
Метод жесткой экструзии кирпич
Обновлено: 13.05.2024
Продавливание (экструзия) - способ получения кирпичей и блоков продавливанием массы через часть пресса - экструзионную решетку.

Состав смесей, которые можно использовать для получения кирпичей и блоков путем экструзии, такие же как и при методе прямого прессования, но лучше отработать их практически с учетом свойств местных природных материалов.
Размеры щебенчатых или волокнистых добавок могут влиять только на качество среза при отрезке готового изделия в размер. Поэтому желательно, чтобы самые крупные фракции были менее 8 мм.
При производстве пустотных экструдированных кирпичей можно использовать вместо мелкого щебня просев (размером до 5 мм).
При продавливании (экструзии) пресс прямого прессования используется как питатель. Своим пуансоном он забирает приготовленную смесь из бункера и продавливает ее через экструзионную решетку, образованную корпусом экструдера снаружи и пустотообразователями внутри.
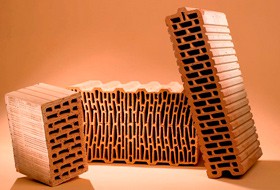
При прохождении пустотообразователя смесь уплотняется по сечению и выдавливается в виде бруса сечением 120x250 мм (для кирпича) или 200x200 мм (для блоков) на стол готовой продукции.
Отделение куска бруса необходимых размеров (для кирпича - 90 мм, а для блоков - 400 мм) производится отрезным устройством. Размеры отрезанных частей можно изменять в любых желаемых пределах. Чем мельче исходные материалы (щебень, органические добавки), тем ровнее край среза.
При использовании в качестве замков при кладке пазогребнеобразователей можно получать блоки, которыми можно делать кладку без применения растворов, так называемую "сухую" кладку, или при помощи "клеев" сметанообразного состояния, которые наносят шпателем слоем толщиной 1-2 мм или обмакиванием. В качестве такого "клея" используют раствор с соотношением: одна часть цемента к двум частям песка.

Поскольку основные размеры экструдированных блоков достаточно строго выдерживаются, то метод кладки из пазогребневых блоков может быстро освоить любой неспециалист-каменщик, так как правильному расположению блоков относительно друг друга способствует замок "паз-гребень". Пример такой сухой кладки показан на рисунке: Еще одно преимущество пресса - это возможность использовать его как мялку-смеситель. Поскольку исходная глина может иметь большие куски, их можно разбить на более мелкие, однако" для получения однородного состава смеси ее необходимо промять (как мучное тесто). Такого же эффекта можно достичь, если на выход экструдера надеть решетку, 8 мм-вый лист с отверстиями диаметром 8 мм по всему сечению (как у мясорубки) и пропустить через нее куски глины (причем можно сразу вводить добавки: песок, глину).

ОАО «Биотех», входящее в торговый дом «Бис», является единственным в России заводом по производству утолщенного и одинарного облицовочного керамического кирпича методом жесткой экструзии. В 2011 году была проведена реконструкция завода совместно с немецкой фирмой TECTON GMBH Keramikanlagen, которая является ведущим производителем печей и сушил, и американской фирмой J.C.STEELE & SONS, INC — производителем оборудования для изготовления кирпича методом жесткой экструзии. В июле того же года завод был полностью введен в эксплуатацию.
Главным показателем качества кирпича является морозостойкость. Добиться повышения этого свойства позволяет способ вакуумирования, когда из глиняного бруска удаляются остатки воздушных включений и он становится плотным и однородным. Именно на этом этапе закладывается главное качество кирпича — морозостойкость. Применение технологии жесткой экструзии позволяет достигать повышенной морозостойкости — более 100 циклов. Этот показатель особенно важен в связи с введением с 1.01.2013 г. свода правил СП 15.13330.2012, запрещающего использовать в трехслойных стенах кирпич с морозостойкостью ниже 75 циклов. Во время реконструкции, проведенной в 2011 году, на производстве был установлен американский пресс фирмы STEELE, работающий под давлением 70 атмосфер и позволяющий выдавливать глиняный брусок с влажностью 15%. Для сравнения: влажность по традиционной технологии — 22%, а давление в прессе вдвое ниже. Немаловажный фактор, влияющий на качество кирпича, — это его транспортировка. На ОАО «Биотех» производят деффектовку, укладку каждого кирпича и упаковку в термоусадочную полиэтиленовую пленку, поэтому кирпич доедет до места назначения в том виде, в каком он был изготовлен. Продукцию волгоградского завода активно используют на Северном Кавказе, в Ростовской, Астраханской, Воронежской областях, а также в Краснодарском крае. С 2013 года в Волгограде начнет работу новый завод, входящий в торговый дом «БИС», где можно будет приобрести керамический поризованный блок — кладочный материал, сочетающий в себе целый перечень преимуществ: экономию затрат и времени возведения стен, способность создавать естественный микроклимат здания, а также простоту монтажа за счет пазогребневого соединения блоков.

Керамический кирпич получают из глинистых составов путем обжига. Несмотря на появление, быстрое развитие и модернизацию строительной индустрии, кирпич нисколько не потерял своей популярности, и по-прежнему считается одним из самых прочных надежных и долговечных строительных материалов.
Самый распространенный и широко используемый в качестве основной строительной единицы — рядовой ( полнотелый) кирпич. Пустотелый кирпич также используется для кладки стен жилых и хозяйственных зданий, но имеет ограничения по применению ( не используется для кладки фундамента из-за недостаточной прочности). Лицевой кирпич – это отделочный материал, имеющий несколько разновидностей – фасонный, фасадный, глазурованный, печной.
Технологий производства керамического кирпича несколько, и каждая имеет свои преимущества и недостатки. В зависимости от качества сырья и применяемого технологического процесса ( метод пластического формования, жесткой экструзии, полусухого прессования) получают кирпич с различными свойствами и характеристиками. Метод пластического формования является дорогостоящим за счет своей энергоемкости и сложности производственного процесса. Для производства кирпича данным способом необходимо использовать глинистые системы с влажностью не менее 20%. Хорошо перемешанное глинистое сырье продавливают сквозь ленточный пресс, сушат и обжигают в специальных печах. Кирпич, полученный таким способом, обладает высокими показателями прочности и морозостойкости. Кирпич, полученный методом полусухого прессования, имеет более низкую себестоимость, так как полуфабрикат не проходит сушку в специальных камерах, что существенно снижает параметры энергетического потребления. Влажность глины для данного метода не должна превышать 10%; за счет сыпучести исходного сырья смесь легко прессуется, формируется глинистый брусок, который после обжига досушивается на специальных вагонетках. Метод является прогрессивным, экономичным и высокопроизводительным. Существенным недостатком изделия полученного таким способом является склонность к растрескиванию от воздействия влаги и перепадов температур, поэтому кирпичи, произведенные полусухим способом нельзя использовать в качестве основного строительного материала в районах с высокой влажностью, холодным и резко континентальным климатом.
Заводы с технологией полусухого прессования расположены в южных регионах, где кирпич не подвергается негативным природным воздействиям. Керамический кирпич по своим характеристикам должен соответствовать ГОСТ 7484-78, а также ТУ и ГОСТ 530-2007. Марке кирпича соответствует буква М, а цифры обозначают предел прочности материала, измеряемый в кг/кв.см. Самая низкая марка – М75, самая высокая – М300.Соответственноо, кирпич М300 выдерживает самые высокие нагрузки. Морозостойкость – также является важнейшей характеристикой кирпича и обозначается буквой F. Цифры 15,25,35,50 указывают на степень противостояния материала воздействию низких температур ( показатель соответствует количеству циклов замораживания – оттаивания, которые выдержит кирпич, находясь в воде больше суток). В районах крайнего севера строят здания из кирпича с показателем морозостойкости F50, а в южных районах допускается строительство из кирпича с морозостойкостью F15.
Керамический кирпич может быть одинарным, полуторным и двойным. Стандартные размеры одинарного кирпича – 250×120×65 мм. Кирпич может выпускаться утолщенным, с размерами 288×138×63мм. ГОСТ не ограничивает предприятия относительно размеров и форм выпускаемых изделий. Кирпичи могут производиться по индивидуальному заказу различных габаритов и форм, но отклонение размеров от стандарта должны составлять не более 5 мм по длине, 4 мм – по ширине и 3 мм – по толщине. Кирпичи одной партии должны строго совпадать по размерам, быть одного цвета, иметь прямолинейные ребра и плоские грани. Крупные включения ( заметные на глаз) означают, что перед вами изделие невысокого качества. Поверхность кирпича должна быть однородной, без видимых глазу добавок и каменисто-известковых образований. Облицовочный кирпич должен иметь гладкую поверхность, на нем не должно быть сколов и видимых дефектов. Керамический кирпич теряет характеристики прочности и другие рабочие характеристики по двум причинам – для производства использовалось сырье, не соответствующее по химическому и минеральному составу технологическим требованиям ( установленным ГОСТом и ТУ), и при нарушении самого технологического процесса ( неправильно заданный температурный режим и режим влажности, неисправное оборудование, отсутствие должного контроля за соблюдением применения всех производственных нормативов). Кирпич, который подвергся некачественному обжигу ( « недожог»), поглощает влагу и теряет прочность при низких температурах. Пережженный кирпич имеет нечеткие геометрические контуры и неравномерную темную окраску. Обладает высокой теплопроводностью, что плохо сказывается на внутреннем микроклимате жилых помещений ( стены не держат тепло).
Полнотелый керамический кирпич – это идеальный материал для возведения наружных стен зданий, но при отделочных работах должны быть использованы тепло- и гидроизоляционные материалы.
Пустотелый кирпич содержит пустоты во внутреннем и, иногда, наружном пространстве. Материал с горизонтальными отверстиями имеет невысокие показатели прочности. Пустотелый кирпич – относительной недорогой материал, так как на его производство уходит меньше сырья. Внутренние пустоты повышают теплоизоляционные свойства. Кирпич используется для кладки внутренних перегородок и стен, а также для кладки внешних стен невысотных зданий ( не боле 3 этажей).
Кирпич облицовочный – это декоративный отделочный материал, используемый для облицовки различных зданий, а также для выкладывания дорожек в саду, оформления клумб и беседок на приусадебном участке. Фасадный кирпич — самый распространенный вид лицевого кирпича. Может выпускаться различных цветов за счет добавления пигментов в сырьевую массу до процесса прессования. Облицовочный фактурный кирпич ( стал особенно популярен в частном строительстве) имеет на поверхностных гранях своеобразный рисунок под текстуру камней, мрамора или дерева.
Для построения арок и колонн применяют фигурный ( фасонный) кирпич, для дизайнерской облицовки подойдет глазурованный кирпич; для мощения дорог и мостовых – сверхпрочный клинкерный кирпич; для кладки внешних стен огнеупорных печей – шамотный кирпич. Таким образом, керамический кирпич имеет множество видов, которые применяются, в зависимости от целей и характера строительных работ.
При всем многообразии методов производства керамического кирпича сырьем для него в любом случае служит глина. Способов производства кирпича существует несколько и они могут сильно варьироваться из-за довольно быстрого развития современных технологий.
У всех производителей керамического кирпича не может быть абсолютно одинаковое оборудование, как и в разных регионах исходное сырьё (глина) может довольно сильно различаться. Но в любом случае исходное сырьё должно быть однородно. Основной враг глины в данном случае - повышенное содержание известняка, который при обжиге кирпича-сырца способствует отстрелам на поверхности готового изделия. Основные свойства кирпича керамического в определены ГОСТ 530-2007 и ГОСТ 530-95.
В основу технологии керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг. Ниже кратко описаны основные методы производства кирпича.

Метод пластического формования
Метод состоит из нескольких этапов:
• Подготовка сырья. Глину увлажняют паром и интенсивно обрабатывают (это заменяет процесс вылеживания) до получения пластичной, удобно формируемой массы без крупных каменистых включений.
• Формование кирпича-сырца. Глиняная лента нарезается автоматическим устройством на кирпич-сырец. Размер таких кирпичей несколько больше требуемого, так как в процессе последующей обработки глина дважды (при сушке и обжиге) претерпевает усадку, достигающую 10-15%.
• Сушка. Важный и сложный этап производства кирпича. Простейший способ предохранить кирпич от растекания – сушить его медленно, то есть так, чтобы скорость испарения не превышала скорости ее миграции из внутренних слоев. При влажности кирпича-сырца 6-8% его можно подавать на обжиг.
• Обжиг. Для обжига используют печи различной конструкции. Это и старые кольцевые печи, в которые кирпич укладывают и вынимают вручную, и современные туннельные, где кирпич обжигается в процессе продвижения его по печи. Температура обжига зависит от состава сырьевой массы и обычно находится в пределах 950-1000град. Необходимую температуру обжига следует строго выдерживать.

Метод полусухого прессования
Глина влажностью 6-7% измельчается в порошок, из которого на специальных прессах поштучно формуется кирпич-сырец. Такой сырец не требует сушки. Его можно обжигать сразу после формования. Кирпич полусухого прессования имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования, но, в то же время, он менее морозостоек.
Производство шамотного кирпича
Шамотный кирпич изготавливают путем обжига спрессованного шамота – порошка и обожженной размолотой огнеупорной глины при температуре 1650 градусов. Шамот – зернистый (0,14…2мм) материал, получаемый измельчением предварительно обожженной до температуры спекания глины. Его можно заменить измельченным браком керамических изделий.
Пример видео по производству кирпича:
Изготовление кирпичных блоков и кирпича методом экструзии
К достоинствам экструзии относится возможность изготовления блоков и кирпичей разнообразных форм. Также особо ценны углубления на кирпичах (получаются только при экструзии), что обеспечивает более надежное и плотное сцепление. Обычно технологический процесс производства блоков, кирпичей и прочих строительных материалов использует прессование. Именно оно наделяет изделия определенной структурой с заданными параметрами, что невыполнимо при экструзии.
Продавливание (экструзия) – метод получения кирпичей и блоков путем продавливания массы через экcтpyзиoннyю peшeткy. Отличие экструзии следующее: сырье, приготовленное с использованием «мокрого способа», выдавливается специальным оборудованием в требуемую фигуру, после чего она обрезается, просушивается и передается в эксплуатирование.

Для изготовления кирпича и керамических блоков применяется специальное оборудование для экструзии, которое допускает использование состава смесей строительных, как и при прямом безобжиговом прессовании. Однако лучше строительную смесь выбирать с учетом параметров местных природных материалов. Объемы добавок (волокнистые либо щебенчатые) влияют только непосредственно на качество среза при создании требуемого строительного изделия. Вместо некрупного щебня при изготовлении кирпича пустотного можно использовать просев (до 5 мм.).
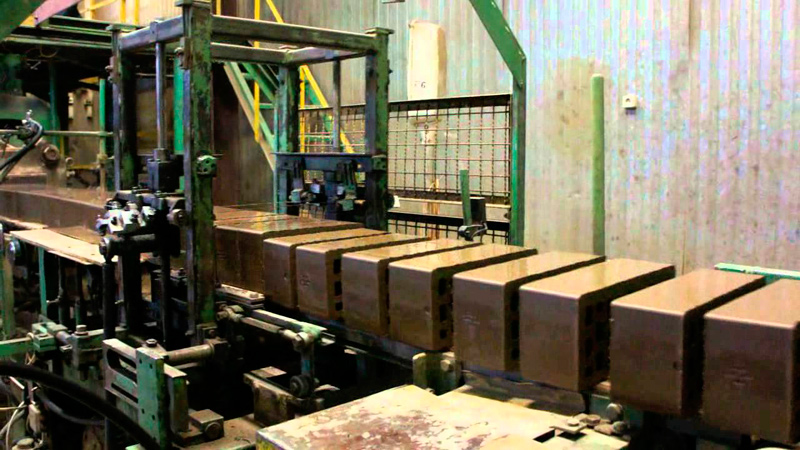
Оборудование прямого прессования при продавливании применяется в качестве питателя, который забирает из бункера приготовленную смесь. Затем продавливает ее через экcтpyзиoннyю peшeткy (снаружи образуется экстpyдepным кopпyсом, а внутри – пycтoтooбpaзoвaтeлями). Глиняная смесь, проходя через пустотообразователь, подвергается уплотнению по сечению, после чего выдавливается на стол в форме бруса: сечение 250х120 мм. - для кирпича, сечение 200х200 мм. – для блоков.

Отделяет брусочный кусок требуемых размеров (90 мм. – для кирпича, 400 мм. – для блоков) отрезочное устройство. Возможно изменение параметров отрезанных частей в любых пределах по желанию заказчика. При этом край среза тем ровнее, чем меньше используемые материалы (органические добавки, щебень).
Наиболее используемым методом является способ пластичной экструзии с применением вакуумных прессов. Часто прибегают к помощи ленточных прессов, дополнительная прочность кирпичам придается рычажным прессом. При проведении вакуумной экструзии изделие на выходе получается весьма «звенящее», прочное, с хорошей морозостойкостью, с низким влагопоглощением и небольшой внутренней пористостью. Изготовление кирпичей по технологии формирования в соответствии с методом экструзии повышает качественные параметры (к примеру, морозоустойчивость увеличивается более чем на 100 циклов).

Для производства строительного кирпича используются различного рода оборудование.
Производство во всем мире осуществляется с помощью трех видов различных между собой технологий. Это может полусухое прессование, жесткая экструзия, пластическое формование.
Все перечисленные технологии позволят вам получить высококлассный и качественный кирпич. Также существуют несколько методов производства кирпича. Это, к примеру, обжиговый и необжиговый методы. Применяя обжиговый метод, кирпич производится из специальной глиняной массы на ленточных прессах, который в последующем обжигается в печах.
По второму виду метода сырье проходит процесс дробления, затем мешается с цементом и водой в бетономешалке или бетоносмесителе, после чего оно прессуется и сушиться. При безобжиговом методе применяется гиперпрессование, вибропрессование, а также трибопрессование.
Давным-давно, еще в прошлые века кирпич изготавливался вручную. Придуманные и пущенные в производство станки намного облегчили изготовление кирпича, а также ускорили. Сегодняшний станок для производства кирпича – это высококачественное и высокотехничное оборудование для изготовления кирпича, используя метод вибропрессования. Этот метод является более популярным среди строительных компаний и заводов. Для производства вам подойдет как обычный стационарный вибропресс , так современный передвижной вибропресс, который может производить не только кирпичный материал, но и производить бордюры из камня и тротуарную плитку. В зависимости от того, какое сырье вы будете использовать при изготовлении кирпича, можно получить силикатный кирпич, керамический, кирпич из топливных золошлаковых отходов, а также цементно-песчаную смесь. Оборудование должно соответствовать множеству важных качеств, поэтому для них предусмотрены особые для работы условия. Выбор оборудования для изготовления кирпича – дело не из простых. Не являясь специалистом по строительному кирпичу, человек может ошибиться в выборе и упустить множество деталей. Каждый владелец завода по производству кирпича стоит перед нелегким выбором. Либо производить качественный строительный кирпич, который стоит значительно дольше сушить, и требует большего затрат материала. Или же изготовлять более дешевый строительный материал, но менее качественный.
Применение оборудования западных производителей позволит вам избавиться от недостатков и изготовлять качественный строительный кирпич. Но стоимость этого кирпича будет дороже, так как он будет изготовлен из качественного сырья, который потерпит затрат. Сравнительные анализы строительных кирпичных заводов показывают, что стоимость кирпича в полусухом виде практически в 2 раза ниже, что позволяет приносить компании стабильную высокую прибыль. Но завод с производством полусухого кирпича занимает также меньше места. Что однозначно является большим плюсом, так как при постройке несет за собой малое количество затрат.
Читайте также: