
Изготовление бревна на токарном станке
Обновлено: 17.05.2024
По своей сути оцилиндрованное бревно – это модуль, изготовленный в заводских условиях и полностью готовый к сборке. Наличие всех монтажных элементов с точными размерами обеспечивает быструю сборку, плотное прилегание контактирующих поверхностей друг к другу и вытекающую отсюда высокую теплозащищенность дома.
Конечно, все это верно лишь в том случае, если при производстве соблюдается правильная технология.
Изготовление оцилиндрованного бревна начинается с разметки под конкретный проект дома, и включает подготовку и сушку заготовки, обточку цилиндрической поверхности, фрезеровку и сверление монтажных элементов.
Подготовительные операции
После сортировки (отбора по геометрии и кондициям) бревна подвергаются первичной обработке – очищаются от коры, сучков и т.п. Затем их подвергают сушке. Лучшие условия доведения влажности до требуемых значений (не более 15-18%) обеспечиваются в камерах мягкой сушки. Однако из-за экономических соображений чаще ограничиваются естественной сушкой в проветриваемых штабелях, защищенных от дождя, снега и солнца навесами.
Обработка цилиндрической поверхности
Обточка или фрезерование цилиндрической поверхности заготовки может производиться на различном оборудовании (обычно на токарно-фрезерных станках) двумя основными способами – позиционным и проходным.
При позиционном способе заготовка крепится в центрах, т.е. в качестве базы обработки выбирается ее ось. Обтачивание производят резцом или фрезой, перемещающимися вдоль вращающегося бревна, или специальной роторной головкой с фрезами, движущейся вдоль неподвижной заготовки.
Позиционный способ позволяет получить абсолютно ровное бревно – даже из той заготовки, которая имеет изгиб. Но достигается это ценой снижения диаметра готового изделия, поскольку толщина снимаемого материала зависит от степени кривизны заготовки. Как результат, относительно много материала уходит в стружку.
При проходном способе бревно протягивается вальцовым механизмом через роторную головку с фрезами, которые срезают с него верхний слой. Центровка заготовки в этом случае производится по его наружной поверхности.
У проходного способа много достоинств. Возможность непрерывной подачи материала обеспечивает высокую производительность (в разы большую, чем у позиционного). Длина обрабатываемого бревна не ограничена. При позиционной обработке длину заготовки лимитирует расстояние между центрами станка. Благодаря малому припуску обеспечивается высокая доля (до 90%) выхода готовой продукции.
На все эти достоинства имеется один, но серьезный недостаток. Если заготовка имеет изгиб, то он сохраняется и в готовом бревне.
Прочие операции
К ним относятся фрезерование монтажных пазов и компенсационного пропила, торцовка бревен, сверление под шпильки и шканты.
Лунный (утеплительный) паз выбирается фасонной фрезой. Его назначение – обеспечить плотное фиксированное прилегание бревен друг к другу через межвенцовый утеплитель.
Прямые и косые чашки исполняют роль замков при сборке дома, обеспечивают его прочность и устойчивость. Узкий компенсационный пропил, идущей вдоль всей заготовки, делается для снятия напряжения и направления растрескивания при усушке бревна.
Торцовка бревен под прямыми или косыми углами формирует окончательную длину изделий. В заключение на тех торцах, где это необходимо, вырезаются пазы и шипы для установки дверных или оконных коробок или сращивания бревен по длине.
На что нужно обратить внимание при сборке домов из «оцилиндровки»?
Строительство домов из оцилиндрованного бревна не имеет принципиальных отличий от строительства из обычного бревна. Разве что необходимо подходить к защите дома от влаги еще более ответственно, поскольку оцилиндрованное бревно в процессе обработки теряет влагостойкий лубок.
Высота цоколя должна быть не менее полуметра – чтобы исключить погружение нижних венцов в снег. Необходимо, чтобы площадь продухов и их расположение обеспечивали хорошую вентиляцию и отсутствие «мертвых» зон.
Низ первого венца должен иметь не лунный паз, а плоский срез, который способен создать равномерное распределение веса дома по контактной поверхности. Чтобы надежно защитить нижнее бревно от влажности, гидроизоляцию цоколя нужно выполнять с использованием не менее чем 2-х листов рубероида.
И обязательно должна быть подкладная доска, пропитанная антисептиком, – лучше всего импрегнированная.

Оцилиндрованное бревно отличается идентичным размером и идеальной поверхностью. Обычно для изготовления используется лиственница или хвоя. Самой востребованной является сосна. Бревна обрабатываются на специальных станках, в результате чего края получаются ровными, а стволы идентичными по форме и радиусу. Кладка материала занимает меньше сил и времени, постройка выглядит более изысканно и элегантно.
Каким бывает оборудование?
Станки для оцилиндровки бревна позволяют видоизменить материал всего за один цикл обработки. Оборудование это довольно серьезное и дорогостоящее, используется на производстве. Начинающие мастера нередко используют самодельные станки по дереву. Это довольно удобно и в тех случаях, если бревна заготавливаются только для личных нужд. Используются такие типы станков.


Токарные
Деталь заживается и движется по оси, фреза обрабатывает поверхность по всей длине. Форма получается идеально ровной. Можно работать с большим диаметром. Доступна декоративная обработка. Станки токарного типа нужно постоянно контролировать, чтобы диаметр не сбился. Процесс проходит довольно медленно, однако, этого достаточно для личных целей.
Понадобится дополнительная шлифовка готового бревна.
Токарно-роторные
Бревно расположено в зажиме, фрезер двигается вокруг материала. Установленное кольцо позволяет получать готовый продукт определенного диаметра. Обработка качественная, станок не допускает искривлений. Оборудование довольно энергозатратное и работает медленно. Требуется постоянный контроль и хорошее укрепление. В противном случае создаются большие вибрации – это может создать опасную ситуацию для оператора. Каждый станок устанавливается в отдельном помещении. Это необходимо для простоты обслуживания, а также для отгрузки готового бревна.
Проходное
Применяется для оформления сырья с небольшим диаметром, не более 24 см. Фрезы зафиксированы и не двигаются, верстак подает заготовку. Роторный станок позволяет передвигать материал непрерывно. Зажимы не применяются, движение осуществляется вальцевым механизмом. На выходе получается аккуратный материал с качественной шлифовкой.
Такой станок позволяет изготавливать бревна длиною до 6 м. Правда, в таком случае может наблюдаться небольшая кривизна. Среди недостатков отмечается неравномерный укладочный паз и произвольное изменение ширины пропила компенсации.
Стоит отметить, что постоянный контроль и периодическая регулировка позволяют избавиться от недочетов оборудования.
Позиционное
Токарное оборудование относится к циклическим. В таком типе перемещается бревно, а резак остается неподвижным. Материал фиксируется в центре станка. Дальше бревно двигается прямо благодаря внутренним направляющим. В качестве режущего инструмента применятся шпиндель.
Как выбрать станок?
Стоит продумать все нюансы перед тем, как совершить покупку довольно дорогостоящего оборудования. Станок может быть механизированным или автоматизированным. В первом случае оператор должен самостоятельно погрузить и достать бревно, настроить и отрегулировать работу оборудования. Важно контролировать все этапы обработки.
В автоматизированном станке роль оператора меньшая. Достаточно просто следить за процессом. Также есть полуавтоматический оцилиндровочный станок. В таком случае мастер включается в процесс после проведения машиной каждого цикла обработки.
Электрическое оборудование может работать без перебоев только в том случае, если есть дополнительный источник питания или надежные линии электропередачи. Альтернативой станет бензиновая модель. Она абсолютно не зависит от внешних факторов.
Однако такой станок требует регулярной дозаправки.



Следует также определиться, какой тип более подходящий. Проходное оборудование фрезерного типа обеспечивает высокую производительность, но может страдать качество обработки. Большая часть моделей не может обеспечить нужной шлифовки. Цикловые станки имеют более низкую производительность, но выше качество. Они компактные и устойчивые, выполняют полный перечень операций.
Стоимость оборудования зависит от производителя. На сегодняшний день есть большое количество моделей, которые подойдут под различный бюджет. Полный цикл довольно важен для профессионального изготовления оцилиндрованных бревен. В таком случае стоит обратить внимание на такие модели, как «Кедр», «Терем», «Тайга» и «Термит».
При покупке модели неполного цикла потребуется также торцовочный станок.



Как оцилиндровать бревно в домашних условиях?
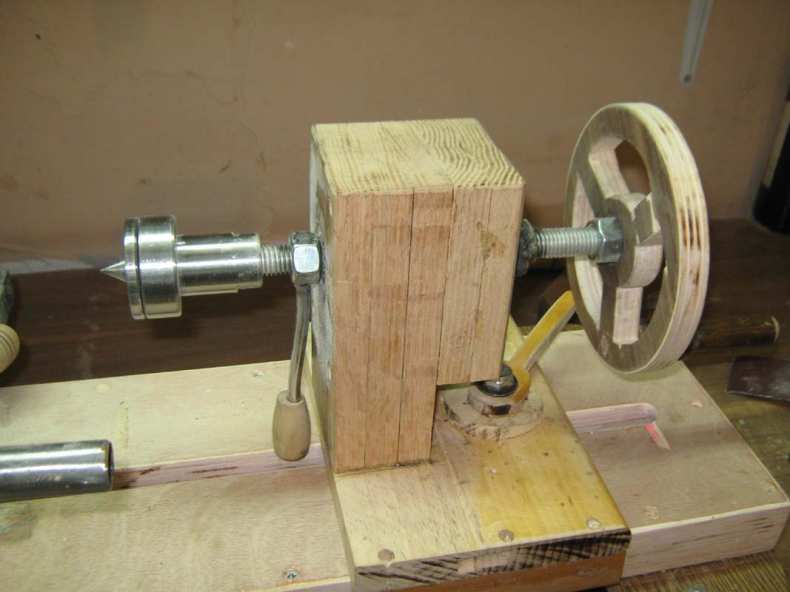
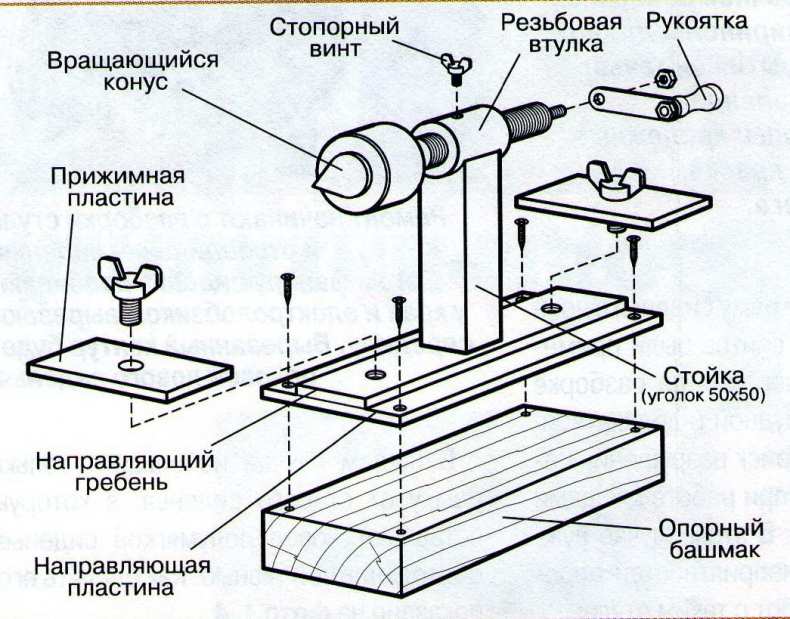
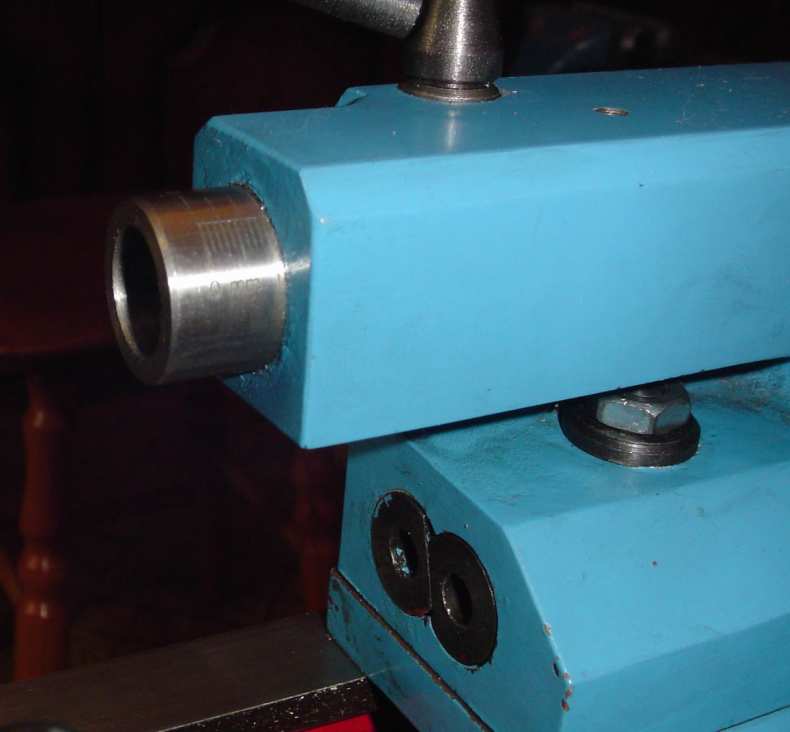
Сделать такой пиломатериал можно и самому. Некоторые процессы производятся вручную, например, шлифовка и обработка. Для других пригодится самодельный станок. Сборка оборудования требует опыта и знаний. Следует понимать принцип работы и важность каждого отдельного узла.
Самодельные станки обходятся дешевле, но при грамотной сборке они не хуже по качеству, чем покупные. Важно только изготавливать их по всем правилам, чтобы не рисковать здоровьем и жизнью. В лучшем же случае владелец неправильно собранного оборудования просто не получит качественного бревна на выходе.


Основные требования такие.


При изготовлении оцилиндрованного бревна своими руками следует придерживаться определенного порядка действий. Сначала материал заготавливается и просушивается. Только потом можно проводить обработку. Сам станок требует подготовки. Настройка производится исходя из диаметра бревна, также следует проверить работоспособность всех элементов.
Заготовка
Используются только те бревна, которые имеют минимальные искривления. Имеет значение и диаметр, кондиционная прочность. Дефективные заготовки не подходят для оцилиндровки. Особым качеством и плотностью отличается северная древесина. Не стоит использовать деревья, которые растут на заболоченной местности. Они могут скручиваться со временем. Такая древесина с высоким процентом влажности слишком усыхает.
В некоторых ситуациях и вовсе наблюдается гниение бревна.
Сушка
Большую часть бревен просушивают естественным путем. Такой процесс занимает много времени, порядка 2-3 лет. В качестве альтернативы применяется конвективная камера, но это возможно только в промышленных условиях. Сушка займет порядка 1,5-2 месяцев.
Компенсационные пазы препятствуют растрескиванию древесины в процессе потери влаги. Если же начать стройку с влажным материалом, то само строение потом осядет примерно на 20-30 см. Не стоит допускать такого, особенно в тех случаях, когда бревна заготавливаются в личных целях.
Древесину лучше просушивать именно атмосферным способом.


Оцилиндровка
Укладывать готовые бревна нужно пазов вверх, чтобы не попадала влага.
Торцовка
Под выбранный проект вырезаются чашки. Такой элемент поперечного крепления обеспечивает надежную фиксацию оцилиндрованных бревен. Чашки можно сделать на специальном станке. Такая же опция есть в оборудовании полного цикла.
При самостоятельном выпиливании обязательно используется лазерный уровень и точный инструмент.



Обработка
Дерево является живым материалом. Оно сильно подвержено воздействию внешних факторов и вредителей. Сохранить его можно только в том случае, если обработать специальными защитными составами. Категории средств для оцилиндрованных бревен могут быть такими.
Антисептические препараты
Вещества обычно есть в составе пропиток. Используются для защиты от жуков, плесени, грибка. Для предварительной обработки применяются слабые растворы, концентраты – для лечения. Известные производители: Belinka, «Неомид».


Транспортные антисептики
Применяются сразу после торцевания. Обеспечивают защиту от плесени и загнивания на полгода. Сверху можно наносить другие защитные и декоративные составы. Производители: «ОгнеБиоЗащита», «Неомид» особо популярны.


Огнезащитные есть в составе антипиренов, которые позволяют материалу не загораться в течение нескольких часов
Продукция заводов «НОРТ», «Рогнеда» показывает лучший результат. Дом может стоять какое-то время даже под воздействием открытого огня.


Влагозащитные составы
На поверхности бревна образуется гидроизоляционная пленка, которая закрывает поры. В результате материал не мокнет и не гниет. Средства от «НЕО+» и Biofa особо эффективны.


Комплексные препараты
Универсальные средства полного спектра защиты. Такие выпускают компании «Рогнеда» и «ОгнеБиоЗащита». Они способны уберечь бревно всех угроз.


В инструкции к каждому составу указаны особенности применения. Обработать бревно транспортным антисептическим раствором можно сразу же после окончания последнего цикла обработки. Остальные же составы обычно наносят после сборки сруба и заделывания швов. При этом обработка проводится только тех бревен, которые имеют уровень влажности не более 25%. Для контроля применяется влагомер.
Для обработки в домашних условиях следует предварительно отшлифовать поверхность от потемневшей древесины, остатков коры и пыли. Используются веник и щетка с жесткой щетиной, бытовой пылесос. Также понадобится кисточка или валик, распылитель для нанесения состава. На производстве чаще применяется автоклав.
Обработка производится только в защитном костюме, дополнительно понадобится маска. Состав тщательно взбалтывается или размешивается перед нанесением. Важны и условия проведения обработки. Температура воздуха должна быть не ниже +5°C, отсутствие прямых солнечных лучей. Нельзя обрабатывать мерзлое оцилиндрованное бревно.
Видеообзор станка для оцилиндровки бревна Тайга ОС-1 вы можете посмотреть на видео ниже.
Токарная обработка древесины превращает грубую древесину в элегантные изделия, выделяет интересную структуру отдельных пород, позволяет придать самую необычную и привлекательную форму грубым доскам и брускам.

Для токарной обработки можно выбрать обычные породы дерева: дуб, бук, ель, сосну, ясень. Это зависит от требуемых свойств конечного продукта, а также от его цвета. Важно выбирать в качестве сырья сухую или свеже-влажную древесину.

Содержание
Влажная и сухая древесина
Мокрая древесина обычно обрабатывается лучше. Преимущество не только в простом и быстром захвате материала, но и в минимальном пылеобразовании при работе.

Однако полученный продукт со временем претерпит серьезные изменения. Постепенное высыхание может изменить форму и размеры объекта. Быстрое высыхание может даже вызвать растрескивание.

В отличие от свежей древесины при обработке сухой древесины можно рассчитывать на стабильность формы и окончательный цвет.Однако такая токарная работа более трудоемка, но ряд современных устройств решает эту проблему.

Также важны более низкая доступность и более высокая цена высушенной древесины.









Сфера применения токарных работ по дереву
Токарная обработка дерева может использоваться в производстве:
- Перил и барьеров;
- Частей мебели: ножки стульев, столов, реставрации антикварной мебели;
- Украшений и аксессуаров (ручки, фасады, планки);
- Карнизов, штанг;
- Контейнеров, посуды;
- Игрушек.

Токарная техника
В зависимости от намерения или производимого продукта, необходимо выбрать технику токарной обработки. Самая распространенная и простая форма — токарная обработка шпинделя, в основе которой лежит цилиндрическая форма.

Прочно закрепленный материал плавно вращается вокруг своей оси, а специальные ножи или планки формируют древесину. Таким способом вы делаете ножки для стульев и столов, отдельные перегородки для перил или заборов.

Продольное или поперечное точение найдет применение при производстве декоративных элементов или мисок, контейнеров и игрушек. Здесь можно интересно совместить механическую обработку материала снаружи с доработкой полости внутри дерева.

Другие типы токарной обработки включают, например, кольцевую, многоосную или сегментную токарную обработку. Однако для нормальной обработки дерева достаточно знания классических техник и их сочетаний.
- При работе обращайте внимание на качественное оборудование. На ножах экономить однозначно не стоит.
- Качественная, хорошо заточенная сталь гарантирует простоту использования.
- Материал под лезвием будет плавно меняться, не будет неровностей или нежелательного истирания краев.
- Выбирайте ножи, токарные станки, стамески только от качественных производителей с возможностью многократной шлифовки.
Качественные ножи — это вложение, но оно скоро вернется к вам. Это сэкономит ваше время, сложный ремонт готовой продукции и испорченного материала.










Строение токарного станка
Универсальный центровой токарный станок является самым распространенным токарным станком. Название токарного станка происходит от двух точек, между которыми по центру зажимается заготовка.
Конструктивные элементы токарного станка можно разделить на 5 основных групп:
- Станина в виде массивного литого основания;
- Передняя и задняя бабки;
- Устройство подачи;
- Продольный или поперечный саппорт;
- Набор сменных шестерней;
- Коробка передач.

Некоторые токарные станки дополнительно оснащаются фартуком для приведения в движение механизмов.





Станина токарного станка
Это основная часть токарного станка, она имеет форму балки и изготовлена, как правило, из серого чугуна. Станина должна быть достаточно жесткой и прочной, чтобы выдерживать вес других частей токарного станка, не гнуться и выдерживать силы, возникающие при токарной обработке.
- Станина токарного станка обычно устанавливается на двух корпусных ножках.
- Левая ножка в основном скрывает двигатель и коробку передач, правая служит ящиком для инструментов.
- Вверху станины есть направляющая для опоры и задней бабки.
- Устройство подачи скользит по внешним направляющим поверхностям, а задняя бабка — по внутренним направляющим поверхностям.

Из-за возможных повреждений на нее не ставят инструменты, полуфабрикаты, для этого предусмотрены отсеки для хранения.

Передняя бабка токарного станка
Это полый вал, установленный в подшипниках, конструктивно выбранных для предотвращения изгиба шпинделя и поддержания давления, создаваемого во время обработки.
- Передний и задний коренные подшипники (скользящие) воспринимают давление перпендикулярно оси шпинделя.
- Эти давления также называются радиальными давлениями.
- Давление в направлении оси шпинделя (осевое давление) воспринимается подшипником качения.
- Шпиндель и бабка не должны вибрировать во время работы.

Большинство токарных станков имеют переднюю бабку коробчатой формы (в исключительных случаях они имеют цилиндрическую форму).

Правый конец шпинделя выступает из передней бабки и имеет на внешнем конце резьбу, к которой прикручен зажим для зажима заготовки. Основная часть бабки — шпиндель.

Шпиндель
Шпиндель приводится в движение двигателем, который, как уже упоминалось, установлен в левой стойке токарного станка. На валу двигателя имеется ведущий шкив с канавками для приводных ремней, передающих движение на ведомый шкив и на редуктор.
- Коробка передач имеет несколько передач, и перемещение скользящих шестерен изменяет передачи и, следовательно, скорость ведущего шкива.
- Движение от ведущего шкива передается широким плоским ремнем на шкив в передней бабке.
- Шкив закреплен на корпусе, установленном на двух шарикоподшипниках.

Шпиндель свободно проходит через корпус и может быть соединен с ним с помощью муфты или шаблона шестерни.

Устройство подачи
Во время токарной обработки нож перемещается вручную или механически, в радиальном и осевом направлении относительно заготовки. Подающее устройство приводится в движение валом и сменными шестернями. Движение передается на шестерни в редукторе подачи.

Переключение передач изменяет скорость подачи ножа при повороте.
- В подающем механизме шестерни разделены на три группы I, II, III. В части I шестерни переключаются путем перемещения скользящих шестерен с помощью маховика.
- В части II представлена шестерня Нортона, которая приводится в движение промежуточным валом, на котором закреплена широкая шестерня, с которой шестерня постоянно находится в зацеплении, установленная на поворотном рычаге.

Токарная обработка дерева — занятие красивое и творческое. Это требует определенного мастерства, но с качественным оборудованием и мощным токарным станком можно относительно быстро освоить базовые приемы.

Кроме того, широкое применение находит обработанная древесина. Вы можете оборудовать или дополнить его обычным мебельным производством, он также послужит практичным аксессуаром в интерьере и экстерьере.
Научиться обрабатывать деревянные заготовки на специальном оборудовании совсем не просто. Однако изделия, которые получаются в результате, стоят потраченных на это времени и усилий
Народные умельцы с помощью токарного станка изготавливали самые разные изделия: посуду, прялки, игрушки, элементы мебели, декоративные изделия для интерьера. Токарный станок позволяет мастеру создавать самые замысловатые и изысканные деревянные формы. Точение древесины будет успешным, если, помимо умелых рук, вы обладаете качественным инструментом, а также твердым и без изъянов деревом.

Токарный станок
Специальное оборудование для обработки дерева на токарном станке стоит недешево. Для обучения точению сгодится и обычная насадка к дрели. На чем экономить не стоит, так это на стамесках: дешевые и некачественные обычно после первых же опытов с твердым деревом тупятся и уже не режут, а рвут древесину.
Чтобы изделие было точно обработано, его нужно правильно закрепить на станке. Для этого на токарных станках предусмотрены специальные приспособления различной формы и размеров.

Черновую обработку дерева проводят на низких оборотах, на более высоких выполняют чистовую и шлифовку.
Инструменты для токарной обработки
Хорошими для токарных работ считаются инструменты из высококачественной стали. Они дорогостоящие, однако прослужат дольше обычных стамесок. Чтобы сэкономить, можно купить отдельно резцы и рукоятки для них. Стандартная длина рукоятки – около 25 см, однако можно использовать и длинные – 30 и 40 см. Такой рукояткой инструмент легче направлять.
Для точения древесины на токарном станке используются такие типы резчицких инструментов:
- полукруглая стамеска подойдет для грубой обработки, с ее помощью заготовке придают цилиндрическую форму;
- полукруглой узкой и веретенообразной стамесками вырезают тонкие желобки поперек волокон;
- долото может быть овального профиля или с прямоугольным срезом и разными углами заострения: им проводят чистовое вытачивание дерева;
- резцы клиновидной и остроугольной формы используют, когда нужно сделать небольшие углубления в заготовке. Ими также отделяют готовую деталь от края заготовки. Плоскими резцами выполняют широкие насечки параллельно вертикальной оси заготовки;
- у опытных мастеров также есть комплект скребков с разной режущей кромкой: заостренной, прямой, закругленной или универсальный скребок со сменными насадками для резания.

Заготовки для токарной обработки
Для токарной обработки не используют мягкую слоистую древесину, поскольку она будет раскалываться на слои, и получить гладкую поверхность при обтачивании не получится.
Большинство лиственных пород дерева годятся для обработки токарным станком. Однородной древесиной светлого цвета отличаются береза, бук, клен и ясень. Для ореха, махагониевого дерева и тика свойственная темная древесина. Привлекательную древесную текстуру имеют вишня, слива, вяз, дуб.

Мастер-класс по точению
Правило номер один от нашего форумчанина dgusepe: приступая к изготовлению изделия, прежде всего нужно позаботиться о технике безопасности. Одежду застегните, чтобы ее не захватило и не закрутило при вращении станком, обязательно наденьте защитные очки или маску, чтобы стружка не попала в глаза.
Затем тщательно заточите резцы и можете приступать. Начните с изделий попроще, с толкушки для пюре. Разметьте центр на торцах заготовки. Затем зажмите его между передней и задней бабкой. Отрегулируйте подручник, установив его на расстоянии 5 мм от заготовки. Рукой проверните заготовку. Проверьте, чтобы, вращаясь, она не задевала подручник.

Включите станок и обдерите заготовку проходным резцом. Прижимайте рукой резец к подручнику и плавно перемещайтесь справа налево. Разметьте проточки. Малым полукруглым резцом выберете две выемки. Между выемок сделайте ручку.

Сначала резец может соскакивать назад, однако постепенно вы приспособитесь. Для плоского резца захват должен быть таким же. Точите самой «пяточкой». Резец оборачивается в руке и точит в правую и в левую стороны.

При подрезке резец переворачивайте. Когда точите ручку, последовательность должна быть такой: «носком» прорезайте, а «пяткой» подрезайте.

Отделите заготовку от края, зашкурьте наждачкой. Особой шлифовки не потребуется, поскольку при таком способе точения поверхность получается гладкой.

В завершение проволокой прожгите полоски.

По материалам участников форума "Дом и Дача"

Каждый кто связал свою жизнь с деревообработкой, не важно, профессионал это или любитель, однажды сталкивается с трудностью. Какое дерево лучше выбрать для определенных задач.
Сегодня речь пойдет о таком процессе как точение древесины на токарном станке, а точнее какую древесину лучше выбрать для данной работы.
Давно не секрет что для токарных работ по дереву используют твердые породы дерева. Это связано с тем, что такая древесина в процессе обработки хорошо подлежит шлифовке и полированию. Имеет сложную и красивую текстуру, не требует окрашивания, так как от природы имеет уникальный узор.
Лучшими по красоте внутреннего рисунка является древесина таких деревьев как: Грецкий орех, яблоня, груша, слива, вишня, алича, дуб.
Из них могут получиться красивые элементы декора, деревянная посуда, изысканная дорогая мебель, сувениры, подсвечники. То есть те вещи которые нас окружают повседневно в быту.
Из выше перечисленых пород, особенно красив грецкий орех. Посуда из него, получается неимоверно красива, а кофейный цвет его текстуры кажется очень съедобным.
Менее красивы по рисунку, но не чуть не отстающие в практическом применении такие деревья: Бук, граб, ясень, клен, береза, ольха.
Эти породы лучше подойдут для мебели, паркета, фурнитура, дверных ручек и т. д. Особенно для паркета подойдут бук и граб.
Конечно это далеко не весь список деревьев пригодных для точения, но на территории стран СНГ – это самые доступные материалы.
Создание деревянных цилиндрических изделий невозможно без ручного инструмента – стамески для токарного станка. Именно из-под ее лезвия удаляется ненужный объем материала и заготовка приобретает художественное украшение.

Токарные стамески можно купить готовыми, но такие комплекты весьма дорогостоящи, особенно качественно исполненные. Резцы для обработки дерева несложно сделать самостоятельно, о чем далее пойдет речь.
Какими бывают стамески
Для профессиональной обработки заготовки из дерева на токарном станке требуются разные рабочие инструменты, в том числе богатый набор стамесок. По функциональной роли их можно разделить на группы:

- Для грубой обработки. Они имеют 2 режущие грани, расположенные друг к другу под углом.
- Мейсель для чистовой обработки. Этот резец представляет собой лезвие с ровной плоскостью и угловой заточкой на левую или правую сторону. Угол наклона режущей части может быть разным.
- Стамеска рейер полукруглой формы служит для работы с нестандартными изделиями.
- Отрезной резец служит для удаления фрагментов древесины при формировании узора.
- В расточном инструменте для токарных работ по дереву предусмотрен уступ, помогающий удалять излишки высвободившегося в процессе точки материала.
- Стамеска круглого сечения для обработки круглых изделий. Её оконечник может быть гладким или зубчатым.
- Режущий напильник для обработки торцевых участков заготовки.
- Ограничитель для резца, устанавливается на инструмент для регулировки глубины точения.
Представленные виды резцов – основные, существует множество их вариаций по размеру, модификации, качеству. Опытные мастера деревообработки часто придумывают собственные авторские приспособления для обточки заготовок древесины.
Чтобы изготовление инструментов происходило упорядоченно и точно, мастера рекомендуют создать для изделий чертежи с содержанием размеров, формы, уклонов и материала. Так Вам не придется постоянно задумываться на нужных параметрах, заточка токарных резцов по дереву реализуется просто как по маслу.
Приспособления
Опыт создания ручного инструмента у мастеров разный, наборы приспособлений для производства, соответственно, отличаются друг от друга. Попробуем представить средний универсальный комплект заготовок:
- Металл – заготовка. В зависимости от предполагаемой разновидности стамески используют старые напильники и рашпили, обрезки стальных труб, арматуру квадратного сечения, автомобильные рессоры.

Деревянная ручка для удобства использования будущего резца необходима. Её можно купить готовую в хозяйственном магазине или выточить, используя токарный станок по дереву.

Обрабатывающий металл станок. Это может быть любая установка, которая работает с наждачными кругами.
Алгоритм проведения работы
Изготовление любых режущих приспособлений осуществляют по стандартному алгоритму:
- Используя чертежи и фото, из заготовок выпиливается нужная форма будущей стамески с использованием металлообрабатывающих станков.
- Производится первичное точение изделия.
- Когда заготовка обработана, для придания самоделке прочности металл нужно закалить. Так он сможет обрабатывать дерево разной твердости. Для этого металлический инструмент нагревают до максимальной температуры и окунают в машинное масло до остывания. Еще один вариант закалки – естественное остывание при нормальной температуре окружающей среды.
- Финишная заточка резцов для токарного станка.
- Насадка на деревянную ручку.
Делаем своими руками
Чтобы понять, как делается ручной инструмент для обработки дерева, рассмотрим процесс изготовления нескольких основных их разновидностей.
Мейсель
Это основной инструмент, применяемый для чистовой отделки деревянной заготовки. В умелых руках этой стамески достаточно, чтобы сотворить любой узор.
Заточенный прямо мейсель идеально подходит для создания прямоугольных выемок в заготовке. Его ширина варьируется от 4 до 40 мм, угол стандартной заточки – от 22 до 45 0 . Нужный уклон лезвия определяется личными предпочтениями мастера со временем.

Как его изготовить:
- Берем старый напильник или любую другую плоскую прямоугольного сечения заготовку. При необходимости выравниваем рабочий конец;
- Стачиваем режущую часть, проводя первичную обточку. Используем абразивный круг, следим, чтобы лезвие обрабатывалось равномерно по толщине без перепадов;
- Закаляем, если металл не достаточно твердый;
- Ставим ручку.
Эта разновидность стамески готовится легко, с нее можно начать создание собственной коллекции ручных инструментов для набора опыта и понимания процесса.
Мейсель со скошенным лезвием более универсален, чем его собрат:
- Становится возможной обработка круглых изделий;
- Тупой угол годится для создания закруглений;
- Инструмент удобен при обработке торца изделия.

Изготовление аналогично предыдущему приспособлению:
- Заготовочная деталь обрабатывается под форму будущего инструмента;
- Создается заострение стамески под угол 70-75 0 , после чего сделанный инструмент необходимо заточить.
- Насаживаем ручку. Мейсель готов.
По аналогичному алгоритму создаются остальные угловатые резцы для токарного станка по дереву. Заточка производится только после тщательного контроля размеров инструмента.
Соблюдение точных углов при самостоятельном изготовлении инструментов необязательно. Достаточно придерживаться нужных и удобных пропорций, ровности обработки.
Полукруг
Полукруглый оконечник стамесок позволяет создать аккуратные выемки при обработке деревянного изделия. Чтобы сделать такой резак, намечаем на заготовке контур инструмента, по которому производим обрезку. После этого уже привычным способом делаем заточку под углом 25…40 0 .
Радиус стамески влияет на размер углубления в изделии, потому для профессионального производства желательно сделать несколько резаков с полукруглым оконечником на разные случаи.
Желобок
Деревянный ствол после обдирания коры обрабатывают желобчатыми стамесками, они предназначены для первичной черновой отделки материала и создания заготовки под изделие.
Кроме того, желобки используют для вырезания вогнутых форм и выемок при лобовом точении.

Как изготовить желобчатый резак:
Желобчатые самодельные токарные резцы по дереву непросты в изготовлении, но разобраться с процессом вполне возможно.
Сделать или купить
Процесс создания инструментов для работы с деревом – занятие увлекательное и не всегда простое. При наличии нужного набора инструментов у неопытного матера проблем не возникнет – процесс интуитивно понятен, но кропотлив.
Конечно, можно купить готовый набор приспособлений, но сколько он будет стоить… При этом, изнашиваемость у металла со временем усиливается и даже новенькие ныне стамески вскоре потребуют точения. Собственное изготовление – это способ получения инструмента под свою руку. Авторские резаки с индивидуальными размерами будут адаптированы под хозяина и его потребности.
Более подробное описание процесса изготовления стамесок представлено в видео. Мастер подробно рассказывает о создании заготовки, нанесении заточки и затрагивает другие важные моменты, которые необходимы для удачного завершения работы.
В последнее время производители стали выпускать оцилиндрованное бревно, пригодное не только для внутренней отделки домов, но еще и для строительства. Современное технологии и изготовление оцилиндрованного бревна позволяют возвести конструкцию, не уступающую прочности кирпичу или бетону. В этой статье мы подробно расскажем, как производят оцилиндрованное бревно и какая техника для этого используется.
Преимущества и недостатки материала

Основные достоинства изделия:
- натуральный и экологически чистый материал;
- низкая теплопровидимость;
- высокая прочность и надежность материала.
- Недостатки оцилиндрованного изделия:
- возможная деформация изделия;
- сложность в обработке;
- появление глубоких трещин при неправильном или ошибочном использовании.
Классификация технологических процессов, преимущества и недостатки
В производстве используется три основных метода изготовления оцилиндрованного бревна:
Классический метод
Дерево зажимают в центре торцов и вращают, движущийся резец станка убирает стружку и перемещается вдоль всей заготовки. Для этого метода используют позиционные станки.
На видео показан процесс изготовления заготовок по классической схеме
Основным преимуществом этого способа является возможность работать с бревнами любой кривизны. Станок тщательно обрабатывает заготовку и в результате величина сбега сводится к минимуму.
Позиционный метод
Дерево фиксируют по центру, неподвижный оцилиндрованный шпиндель, оснащенный, роторной головкой его обрабатывает. Такой метод применяют для станков роторного типа. На видео показан позиционный метод обработки дерева
Основным достоинством этого метода является работа с любой заготовкой, в результате чего бревно имеет минимальное искривление.
Проходной метод
Заготовка изделия обрабатывается с помощью роторной головки вальцовым механизмом. Этот метод применяют для проходных токарных станков роторного типа. На видео представлена обработка заготовки с помощью проходного метода
Недостатком такой технологии является копирование исходной формы заготовки. Если дерево изначально имеет неровности, они так и останутся.
Клееное оцилиндрованное бревно

Технологический процесс и технология производства клееного оцилиндрованного бревна напоминает производство клееного бруса
Технологический процесс и технология производства клееного оцилиндрованного бревна напоминает производство клееного бруса. Отличие технологии заключается в дополнительной оцилиндровке бревна. В качестве материала используют породы хвойных деревьев. Процесс изготовления заключается в:
- снятии заболони (это самая влажная и рыхлая часть дерева);
- далее выполняется распил изделия;
- готовые доски помещают в специальную сушилку и высушивают до 10-12% влажности;
- после доски укладывают плотной и смолистой частью лицом вверх, т.е. наружу, это позволяет усилить защитную функцию клееного изделия;
- ламели склеивают гидравлическим прессом;
- завершающий этап — оцилиндровка, профилирование и вырезка замков конкретно под строительство дома.
Для информации! Клееное оцилиндрованное бревно можно сравнить с монолитом за счет использования клея на природной основе изделие становится более прочным и способным выдержать любые нагрузки.
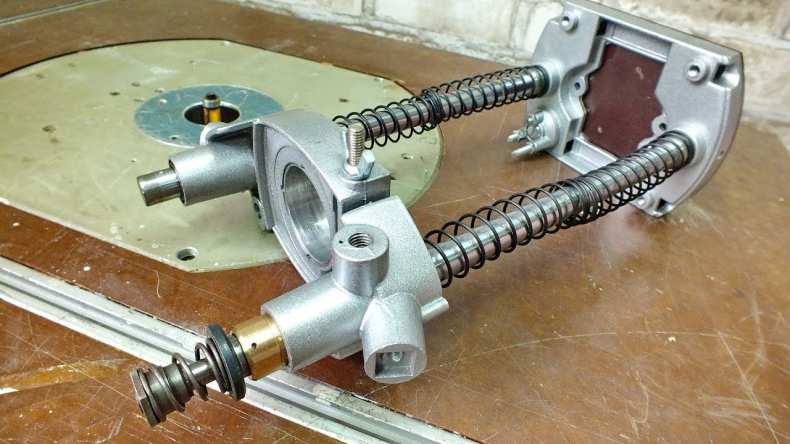
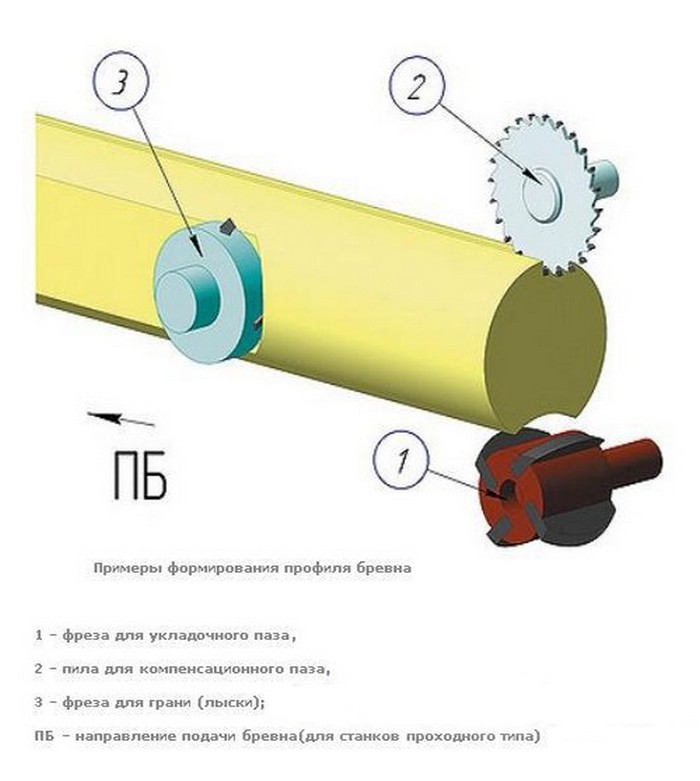
Используемое оборудование
Для производства граней и пазов бревна используют специальные пиломатериалы: пилы и фрезы. На фото представлен пример формирования профиля бревна
Процесс оцилиндровки зависит от режущего механизма токарного станка. Процесс производства оцилиндрованного бревна может выполняться точением, когда основное движение заключается во вращении заготовки, в процессе которого, стружка образуется непрерывно. Режущие элементы бывают:
- роторные — являются оптимальным элементом в комплектации станка;
- угловые ножи — их применение возможно только с участием квалифицированного специалиста.
Фрезерованием, т.е. основное движение выполняет инструмент, современное производство использует торцевоконическую фрезу.
Стоит отметить, позиционный станок с подвижным фрезерным узлом выполняет изготовление профиля только после формирования цилиндра. Качество реза бревна не зависит от типа и марки токарного станка, резка заготовки зависит исключительно от степени заточки инструмента, его настройки и правильной эксплуатации.
Важно! Любая перенастройка оборудования может привести к неправильной обработке заготовок и образованию брака.
Функциональность токарных станков можно разделить на:
- универсальный оцилиндрованный станок;
- станок торцовочный;
- станок для выборки паза;
- чашкорезный станок.
Технологический процесс изготовления оцилиндрованного изделия
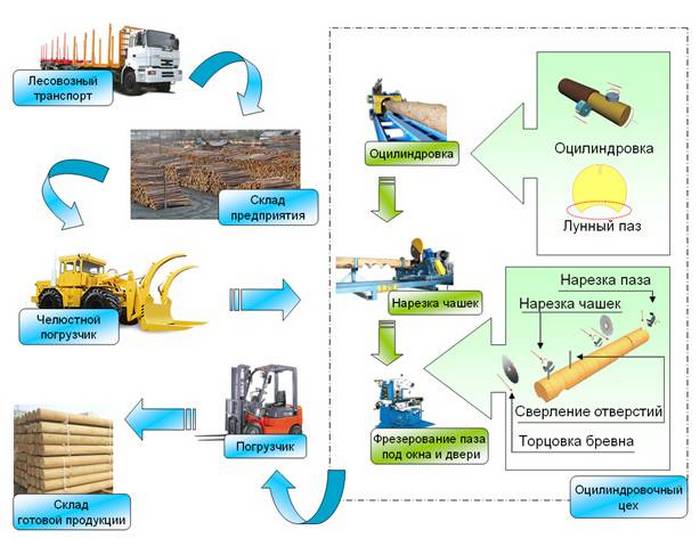
Цикл производства разбит на 8 этапов и начинается с того, что оцилиндрованное бревно сортируют по видам и области применения
Цикл производства разбит на 8 этапов и начинается с того, что оцилиндрованное бревно сортируют по видам и области применения. Чаще всего оцилиндрованное изделие производят из хвойных пород дерева. В цеха поступает огромное количество леса с недостатками и изъянами, его сортируют и в результате оцилиндровка изготавливается исключительно из отборной древесины.
Процесс изготовления оцилиндрованной заготовки важный этап в производстве бревна, для этого используют токарно-фрезерный станок тяжелого класса. Заготовку фиксируют в центре и она спокойно вращается вокруг своей оси. Таким образом, второй этап заключается в том, что черновая и чистовая фреза двигается последовательно вдоль бревна. Благодаря черновой фрезе снимается нагрузка с чистой, ресурс режущих кромок увеличивается, за счет чего достигается высокое качество изготавливаемой детали.
Оцилиндрованное бревно при минимальном отклонении по толщине имеет высокое качество поверхности. Перепад диаметра изделия может составлять не более 2-4 мм, согласно техническим требованиям. Этап No4 заключается в изготовлении лунного паза и компенсационного пропила.
Лунный паз необходим для того, чтобы при сборке бревна плотно прилегали друг к другу через утеплитель. В качестве утепляющего материала используют минеральную вату или волокно из джута. Наличие компенсационного пропила позволяет снять напряжение, и направляет растрескивание древесине в момент ее усушки. Следующим 5 этапом является обработка дерева линией оптимизации что позволяет точно выполнить раскрой изделия.
Далее выполняется нарезка чашек, которые выполняют функцию угловых замков в момент сборки конструкции. Этот элемент обеспечивает высокую прочность и устойчивость строения в момент его сборки и эксплуатации. Этап No6 — Зарезка чашек оцилиндрованного бревна
Следующая задача — выполнение расторцовки бревна по всей длине согласно конструкторской документации.
Этап No8 производства заключается в изготовлении торцевого паза, зарезаются пазы и шипы на торцевых частях бревна для монтажа дверных и оконных проемов.
Заключительным этапом изготовления оцилиндрованного бревна заключается его обработка антисептическими и пожароустойчивыми средствами.
Параметры оцилиндровки
Как правило, оцилиндрованное бревно выпускается согласно стандартным парамерам, благодаря которым реализуются проекты различных конструкций. На фото представлены стандартные размеры изделия
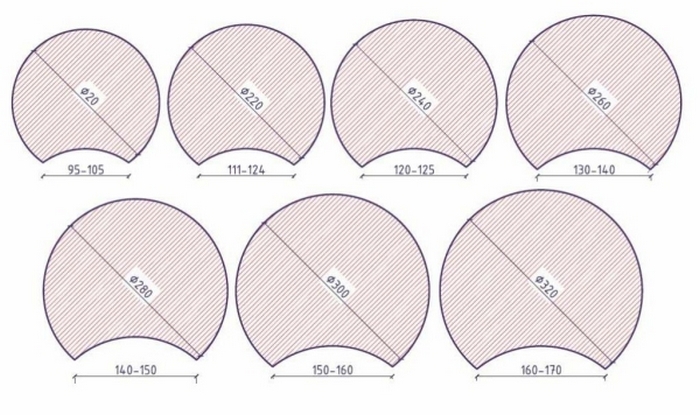
- Стандартная длина уже готового хлыста составляет 6 метров, если требуется изготовление нестандартного изделия, производители смогут его сделать, только стоимость будет немного выше.
- Для строительства домов, различных хозяйственных построек и бань используют изделие диаметром 12-20 см, такая величина позволяет защитить стены конструкции от промерзания.
- Для капитального строительства используется изделие диаметром 22-28 см.
Современные технологии позволяют производить изделия высокого качества, с помощью которых легко строятся дома с ровными, прочными и теплыми стенами.
Читайте также: