
Грунтовка защита от коррозии
Обновлено: 14.05.2024
В настоящее время проблема защиты металлоконструкций, изделий из металла в различных отраслях промышленности является актуальной задачей. Значимость данной проблемы обуславливается быстро растущим экономическим и экологическим ущербом, наносимым коррозией металлоконструкциям, оборудованию и изделиям, сопровождающим интенсивное развитие металлоемких отраслей промышленности.
Ежегодные потери металлов из-за коррозии в России составляют до 12% от общей массы металлофонда, что соответствует утрате до 30% ежегодно производимого металла. Резкое старение основного металлофонда усугубляется низкой степенью его возобновления и недостаточным объемом мероприятий по его реконструкции и ремонту.
Данная проблема осложняется тем, что при таких глобальных масштабах потерь от коррозии методы противокоррозионной защиты отнюдь не многочисленны:
- электрохимический метод – позволяет уменьшить разрушительный процесс на основе закона гальваники;
- уменьшение агрессивной реакции производственной среды;
- химическое сопротивление металла;
- защита поверхности металла от неблагоприятного воздействия окружающей среды.
По данным ВНИИ организации, управления и экономики нефтегазовой промышленности (ВНИОЭНГ), затраты на защиту от коррозии в Российской Федерации подразделяются следующим образом:
- коррозионно-стойкие материалы – 20,5%;
- лакокрасочные покрытия – 39,5%;
- металлические покрытия – 15,6%;
- электрохимическая защита – 11,3%;
- ингибиторы коррозии – 8,6%;
- конструктивная приспособленность изделий из металла – 4,5%.
Использование лакокрасочных материалов (ЛКМ) – наиболее популярный способ защиты металла от коррозии. Лакокрасочное покрытие создает защитный слой, который создает препятствие для воздействия агрессивной среды на металлоконструкцию или изделие. При этом долговечность квалифицированно окрашенных металлоконструкций и изделий повышается в 2 – 10 раз.
Защитное действие лакокрасочного покрытия может реализоваться по одному из трех ниже перечисленных механизмов, либо за счет их комбинации:
- Увеличение длины пути коррозионных агентов (промышленных газов, влаги воздуха, атмосферных осадков, растворов кислот, щелочей, солей и др.) к металлической подложке – т.е. уменьшения проницаемости лакокрасочного покрытия. Это достигается за счет черепичного перекрывания металлической подложки частицами пигментов и наполнителей, входящих в состав лакокрасочного материала, и увеличения длины диффузного пути коррозионных агентов к поверхности металла. Наибольшим барьерным эффектом обладают покрытия, содержащие частицы пигмента чешуйчатой формы (микрослюда, алюминиевая пудра, железная слюдка, некоторые марки микроталька и др.).
- Применение противокоррозионных пигментов – ингибиторов анодного и катодного процесса коррозии. Первые предотвращают процесс ионизации металла, выделяя ионы, образующие на анодных участках пассивные пленки, изолирующие поверхность (хроматы и фосфаты металлов, свинцовый сурик, ферриты). Вторые снижают скорость диффузии коррозионных агентов к подложке за счет повышения рН на границе «лакокрасочное покрытие – подложка», в результате чего образуются плотные слои нерастворимых солей, изолирующих катодные участки (крона, цинковые и свинцовые белила, различные карбонаты). Кроме того, ряд пигментов могут связывать коррозионно-активные газы и жидкости за счет физико-химического или химического взаимодействия с ними (технический углерод, оксид цинка, диоксид титана, цинковые крона и др.).
- Использование ингибиторов коррозии – веществ, адсорбирующихся на поверхности металла и повышощих её потенциал, тем самым замедляя процесс коррозии. Т.е. механизм действия ингибиторов коррозии имеет электрохимическую природу.
При этом не следует забывать про физико-механические и защитные свойства пленкообразователя, оказывающего существенное влияние на характеристики противокоррозионного ЛКМ.
Наиболее эффективными являются ЛКМ, реализующие процесс защиты от коррозии по всем трем механизмам одновременно – барьерному, за счет использования противокоррозионных пигментов и при помощи ингибиторов.
К таким перспективным материалам, обеспечивающим качественную и надежную защиту от коррозии, относятся грунтовка «Прайм-Антикор» и эмаль «Антикор», разработанные в лаборатории ООО ПО «Химтэк-Яр». Универсальность ЛКМ серии «Антикор» позволяет использовать их как в комплексном покрытии, так и по отдельности, и даже в сочетании с другими лакокрасочными материалами в различных отраслях промышленности для окраски различных объектов – от металлоконструкций, эксплуатирующихся в условиях промышленной атмосферы, до бронетанковой и сельскохозяйственной техники.
Рассмотрим несколько наиболее типичных примеров применения противокоррозионных ЛКМ серии «Антикор».
Применение материалов линейки «Антикор» для противокоррозионной защиты металлоконструкций.
Как правило, металлоконструкции, эксплуатирующиеся на открытом воздухе на территории промышленных предприятий, могут подвергаться воздействию как погодных условий – резких перепадов температур, осадков, солнечной радиации и т.д., так и промышленной атмосферы, содержащей коррозионные агенты различной химической природы – окислы серы и азота, сероводород и др. Сложность данной проблемы усугубляется тем, что сооружения подвергаются воздействию сразу нескольких негативных факторов. Следовательно, защита металлоконструкций от коррозии, обеспечение их долговечности и функциональности является, безусловно, важной и сложной задачей.

Окраска металлических изделий материалами серии «Антикор» производится в несколько этапов:
- подготовка поверхности;
- нанесение грунтовки «Прайм-Антикор»;
- финишная окраска эмалью «Антикор».
Подготовка поверхности.
При изготовлении, хранении и эксплуатации металлоконструкций на их поверхности неизбежно будут присутствовать посторонние включения – следы коррозии, смазки, пыль, грязь, остатки старого лакокрасочного покрытия и т.д. Перед нанесением грунтовочного слоя поверхность металла должна быть очищена. Крупные конструкции подвергаются механической обработке – дробе- и пескоструйной, малогабаритные изделия обрабатываются вручную при помощи металлических щеток, наждачной бумаги и т.д. После обработки поверхности проводят ее обеспыливание обдувом воздухом или протирают ветошью.
Грунтование поверхности.
На подготовленную поверхность методом пневматического или безвоздушного распыления наносится в 1 – 2 слоя грунтовка «Прайм-Антикор». Толщина отвержденного грунтовочного слоя должна составлять 40 – 50 мкм. Допускается нанесение грунтовки другими способами: окунание, струйный облив, кисть, валик и т.д.
Почему для грунтования целесообразно использовать «Прайм-Антикор»? Ответ очевиден:
- Грунтовка технологична, легко наносится практически любым способом.
- Грунтовку можно разбавлять до рабочей вязкости различными растворителями (646, Р-4, ксилол, сольвент и др.).
- Время высыхания грунтовки при температуре 20 о С – не более 1 часа.
- Допускается горячая сушка (80 о С, 30 мин).
- Отличные физико-механические свойства грунтовочного покрытия (адгезия, твердость пленки, прочность при ударе, эластичность).
- Высокая коррозионная стойкость покрытия, достигаемая за счет реализации трех вышеперечисленных механизмов защиты.
- Может перекрываться различными типами эмалей – от алкидных до эпоксидных.
Финишная окраска.
Как уже было сказано выше, на покрытие грунтовки «Прайм-Антикор» можно наносить большинство из известных эмалей. Тем не менее, мы рекомендуем использовать для финишной окраски эмаль «Антикор» и вот почему:
- Оба материала имеют общую химическую природу и, следовательно, будут обеспечивать высокую адгезию эмали к грунтовке.
- Широкий цветовой диапазон эмали «Антикор» – по каталогу RAL или эталонам заказчика.
- Низкое время высыхания эмали при температуре 20 о С – не более 2 часов.
- Возможна горячая сушка эмали (60 о С, 2 часа).
- Покрытие эмали «Антикор» обладает высокими физико-механическими свойствами.
- Покрытие эмали обладает стойкостью к воздействию коррозионных агентов.
- Комплексное покрытие на основе грунтовки и эмали серии «Антикор» сохраняет свои защитные свойства не менее 5 лет.
Кроме всего прочего эмаль «Антикор» может использоваться как в комплексе с грунтовкой «Прайм-Антикор», так и в качестве самостоятельного покрытия.
Таким образом, комплексное покрытие на основе грунтовки и эмали серии «Антикор» является эффективным вариантом защиты промышленных металлоконструкций от коррозии.
Применение материалов линейки «Антикор» для окраски военной и сельскохозяйственной техники.
Окраска военной и сельскохозяйственной техники имеет свою специфику. Окрашенные изделия эксплуатируются в достаточно жестких условиях – это и влияние погодных условий, и абразивное воздействие пыли, песка, гравия, и выхлопные газы бензиновых и дизельных двигателей, установленных на технике, и неизбежный контакт с ГСМ в процессе ее эксплуатации, и многое другое. Кроме того, окраска техники зачастую производится практически в полевых условиях. Отсюда и требования к ЛКМ, применяемым для окраски военной и сельхозтехники:

- Стойкость покрытия к
- воздействию коррозионных агентов – воды, растворов солей, продуктов сгорания топлива (окислы серы, азота).
- Стойкость к резким перепадам температур, термостойкость.
- Масло- и бензостойкость, стойкость к воздействию диз. топлива.
- Высокая твердость, износостойкость покрытия.
- Простота и легкость нанесения.
- Минимальное время высыхания в естественных условиях.
Всем вышеперечисленным требованиям отвечает комплекс «Антикор», состоящий из противокоррозионной грунтовки «Прайм-Антикор» и одноименной эмали. Перечень преимуществ материалов этой линейки дополняет их относительно невысокая стоимость.
Применение материалов линейки «Антикор» для окраски наружных поверхностей емкостей, для хранения и перевозки нефтепродуктов
Емкости для хранения и перевозки нефтепродуктов представляют собою металлические горизонтальные цилиндрические резервуары. Область их применения – нефтезаводы, хранилища и нефтебазы, автозаправочные станции, причем они могут эксплуатироваться как на поверхности, так и под землей. Хранящиеся и перевозимые в них нефтепродукты – это, как правило, нефть, бензин, керосин, дизельное топливо, ароматические и алифатические растворители и т.п.

Наличие кислотности и следов воды в нефтепродуктах провоцируют процессы коррозии как внутри резервуара, так и на его поверхности. Поскольку подобные емкости изготавливаются, в основном, из низколегированных марок сталей, на поверхности металла быстро проступают следы коррозии, которые, контактируя с нефтепродуктами, ускоряют процесс окисления металла. Т.е. коррозия металла в среде нефтепродуктов носит автокаталитический характер.
Следовательно, для повышения долговечности емкостей для хранения и перевозки нефтепродуктов необходима их надежная противокоррозионная защита. Для этой цели можно использовать все тот же систему покрытий «Антикор» состоящую из грунтовки и эмали и обеспечивающую требуемый комплекс защитных свойств. Преимущества ЛКМ серии «Антикор» при окраске нефтяных цистерн и резервуаров:
- Возможность нанесения на поверхность со следами коррозии.
- Возможность окраски в различных температурных диапазонах.
- Стойкость к воздействию нефтепродуктов, воды, растворов кислот, щелочей, солей.
- Высокая адгезия к металлической поверхности, прочность, износостойкость покрытия.
- Высокая долговечность покрытия в процессе эксплуатации.
Прочие области применения ЛКМ серии «Антикор»
Кроме вышеперечисленных примеров областей применения грунтовки «Прайм-Антикор» и эмали «Антикор» комплексные покрытия на их основе можно с успехом использовать для окраски вышек ЛЭП, опор кабелей железнодорожного транспорта, вышек сотовой, радио- и телевизионной связи, мостовых конструкций и т.д.
Таким образом, лакокрасочные материалы серии «Антикор» производства ООО ПО «Химтэк-Яр» характеризуются высоким физико-механическими, защитными и декоративными свойствами, а также многофункциональностью применения.

Грунто́вка — состав, наносимый первым слоем на подготовленную к окраске поверхность для создания надёжного сцепления верхних (кроющих) слоёв покрытия с окрашиваемой поверхностью и выравнивания её впитывающей способности. От окрашивающих составов грунтовки отличаются меньшим содержанием пигментов.
Кроме того, грунтовки могут выполнять и другие функции: защищать металл от коррозии, перекрывать поры и другие дефекты окрашиваемой поверхности, а также обеспечивать адгезионное сцепление в системах антикоррозионной защиты металла.
Для начала их можно поделить на 2 группы:
Заборные как правило передаются нам по наследству со словами какая это классная штука и как рисковал брат/кум/сват/сосед вынося его через проходную своего завода)))
Или покупаются на рынке, разлитыми в пластиковые бутылки от прохладительных напитков. Как правило с такой же историей как и те что передавались по наследству)))
Или покупаются в хозмагах и строительных магазинах.
Заборными я их называю потому как они универсальные. Ими можно покрасить и металлический и деревянный забор))) А вот машину не стоит))
Да, они бывают действительно классными, которые держатся как зубами! Но! Пробовать их можно только если у вас есть опыт и вы можете покрасив жестянку и дождавшись высыхания определить качество этого грунта.
Большая половина материала который привозит народ со словами "грунт у меня есть свой" отдаю им назад, ибо им только заборы красить!
Но даже хорошие заборные грунты я применяю только на днище, внутрянке, скрытых полостях. И только тогда когда бюджет совсем скудный.
Как они поведут себя после нанесения на них краски — ХЗ…
Они как правило идут двухкомпонентные. Комплект состоит из двух баночек которые мешаются в определённой пропорции (в зависимости от того какой грунт. изучаем инструкцию или визуально прикидываем её исходя из объёма баночек в комплекте.) Пропорции могут быть от 5:1 до 1:1. Других пока не встречал…
Но кислотные грунты бывают и однокомпонентные.
Нормальные грунты в свою очередь можно разделить на:
1) Антикоррозионные (кислотные) — служат для нанесения первым слоем. Наносится очень тонким слоем, не более 30мкм! Обязательно должны быть перекрыты!
2) Эпоксидные — отличная зашита! Но так же желательно перекрыть их.
3) Наполнительные — служат для запонения пор, рисок от наждачки и других неровностей окрашиваемой поверхности. По ним уже можно смело красить!
В большинстве случаев после борьбы со ржавчиной для выравнивания поверхности придётся использовать шпатлёвку.
Много копий сломано в спорах о том как её наносить. На голый метал или на грунт.
В нашем случае всё очевидно. Поверхность ремонтная, после ржавчины и/или сварки. Её необходимо сначала грунтовать!
По материалам каждый выбирает сам. Это зависит от толщины вашего кошелька и региона проживания. Зачастую многие пишут что первый раз слышат про тех производителей материалы которых я советую применять.
В последнее время я плотно подсел по грунтам на Novol, по вспомогательным материалам и материалам для антикора на APP.
Ибо у этих фирм классное сочетание цена/качество/доступность.
Откровенных разочарований в них у меня не было. Да и подделок под них у нас нет!
Поэтому буду рассказывать какие материалы я использую приводя примеры по этим фирмам.
Начнём по порядку.
Для начала ещё раз хорошенько отмываем поверхность, продуваем её сжатым воздухом.
Затем матуем поверхность. Делается это для улучшения адгезии.
Адгезия (от лат. adhaesio – прилипание) – способность лакокрасочного покрытия к прочному сцеплению с окрашиваемой поверхностью. Адгезия обусловлена физическим и химическим взаимодействием активных групп связующего с активными центрами на поверхности подложки. При низкой адгезии ЛКМ к поверхности пленка краски будет легко отслаиваться, то есть покрытие будет недолговечным, с низкими защитными и механическими свойствами. Огромное значение для повышения адгезии ЛКМ к подложке играет правильная подготовка поверхности к окрашиванию.
Очень интересный способ подготовки металла встретил в БЖ у vmg1961
Да и в остальных темах там много интересного!
Для этих целей используем наждачку. Наносим ей риски на металле. грунт за них будет лучше держаться.
Имхо оптимальный вариант — 240-я. Если использовать более крупную то риски будут слишком глубокими, их сложно будет заполнить и получить ровную поверхность.
Если тереть более мелкой то адгезия будет ниже!
Если мы используем новые детали то их так же надо подготовить. Причём более тщательно, т.к. качество их металла оставляет желать лучшего!
Они обычно идут в чёрном транспортировочном грунте. Грунт этот надо обязательно счищать! до голого металла. Как изнутри так и снаружи.
Дополнено со слов vmg1961
"Если "черный" транспортный грунт катафорезный, и об этом есть соответствующая наклейка — сдирать его категорически не надо. Ибо под ним, как правило, слой меиталлического цинка. Его можно либо разматовать и перекрыть эпоксидным — либо использовать специальные адгезионные грунты для гладких поверхностей.
На приличных деталях клеится этикетка с указанием, что деталь загрунтована катафорезным грунтом. Если ее нет то делаем тест. Тряпку мочим растворителем для краски — кладем ее на деталь и ждем 15-30 минут. Если растворитель никак не повлиял на грунт — то это правильный, катафорезный. Если грунт повреждается растворителем — его надо сносить нафиг. Этот тест еще называют "сольвент-тест"…"

Перед нанесением грунта на заматованную поверхность её обязательно обезжирить!
Это конечно можно делать и обычным растворителем, но в дальнейшем перед покраской мы всё равно будем использовать специальный обезжириватель (антисиликон).
Всё равно банку покупать. Поэтому лучше купить её заранее и использовать на всех этапах.
Я в основном покупаю такой

Затем ждём полного выветривания обезжиривателя и приступаем к грунтованию кислотником.
Все грунты которые я использую — двухкомпонентные!
Кислотник обычно использую Novol Protect 340


Как я уже писал выше наносится он очень тонким слоем! Перебарщивать не стоит. Поэтому только краскопульт, кистью не вариант.
Учитывая толщину слоя матовать его нельзя!
Кислотник как и грунт-наполнитель "пористые", они пропускают влагу! Их обязательно надо перекрывать.
Дополнено со слов vmg1961
"Эпоксидный грунт НЕЛЬЗЯ наносить на кислотный. Потому что на поверхности кислотного грунта после высыхания образуется пленка фосфатов, с которыми у эпоксидника адгезии нет.
Поэтому: на металл наносится кислотный грунт, полная сушка — матование (если наносили кистью и слой получился толстым, если слой тоненький то матовать не надо!) — АКРИЛОВЫЙ или ПОЛИУРЕТАНОВЫЙ — полная сушка, матование и только потом эпоксидный грунт.
Если акриловый грунт после высыхания выхлядит как бархат — то это брак. Это он вскипел."
Поэтому подождём пока он подсохнет и перекрываем его эпоксидным грунтом.
Эпоксидник обалденная штука! Он очень твёрдый. не пропустит к кислотнику никакую гадость!

Его главный плюс сразу же является и минусом. Его поверхность "стеклянная" для достижения хорошей адгезии его необходимо матовать! Но матуя мы убьём на корню его преимущество. Поэтому грунтуем им минимум в 2-3 слоя. Выдержка между слоями не менее 15 минут. Но долго не тяните, т.к. через 12 часов он полностью затвердеет! (это при 20 градусах, а в жаркую погоду гораздо быстрее!)
Нанеся несколько слоёв мы надёжно защитим поверхность от проникновения влаги, а при матовании не повредим нижние слои. Тем самым не похерим его защитные свойства.
Для матования производитель советует следующую градацию наждачки:
"На сухо", механическая Р360 Р500
"На сухо", вручную Р400 Р500
Есть ещё "На мокрую", но оно нам не надо!
Далее после матования мы продуваем поверхность, обезжириваем и на носим герметик.
Герметик обязательно наносить на места сварки и вычищенные заводски швы и стыки кузовных панелей.
Я им ещё и арки обильно промазываю. Так что кантика почти не остаётся, так грязи негде задерживаться)))

Так и в банках большего объёма, для нанесения кистью

Различия артикулов (620-630) вызвано разной упаковкой.
Но больше всего мне понравился Inter Troton Master
В состав его добавлена алюминевая пудра.
За счёт меньшего объёма он выходит дороже своих собратьев. Но работать с ним классно!
Когда я делал своё авто то у меня был халявный стекольный герметик.
Применял его. Штука обалденная, но вот цена)))) Хороший стекольный клей-герметик стоит раза в 3 дороже шовного.
А есть ещё такая классная штука как Гравитекс-герметик APP U 210
Если работать им под низким давлением и держать сопло близко к поверхности он очень красиво ложиться как оригинальный герметик!
А если давление и расстояние побольше то он ложится мелким барашком, как родной гравитекс!
Герметикам надо дать время хорошо просохнуть! И только потом перегрунтовывать эпоксидником. Если не высохнет до конца то грунт слезет!
Перед грунтованием естественно продуть и обезжирить.
Эпоксидный грунт на герметик также наносим в 2-3 слоя. с небольшой межслоевой сушкой. Как и при перегрунтовке кислотника.
НО! Для матования эпоксидника которым мы перекрыли герметик наждачка не годится!
Поэтому используем скотч брайт З60.

Матовать им эпоксидник не так просто! Надо уловить момент когда грунт уже достаточно высох и не тянется, но ещё не задубел.
Следующим слоем на поверхности кузова наносится грунт-наполнитель, например
Novol Protect 310

На днище и в арках можно обойтись и без него. Но и с ним хуже не будет)))
Про материалы для антикора поговорим в следующей части!
PS_1 Ни один маляр не будет долго и упорно бодаться с вашей ржавчиной, полностью удалять транспортировочный грунт и т.п. Они просто с большего зашкурят и загрунтуют обычной грунтовкой. Вылезет всё довольно быстро. максимум через 2 года. Это в лучшем случае. После особо одарённых рыжеет через полгода!
Если не хотите услышать от него ответ "а что ты хотел, машина то не новая, да ещё и ржавая" То избавляйтесь от ржавчины сами!
Господа маляры, никого не хотел обидеть. Но вы же знаете сами что среди вас на 10 человек приходится 9 мудаков которые только позорят вашу профессию! А оставшимся 10% честь и хвала. Но хорошо если их наберётся 10%((
PS_2 Для продувки я использую компрессор. Любой, даже очень дорогой компрессор немного плюётся маслом и влагой. Даже если регулярно сливать конденсат влага будет. Она будет образовываться в шлангах при прохождении через них нагретого компрессором воздуха. То что при покраске надо использовать масловлагоотделитель все знают. Но он необходим даже при продувке! Советую купить вот такого малыша который крепится перед самым пистолетом.

Стоит он около 10 баксов, а польза от него огромная!
PS_3 Небольшой совет по обезжиривателю. Не пользуйтесь сразу целой банкой. лучше отлить 2/3 в пластиковую бутылку от растворителя или даже от обычной воды. С неё и наливать проще будет и закручивается она проще. А оставленная 1/3 пускай ждёт своего часа при покраске. Стоя в уголке она сохранится лучше и будет гарантировано чистой.
PS_4 Берите грунты разных цветов!
Кислотник — кирпично-красный
Эпоксидник — светло-серый
Так вы будете видеть хорошо ли вы перекрыли предыдущий слой или нет!
Цвет наполнительного выбирается исходя из будещего цвета краски.
PS_4 Грунт, за исключением эпоксидного, не является защитой. Нельзя ездить на загрунтованной машине! Всякая гадость с дороги (сажа, солярка, масла) попадают на него с дороги. особенно в дождь. поэтому перед покраской его обязательно придётся удалить и нанести по новой. Иначе либо облезет либо в скором времени опять проявится ржавчина!
И в завершение очень полезное видео по нанесению грунтов!

Всем привет) Запись без претензий на научность и чистоту эксперимента.
При использовании в кузовном ремонте разного рода покрытий — от грунтов до антикора — всегда задаешься вопросом: "Чем лучше защитить голый металл, какую комбинацию материалов выбрать?

На форумах, на Драйве, в гаражах — везде толпы разных людей с космическими убеждениями по поводу использования того или иного продукта. Причём мнения чаще всего ничем не подкреплены, кроме личных домыслов, а иногда даже противоречат друг другу и здравому смыслу.
Я решил для себя лично разобраться, увидеть своими глазами, как ведет себя тот или иной защитный материал. Для этого взял несколько пластинок металла, зачистил, обезжирил, навалил всякой каки, подвесил на улице под открытым небом.
? — Почему не стал использовать солевой раствор или просто не окунул в воду? — Мне так не нравится, хочу на свежем воздухе, там где они работают на машине.
? — Почему не стал использовать всякого рода комбинации\бутерброды? — Потому что это привело бы к большому количеству образцов, мне эти гирлянды во дворе ни к чему.
Подумал и решил что для чистоты эксперимента надо разобраться в возможностях каждого материала по отдельности — из этого проще сложить картину их совместной работы. Например если после преобразователя и после акрилового грунта пойдет ржавчина, то нет смысла мазать один на другой и ждать что ржавчины не будет.
В качестве испытуемых взял те материалы, которыми пользуюсь в работе:

Слева на право:
1. Мовиль. Трушный, еще из той страны в которой я родился — СССР.
2. Пушечное сало. Современное.
3. Преобразователь ржавчины на основе ортофосфорной кислоты. Не тот цинкарь, который с пшиколкой, другой, белорусский, дешевый.
4. Преобразователь ржавчины Cartonin F на йодной основе. Польский продукт.
5. 1K Эпоксидный грунт Spectral в баллоне.
6. 2K Эпоксидный грунт Novol.
7. 2K Травящий грунт Novol.
8. 2K Акриловый грунт Reoflex.
Теперь обработанные ими образцы:

Слева на право:
1. Мовиль / Пушечное сало. На обороте — ничем не обработана, КОНТРОЛЬНАЯ, см. ниже
2. Белорусский Цинкарь. Нанесен, не смыт.
3. Cartonin F. После реакции покрытие приобретает черный цвет.
4. 2K Эпоксидный грунт. На обороте — 1K Эпоксидный грунт в баллоне
5. 2K Травящий грунт / он же, но + сверху 2K Акриловый грунт. На обороте — просто 2K Акриловый грунт на голый металл.
Оборотные стороны некоторых пластинок:
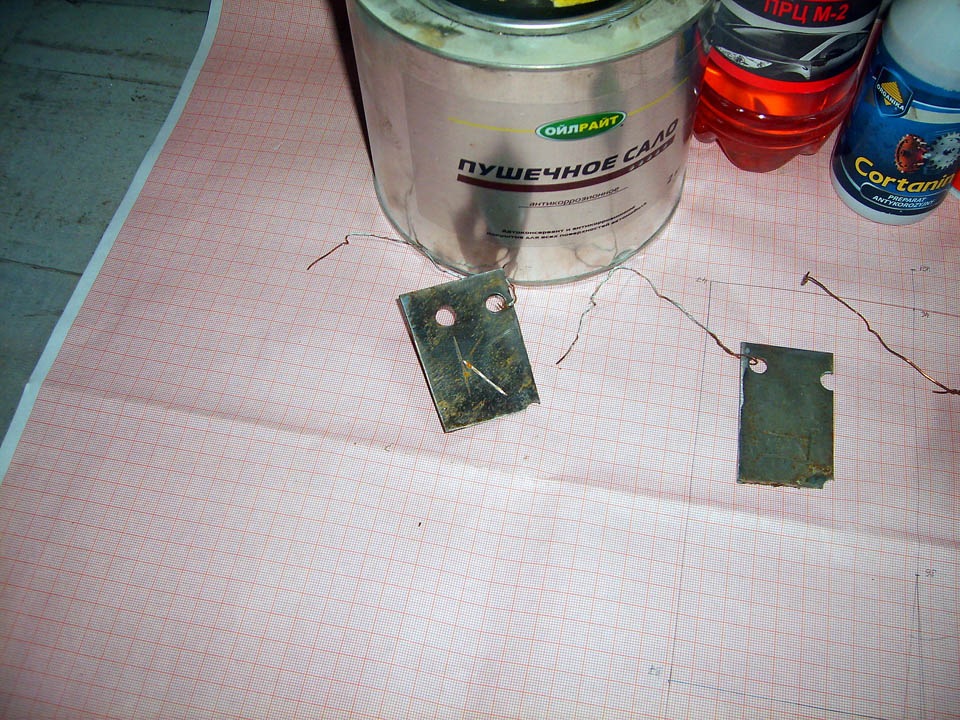

Итого у нас имеется 9 различных вариантов покрытия, не считая контрольной пластинки. Все подвешены на открытом воздухе.

Висят уже пару недель, с первыми дождями контрольная пластинка немного поржавела. Про остальные расскажу в следующей записи, маловато времени прошло чтобы делать выводы. Планирую мариновать их на улице всю зиму.
Пока не поздно, можно добавить еще-какие-то варианты, пишете кто какие хочет видеть.

До сих пор огромное количество по грунтам, я уже не знаю сколько можно рассказывать об этих продуктах. Решил коротко и понятно:
Наверно один из самых частых вопросов которые мне задают, во время одно из занятий с учеником мы решили уделить этому вопросу несколько больше времени и снять видео. Вот очень краткий конспект этого занятия, если вам будет интересно настойчиво рекомендую посмотреть подробное видео. В реальных условиях например сервиса ты не можешь погрузить авто или деталь в ванну, поэтому придумали кислотные грунты которые содержат в своем составе ортофосфорную кислоту которая и фосфатирует поверхность, также как это делается в ванне, только соответственно намного медленнее, намного меньше, потому что концентрация кислот намного ниже, потому что если ты на несёшь слишком много кислоты то у тебя пойдёт вторичная коррозия, поэтому-то количество кислоты которые есть кислотных грунтах строго регламентирована чтобы вот она отработала с верхним слоем металла и больше ее не осталось. Потому что, если она останется начнется вторичная коррозия. Всё дело в том, что поверхность металла она гидратированная, то есть метал пропитан так сказать влагой, на микро уровне, чтобы вот эту воду например выпарить надо иногда от 270 градусов до 400 градусов нагреть металл, но понятно что это никто не делает поэтому делает фосфатирование для того чтобы эту влагу так же удалить. В итоге у вас получается идеальное соединение металла с вашим материалом и если материал пробивается, например, то соответственно коррозия не пойдет под плёнку она будет только в том месте где есть повреждение материала. Плюс в качестве пленкообразователей используют поливинилбутираль (бутвар) чаще известный как кислотный грунт или wash primer, поливинилформальэтилаль (винифлекс) и поливинилформаль (формвар).
Среди перечисленных веществ поливинилбутираль имеет более широкое применение (около 70% от общего выпуска таких материалов) эта смола имеет очень высокую адгезию как к подложке, так и к покровным материалам, простым языком: это клей который соединяет подложку (металл) и финишные материалы.

Плюсы: высокая адгезия, защита от подплёночной коррозии, фосфатация поверхности металлов, быстро высыхают перед нанесением последующих слоёв (30 мин.)
Минусы: является гигроскопичным (пропускает воду и воздух), высокая когезия ((расслаивается в толстых слоях) если продукты и толстослойные в шлифуемой версии, например БАСЛАК 27-10 2К грунт фосфатирующий)), нельзя наносить на кислотные грунты, эпоксидные и полиэфирные материалы.

Нельзя наносить финишные материалы в виде красок (возможно изменение цвета при реакции красителя и ортофосфорной кислоты), т.е. окраска производится только через изоляцию акриловым грунтом.
Обычно это однокомпонентные, но двуупаковочные материалы. В первом компоненте сама смола с различными добавками для различных свойств, во втором компоненте, (его еще обычно называют катализатором или отвердителем, что не является правдой))) смешаны, ортофосфорная кислота и спирты. Смешивается согласно пропорции предусмотренной инструкцией конкретно к вашему грунту и наносится тонким слоем обычно 5-15 микрон, толщина нанесения так же указывается в инструкции к грунту. Разбавления обычно эти грунты не предусматривают, Вязкость продукта после смешения обычно 15-20 сек. в зависимости от производителя, такая вязкость предусматривает нанесение через окрасочный пистолет для финишных материалов с дюзой 1,2-1,4 мм. Давление согласно модели вашего пистолета.
Через 30 мин сушки при 20 градусах можно наносить акриловый грунт.
Оптимально наносить на новые детали если нет катафорезного грунта или на детали не подразумевающие шпаклевание. При нанесении на корродирующие поверхности частично тормозит коррозию, не на долго, поверхность под нанесение этого грунта ДОЛЖНА быть чистой от коррозии.

Второй чаще всего применяемый антикоррозионный грунт — это эпоксидный грунт. Антикоррозионная защита обеспечивается высокой адгезией к металлу и хорошей изоляцией.
Плюсы: высокая изоляция от влаги, хорошая адгезия к металлам и другим поверхностям. На эпоксидный грунт можно наносить любые материалы как полиэфирные шпаклёвки так и финишные покрытия.
Шпаклевать можно без шлифования если это предусматривает производитель, для уточнения возможности читаем инструкцию или узнаём у производителя. Время сушки между нанесением узнаём как и выше или в инструкции или у производителя. Так же на высохший и отшлифованый эпоксидный можно наносить кислотный грунт.
Минусы: долгое время высыхание и сложность в шлифовании ( при применении в шлифуемой версии)
Соответственно грунт имеет вязкость в зависимости от применения:
версия "мокро на мокро" (не шлифуемая версия) вязкость от 16 до 22 сек. Наносим одним слоем толщиной 10-20 мик. с окрасочного пистолета для финишных материалов с дюзой от 1,2 до 1,4. Давление согласно модели вашего пистолета. Время сушки между слоями от 10-15 минут, время сушки перед нанесением последующих материалов согласно инструкции к вашему грунту, например перед нанесением шпаклёвки от 30 мин до 6 часов или вообще отсутствует такая возможность, потому внимательно читайте инструкцию.
версия шлифуемая, вязкость от 22 до 60 сек. наносится в 2-3 слоя толщиной от 80 до 150 мк. Пистолет для вязких материалов (грунтовочный) с дюзой 1,6 — 2,0 мм в зависимости от рабочей вязкости, давление согласно модели вашего пистолета. Время высыхания под шлифование от 6 часов до 12-ти.
Ну и как всегда немного видео о нанесении этих грунтов:
27 апреля 2020 Метки: dvl2000 , красим правильно , кузовной ремонт , антикоррозионные грунты , кислотный грунт , эпоксидный грунт
Коррозия в переводе с латыни означает «разъедание», это легко объясняет природу данного понятия. Коррозия металла, по своей сути, является самопроизвольным процессом разрушения металлов, вследствие химических и физико-химических взаимодействий с окружающей средой. Причиной этого является отсутствие термодинамической устойчивости металла при воздействии агрессивных веществ, которые находятся в контактирующей с ним среде (влага, промышленные газы, кислоты и щелочи и т.д.). Коррозия, воздействуя на металл, может привести к его полному разрушению. Поэтому предотвращение и борьба с возникающей коррозией является важной задачей.
Коррозию металла можно классифицировать по следующим признакам:

- по типу агрессивной среды: газовая, атмосферная, надземная,
- подземная, биокоррозия, коррозия в неэлектролитах, под воздействием блуждающих токов;
- по характеру разрушения: сплошная, равномерная, неравномерная, избирательная, местная, язвенная, точечная коррозия, сквозная, коррозия пятнами;
- по механизму протекания процесса: химическая, электрохимическая
- химическое сопротивление металла;
Методы защиты от коррозии
Как мы видим, виды коррозии представлены широко, а вот методы защиты от коррозии не так многочисленны:
- электрохимический метод – позволяет уменьшить разрушительный процесс на основе закона гальваники;
- уменьшение агрессивной реакции производственной среды;
- защита поверхности металла от неблагоприятного воздействия окружающей среды.
Электрохимическая защита металла от коррозии основана на действии электрического тока, под его постоянным воздействием коррозия прекращается.
Внедрение ингибиторов в агрессивную среду, контактирующую с металлом, позволяет снизить скорость коррозийных процессов.
Химическое сопротивление и защита поверхности относятся к пленочным способам сохранения. Они уже могут применяться как на стадии изготовления металлоизделий, так и в момент эксплуатации.
Антикоррозионное покрытие как способ защиты от коррозии.
Наиболее популярный способ защиты от коррозии - использование лакокрасочных материалов. Лакокрасочное покрытие создает защитный антикоррозионный слой, который препятствует воздействию агрессивной среды на металлоконструкцию или изделие.
При правильном подборе ЛКМ и способа нанесения обеспечивается достаточно надежная защита металлических конструкций от коррозии в атмосфере и ряде коррозионных сред (например – окраска речных и морских судов, водонапорных баков, нефтяных танков, промышленных металлоконструкций и мостов и др.)
Основными достоинствами антикоррозионных покрытий являются:
- сравнительная дешевизна;
- относительная простота нанесения;
- легкость восстановления разрушенного покрытия;
- сочетаемость с другими способами защиты, например протекторной защитой, фосфатными и оксидными покрытиями;
- возможность получения покрытий различных цветов, обладающих наряду с защитными еще и декоративными свойствами.
Основным недостатком лакокрасочных покрытий при борьбе с коррозией является их сравнительно невысокие механическая прочность, стойкость в водной среде, низкая термостойкость.
Предельная температура эксплуатации покрытия составляет 150 – 200ºС (исключение составляют покрытия на основе кремнийорганических ЛКМ ).
Эффективность применения лакокрасочных покрытий целесообразна при условии долговечности эксплуатации не более 10 лет. Если требуется повышение долговечности эксплуатации металлического изделия, то следует применять комбинированные покрытия. Например, оцинковка плюс лакокрасочное покрытие. Такое покрытие позволяет увеличить срок защиты до 30 лет.
Защитное действие лакокрасочного покрытия заключаются в создании на поверхности металлического изделия сплошной пленки, которая препятствует агрессивному воздействию окружающей среды и предохраняет металл от разрушения. В первую очередь это достигается за счет увеличения длины пути коррозионных агентов к металлической подложке – т.е. уменьшения проницаемости лакокрасочного покрытия.
Существенное влияние на проницаемость пленки покрытия оказывает форма частиц пигмента в ЛКМ. Наибольшим барьерным эффектом обладают прокрытия, содержащие частицы пигмента чешуйчатой формы (слюда, алюминиевая пудра, железная слюдка, некоторые марки микроталька и др.).Эти частицы располагаются в покрытии параллельно подложке, перекрывая ее подобно черепице и затрудняя доступ коррозионных агентов.
Антикоррозионные пигменты для защиты металла
Кроме пассивной барьерной защиты, снижающей скорость диффузии коррозионных агентов к металлической подложке, ЛКМ могут препятствовать появлению коррозии при помощи входящих в их состав компонентов – антикоррозионных пигментов и ингибиторов коррозии.
Антикоррозионные пигменты по механизму защиты можно подразделить на пигменты – ингибиторы анодного процесса коррозии и ингибиторы катодного процесса.
Первые предотвращают процесс ионизации металла, выделяя ионы, образующие на анодных участках пассивные пленки, изолирующие поверхность (хроматы и фосфаты металлов, свинцовый сурик, ферриты).
Вторые – пигменты-ингибиторы катодного процесса – снижают скорость диффузии коррозионных агентов к подложке за счет повышения рН на границе «лакокрасочное покрытие – подложка», в результате чего образуются плотные слои нерастворимых солей, изолирующих катодные участки. К таким пигментам можно отнести пигменты, обладающие основными свойствами – крона, цинковые и свинцовые белила, карбонаты.
Замедление скорости диффузии коррозионных агентов достигается также за счет уплотнения и ориентации пленкообразователя вблизи поверхности частиц пигмента при их взаимодействии с пленкообразователем. Такой способностью обладают пигменты содержащие окисляющие и комплексообразующие ионы – крона, цинксодержащие пигменты и ряд других.
Пигменты, обладающие более высокой растворимостью, обеспечивают антикоррозионную защиту в начальный период эксплуатации лакокрасочного покрытия. Малорастворимые пигменты способствуют сохранению антикоррозионных свойств покрытий в ходе его длительной эксплуатации. Поэтому на практике в рецептурах антикоррозионных ЛКМ используют смеси пигментов разной растворимости.
Кроме того, ряд пигментов могут связывать коррозионно-активные газы и жидкости за счет физико-химического или химического взаимодействия с ними (технический углерод, оксид цинка, диоксид титана, цинковые крона и ряд др.). В состав грунтовки или грунт-эмали может входить ингибитор коррозии – вещество, которое, адсорбируясь на поверхности металла, делает её потенциал положительнее, тем самым замедляя процесс коррозии. Т.е. механизм действия ингибиторов коррозии имеет электрохимическую природу.
Известно большое количество веществ, которые можно рассматривать в качестве ингибиторов коррозии. Наиболее четко ингибиторное действие выражено у аминов (например – циклогексиламина), соединений, тиолов, мочевины сульфидов, альдегидов и др. ЛКМ для защиты от коррозии
ЛКМ для защиты от коррозии
Как уже было сказано выше, для защиты от коррозии применяются два типа ЛКМ – грунтовки и грунт-эмали.
Среди грунтовок следует упомянуть следующие наиболее популярные марки:
Особенностью кремнийорганических ЛКМ является практически полная их несовместимость с другими лакокрасочными материалами (в том числе и старыми покрытиями, перекрываемыми поверх).
Читайте также: