружи, а неабразивную сторону следует прикрепить к бруску большим степлером или ПВА-клеем. В некоторых хозяйственных магазинах продаются уже готовые колодки с наждачной бумагой, то есть можно не делать её самостоятельно, а просто купить.

Для шлифовки дерева применяют также губки из вспененного полиуретана. Ими удобнее пользоваться, чем наждачной, так как можно промывать их после работы под водой. Губки и салфетки с абразивом прекрасно подходят для аккуратной ручной шлифовки дерева, позволяя обработать самые мелкие детали. Ими также можно шлифовать загрунтованное или лакированное дерево.
Подбор наждачной бумаги
Чем лучше всего шлифовать дерево? Какие именно наждачные бумаги выбрать для своей работы? На самом деле это не такие уж простые вопросы. Наждачки сегодня изготавливаются из разных материалов:
- гранат (очень редко);
- карбид кремния;
- керамика;
- электрокорунд и другие.

Гранат характеризуется тем, что стачивается быстрее, чем все остальные материалы, но бережно шлифует дерево. А карбид кремния, как считают эксперты, прекрасно подходит для того, чтобы отшлифовать лаковое покрытие и устранить влипшие в него частицы мусора и пыли.
Керамическая наждачка обычно применяется при шлифовке дерева шлифмашинами. Шкурки с керамической рабочей поверхностью относятся к одним из самых твёрдых и дорогостоящих абразивов. Примерно то же самое можно сказать и о корунде.
Но самая важная классификация наждачек — это классификация по размерам зерна. В данный момент выделяются крупнозернистые, среднезернистые и мелкозернистые наждачные бумаги.

В РФ маркировка наждачных изделий соответствует стандарту ISO-6344 — зернистость обозначается литерой «P» и цифрой. Чем эта циферка больше (она показывает точное количество проволочек сита в одном дюйме), тем размер зерна меньше. И, соответственно, тем более гладкой становится изделие после шлифования такой наждачкой. Обычно данная маркировка указывается на упаковке.

Желательно для шлифовки дерева купить сразу несколько видов бумаг. Крупнозернистой считается бумага, которая маркируется числом от 40 до 80, она подходит для грубой обработки. В маркировке среднезернистой наждачки присутствуют цифры от 100 до 150, а в маркировке мелкозернистой шкурки — цифры в диапазоне от 180 до 220.

Обратите внимание! Можно встретить маркировку по ГОСТу с буквой М. Она означает мелкозернистую наждачку.
Кроме того, наждачные бумаги бывают с закрытой или открытой насыпкой. Первые очень плотно покрыты зерном — то есть их абразив более действенный и эффективный. А на основании наждачки с открытой насыпкой зёрен значительно меньше (обычно их доля составляет не более 60% всей поверхности полотна), поэтому она не так действенна. Но зато наличие пустого пространства между зёрнами не даёт наждачке быстро забиваться — это продлевает её срок эксплуатации.
Таким образом, наждачки с закрытой насыпкой подходят для твёрдых поверхностей, а с открытой — для более податливых и мягких.
Сухая и мокрая шлифовка
Для шлифовки дерева перед нанесением отделочных покрытий и после них применяют две актуальных техники — сухую и мокрую.

Сухое шлифование увеличивает эффективность абразива и даёт возможность более аккуратно использовать его. На стадиях промежуточной шлифовки деликатных отделочных материалов это то, что надо. Недостатком данной техники является то, что шкурка быстро забивается мусором. Чтобы устранить эту проблему, специалисты советуют использовать наждачное полотно с противозасоряющимися свойствами.

Мокрая шлифовка предполагает нанесение жидкости на зернистую поверхность наждачки. В роли такой рабочей жидкости может выступать обыкновенный мыльный раствор, уайт-спирит и минеральное масло.

Абразив при мокрой шлифовке засоряется гораздо медленнее и, соответственно, его срок службы увеличивается. Но мокрый способ также предполагает и образование неприятного месива из стружки и пены. Домашнему мастеру в данном случае придётся периодически протирать деревянное изделие.
Правила ручной шлифовки
Начинать шлифовку своими руками следует с самой крупнозернистой наждачной бумаги из имеющихся в наличии, чтобы устранить с поверхности дерева явные дефекты. Но здесь надо всё же учитывать характер повреждений, от которых нужно избавиться.
Обратите внимание! Если дефекты на поверхности минимальны, то начинать с абразива Р40 нет никакого смысла (этот абразив подходит лишь для очень крупных бугров и впадин).

Воздействовать на поверхность нужно правильно: лучше всего двигать колодку или просто наждачку по прямой линии вдоль волокон в направлении туда-обратно. А шлифовка, допустим, круговыми движениями может привести к появлению лишних царапин.
Дойдя до края обрабатываемой поверхности, следует обязательно сточить острые углы. Вскоре в результате воздействия крупнозернистого абразива на дереве начнут появляться горочки пыли. Их следует аккуратно убрать пылесосом. Далее можно переходить к обработке следующей наждачной бумагой, обладающей средней зернистостью.
Эта обработка ведётся по тем же принципам, что были описаны выше. Заключительный этап — шлифовка абразивом с самым мелким зерном. После этого деревянное изделие должно стать совершенно ровным, на нём не должно остаться никаких изъянов.
Для шлифовки, выравнивания древесины, металла, камня, пластика применяют абразивные материалы. Для ручной доводки или с использованием шлифовальных ручных машин, нужна наждачная бумага. Это такой материал с шершавой поверхностью. Степень «шершавости» определяет зернистость наждачной бумаги. Что это такое и как выбирается, какие еще разновидности наждачки могут быть, как ее выбирать. Обо всем этом читаем дальше.
Что такое наждачная бумага
Наждак, шлифовальная шкурка (или просто шкурка), шлифшкурка, абразивная или наждачная бумага — это все названия одного и того же материала. Этот материал представляет собой абразив на гибкой основе для ручной или аппаратной обработки различных материалов. Есть наждак для металла, древесины, пластика, стекла. Применяют иногда и для обработки штукатурки и шпатлевки, но для этих целей удобнее может быть шлифовочная сетка. Она не так забивается.

Наждачная бумага, шлифовальная шкурка или бумага, наждак, шлифшкурка — это все об этом материале
Абразив для шкурки — это небольшие частицы жестких материалов разного размера. Эти частицы называют зернами, а их размер — зернистостью. Они приклеиваются на гибкую основу. Чаще встречается шлифовальная/абразивная шкурка на бумажной основе. Это самый дешевый вид, но не самый прочный. Тканевая основа более надежна, но может тянуться, что тоже не всегда удобно при работе. Наждак на полиэтиленовой основе — водостойкий шлифовальный материал. Это наиболее дорогой вид, но можно работать даже в воде. Для мокрой обработки также применяется наждак на водопрочной бумаге.

Применяют наждачную бумагу для обработки металла, древесины, пластика, стекла
Наждачную бумагу применяют для устранения неровностей и дефектов, для получения гладкой поверхности, шлифовки и полировки. Так что обработка наждаком может быть грубой или тонкой. Под грубой понимают устранение краски или ржавчины, заусенцев, первичное выравнивание поверхности. Для этой работы применяют материал с крупным (от 500 мкм до 1 мм и более) и средним (от 200 мкм до 500 мкм) зерном. Получение ровной и гладкой поверхности — шлифовка, полировка — это уже тонкая или финишная обработка. Для этого типа работ применяют шкурку с мелким зерном (менее 200 мкм).
Формы выпуска и виды
Привычная нам форма выпуска — в рулонах или листах. Листовая может быть на основе картона, а может быть на плотной бумаге. Чаще всего она более жесткая, чем рулонная. Рулонную чаще применяют на ленточных шлифовальных машинах, да и при ручном использовании тоже. Кроме того, есть следующие виды абразивных материалов:
- Абразивные круги. Используются для установки на насадки для специальных машин. Это могут быть шлифовальные машинки, насадки на дрель, УШМ. Есть разного типа:
- Обычные круги разного диаметра и разной зернистости.
- С липучкой, приклеенной с тыльной стороны.
- Лепестковые — это когда на основу наклеены полоски наждачной бумаги. Могут быть разной зернистости. Применяются для черновой обработки металлов (обычно), для снятия краски (в том числе и с бетона).
Есть еще шлифовальные губки. Это абразив, который нанесен на вспененный полиуретан. Этот тип абразива применяют для доведения до гладкости поверхностей с пазами, резьбой, углублениями. Абразивные частицы могут наноситься на одну, две или четыре стороны губки. Могут быть одного размера или разного. Но обычно, это мелкое зерно, просто разной степени «мелкости». Губки более удобны, так как принимают любую форму, кроме того их можно промыть от пыли и высушить. Количество промывок не ограничено. От мытья они не страдают, можно применять пока зерно не осыпалось. А это зависит от качества.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
- По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить.
- Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 63 микрометра (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 80 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
- При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются. Для работы это может быть важно.
Маркировка наждачной бумаги
Маркировка наждачной бумаги — набор букв и цифр, в которой закодирована полная информация о типе основы, абразива, способа нанесения, состава и размеров зерна. Зернистость мы уже рассмотрели. Это параметр стоит в конце ряда букв и чисел. С ним более-менее понятно. А вообще, маркировка наждачной бумаги отображает следующие данные (начиная с первого знака):
- из какого материала сделано зерно;
- основа шкурки;
- связующее, которым зерно приклеено к основе;
- способы нанесения зерна;
- тип основы (бумаги или ткани);
- водостойкость (если неводостойкая, никакого значка нет);
- зернистость наждачной бумаги.
Давайте разбираться с остальными характеристиками, которые зашифрованы в маркировке. Буквы тут стоят латинские. Давайте для примера разберем, что значит следующая маркировка: KK19XW. Итак:
- первая K — тип абразива — нормальный электрокорунд;
- вторая K — основа — хлопчатобумажная ткань;
- 1 — двухслойное нанесение связующего (смола + смола).
- 9 — тип нанесения неясен;
- Х — тип текстиля — жесткий.
- W — обозначает то, что материал водостойкий.
Далее должна стоять буква P и цифры, по которым определяется зернистость наждака.
Виды абразива
Первая буква в маркировке обозначает материал, из которого сделан абразив. Именно абразивный материал отвечает за то, сколько усилий надо прилагать при обработке. Чем прочнее он, тем дольше можно работать одним куском шкурки. К сожалению, тут справедливо правило — чем лучше, тем дороже.
- К — «нормальный» электрокорунд. Абразив имеет коричневый цвет (оттенки могут быть разные). Самый распространенный и относительно недорогой материал.
- C — карбид кремния. Очень прочный материал. Длительное время не стирается и мало забивается. Для обработки стекла и пластика, для финишной полировки металла.
Если глядя на фото, вы решили, что наждак подкрашен, то зря. Разные цвета ему придают различные добавки, применяемые при изготовлении веществ для абразива. Другое дело, что чаще всего мы видим коричневую, серую или темно-серую шкурку для шлифовки. Они просто самые дешевые и наиболее ходовые.
Виды основы
Основа шлифовальной шкурки — это материал, на который наклеен абразив. Этот материал определяет степень гибкости, устойчивость к деформациям. Также от основы зависит, для сухой или влажной шлифовки можно использовать этот тип шкурки.
В маркировке вид основы зашифрован второй буквой.
- Тканая основа. Полотна ткутся из хлопковых и синтетических волокон:
- K — хлопковая ткань. Высокая прочность, износостойкость, не боится намокания. Из недостатков — может удлиняться во время работы. Для ленточных шлифмашин это плохо.
- X — текстиль из полиэстера. По сравнению с хлопком отличается большей износостойкостью. Идет на изготовление лент различной ширины. Основа плотная. Может слегка растягиваться при заправке в шлифовальные машины и при этом длительное время не деформируется.
Если говорить об основе, то наиболее дешевый наждак на основе бумаги. Его обычно применяют для ручной обработки или закрепляют на ручном держаке. Для шлифмашин чаще берут тканую основу. А вот хлопок или полиэстер — это уже на ваш выбор. Кому что больше нравится.
Связующее
На третьей позиции в маркировке шлифовальной шкурки стоит цифра, которой закодирован способ закрепления абразива на основе. Используют клей или полимерные смолы, их комбинации. Клей хорошо «сцепляется» с абразивом и основой. Однослойное нанесение связующего (на маркировке цифра 2 в соответствующей позиции) применяют там, где наждак не подвергается сильной нагрузке.
![Связующие материалы могут использоваться поодиночке и комбинациях]()
Способы приклеивания абразива к основе. Применяется клей или смола, их сочетания в разном порядке
Для более прочного удержания зерен, поверх клея наливается второй слой. Чаще всего это смола (фенольная или любая другая). Получается связка — клей + смола (цифра 3 в маркировке). Второй слой связующего делает наждак более устойчивым к истиранию.
Есть еще вариант — смола+смола (это 1 в кодировке). То есть, и первый, и второй слой делают из бакелитовой смолы. Стоимость такого варианта выше, что обусловило ее область использования — производства.
Способ нанесения и насыпки зерна
Есть два способа нанесения зерна на первичный слой связующего: свободный и электростатический. При свободном, частицы абразива просто насыпаются. Они лежат в свободном порядке, их направление случайно. При электростатическом способе засыпки зерна, бумагу пропускают через электрическое поле. В результате зерна имеют одинаковую ориентацию, что делает поверхность более шероховатой.
Кроме того, есть два типа насыпки зерна: открытая и закрытая. Отличаются они количеством частиц на единицу площади. При открытой засыпке острые фрагменты расположены на расстоянии друг от друга, видна (открыта) основа. Такая бумага хороша при работе с рыхлыми материалами. Например, с древесиной. Древесная пыль просыпается, абразив не забивается.
Закрытая засыпка зерна на наждаке более плотная. Частицы абразива лежат одна возле другой, основа практически закрыта, не просматривается. Такой тип шлифовальной шкурки хорош для жестких материалов (стали, например).
Какой должна быть зернистость наждачной бумаги для работы
Как вы понимаете, для разной обработки материалов применяется разная шлифовальная шкурка. Речь сейчас не о форме выпуска, а о размере зерна, способе его нанесения. Тип абразива и способ нанесения имеет вторичное значение. Они больше влияют на долговечность использования материала. Но как обычно, лучше — значит дороже. Тут каждый уже выбирает сам. А вот размер зерна лучше подбирать под конкретные задачи.
![Как выбрать шкурку шлифовальную]()
Наждачка для шлифования дерева под покраску: выбор размера зерна
Какой наждачкой шлифовать дерево
Для того чтобы шкурка не забивалась, зерно должно быть нанесено с промежутками. Это открытый тип нанесения. В таком случае не придется часто ее «выбивать» или менять. Тип основы — бумага или ткань. Бумага дешевле, ткань дороже. Если есть шлифмашинка, смотрите в рекомендациях к ней. Для обработки вручную, можно закрепить кусок на специальный держатель или прибить к бруску.
![Для разных этапов обработки древесины применяют разное зерно]()
Как выбрать зернистость наждачной бумаги для обработки древесины
Рекомендации по выбору зернистости даны в таблице. Для первичной обработки, идет шлифшкурка от P40 до P80. Это придание формы, снятие толстого слоя. Теми же материалами снимаем лак и краску с древесины. Для подготовки дерева к покраске нужна уже P100 до P240. Для шлифовки после нанесения первого слоя лака, берем P360 или P400. А доведение до гладкости — собственно полировка и лакировка — это уже совсем мелкие P500 и выше. Вообще, полировка — это отдельная тема, и там надо пошагово шлифовать и наносить краску или лак. И с каждым разом зерно берут все более тонкое. А завершают полировку, вообще мягким полировочным (войлочным) материалом.
Каким наждаком обрабатывать металл
Для обработки металла придется брать более жесткие абразивные материалы, а значит и более дорогие. Обычный корунд справится с алюминием и его сплавами. Ими же обрабатывают чугун, бронзу и черную сталь. Для латуни нужен хотя бы циркониевый, но лучше титановый или легированный электрокорунд. А еще лучше — керамический. Еще обратите внимание — способ нанесения должен быть закрытым.
![Выбор зернистости шкурки для обработки металла]()
Для шлифовки и полировки металла нужен другой тип шкурки, а размеры зерна подбираем под вид работы
Принцип подбора зернистости тот же: для грубой обработки повышенная «шершавость» крупного зерна, чем тоньше обработка, тем мельче абразив. Для снятия ржавчины и выравнивания основных шероховатостей берут самую грубую наждачку. Чем тоньше слой, тем меньше размер зерна. Так что тут все логично. Но обратите внимание, что на каждый вид работы приходится два или три размера зернистости. Это не значит, что надо брать любой из указанных. Это значит, что для получения хорошего результата надо обрабатывать каждым размером. Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных.
Наждачная бумага для пластика, камня, керамики и стекла
По типу абразива и его нанесения рекомендации те же: более прочные, более плотное расположение. Но шлифовка рекомендована с подачей воды, так что требуется водостойкая модификация наждака.
![Чем шлифовать пластик и стекло]()
Наждачная бумага для пластика: выбор зернистости
Для финишной доводки пластика и стекла, шлифовальная шкурка даже с самым маленьким зерном — та самая нулевка или P800 — будет слишком грубой. Она будет оставлять видимые царапины. Доводят до гладкости эти материалы при помощи пасты ГОИ и еще более тонких шлифовальных составов. Но это уже отдельная история и свои технологии.
Читайте также:




