
Как красиво спаять рр трубы если от стены большое место
Обновлено: 02.05.2024
Возможность собирать трубопроводы самостоятельно — несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное — понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка
Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния
Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры
Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
Методика пайки сантехнических элементов на основе пластика получила широкое распространение. Технология отличается простотой и требует минимальных вложений сил и средств
На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
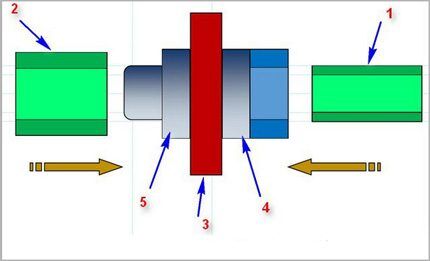
Муфтовая спайка: 1 – труба пластик, 2 – муфта (или раструб фитинга), 3 – нагревательный элемент паяльника, 4 и 5 – металлические насадки (болванки)
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
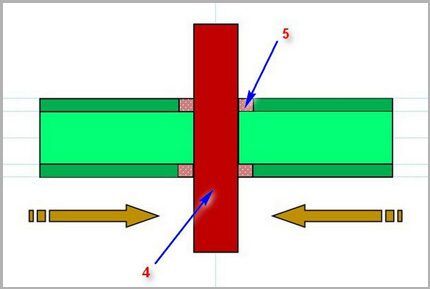
Прямая спайка: 4 – нагревательный элемент паяльника, 5 – область трубы, подвергаемая расплавлению. Эта методика сварки пластиковых труб редко применяется в бытовом секторе
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Таким выглядит паяльник («утюг») для труб из полипропилена. Несложное электрическое устройство, полуавтоматическое, благодаря которому делается спайка пластика
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования — промышленность.

Более сложное устройство, при помощи которого выполняется точная центровка свариваемых деталей с дальнейшим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльников, мастеру также потребуются:
- ножницы — труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагрев
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали — разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры — включения зелёного индикатора.
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы
Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки - отрезок трубы, который будет соединен со свариваемой деталью
Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева
Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Так выглядит спаянная конструкция – фрагмент трубопровода из полипропилена. На высокое качество пайки указывает характерный шов в месте входа трубы в фитинг
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер
Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя - полимерный и алюминиевый
Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы
Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» — удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Трубы из полипропилена превосходят стальные по целому ряду критериев. Заготовки легко нарезать по нужному размеру, спаять в самый сложный водопроводный или отопительный контур.
Единственный недостаток – крепление полипропиленовых труб требует особого внимания. Материал достаточно пластичный и мягкий, из-за чего трубопроводы горячего водоснабжения и отопления могут провисать под собственным весом.
Какие действуют нормы крепления
Все зависит от рабочей ситуации. Если делать водопровод в частном доме, на даче, или контур индивидуального отопления в квартире, то мастера определят точки крепления полипропиленовых труб, что называется, по собственному усмотрению.

Для серьезных проектов прокладки теплотрасс и магистралей подачи горячей воды обязательно потребуется основание, лучше всего определяющий нормативный документ. Только так можно обосновать количество мест крепления труб и, соответственно, заложить в смету закупочную стоимость крепежа.
Основанием для выбора количества точек крепления могут служить два документа:
- Рекомендации, таблицы, расчетные формулы, приведенные производителем в техническом паспорте к полипропиленовым заготовкам. Обычно это усредненные данные для труб определенного диаметра, устанавливаемых на клипсах.
- Свод правил СП 40-101-96 от 04.09.1996 «Проектирование и монтаж трубопроводов из полипропилена «Рандом-сополимер»».
Последний документ можно рекомендовать для профессиональных монтажников. В нем приведена вся необходимая информация по полипропиленовым трубам:
- методика расчета по удлинению при нагреве;
- рекомендации по выбору расстояний между точками крепления, как для горизонтальных, так и вертикальных участков.
Еще нужно знать, как правильно выполнить крепление полипропиленовых труб на поворотах или в угловых зонах. Ставить наугад нельзя, мало того, нужно использовать два типа крепежа – неподвижный и скользящий.
Как осуществляется крепление
Проще всего закрепить полипропиленовый трубопровод с холодной водой. Достаточно воспользоваться рекомендациями компании-производителя труб по расстоянию между точками крепления. Приведенные сведения касаются преимущественно скользящих видов крепежа в условиях комнатной температуры 20 ℃.
Одно из крайних боковых креплений на стене, от угла до угла, выполняют фиксированным. Обычно это хомут или самозатягивающийся зажим. В остальных точках устанавливается скользящий крепеж.
Несколько сложнее выглядит процесс крепления полипропиленовых труб горячего водоснабжения или отопления:
- Составляют схему прокладки трубопровода по стене.
- Согласно рекомендаций СП 40-101-96, считают количество точек крепления по рекомендованным расстояниям между крепежом для определенной температуры воды.
Дополнительно нужно сделать расчет размеров компенсационной петли в углах с учетом установки неподвижной и скользящих опор.
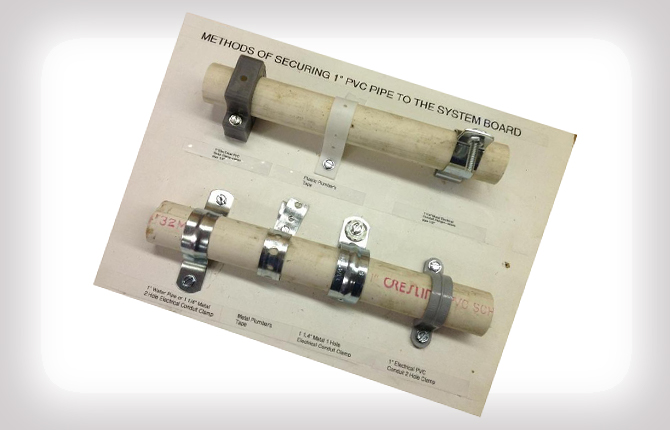
Для полипропиленовых труб используются два типа крепежа – хомуты и клипсы. Первый представляет собой стальной зажим, состоящий из двух половинок. На одной из них привинчена или приварена стойка, обычно это шпилька или дюбель. С их помощью хомут вкручивается внутрь забитой в стену пробки.

Крепление полипропиленового водопровода выглядит следующим образом:
- Размечают на стене точки крепежа, сверлят перфоратором отверстия под пробки.
- Заворачивают внутрь пробки, шпильку или дюбель хомута.
- Укладывают на опоры полипропиленовые трубы, устанавливают ответную часть хомута и фиксируют крепеж отверткой.
Практически все модели хомутов комплектуются внутренними резиновыми прокладками. Их применение обязательно. Мягкая резина компенсирует неточности и отклонения, возникшие при установке хомутов на стену.
Установка клипс выполняется также с использованием пробок и саморезов. Они могут быть самофиксирующиеся или с ленточным поджимом. В первом случае не требуется никаких дополнительных действий – достаточно прижать полипропиленовую трубу на клипсе до защелкивания боковых фиксаторов-усов.
Во втором случае трубу нужно уложить на пластиковую опору и подтянуть прижимающую ленту.
Прежде чем собирать водопровод, необходимо определить расстояния между креплениями.
Расстояние между креплениями
Количество точек крепления нужно определять отдельно для горизонтальных и вертикальных участков полипропиленового трубопровода.
Для вертикального участка точки крепления ставят на расстоянии не более 100 см для полипропиленовых труб диаметром до 32 мм, в остальных случаях промежуток между опорами можно увеличить до 150 см.
Как вычисляется расстояние между точками крепежа
Для горизонтального участка полипропиленовой трубы рекомендуемое расстояние выбирается из таблицы 2.1 Свода правил СП 40-101-96.
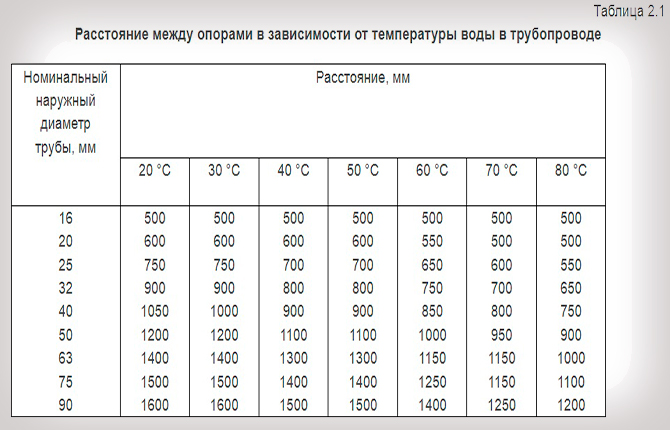
Рекомендации касаются только минимального расстояния между опорами. При необходимости количество точек крепления можно увеличить и даже перераспределить неравномерно. Но минимальное расстояние должно соответствовать рекомендованным значениям.
Последняя проверка перед сборкой
По завершению расчета, нужно проверить корректность расположения выбранных точек крепления относительно фитингов, муфт, кранов. Изначально полипропиленовая труба будет устанавливаться холодной. В рабочем состоянии трубопровод системы горячего водоснабжения нагревается минимум до 60-70 о С. В результате термического расширения произойдет удлинение магистрали.
Все элементы, врезанные в магистраль, – тройники, краны, отводы со штуцером также сместятся на определенное расстояние влево или вправо, в зависимости от того, где установлена фиксирующая опора и компенсационная петля. Поэтому муфта, кран, треугольник со штуцером под гибкую отводку должны располагаться от крепления на расстоянии большем, чем удлинение трубы.
Пренебрегать удлинением трубопровода нельзя, даже если на горячей воде (что неправильно по сути) из соображений экономии поставлена обычная трубная заготовка PN30 SD6. Увеличение длины будет значительным, поэтому врезанные фитинги могут сорвать крепление.
Например, полипропиленовая труба длиной 6 м при нагреве с 20 ℃ до 70 ℃ удлиняется на 52-55 мм. Если хомут или клипса находятся от муфты ближе, чем 5 см, то крепеж будет сорван со стены.

Определить величину удлинения можно по номограмме. По вертикали указывается величина изменения температуры при нагреве, по линии графика выбирают длину участка. Тогда по горизонтали можно определить удлинение участка в миллиметрах.
Как рассчитать размеры петли на полипропиленовой трубе
Тепловое расширение считается самым серьезным недостатком полипропилена. Даже если использовать трубные заготовки с армированным слоем из алюминия или стекловолокна, проблема удлинения не исчезнет.
Например, шестиметровая заготовка из армированного полипропилена из приведенного выше примера при нагреве до 70 ℃ увеличится в длину не на 5 см, а всего на 1 см. Но этого достаточно для того, чтобы оборвать опору крепежа или деформировать резьбовой фитинг на радиаторе отопления.
Поэтому в контуре обязательно ставят компенсационную петлю. Лучше всего сделать компенсатор в углу. Перемещения в 10-12 мм практически незаметны для постороннего взгляда, и в целом система выглядит более эстетично, чем ставить кольцо или П-образный компенсатор.
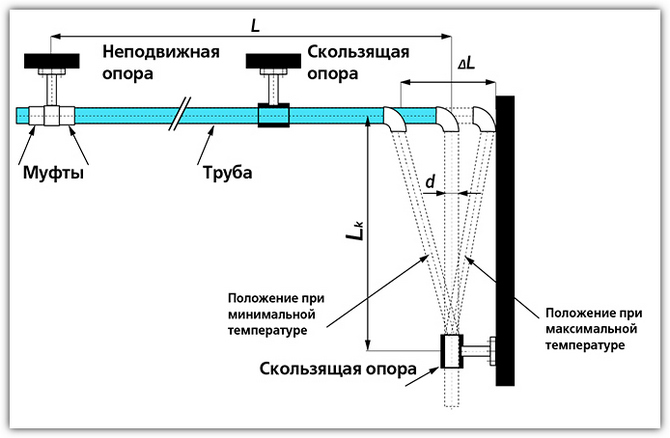
Длина участка Lk трубы диаметром d определяется по формуле Lk=25(d∆L) 1/2 , ∆L – величина, на которую удлинилась заготовка при максимальном нагреве при Т=90-95 ℃.
Одно место крепежа должно быть неподвижным, а второе – выполнено по скользящей схеме. Иногда для блокирования перемещения посадочное место на трубе обваривают слева и справа двумя муфтами.
Полипропиленовые трубы диаметром до 32 мм можно ставить с самодельным кольцом-компенсатором. Радиус кольцевой петли по осевой линии рассчитывается, как диаметр трубопровода, умноженный на коэффициент К=8.
Когда лучше применять клипсы крепления
Данный вид крепежа используется преимущественно для трубопроводов небольшого диаметра – от 16 мм до 50 мм. Полипропиленовые магистрали большого диаметра клипсами не удержать из-за небольшой прочности крепления. Трубы менее 16 мм фиксируют на стенах петлями.

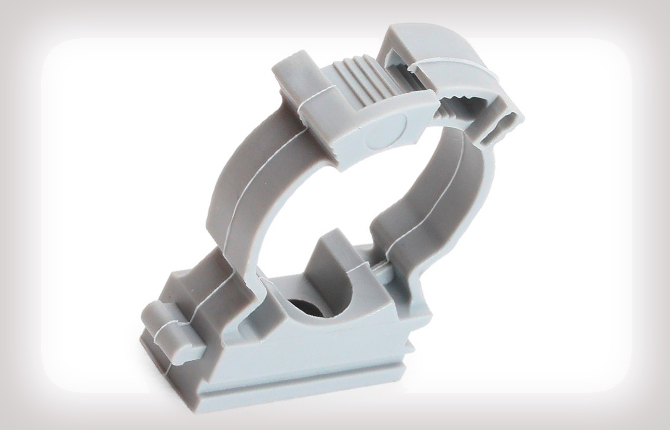
Клипсы идеально подойдут в качестве скользящих опор. Конструкция крепления такова, что наружная поверхность трубы контактирует с кольцом только через пластинчатые выступы. Даже при небольшой неточности установки крепежа дополнительной перекашивающей нагрузки на трубопроводе не появится.
В качестве неподвижных опор клипсы практически не применяются из-за низкой прочности. Если нет возможности приобрести специальную стационарную опору или поставить хомут, то ее можно заменить клипсами для фиксации медных труб.
Отдельные модели клипс, например, с лентой и замком, удобно использовать для фиксации полипропиленовых труб, затянутых мягкой теплоизоляцией.
Клипсовое крепление изготавливают из литого полипропилена, поэтому коэффициент теплового расширения не отличается от материала трубопровода. Соответственно при нагреве трубу не расклинивает внутри клипсы.
Средняя цена за одну клипсу – 10 центов, в продаже крепеж обычно реализуется упаковками по 10 или 20 шт.
Когда целесообразно применять хомуты для крепления
Преимущество данного вида крепежа – его универсальность. Хомутами можно крепить как металлические, так и пластиковые трубы. Хомутовые опоры допустимо делать как в стационарном варианте, так и в скользящем. В первом случае внутрь устанавливают прокладки из мягкой резины, во втором – тефлоновое или разрезное полипропиленовое кольцо.

Металлические хомуты способны выдержать значительную осевую и радиальную нагрузку. Крепеж не боится ультрафиолета и низких температур. Поэтому все наружные трубопроводы ставят только на хомутах. Срок службы крепления в несколько раз превышает аналогичный показатель для пропиленовых труб.
Из минусов хомутового крепежа можно отметить:
- высокую цену – от 50 центов за штуку;
- хомут рассчитан на полипропиленовую трубу определенного диаметра;
- повышенную трудоемкость установки.
Надежность хомута во многом зависит от качества сборки. Шпильку или дюбель в процессе изготовления крепления обычно приваривают к нижнему полукольцу сваркой. При неаккуратной установке и сильных ударах молотком при осаживании дюбеля внутрь пробки сварочный шов может отслоиться или треснуть. Соответственно под весом полипропиленовой трубы опора просто разрушится.
Как проводится крепление полипропиленовых труб отопления и водопровода скрытым способом
Благодаря высокой химической стойкости трубопроводы из полипропилена можно укладывать непосредственно в стенах, под штукатуркой, или прямо в грунт. В любом случае перед укладкой полипропиленовой трубы предварительно вырезают перфоратором штробу или паз. Размеры полости должны быть вдвое шире и глубже, чем поперечный размер магистрали.

Перед заделкой водопровод холодного водоснабжения достаточно будет прихватить к стене временным креплением – проволочной или пластиковой петлей. Как только будут заштукатурены начальные участки штробы, его можно будет снять. В неотапливаемом помещении или при укладке водопровода в грунт, трубу одевают в теплоизоляционный чехол из пенополиэтилена.
Полипропиленовые трубы горячего водоснабжения и отопления закладывают в пластиковые короба. Таким же способом выполняется скрытая прокладка в стенах и за облицовкой из гипсокартона. Зачастую в одном канале могут устанавливать крепления для полипропиленовых труб горячей и холодной воды, а также укладывать проводку в защищенном гофре.
При укладке полипропиленовых труб в грунт ниже глубины промерзания лучше использовать дополнительный канализационный канал из ПВХ. Чтобы внутри защитной полихлорвиниловой оболочки не скапливался конденсат, в дно траншеи забивают колья, ПВХ-трубу подвешивают с помощью проволочных креплений с определенным уклоном для стока влаги. На дно отсыпают песчаную подушку. После этого можно внутрь закладывать полипропиленовый трубопровод и засыпать траншею грунтом.
Крепление полипропиленовых магистралей должно обеспечивать одновременно свободную посадку в осевом направлении и жесткую фиксацию в радиальном. Из-за колебаний температуры трубы всегда испытывают дополнительные нагрузки, поэтому от правильного выбора вида крепежа зависит надежность и долгий срок службы трубопровода.
Основные секреты монтажа полипропиленовых труб. Мастер класс крепления полипропиленовых труб: видео.
Поделитесь своим опытом – как вы крепите полипропилен на стенах? Какие проблемы возникали и как их удавалось решить? Напишите в комментариях. Сохраните статью в закладках, чтобы не потерять полезную информацию.
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.

Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.

Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.

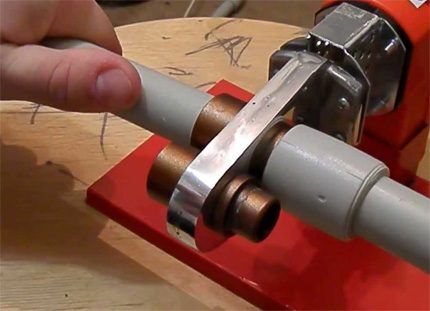
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 90 0 . При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: "Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы"). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.

Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом.
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
По сравнению с металлическими и металлопластиковыми трубами полипропиленовые аналоги дешевле, долговечнее и надежнее. Еще один важный аргумент в их пользу − простота соединения и герметика стыков, что позитивно отражается на жизнеспособности всей трубопроводной системы.

С какими деталями стыкуются изделия из полипропилена
Если вы не знаете, как соединить полипропиленовые трубы, наши разъяснения окажутся кстати. Данная разновидность труб востребована при подготовке магистралей водопровода, отопления и орошения. Из-за долговечной эксплуатации полипропиленовых труб в сети водоснабжения, а это примерно полвека, такой вид все чаще предпочитают в качестве замены изношенных линий. А также данные трубы превосходно комбинируются со вспомогательными элементами из стали и полиэтилена.
Все трубы из полипропилена, согласно сфере применения, классифицируются на виды:
- Обычные трубы для монтажа трубопроводов с холодной водой (PN 10, 16).
- Универсальные толстостенные трубы для проведения отопительной системы, выдерживающие горячую воду с температурой +80ºC (PN 20).
- Композитные трубы, имеющие прослойку из металла или капрона, счищаемую при спайке. Применяются для монтажа системы отопления, где предельная температура горячей воды может достигать +95ºC (PN 25).

Соединения труб из полипропилена отличает отсутствие швов между составляющими трубопровода.
При их диаметре меньше 50 миллиметров можно воспользоваться всевозможными фитингами:
- муфтами для соединения участков одного поперечного размера;
- крестовинами для образования разветвлений;
- заглушками для герметизации концов трубы;
- переходниками для стыковки трубных изделий всевозможных диаметров;
- штуцерными фитингами для соединения труб с гибкими шлангами.

Если вы решили выполнить монтаж пропиленовых труб своими руками, то, в первую очередь, нужно купить или взять в аренду особый паяльник с насадками.
В придачу к нему потребуются:
- ножницы для труб из пластика;
- рулетка, маркер для разметочных работ;
- зачистка для трубных поверхностей.
Сваривание труб
Стыковка составляющих трубопроводной магистрали заключается в их обязательном нагревании и оперативном соединении частей. Для сварки труб используют бытовые аппараты мощностью до киловатта, которой вполне достаточно для оперативного и безупречного разогрева материала. В промышленном производстве применяют более сильные и дорогостоящие приборы. Покупая для этих целей специальный паяльник, вы дополнительно получаете насадки к трубам всевозможных диаметров. Трубу из полипропилена нужно прогревать снаружи, а фитинги − изнутри.

Как пользоваться паяльником? Во-первых, его нужно подключить к электросети и установить требуемую для разогрева температуру, которая зависит от величины поперечных сечений подлежащих свариванию пластиковых труб. Средняя температура варьирует от +250̊ до +270̊C.
Спаивание труб
Рассмотрим соединение труб методом спаивания:
- С помощью ножовки или острых ножниц, не деформирующих пластик, отрезать трубы под углом 90̊. Если вы не знаете, как отрезать трубу под углом, нужно прочесть дополнительную информацию.
- При наличии на торце заусениц тщательно их счистить.
- Разметить глубину спайки, т.е. отмерить на трубе участок определенной длины для вхождения в муфту или тройник и нарисовать маркером риску. Помнить, что длина погружения в соединяющий элемент находится в прямой зависимости от диаметра изделий. Чем крупнее трубы, тем глубина спаивания должна быть больше.
Алгоритм действий немного изменится, если трубы армированные. Тогда перед процессом спаивания нужно обработать верхний слой трубного изделия, включающий фольгу из алюминия, волокно из базальта или капрона. С помощью специального инструмента легко удалится необходимая величина слоя. Нужно обратить особое внимание на тщательность снятия фольги. Даже незначительные ее излишки на трубе негативно отразятся на герметичности спайки.

Дальнейшие действия процесса спаивания:
- Установить на гладкую и надежную поверхность паяльник с насадками, которые заранее подобраны согласно диаметру труб.
- Одновременно на раскаленную насадку с двух сторон насаживают трубу и фитинг, продвигая до нанесенной маркером разметки.
- Разогреть пластик, выдержав определенное время, которое зависит от диаметрального размера труб. Например, если величина поперечного сечения изделия составляет 20 мм, то для разогрева достаточно 6 сек; если 32 мм - 8 сек.
- Затем элементы снимают с насадки и обеспечивают прочную фиксацию друг в друга. Ни в коем разе не производить поворотных движений.
- Чтобы обеспечить прочное сцепление стыка, нужно выдержать 4-10 сек. Этого времени будет достаточно для качественного застывания полипропилена и получения неразъемного соединения.
Обратите внимание, что очень важно соблюсти необходимое время нагрева. Если разогрев недостаточный, могут образоваться протечки. Излишний перегрев приведет к запаиванию пространства внутри трубы и возникновению оплыва. Не стоит его тут же удалять, т.к. разогретый пластик начнет деформироваться еще больше. Лучше подождать, пока изделие окончательно остынет, а потом удалить излишки.
Наши советы
Прежде чем приступить к процессу спаивания труб, лучше выполнить парочку тренировочных стыков. Проще работать с небольшими соединениями, установив аппарат для сварки прямо на столе. Так можно проверить, насколько правильно выполняется спайка труб.
А вот присоединять элементы к частично готовому трубопроводу будет сложнее:
- На трубу из полипропилена надеть насадку паяльника, в другую часть вставить тройник, держа сварочный аппарат на весу.
- При подготовке магистрального водопровода обязательно чередование последующих соединений. На труднодоступных участках лучше избегать стыковочных работ из-за сложности пользования паяльником.
- Материал должен быть сухим и чистым, потому что присутствие грязи и воды снизит качество стыка. Известно, что материал, если он мокрый, может деформироваться при нагревании.
- Все изделия (трубы, фитинги) приобретать от одного изготовителя, потому что химический состав элементов от разных производителей может отличаться, что в конечном итоге приведет к негерметичному соединению.
- Температурный режим в помещении, где ведутся работы с полипропиленом, должен быть оптимальным и не ниже +5̊C.
Соединение труб методом обжима
Нередко для ремонта потребуется разборка трубопровода. Если соединение составляющих магистрали выполнено методом спайки, что надежно и долговечно, то разобрать его практически нереально. Давайте рассмотрим, как соединить полипропиленовые трубы без паяльника, который не всегда можно купить либо арендовать у знакомых. В данном случае потребуются резьбовые фитинги с прижимным кольцом, которые получили название − цанговые (обжимные). И не зря, ведь такого рода соединение выдерживает нагрузку до 16 атмосфер.
Чтобы методом обжима состыковать между собой составляющие трубопровода, будут нужны дополнительные детали:
- тройники;
- паечные и комбинированные муфты с внутренней и наружной резьбой;
- угольники;
- переходники с наружной резьбой;
- заглушки;
- шаровые краны;
- тройники с накидной гайкой;
- всевозможные фитинги с резьбой;
- уплотнительные кольца для раструбного соединения полипропиленовых труб и др.

Нужно обратить внимание на один нюанс, что для обеспечения надежной герметичности все уплотнители и места соединения щедро обрабатываются силиконом.
- Отрезать часть полипропиленовой трубы.
- Надежно вставить ее в фитинг.
- Обмотать резьбу детали нитью для герметизации.
- Натянуть сверху обжимное кольцо, гайку.
- Обжимным ключом, о котором нужно позаботиться заранее, выполнить полное затягивание элементов трубы.
По сравнению со свариванием, на этот метод уходит намного больше времени, но он очень удобный при соединении полипропиленовых труб и радиаторов.
Стыковочная комбинация металла и полипропилена
При установке водопроводной и системы отопления встречаются места, где обязательно соединение труб из стали и пластика. Для таких случаев потребуются специальные переходники-фитинги, у которых с одной стороны присутствует гладкое отверстие для трубы из пластика, а с другой − вставка с резьбой из металла. Поэтому полипропиленовая труба стыкуется методом сваривания, а стальная − затягивается обжимным ключом. В результате, полученное соединение по прочности уступает сварному, но все равно прослужит много лет.

Обратите внимание, что по завершению установочных работ обязательно проведение пробного запуска воды в системе. Так можно проверить герметичность мест стыков труб и составляющих трубопровода. Возможно протекание резьбовых соединений, которые необходимо сразу же подтянуть ключом.
Как видим, можно провести самостоятельный монтаж водопроводной или отопительной системы из полипропиленовых труб. Главное − безукоризненно соблюдать требования инструкции по применению аппарата для сварки и технологию установочных работ. Очень полезным будет просмотр видео на эту тему.
Соединение полиэтилена и полипропилена
Такой вариант магистрали предусматривает приобретение специальных фитингов. Они понадобятся в случае, если вода в постройку поступает по трубам из ПНД, а в дальнейшем разводится с помощью полипропиленовых труб. В таких случаях достаточно часто выполняется пайка труб ПНД паяльником для полипропилена, что вполне допустимо.
Рассмотрим два случая, как соединять полипропиленовые трубы без сварки с полиэтиленовыми:
Как соединить полипропиленовые трубы – обзор проверенных способов стыковки
Пайка полипропиленовых труб своими руками - процесс технически несложный, но требует точности и соблюдения повышенных мер безопасности. В обратном случае можно снизить срок службы полимерной системы в несколько раз.

Последовательность пайки полипропиленовых труб
Как паять трубы в труднодоступных местах
При сварке узлов и соединительных элементов в труднодоступных местах всегда начинайте с более сложного участка. Для пайки в наиболее сложных участках – используйте американку.
Для этого вам понадобятся основные инструменты для пайки труб из ППР (полипропилена):
- аппарат для сварки (утюг или паяльник) с насадками различного диаметра (электромуфта или стержневой аппарат);
- специальные ножницы (труборез). Обрезать трубы можно и болгаркой/ножовкой, но после обязательно зачистить края;
- торцеватель или зачистка/шейвер (можно не использовать с армированной трубой из стекловолокна).
В процессе монтажа также понадобятся ключи для завинчивания, перфоратор, болгарка и другие инструменты.
Обратите внимание, что, независимо от используемого «паяльника», технология подразумевает соединение труб через элементы:
- муфты;
- фитинги;
- шаровые краны;
- резьбовые переходы;
- 900 или 450 уголки;
- тройники и т. п.
Технология пайки электромуфтой
Электромуфта - самый распространённый аппарат для пайки. «Утюг» прост в эксплуатации, но имеет свою технологию:
- Подключая сварочный аппарат к электросети, убедитесь, что у вас достаточно места для «манёвров» - ничего не должно мешать. Плюс среда, в которой вы проводите работы, не должна быть ниже +10 ℃, иначе вы не успеете качественно зафиксировать элементы.
- «Паяльник» необходимо расположить на твердой поверхности, вдали от легко воспламеняющихся предметов.
- Сначала рекомендуется сварить большие цепи/узлы труб, которые реально вмонтировать в стены, а остальные соединения уже паять на весу. Чтобы распределить план действий – составьте чертёж.
- Проверьте, стыкуются ли муфта с трубой перед нагревом. Если да, то должного соединения не будет, и данное место будет протекать. Поэтому элементы следует заменить. Чтобы исключить несостыковку, необходимо выбирать трубы и соединители одного и того же производителя.
- Разрезать трубу до нужной длины можно с помощью специальных ножниц, а армированную трубу удобнее – болгаркой. Разрезать необходимо точно под углом 90 градусов.
- Зачистите поверхность трубы для устранения неровностей.
- Оденьте нужную насадку на прибор. Насадки определяются согласно диаметру полипропиленовых труб.
- Установите температуру «утюга» на 260 ℃. Этот параметр на дорогостоящих аппаратах для пайки определяется автоматически самим прибором, но только после указания диаметра трубы из ППР. Когда «паяльник» полностью нагреется - загорится сигнальная лампочка. Более дешёвые приборы нагреваются примерно за 15 минут.
- Надеваем на насадку фитинг и трубу. Согласно книжному руководству, это делается поочерёдно, но на практике провернуть сложно. Поэтому надевать лучше одновременно. Для удобства необходимо встать на колени и зажать между ногами «утюг».
- Греть фитинг и трубу необходимо в зависимости от диаметра материала:
- 16 и 20 – 5 сек;
- 25 и 32 – 8 сек;
- 40 – 12 сек.
- Вставлять трубу ППР в насадку нужно до конца. Если вы не уверены, то можно наметить карандашом на сколько она должна войти на трубу.
- Не крутите и не проворачивайте элементы при разогреве – пайка будет некачественной. Но небольшие (совсем незначительные) повороты допустимы.
- После нагрева снимается труба, а затем фитинг. Элементы соединяются и фиксируются в течение 20 сек (неподвижно!). После снятия с прибора у вас есть не более 5 сек на состыковку, по истечении этого времени пайка может быть некачественной.
- Если вам предстоит сварка трёх или более элементов, закреплённых в трубопроводной системе (например, нужно разрезать уже вмонтированную трубу и вставить фитинг-кран):
- необходимо разрезать трубу, предварительно отметив места среза;
- зачистить элементы и вытереть обезжиривателем/сухой тряпкой;
- проверить, чтобы кран не мешал при закрытии/открытии;
- сначала спаиваем фитинг и трубу с одной стороны (с правой);
- переходя к спайке цепи с другой стороны, нужно сначала разогреть кран (причём на 5 сек дольше), а потом нагреть трубу (на 3-4 сек меньше);
- состыковываем элементы;
- так как цепь на весу, для удобства разогрева фитинга, надавливаем на «утюг» подручными материалами (например, ножницами).
- Фиксировать ППР трубы горизонтально можно с помощью клипс, а вертикально посредством трубного хомута.
После проведения сварки рекомендуется протирать поверхности насадок обезжиривателем или спиртом для удаления остатков материала.
Учтите, что при перегреве проходные отверстия полипропиленовых труб и фитингов заплавляются, а при недогреве – элементы не соединятся как следует и будут протекать.
Стержневой аппарат для сварки полипропиленовых труб
Стержневой аппарат для сварки используется преимущественно для труднодоступных мест, а также при повреждении (просверливании) труб. Прибор имеет более удобную конструкцию для непосредственной работы под любым углом и на весу.

Производителями разработан специальный ремонтный набор при просверливании отверстий в ППР трубах. В него входят ремонтные полипропиленовые стержни и специальные насадки. При повреждениях данного типа необходимо:
- Надеть на «паяльник» специальную насадку (стандартна для ремонта труб всех диаметров).
- Включить прибор и разогреть до 260 ℃.
- Просверленное отверстие в трубе необходимо расширить сверлом диаметром в 10 мм.
- Зачистить поверхность от заусенцев и наплавленных частей.
- На ремонтном стрежне наметьте глубину, на которую он будет вставляться в ремонтируемую трубу. Элементы не должны состыковываться.
- Очистите поверхность ремонтируемой трубы обезжиривателем или спиртом, дайте просохнуть несколько минут.
- Насадкой разогревайте поверхности ремонтируемой трубы и вставляемого стержня одновременно в течение 5 сек.
- Не проворачивая, соедините элементы между собой и удалите остаток стержня.
Метод пайки стержневым аппаратом в стандартных условиях не отличается от сварки с помощью других аналогов.
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:
- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.
Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Как спаять и установить узел из полипропиленовых труб в штробу - видео-инструкция
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
Монтаж полипропиленовых труб в труднодоступных местах своими руками
Переходная муфта-американка
Для соединения узлов из полипропилена, особенно в сложных местах, используется преимущественно «американка» (особенно углового исполнения). Эта муфта легко состыковывает необходимые отрезки труб, когда цепи уже вмонтированы в общий трубопровод. Плюс участок с данной деталью можно часто разбирать и собирать.

Профиль «американки» - это состыковка двух участков трубопровода или переход на трубу иного размера в диаметре. С одной стороны, деталь прикручивается/припаивается/приваривается, а с другой – разборное соединение американка (по-другому, быстроразъемная резьбовая гайка).
Деталь предназначена для состыковки труб из ППР и применяется для подачи холодной или горячей воды. Муфта выдерживает давление в 25 атмосфер и температуру в 95 ℃(в зависимости от модели, бывает меньше и больше), а также производится различного диаметра (чем больше, тем выше вес и цена детали).
Юлия Петриченко, эксперт
Для соединения выбирают «американки» следующих видов:
- с внутренней резьбой;
- с наружной резьбой;
- муфта с наружной и внутренней резьбой.
По типу конструкции муфта-американка бывает:
По виду резьбовых стыков:
- плоская (цилиндрическая);
- конусная (создаёт наиболее качественное соединение).
Наиболее популярны для монтажа в труднодоступных метах угловые «американки».

Монтаж ППР труб с помощью муфты-американки
При установке «американки» с металлическим узлом необходимы прокладки/уплотнители:
- полиуретановые;
- паронитовые;
- резиновые;
- тефлоновая нить или паста и т. п.
Плюс для закручивания муфты в процессе монтажа необходим шестигранник, натяжной ключ (обычный или с лентой) или цилиндр с выборками под зацепы.
Методы монтажа муфты:
- «Американка» для ППР сваривается/паяется. Метод соединения стандартный – «паяльником».
- Затягивается инструментом на металлической части. При затягивании используются уплотнители.
Видео-урок монтажа труб с помощью переходной муфты
Монтаж или ремонт полипропиленовых труб не имеет больших сложностей в работе. Главное - придерживаться температурного режима при нагреве и времени состыковки элементов. Плюс при ремонте необходимо начинать с более труднодоступных мест. Не забывайте также фиксировать магистраль клипсами или другими деталями, чтобы трубопровод не сорвало при увеличении давления.
Если у вас есть комментарии или советы по улучшению монтажа ППР труб поделитесь с нами!
Пайка полипропиленовых труб своими руками: видео, сварка в труднодоступных местах — версия для печати
Читайте также: