
Литье из пенопласта своими руками
Обновлено: 18.05.2024
Привет всем, кто верит что в хобби можно превратить даже литьё цветных металлов, обуздать эти непростые технологии, разбираться в сплавах и сотворять то, что не умеют токарные и фрезерные станки.
Немного устал после рабочей недели, поэтому рассказываю по существу. Это не how to, а как всё было и какие уроки я извлек.
1. Литьё по выплавляемой модели. Очень интересная технология, позволяющая добиваться исключительно высокой точности отливки. Я сделал модель из парафина, залили ее алебастром (гипсовое вяжущее). После высыхания вытопил парафин и получил форму для отливки. Заливал алюминий (лом проводов).
Отливка вышла так себе. Результат на фото ниже.
Это как бы цилиндр паровой машины.
При заливке форма не трескалась но было много пара, алюминий закипал. В форме было очень много влаги и остатков парафина. Эти ошибки я учел и в следующий раз их исправлю. Но опыт интересный.
2. Литьё по выжигаемой модели. Купил пенопластовое сердечко, приклеил литник и засыпал песком.
Песок - смесь кварцевого песка и бентонитовой глины, пропорции 1/0,25 по массе. Сверху формы поставил питатель.
На плавку пошли обрезки прутка и продукты предыдущей плавки.
Когда плавится бронза чуешь носом как пахнет цинк, мерзко. У меня по первой выемке из печи отвалилось ухо у тигеля, 2,5 кг бронзы оказались на земле. Тигель на свалку.
Итог отливки на фото.
Вдно что песок и глина прикипели к бронзе. Такого быть не должно. Это следствие перегрева металла или хреновая глина. Буду устранять. Засим кланяюсь. Результаты работы над ошибками обязательно покажу.
Тигель из огнетушителя выдержал около шести плавок. Хочу раздобыть графитовый.
(Фото испорченного тигеля в конце поста)
Забегая наперед анонсирую рассказ про то как я собираю вакуумный шкаф для литья под вакуумом. Этот же шкаф позволяет получать высокое давление (два в одном). Сейчас на финальном этапе.
Буду рад ответить на вопросы.
P.S. Я подумал, что на видео можно предоставить больше информации чем текстом, если вам интересно - я могу снимать процесс и рассказывать как, что и почему. Ваше мнение для меня конечно важно.
Нужно прогревать форму в которую будешь делать отливку. Когда лил латунь, то температура опоки была около 700 градусов перед началом литья.
Делай видео процесса. На ютубе парень пытался отлить обсидиановый кинжал, за время ролика спалил 2 печи и получил дрхрена неудачных заготовок, но видео от этого скучнее не стало
В Китае конца 60-х тебе бы цены не было.
Бронза - это сплав меди с оловом или алюминием. Откуда там цинк?
при формовке такими материалами прикипать и будет. есть такой процесс в литье-прокалка формы.Нагревание формы до 600-800t.Удаляется влага,органика.
Дружище, конечно интересно - пиши ещё. Желательно снимать и сам процесс, а не только результаты.
Плюс любопытно посмотреть материал опоки, как её делаешь, как заливаешь металл, как температуру расплава контролируешь. ну и все детали.
Сам балуюсь сплавлением отходов электромонтажа - обрезки медных проводов, шинки и т.п. Вот только пока в чушки - создаю запас материала на то время, когда удосужусь разобраться с художественным литьем по формам.
P.S. Расплавленная бронза вряд-ли будет пахнуть цинком. Бронза это сплав меди и олова. А вот латунь - очень даже запросто, этот как раз сплав меди с цинком.
Заруцкий, что с зилом на 500 сил?
Гипс содержит в себе химически связанную воду, которая выделяется при контакте с горячим жидким металлом. Отлить в него что либо большое и горячее того же воска - очень проблематично.
Литейка вредное производство, молоко за вредность надо выписать и пенсию досрочную :)
А китайские опоки не пробовали? Есть знакомые, льют довольно таки приличные изделия из золота и серебра.
grossenberg,вы молодец!Читайте больше про литейное дело,эксперементируйте и у вас все получится.
Вроде,как,присыпки используют дабы не прикипало
Выплавляемые модели… Думал, не хуже чугуна получится…

Литьё металла по выплавляемым моделям на кухне
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал на 3D принтере из PLA - самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
В качестве моделей взял стандартные "кораблик" и "кубик", к которым прилепил литники из воска от сыра.
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании - правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй - проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования - но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав - смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию "менее 0.25 мм" (облепливал ею модель) и "0.25-0.5 мм" (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С - так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь - но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

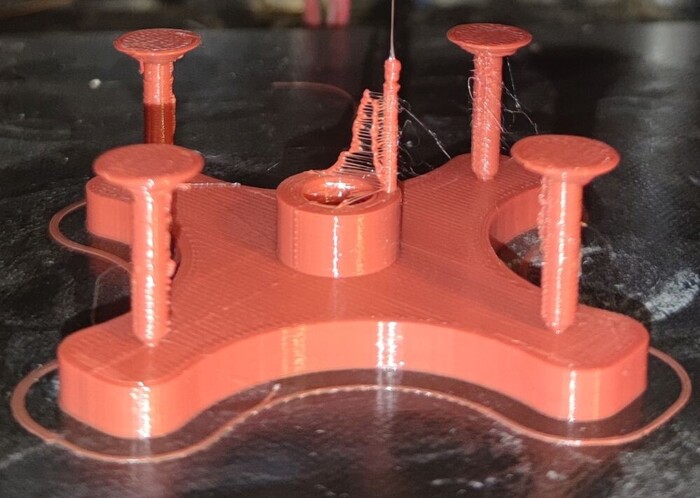
Вот так выглядят формы после выплавления:

Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия - около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.

Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля - примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия - даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса - после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял - но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
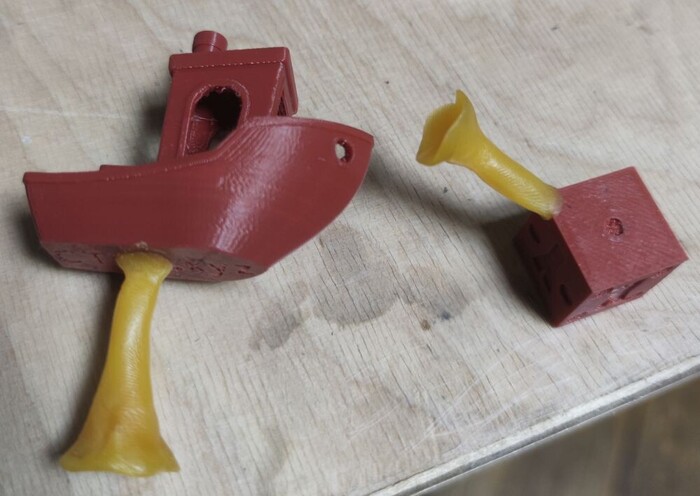
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

0. Всё нижеперечисленное - мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция "менее 0.5 мм" достаточна, хотя для более тонкого литья можно попытаться взять фракцию "менее 0.25 мм".
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
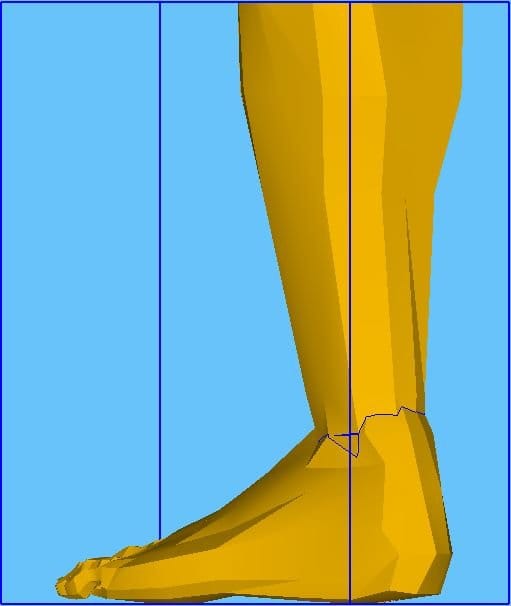
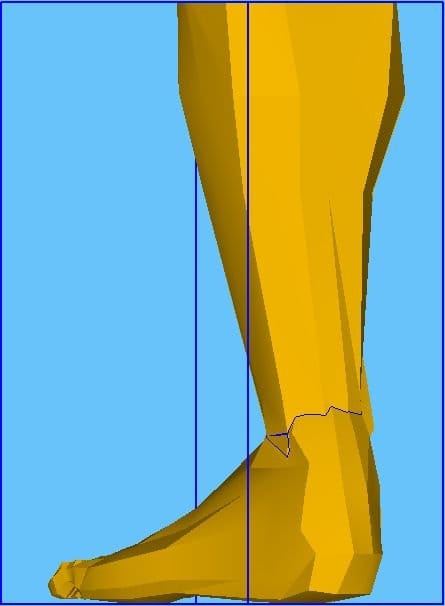
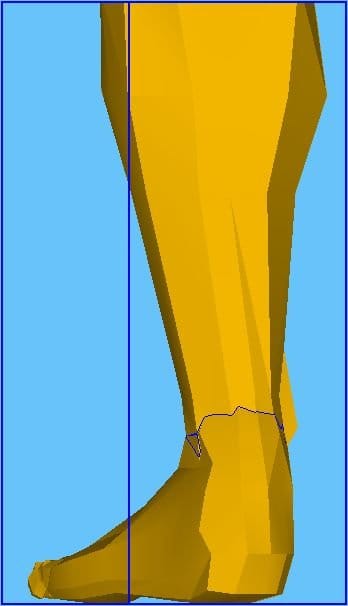
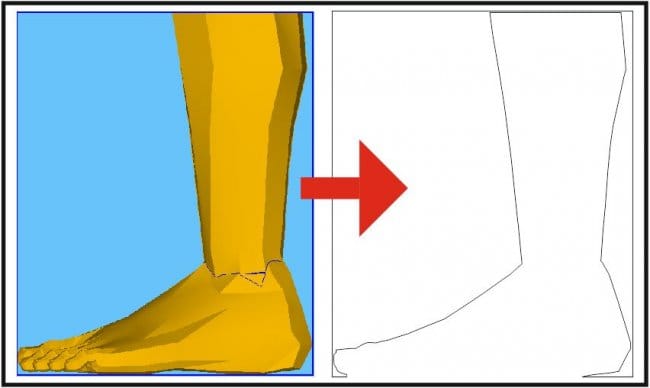
Шаг первый: обработка изображения
Изображение мастер скачал в интернете и обработал в программе Sketchup. Сначала он разделил фигуру на несколько частей. Это необходимо, так как на станке можно обработать фигуру высотой не более 60 см.

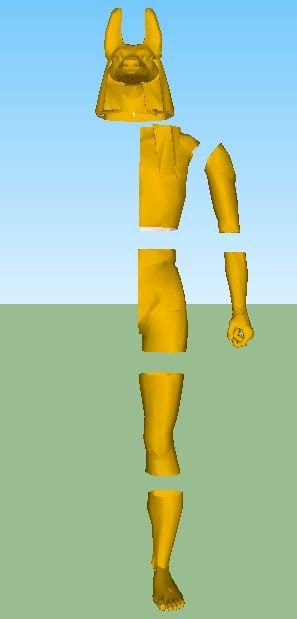
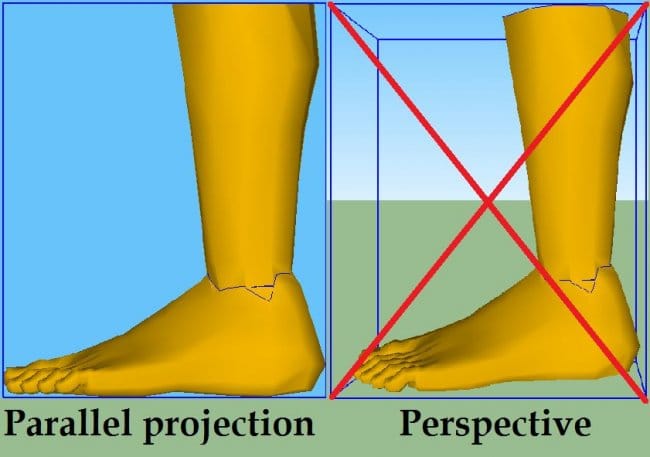
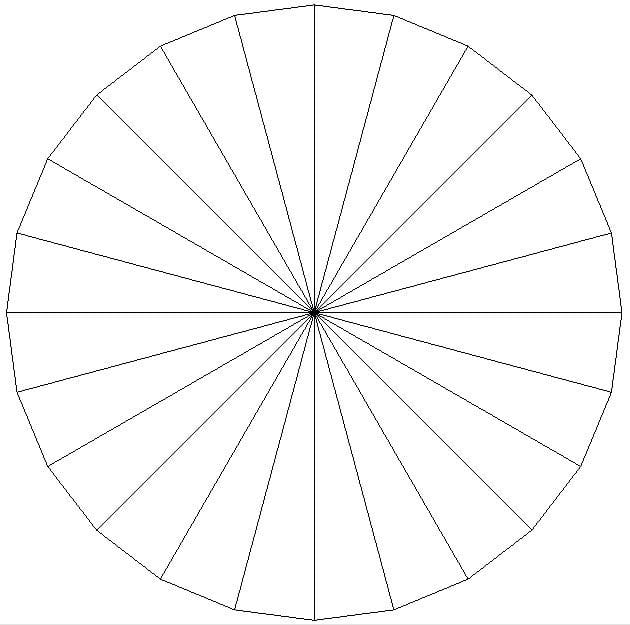
В следующем процессе очень важно использовать «параллельную проекцию» вместо обычной перспективной. Следующим шагом было взять все части объекта, повернуть их и сохранить изображение после каждого вращения. В программе, которую мастер использовал, был инструмент поворота, который позволял поворачивать его на 15 градусов. Так нужно повернуть каждую часть 12 раз по часовой стрелке и сохранить каждое изображения.

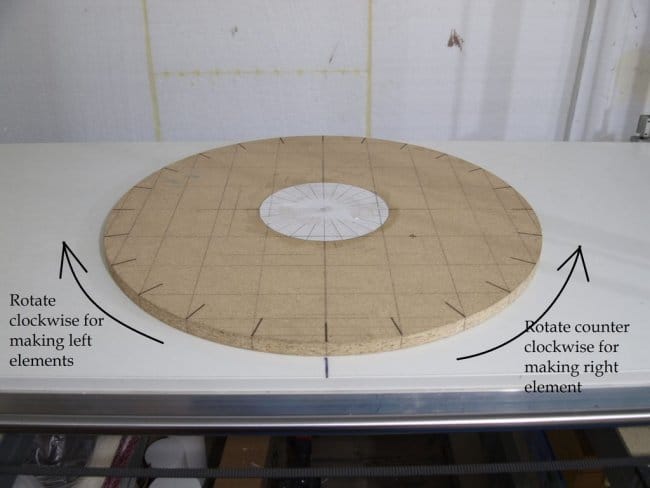
Шаг второй: поворотный стол
Поворотный стол представляет из себя круг, вырезанный из фанеры с нанесенной разметкой каждые 15 градусов. для позиционирования и поворота по центру стола просверлено отверстие. Так же отверстие просверлено в рабочем столе резака. Совместив два отверстия, мастер закрепил поворотный круг на рабочем столе винтом.




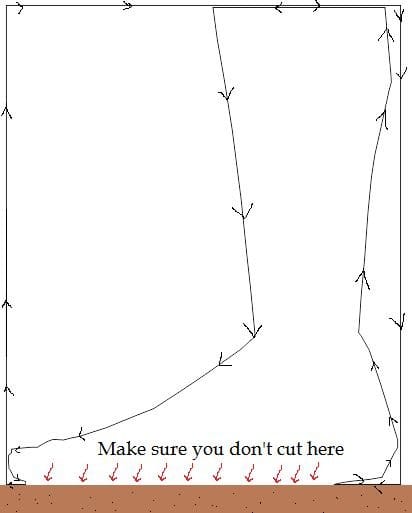
Шаг третий: обрезка
Теперь материал устанавливается на поворотный стол и начинается обрезка. Для вырезания левой половины фигуры стол, после каждой операции, вращается, на 15 градусов, в левую сторону, для вырезания правой части, вращается в правую сторону.

























Теперь нужно собрать фигуры и закрепить. Автор не описывает с помощью чего он фиксировал части, но это не такая уж сложная проблема. После сборки фигуры были покрыты штукатуркой.












Ну, и последняя фигура. Она конечно не из пенопласта, но тоже внушительных размеров. Это 3-х метровый плюшевый медведь. Мастер явно тяготеет гигантоманией-)))

Зачастую бывает так, что наши желания не совпадают с нашими возможностями…. И наши мечты так и остаются мечтами…. Но это лишь для тех, кто любит идти легким путем. А мы таких путей не ищем! Желание сделать радиоуправляемую автомодель не давало мне покоя уже давно. Была, одна как мне казалось, не решаемая проблема (по крайней мери малыми финансовыми затратами) отсутствие в наличии достаточно легкого и прочного материала. Алюминий или дюраль был бы в самый раз, но нужных размеров заготовок у меня не было. Вот тут то и возникла идея с плавлением алюминия. В литейном деле опыта и знаний у меня было совсем ноль, разве что, в детстве из свинца грузики выплавлял. Но алюминий не свинец его на газовой плите не расплавишь. Поиски муфельной печи ни к чему не привели, но зато на глаза попалась бензиновая паяльная лампа. И я подумал, зачем себе усложнять жизнь. Из нескольких кирпичей сложил подобие печи, отрезок стальной трубы послужил тиглем (в нем заварил дно и приварил ручку).
Первые опыты показали, что метод вполне рабочий. Что бы расплавить грамм триста алюминия нужно минут пятнадцать и четверть литры бензина. Вполне приемлемо! Если кто-то решит повторить метод, совет берите сразу огне упорный кирпич, обычного хватает раза на три – четыре, потом просто распадается на куски.
Решив одну проблему, так зразу возникла другая…. Как делать формы? Из гипса, многоразовые? Но гипс нужно сушить, притом достаточно долго, несколько дней плюс еще и несколько часов в духовке. Хлопотно очень и не оставляет права на ошибку. Проштудировав просторы интернета наткнулся на интересный метод литья по газифицируемым моделям из пенопласта. Суть метода состоит в том, что из пенопласта вырезается нужная деталь, затем покрывается обмазкой и сушится, потом ее кладем в металлическую посудину и засыпаем песком. Расплавленный алюминий льется на пенопласт сжигая его, газ выходит через газопроникшую обмазку в песок. На словах достаточно просто…. На деле скажу я вам еще проще!
Проблему, что брать в качестве обмазки, было принято решить в процессе, путем проб и ошибок. Для начала приобрел затирку для швов Ceresit CE 33 и гипс Г-5 «алебастр».
Для пробы взял пенопласт из подложки под ламинат. Из него вырезал две детали в виде кубика (решил не заморачиваться, важно было опробовать сам процесс). Одну покрыл тонким слоем затирки вторую гипса и оставил на ночь высыхать.
Утром даже не позавтракав и не обращая внимания на возмущения жены, отправился «кочегарить», так хотелось увидеть результат. В банки из под кофе положил пенопластовые заготовки и засыпал их песком.
Расплавил алюминий, залил в формы…. И было уже решил…. первый блин комом. Как то уж странно повел себя алюминий. Выждав некоторое время высыпал песок из банок и….
Результат превзошел все мои ожидания, отливка покрытая гипсом повторяла все неровности пенопласта намерено оставленные на нем и не имела ни одной раковины.
С церозитом было немного хуже, отливка имела раковины, некоторые достаточно большие.
Наверное газ через такую обмазку плохо проходил в песок. Думаю что остановлюсь пока на гипсе.
Окрылённый позитивным результатом ,приступил к изготовлению пенопластовой модели более сложной детали. Как материал использовал потолочную плитку, клеил клеем «Титан»
Но тут, не смотря на пословицу, второй блин вышел комом…. Отливка не удалась, алюминий не пролился в тонкие места детали. На помощь опять пришел Интернет…. После нескольких часов чтения пришёл к выводу, что причиной была не достаточная высота литника, чем выше, тем больше давление и алюминий проливается в узко доступные места. Новая пенопластовая модель детали с увеличенным литником не заставила себя ждать.
А вот результат отливки. Деталь пролилась процентов на 90.

Есть раковины в самом низу. Думаю, потолочная плитка не совсем подходит для этих целей, не полностью сгорает, оставляя после себя шлак, который и стал причиной раковин.
Для первого раза результат почти отличный. Технология проверена. Работает! Но требует дополнительных опытов и доработки.
Рад если моя статья стала кому-то полезной. Удачи всем в моделизме и творчестве.

Описание моего способа литья небольших деталей из алюминия в домашних условиях.
В прошлой статье я достаточно подробно рассказал о том, как собрать миниатюрную муфельную печь из подручных материалов, чтобы отливать небольшие детали из алюминиевого сплава в домашних условиях, и лишь кратко о самом литье. В этой статье я постараюсь подробно описать то, каким образом отливаю я.
Несмотря на то что я описываю способы, подходящие в принципе для отливки любых, даже самых сложных деталей, у самого меня потребности пока небольшие, а именно литье гусениц, катков и опорных рычагов для самодельного р/управляемого танка СУ-101. Постройки самого танка я касаться не буду, так же как и выкладывать какие то либо фото, отчет о постройки будет по окончании. Здесь же я постараюсь описать сам принцип.
Для работы мне требуется строительный гипс, разнообразные формы для смешивания и отливки, миксер (шуруповерт с насадкой), пенопласт (пенополистерол) и весь сопутствующий инструмент для работы с ним, место в очереди пользования духовкой (обмениваем абонементы у супруги на цветы, конфеты и прочие приятные взятки).
Заливка – дело очень быстрое. Все должно стоять наготове. У меня например гипс начинает схватываться меньше чем через 2 минуты после разведения смеси. Порядок такой – выбираю тару, куда буду заливать форму, исходя из размеров модели. В тару желательно положить полиэтиленовый мешок – это намного упростит извлечение формы после отвердевания. Наливаю в маленькое ведерко воды, объемом на четверть больше чем объем планируемой формы, в отдельной емкости уже насыпано гипса примерно столько же сколько и объем формы. Миксером (шуруповертом) начинаю мешать воду, понемногу но быстро добавляя приготовленный гипс. Консистенцию готовой смеси регулирую, добавляя гипс уже отдельной ложкой. Необходимая консистенция – жидкая сметана. Если гуще – схватиться еще быстрее, можно просто не успеть залить форму/повредить модель при заливке. Если жиже – форма будет рассыпчатой, излишки воды будут поверх формы, такую можно сразу выкидывать. Либо при сушке, либо при отливке она даст трещины и алюминий вытечет… Песок я как правило не добавляю, но он всегда есть под рукой. Иногда кладу, но немного, не более 4-5 части объема, в основном когда нужна большая форма, потому что из такой очень долго испаряется влага. Тару под форму достаточно просто изготовить из того же пенополистерола, используя клеевый пистолет. Даю гипсу схватиться и остыть, вытаскиваю и оставляю сушиться. Сушить в таре его бесполезно. Он конечно просохнет, эдак через пару лет))). Как правило неделю форма стоит в теплом сухом месте, лишь после этого ее можно сушить в духовке, понемногу увеличивая температуру.
Отливка уже дело техники. Перед заливкой алюминия необходимо снять весь всплывший шлак и окислы, например нержавеющей ложкой. Форма в момент заливки должна стоять в каком нибудь металлическом подносе/тазике, на случай если расплавленный сплав протечет мимо. При заливке из формы идет огонь с дымом и копотью – вытяжка обязательна, причем нужно заливать форму до конца, несмотря на эти светопредставления, пока алюминий полностью не заполнит литник. После заливки оставляем форму до полного естественного остывания.
На фото ниже – часть заготовки для гусеницы и готовый ведомый каток для танка. Катки я отдаю для рихтовки после отливки знакомому токарю, он очень быстро и за симфолическую плату придает им идеально круглую форму. Также отлил заготовку для саркофага знакомому. Он хочет установить внутрь регулятор для своей TT eMTA.
П.С. сейчас начал делать формы полностью по технологии литья по газофицируемым моделям. Ее суть такова – пенопластовую модель на заливаю гипсом, его вообще почти не используют. Модель обмазывают газопроницаемой обмазкой на основе гипса/мела и засыпают в таре песком. При заливке алюминия, пенопласт выгорает и его газы выходят не через каналы как в гипсе, а прямо через стенки обмазки в песок (там создают разряжение насосом). Я решил чуть упростить, обмазываю, точнее окунаю дважды в гипс модель, потом засыпаю песком. Как будет свободное время, и просохнет обмазка – отолью первые экземпляры гребных винтов.
Алюминий является вторым по популярности металлом в мире после железа, и его рынок растет в два раза по сравнению с темпом рынка стали, хотя это происходит с гораздо более низкой базой.

Алюминиевые слитки готовы к дальнейшей обработке в литейном цехе.
Алюминий также является самым распространенным металлом на земле, что составляет более 8% от массы ядра Земли, но его трудно дорабатывать по сравнению с железом. По этой причине использование алюминия отстает от других металлических изделий, в то время как для преодоления этих сложностей разрабатываются эффективные и экономичные методы. В середине 1880-х годов были изобретены два разных метода, которые последовательно используются для производства алюминия. В методе Байера используется химический процесс для извлечения алюминия из бокситов (обычная алюминиевая руда). В процессе Холла-Херульта используется электролиз для извлечения алюминия из оксида алюминия или оксида алюминия, полученного в результате процесса Байера.
Между алюминиевой и сталелитейной промышленностью существует много общего. Оба полагаются на извлечение металлов из минеральных руд, происходящих на земной поверхности. Процессы производства обоих энергоинтенсивны и включают заливку жидкого металла в отливки или с использованием машин непрерывного литья. Алюминий и сталь даже конкурируют на аналогичных рынках для автомобильной и аэрокосмической промышленности. Однако существуют существенные различия в обработке и свойствах этих металлов.
Производство и обработка
Большинство бокситов собирается из открытых шахтных операций в виде грязи, а не горной породы. Типичное содержание алюминия в бокситовой руде составляет от 45% до 60%.

Бокситовая руда, из которой извлекается алюминий.
Процесс Байера
Бокситовая руда измельчается и смешивается с каустической содой для получения суспензии, содержащей мелкие частицы руды. Суспензию выдерживают при температуре от 140 до 280 ° С в зависимости от обрабатываемой конкретной руды. За это время алюминий растворяется в растворе каустической соды. Все примеси осаждаются из раствора в остаток, называемый красной грязью. Последним этапом процесса является добавление затравочных кристаллов в раствор каустической соды. Растворенный оксид алюминия присоединяется к этим затравочным кристаллам. Конечным продуктом из процесса Байера является оксид алюминия или оксид алюминия, который имеет вид белого порошка.
Процесс Холла-Херульта
Блок восстановления алюминиевого завода состоит из восстановительных горшков или ячеек, которые соединены последовательно. Каждый горшок изготовлен из стальной оболочки, облицованной углеродом. В каждый горшок выливают расплавленный криолит (фторид-минерал), содержащий оксид алюминия, и углеродные электроды вводят в раствор сверху. Ток проходит между углеродными электродами и углеродной подкладкой горшка. Когда ток проходит через раствор криолита, алюминий отделяется от кислорода, который присоединяется к углероду электродов, образующих газообразный диоксид углерода. Жидкий алюминий собирается на дне горшка.
Мощность для процесса исходит от постоянного тока через электроды. Напряжение поддерживается от 4 до 6 вольт, а генерируемый ток может достигать 4 KA. Мощность, подаваемая от электрического тока, удерживает раствор криолита примерно при 950 ° C.
Жидкий оксид алюминия всасывается из восстановительных горшков с регулярными интервалами в вакуумные ведра, переносится в печь, а затем наливается в слитки в пресс-формах или с помощью машины непрерывной разливки. Полученный через этот процесс алюминий составляет приблизительно 99,8%.
Как лить алюминий в пенопластовую форму
В этом видео мы покажем вам, как происходит литье алюминиевого пистолета, используя плавильную печь и форму из пенопласта, используя обычный песок и немного волшебства.
Для начала возьмите кусок пенопласта и снимите защитную пленку. После этого нарисуйте или распечатать изображение изделия, которое хотите сделать. Используйте рисунок для того, чтобы разрезать пенопласт на части. На видео вырезан пенопластовый пистолет, который уже выглядит неплохо, но чтобы сделать его алюминиевым, нам нужен песок. Кроме того, нам нужна небольшая плавильня, которую, кстати, можно найти на нашем сайте, а конкретно в этой статье. В ней мы расплавим несколько кусков металла, полученных из банок из под газировки или пива.

Насыпем немного песка в 20 литровое ведро, заполнив его минимум на 5-8 см. Возьмите пенопластовую форму и прикрепите воронку для вливания расплавленного металла, а затем вставьте ее вертикально в песок. Если мы подсыпем еще немного песка вокруг пенопластовой формы, она будет надежно держаться. Делая это, не засыпьте воронку, это очень важно.
Когда песок все закроет, немного потрясите ведро, чтобы выровнять его и заполнить все полости. Хорошей идеей будет также смочить верхний слой песка водой из распылителя. Тогда вы сможете сформировать кратер вокруг воронки, чтобы подстраховать себя при вливании металла.
Когда мы вливаем жидкий алюминий в воронку, пенопласт мгновенно испаряется, жидкий алюминий моментально занимает его место. Это происходит очень быстро. Так что наливайте алюминий достаточно быстро, но не слишком, чтобы не переборщить с металлом. Подождите около десяти минут, металл должен остыть, чтобы его можно было зацепить щипцами. Затем вытащите его из списка. Пенопластовая форма превратилась в цельную алюминиевую словно по волшебству. Если хотите улучшить внешний вид изделия, то примените напильник и наждачную бумагу.
Таким образом можно просто можно сделать что угодно цельнометаллическим. Кстати это также работает с изоляционным покрытием. Если поместить меч из розового пенополистирола, то 10 минут спустя можно достать из плавильни меч из цельного алюминия.
Про то статья, как лить пластмассу.
Шаг за шагом — простое алюминиевое литье в домашних условиях

Алюминиевые заготовки для литья
Вы можете расплавить практически любые алюминиевые банки, даже если кусок, который уже был отлит (например, водяной насос, колесо или впускной коллектор), будет иметь сплав, который лучше подходит для литья.
Алюминий льется около 1500 градусов, поэтому у вас есть надлежащий предохранительный механизм и огнетушитель под рукой.
01] Вот материал, который мы использовали для изготовления нашей собственной тигельной печи для плавки металла: 12-дюймовый терракотовый горшок, оцинкованная металлическая ткань, пластиковый плантатор, 90-градусный сливной слив и 60-фунтовый мешок бетона.
02] Мы разрезаем техническую ткань, чтобы поместиться внутри нашего пластикового контейнера, а затем разрезаем отверстие в боковом отверстии для прохода сливного фитинга. Дренаж был подключен к плантатору и тканевой ткани, чтобы он соответствовал отверстию на дне нашей терракотовой плантации и позволял нам добавлять воздух в наш огонь.
03] Смешанный бетон заливали в пластиковую плантацию до тех пор, пока она не встретила слив. Мы упаковали часть мокрого бетона в ткань, прежде чем мы упали в терракоту и упаковали бетон вокруг него. Мы дали ему четыре дня.
04] Мы использовали четыре куска 1 × 6-дюймового лома, чтобы сделать литейную колбу. Полоски из дерева в середине закрепляют литейный песок, так как нам нужно перевернуть колбу во время процесса литья. Мы решили пойти с простой одночастной формой с открытым верхом, чтобы создать педаль сцепления / тормоза, используя пряжку из латунного ремня в качестве рисунка. Так как это было что-то, что уже было нанесено один раз, пряжка имела хорошие шансы потянуть чисто от песка.
05] Мы получили 5 галлонов литейного песка от Alcast, местного литейного завода, который отливает все от топливных форсунок до голов Ford Foss 429. Вы можете сделать свой собственный литейный песок, но мы хотели удалить как можно больше переменных. Песок прекрасный и содержит связующие и воду, которые делают его немного липким. Вы знаете, что песок — это правильная консистенция, когда он сохраняет свою форму после формирования вручную.
06] Для просеивания песка по шаблону использовался оконный экран размером $ 7. Просеивание держит мелкий песок рядом с рисунком для более детального, плавного литья. Вы можете видеть сгустки песка, которые не проникали сквозь сетку.
07] Мы просеяли несколько сантиметров песка на наш узор, прежде чем мы использовали два-четыре, чтобы уплотнить песок вокруг рисунка. Просеивание нужно только на песке рядом с узором, поэтому мы просто уплотняли ложки песка, пока колба не была заполнена.
08] Затем мы осторожно подняли колбу и перевернули ее, чтобы раскрыть наш узор, полностью упакованный в плотный песок. Хотя песок слегка липкий и привязывается к себе, деревянные ребра в колбе дают песку физическую покупку внутри колбы.
09] Несколько отводов на задней части ремня-пряжки гарантировали, что он был свободным, прежде чем мы вытащили его бесплатно. Центр плесени был чистым, поэтому мы просто продували рыхлый песок с края и отложили узор.
10]. Чтобы наша печь нагревала воздух, мы построили воздуховоды из алюминиевой фольги и подключили ее к феном с «прохладной» кнопкой, записанной вниз. Розовая клейкая лента необязательна. Мы положили немного металлолома на дно, чтобы наш домашний тигель блокировал наш воздухозаборник, наполнил печь древесным углем, добавил наш металлолом и затем осветил его.
11] Как только весь уголь зажжен, мы положили верхнюю крышку из шлакоблока, и менее чем за 10 минут у нас был расплавленный алюминий на дне тигля.
12] Мы добавили дополнительный алюминий, и вскоре он тоже был расплавлен, но на верхушке был какой-то шлак.
13] Мы сняли шлак сверху с помощью набора длинноручных щипцов и обнаружили блестящий, чистый алюминий под ним.
14] Тигель, который мы построили из квадратной трубки, имеет два булавки на стороне, которые позволили нам использовать раздвоенный инструмент, чтобы вытащить его, и крюк, чтобы наклонить его. Не так элегантно, как щипцы, но они работали, и алюминий легко выливался.
15] Пустой алюминий может быть установлен в песке в нашей второй колбе, служившей в качестве пресс-формы для слитка алюминия в следующий раз.
16] Было сложно оставить нашу новоиспеченную часть достаточно долго, чтобы охладиться, но мы дали ей почти 30 минут. У нашей первой педали сцепления / тормоза была проблема с пористостью на поверхности, но мы скоро вернемся к ней.
Электролитический процесс производства алюминия чрезвычайно энергоемкий, требуя 15 Мвт на тонну продукции. Поэтому большинство плавильных заводов расположены рядом с генератором энергии, таким как гидроэлектростанции.
Читайте также: