
Фундамент сосуда работающего под давлением
Обновлено: 28.04.2024
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
от 15 декабря 2020 года N 536
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 января 2027 г.
в Министерстве юстиции
31 декабря 2020 года,
регистрационный N 61998
УТВЕРЖДЕНЫ
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 15 декабря 2020 года N 536
Федеральные нормы и правила в области промышленной безопасности "Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением"
I. Общие положения
Область применения и назначение
1. Настоящие федеральные нормы и правила в области промышленной безопасности "Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588) (далее - Федеральный закон N 116-ФЗ); Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утверждённым постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст.3348; 2020, N 27, ст.4248).
2. ФНП направлены на обеспечение промышленной безопасности, предупреждение аварий, инцидентов, травматизма на опасных производственных объектах (далее - ОПО) при использовании перечисленного в пункте 3 ФНП оборудования, работающего под избыточным давлением более 0,07 мегапаскаля (МПа) (0,7 килограмм-силы на сантиметр квадратный (кгс/см)):
а) пара, газа в газообразном, сжиженном состоянии (сжатых, сжиженных и растворенных под давлением газов);
б) воды при температуре более 115 градусов Цельсия (°С);
в) иных жидкостей при температуре, превышающей температуру их кипения при избыточном давлении 0,07 МПа (0,7 кгс/см), а также при эксплуатации зданий и сооружений, предназначенных для осуществления технологических процессов, в составе которых используется перечисленное в пункте 3 ФНП оборудование.
3. ФНП устанавливают требования промышленной безопасности, обязательные при разработке и осуществлении технологических процессов, при проектировании, строительстве, эксплуатации, реконструкции, капитальном ремонте, техническом перевооружении, консервации и ликвидации ОПО, на которых используется нижеперечисленное оборудование, работающее под избыточным давлением (далее - оборудование под давлением), отвечающее одному или нескольким признакам, указанным в подпунктах "а", "б" и "в" пункта 2 настоящих ФНП, при проведении экспертизы промышленной безопасности оборудования, зданий и сооружений на ОПО, а также при размещении, монтаже и эксплуатации (в том числе наладке, обслуживании, ремонте, реконструкции (модернизации), техническом освидетельствовании, техническом диагностировании) оборудования под давлением.
Настоящие ФНП распространяются на следующие виды (типы) оборудования под давлением:
а) паровые котлы, в том числе котлы-бойлеры, а также автономные пароперегреватели и экономайзеры;
б) водогрейные и пароводогрейные котлы;
в) энерготехнологические котлы: паровые и водогрейные, в том числе содорегенерационные котлы;
д) котлы передвижных и транспортабельных установок;
е) котлы паровые и жидкостные, работающие с органическими и неорганическими теплоносителями (кроме воды и водяного пара), и транспортирующие их системы трубопроводов;
з) трубопроводы пара и горячей воды;
и) сосуды, работающие под избыточным давлением пара, газов, жидкостей;
к) баллоны, предназначенные для сжатых, сжиженных и растворенных под давлением газов;
л) цистерны и бочки для сжатых и сжиженных газов;
м) цистерны и сосуды для сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых избыточное давление создается периодически для их опорожнения;
о) оборудование под давлением, применяемое при разработке, изготовлении, испытании, эксплуатации и утилизации ядерного оружия и ядерных установок военного назначения на опасных производственных объектах, эксплуатируемых организациями Госкорпорации "Росатом".
4. Для отнесения оборудования к области действия ФНП за основу принимаются максимальные рабочие значения давления и температуры рабочей среды, установленные в технической документации оборудования и проектной документации ОПО с учётом нормативных показателей физико-химических свойств рабочей среды (характеристик рабочей среды, установленных в технических регламентах и стандартах или при отсутствии таковых, определенных экспериментально-расчетными методами) и всех факторов опасности (рисков), влияющих на безопасность оборудования при его применении в соответствии с требованиями законодательства Российской Федерации о техническом регулировании, в области промышленной безопасности, а также ФНП.
Перечень параметров (максимальные значения давления и температуры рабочей среды), принимаемых для обеспечения указанных целей в отношении конкретных видов, типов оборудования, а также эксплуатационные категории , , и трубопроводов пара и горячей воды в зависимости от их параметров, установлены в приложении N 1 к настоящим ФНП.
5. ФНП не применяются при использовании видов (типов) оборудования, не перечисленных в пункте 3 настоящих ФНП, а также на следующее оборудование под давлением:
а) котлы, включая электрокотлы, а также автономные пароперегреватели и экономайзеры, трубопроводы пара и горячей воды, сосуды, устанавливаемые на морских и речных судах и других плавучих средствах (кроме драг и плавучих буровых установок) и объектах подводного применения;
б) отопительные и паровозные котлы железнодорожного подвижного состава;
в) котлы объёмом парового и водяного пространства 0,001 кубического метра (м) и менее, у которых произведение значений рабочего давления (МПа) и объёма (м) не превышает 0,002;
г) электрокотлы вместимостью не более 0,025 м;
д) трубчатые печи и пароперегреватели трубчатых печей;
е) сосуды вместимостью не более 0,025 м независимо от давления, используемые для научно-экспериментальных целей.
В целях настоящих ФНП при определении вместимости сосуда из общего объёма сосуда исключают объём, занимаемый футеровкой, трубами и другими внутренними устройствами, при этом группа сосудов, а также сосуды, состоящие из отдельных корпусов и соединенные между собой трубами внутренним диаметром более 100 мм, рассматриваются как один сосуд. К группе относят сосуды, объединенные в соответствии с проектом в группу в количестве двух и более штук общим трубопроводом входа/выхода рабочей среды с установленными на нем запорной арматурой и предохранительным(ми) устройством(ми), и предназначенные для одновременной совместной работы, для хранения (накопления) находящегося в них под давлением газа в количестве, определяемом суммарной вместимостью группы сосудов и подачей его потребителям; необходимость оснащения каждого сосуда из группы, помимо общего отключающего устройства (запорной арматуры), индивидуально иными устройствами (арматурой) для дренирования, для сброса давления газа определяется проектом;
ж) сосуды вместимостью не более 0,025 м, у которых произведение значений рабочего давления (МПа) и вместимости (м) не превышает 0,02;
з) сосуды, работающие под давлением, создающимся при взрыве внутри них в соответствии с технологическим процессом или горении в режиме самораспространяющегося высокотемпературного синтеза;
и) сосуды и трубопроводы, работающие под вакуумом;
к) сосуды, устанавливаемые на самолетах и других летательных аппаратах;
л) воздушные резервуары тормозного оборудования подвижного состава железнодорожного транспорта, автомобилей и других средств передвижения;
м) оборудование под давлением, входящее в состав вооружения и военной техники, а также оборудование, применяемое в условиях ликвидации чрезвычайных ситуаций природного и техногенного характера;
н) сосуды и трубопроводы атомных энергетических установок, сосуды, работающие с радиоактивной средой, а также оборудование, работающее под давлением, специально сконструированное для применения в области использования атомной энергии, относящееся к области действия федеральных норм и правил в области использования атомной энергии;
о) отопительные приборы систем парового и водяного отопления;
п) сосуды, состоящие из труб внутренним диаметром не более 150 мм без коллекторов, а также с коллекторами, выполненными из труб внутренним диаметром не более 150 мм;
р) части машин, не представляющие собой самостоятельных сосудов (корпусы насосов или турбин, цилиндры двигателей паровых, гидравлических, воздушных машин и компрессоров);
с) трубопроводы пара и горячей воды, устанавливаемые на подвижном составе железнодорожного, автомобильного транспорта;
т) трубопроводы эксплуатационной категории , и пара и горячей воды наружным диаметром менее 76 мм;
у) трубопроводы эксплуатационной категории пара и горячей воды наружным диаметром менее 51 мм;
ф) сливные, продувочные и выхлопные трубопроводы котлов, трубопроводов, сосудов, редукционно-охладительных и других устройств, соединенные с атмосферой;
х) оборудование, изготовленное (произведенное) из неметаллической гибкой (эластичной) оболочки;
ц) стерилизаторы, устанавливаемые в медицинских организациях для стерилизации медицинских изделий и обеззараживания медицинских отходов;
ч) корпуса газонаполненного электротехнического оборудования, находящиеся под избыточным давлением газа для обеспечения электрической изоляции и/или гашении электрической дуги.
6. Требования ФНП обязательны для исполнения всеми организациями и индивидуальными предпринимателями (далее - организации) и их работниками, осуществляющими на территории Российской Федерации и на иных территориях, над которыми Российская Федерация осуществляет юрисдикцию в соответствии с законодательством Российской Федерации и нормами международного права, деятельность, указанную в пункте 3 настоящих ФНП.
7. Обеспечение промышленной безопасности, предупреждение аварий, инцидентов, производственного травматизма на опасных производственных объектах, на которых используется оборудование под давлением, должны осуществляться путем соблюдения организациями и их работниками требований промышленной безопасности, установленных законодательством Российской Федерации, федеральными нормами и правилами в области промышленной безопасности, а также принимаемыми в соответствии с ними распорядительными документами организаций.
8. К эксплуатирующим организациям в целях настоящих ФНП следует относить организации, осуществляющие эксплуатацию ОПО, на котором используется (эксплуатируется) оборудование, работающее под избыточным давлением (источник повышенной опасности), на основании имеющегося у него права собственности или иного законного основания использования земельных участков, зданий, строений и сооружений, а также технических устройств такого ОПО, в том числе на основании договора аренды, прав хозяйственного ведения, оперативного управления.
II. Проектирование, строительство, реконструкция, техническое перевооружение ОПО, на которых используется оборудование под давлением
Общие требования
9. При проектировании, строительстве, реконструкции, капитальном ремонте и эксплуатации ОПО, на которых используется (применяется) оборудование под давлением, в том числе входящих в их состав зданий и сооружений, а также при разработке проектной документации, определяющей решения по установке (размещению) и обвязке оборудования под давлением, должно обеспечиваться соблюдение обязательных требований законодательства Российской Федерации в области промышленной безопасности, о градостроительной деятельности, о техническом регулировании, и настоящих ФНП.
Выбор и состав оборудования под давлением при разработке соответствующих разделов проектной документации ОПО должен производиться исходя из назначения и влияющих на его безопасность условий эксплуатации, в том числе максимальных значений характеристик источника давления (давления, температуры, группы и физико-химических свойств рабочей среды) с применением в необходимых случаях автоматических регулирующих и предохранительных устройств, а также характеристик окружающей среды в зависимости от места установки оборудования (на открытой площадке, в неотапливаемом или отапливаемом помещении).
Не допускается установка и применение оборудования, если его технические характеристики и материалы, указанные в технической документации, не соответствуют физико-химическим свойствам рабочей среды и другим условиям эксплуатации, влияющим на его безопасность.
3.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, должна обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность визуального и измерительного контроля (в том числе внутренней поверхности), очистки, промывки, полного опорожнения, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведения гидравлического испытания и/или визуального и измерительного контроля (наружного или внутреннего) в объеме. требуемом настоящим стандартом, должны быть предусмотрены компенсирующие меры при расчете и проектировании сосуда. В технической документации на сосуд должны быть указаны методика,
периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
3.1.2 Назначенный или расчетный срок службы сосуда указывают в технической документации.
3.1.3 При проектировании сосудов необходимо учитывать технические требования к перевозке грузов транспортом, обеспечивающим доставку, целостность и сохранность сосуда к месту эксплуатации.
Сосуды, которые не могут быть транспортированы в собранном виде, должны быть спроектированы из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами.
Деление сосуда на транспортируемые части необходимо указывать в технической документации.
3.1.4 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ. подъема, перемещения и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки. их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
3.1.5 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
3.1.6 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но она должна быть не ниже чем указано в таблице 1.
Таблице 1. Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, ºС | Характеристика рабочей среды |
|---|---|---|---|
| Под налив и от 0 до 0,05 включ. | Независимо | Токсичная 1. 2. 3-го классов опасности по ГОСТ 12.1.007 | |
| 1 | От 0,05 или вакуум | Взрывоопасная, пожароопас- ная и/или токсичная 1. 2. 3-го классов опасности по ГОСТ 12.1.007 | |
| 2 | От 0.05 до 2.5 включ. | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| От 2.5 до 5.0 включ. | Выше 200 | ||
| Св. 5.0 | Независимо | ||
| От 0.05 до 5.0 включ. | Ниже минус 40 | ||
| 3 | От 0,05 до 2.5 включ. | От минус 40 до 400 | |
| Св. 2.5 до 5,0 включ. | От минус 40 до 200 | ||
| 4 | От 0.05 до 1.6 включ. | От минус 20 до 200 |
Окончание таблицы 1
| Группа | Расчетное давление, МПа | Температура стенки, ºС | Характеристика рабочей среды |
|---|---|---|---|
| 5 | Под налив и от 0 до 0,05 включ. | Независимо | Любая, за исключением ток- сичной 1. 2. 3-го классов опас- ности по ГОСТ 12.1.007 |
| Вакуум | Взрывобезопасная, пожаро- безопасная и/или токсичная 4-го класса опасности по ГОСТ 12.1.007 | ||
| Для сосудов, работающих при положительных температурах, принимают расчетную температуру. Для сосудов, работающих при отрицательных температурах, принимают минимальную рабочую температуру. Сосуды, работающие при отрицательных температурах от минус 40 ºС до минус 20 ºС или от 200 до 400 ºС при давлении от 0.05 МПа до 1.6 МПа включительно, относятся к 3-й группе. | |||
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
3.1.7 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
3.2 Днища, крышки, переходы
3.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные. плоские отбортованные. плоские неотбортованные. плоские, присоединяемые на болтах.
3.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
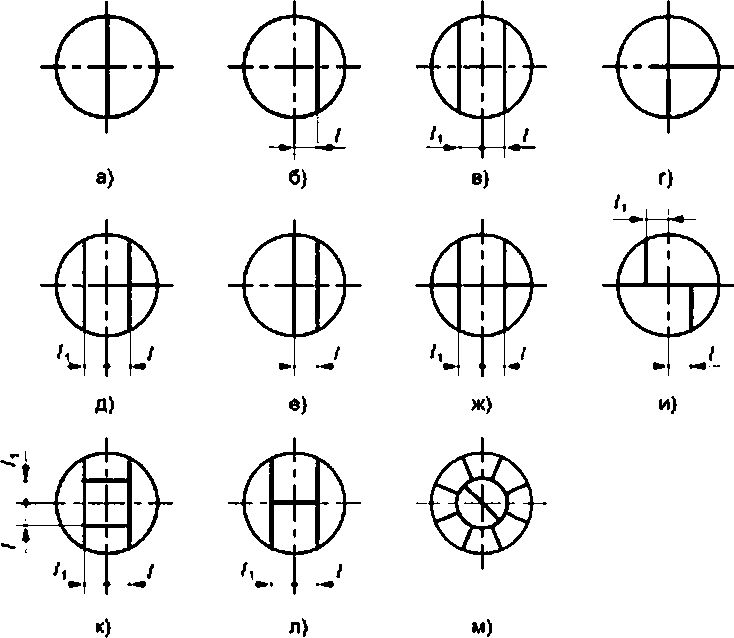
/и — расстояния от оси заготовки эллиптических и торосферических днищ до центра сварного шва
Рисунок 1. Расположение сводных швов заготовок выпуклых днищ
Расстояния / и /, должны быть не более 1/5 внутреннего диаметра днища. При атом для вариантов в), д). ж), и), к), л) сумма расстояний / ♦ /, должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
3.2.3 выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
3.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м). должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
3.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
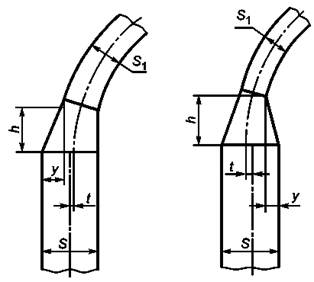
3.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
- нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных е конструкторской документации;
- смещение / нейтральных осей полушаровой части днища и обечайки корпуса не должно превышать 0.5 ($-£:
- высота b переходной части обечайки корпуса должна быть не менее Зу.
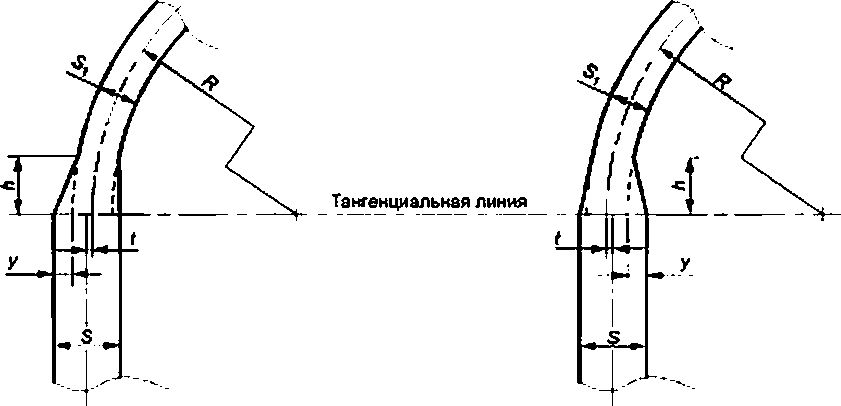
s — толщина стенки обечайки: а, — толщина стенки днища: R — радиус полусферического днища по нейтральной оси. А — высота переходной части обечайки корпуса, t смещение нейтральных осей полушаровой части днища и обечайки корпуса: у — расстояние между наружной (внутренней) цилиндрической поверхностью обечайки корпуса и наружной (внутренней) сферической поверхностью днища
Рисунок 2 — Узел соединения днища с обечайкой
3.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортоеанные днища в сосудах 1. 2, 3, 4-й групп и е сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
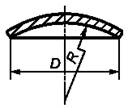
Сферические неотбортованные днища (см. рисунок 3) должны:
- иметь радиус сферы R не менее 0.850 и не более £>;
- привариваться сварным швом со сплошным проваром.
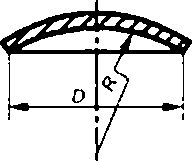
D — внутренний диаметр днища, R — радиус сфера ло внутреннему диаметру
Рисунок 3. Сферическое неотбортованное днище
3.2.8 Торосферические днища должны иметь:
- высоту выпуклой части, измеренную по внутренней поверхности, не менее 0.2 внутреннего диаметра днища:
- внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища:
- внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
3.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1.2, 3.4-й групп, работающих под внутренним давлением, если центральный угол при вершине конуса не более 45е.
Допускается использование конических днищ и переходов с углом при вершине более 45е при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ 34233.1 (пункт 8.10).
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60е.
Ограничения, приведенные в перечислениях а) и б), не распространяются на сосуды под налив и сосуды, работающие под давлением от 0 до 0,05 МПа.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
3.2.10 Плоские днища в сосудах, работающих под избыточным давлением или под вакуумом, применяемые в сосудах 1. 2. 3. 4-й групп, необходимо изготовлять из поковок (см. рисунки 4 а). 4 б)] или отбортованными из листового проката (см. рисунок 4 в)), если отбортовка выполнена штамповкой или обкаткой кромки листа с изгибом на 90е.
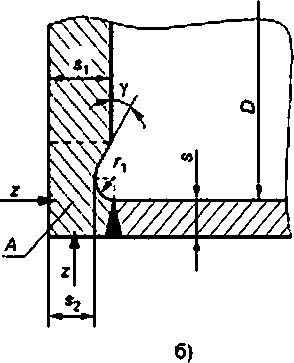
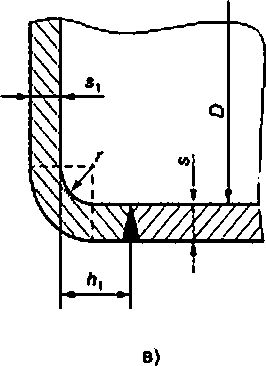
D — внутренний диаметр обечайки; s — толщина обечайки; в, — толщина днища; 2 — наименьшая толщина днища е месте кольцевой выточки. А, — длина отбортовки днища, г— радиус «крушения днища; — радиус кольцевой выточки; у — угол проточки днища
Рисунок 4. Плоские днища
При этом необходимо выполнять следующие условия:
- расстояние от начала закругления плоской части днища до оси сварного шва не менее 0.25^5$ [см. рисунки 4 а). 4 е));
- радиус закругления ft max (s; 0.25s,) [см. рисунки 4 а). 4 е)];
- радиус кольцевой выточки ^ 10.26s,. но не менее 8 мм [см. рисунок4 6));
- наименьшая толщина днища [см. рисунок 4 6)) в месте кольцевой выточки S2 10.8s,. но не менее толщины обечайки si
- длина отбортовки днищ Л, t г [см. рисунки 4 а). 4 в)];
- угол проточки у должен составлять от 30* до 90* [см. рисунок 4 б)];
- зона А контролируется в направлениях г [см. рисунки 4 а). 4 б)] согласно требованиям 4.4.2.
3.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, для сосудов 1-й группы, работающих под налив, а также сосудов, работающих под давлением от 0 до 0,05 МПа должны соответствовать ГОСТ 12622 или ГОСТ 12623.
3.2.12 Длина цилиндрического борта I и зависимости от толщины поковки s (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R не менее 2,5s.
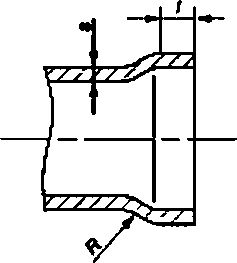
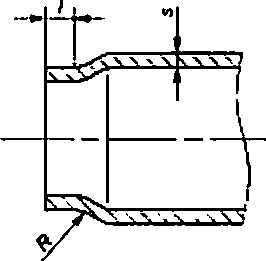
в — толщина стенки для отбортованных и переходных элементов сосуда: А — радиус отбортовки: L — длина цилиндрического борта (участка)
Рисунок 5. Отбортованный и переходный элементы
Таблица 2. Длина цилиндрического борта
3.3 Люки, лючки, бобышки и штуцера
3.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр. очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда.
Люки и лючки необходимо располагать в доступных для пользования местах.
3.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм а у сосудов, располагаемых в помещении. — не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325 х 400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать сосуды без люков:
- сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков:
- сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра:
- сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
3.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
3.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности приведения гидравлического испытания как в вертикальном, так и в Горизонтальном положениях.
3.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
3.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев, должны быть предохранены от сдвига или ослабления.
3.4 Расположение отверстий
3.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0.4 наружного диаметра днища.
3.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1. 2.3. 4-й групп должны быть расположены. как правило, вне сварных швов. Допускается расположение отверстий на продольных и кольцевых швах цилиндрических и конических обечаек, выпуклых днищ без ограничения диаметра отверстий при условии 100%-ной проверки сварных швов радиографическим или ультразвуковым методом, если нет других указаний в технической документации.
3.5 Требования к опорам
3.5.1 Цилиндрические и конические опоры из углеродистых и низколегированных сталей допускается применять для сосудов из коррозионно-стойкой стали при условии, что приварку опоры к сосуду проводят с использованием промежуточной обечайки из коррозионно-стойкой стали.
Приварку опор-стоек, опор-лап, цапф, монтажных штуцеров и других несущих устройств из углеродистой и низколегированной сталей к корпусу сосуда из коррозионно-стойкой стали следует выполнять с использованием подкладных пластин из материала того же класса, что и материал корпуса.
3.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило. должен быть не менее 120.
3.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах необходимо выполнять неподвижной лишь одну седловую опору, остальные опоры — подвижными. Указание об этом должно содержаться в технической документации.
3.5.4 Седловые опоры теплообменных аппаратов с извлекаемыми трубными пучками должны выдерживать продольную силу, эквивалентную 1.5 массы трубного пучка теплообменника.
3.6 Требования к внутренним и наружным устройствам
3.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств необходимо выполнять требования 3.1.1.
3.6.2 Внутренние и наружные приварные устройства необходимо конструировать так. чтобы было обеспечено удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
3.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
3.6.4 У всех глухих частей сборочных единиц и элементов внутренних устройств должны быть дренажные отверстия диаметром не менее 6 мм для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
У всех наружных глухих элементов (например, накладки), не работающих под давлением, должны быть дренажные отверстий в самых низких местах.
Вместо дренажного отверстия допускается оставить пропуск в нижнем сварном шве длиной 15—20 мм.
3.6.5 Наружные кольца жесткости сосудов с теплоизоляцией должны быть полностью заизолированы на всю толщину теплоизоляции.
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны проектироваться из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 - ГОСТ Р 52857.11, ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 30780.
Допускается использование настоящего стандарта совместно с другими международными и национальными стандартами на расчет на прочность при условии, что их требования не ниже требований российских национальных стандартов.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже, чем указано в таблице 1.
Таблица 1 - Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, °С | Характеристика рабочей среды |
|---|---|---|---|
| 1 | Независимо | Независимо | Взрывоопасная, пожароопасная, токсичная 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
| 2 | До 2,5 | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| 2,5 до 5,0 | Выше 200 | ||
| 5,0 и более | Независимо | ||
| До 5,0 | Ниже минус 40 | ||
| 3 | До 2,5 | От минус 40 до 400 | |
| От 2,5 до 5,0 | От минус 40 до 200 | ||
| 4 | До 1,6 | От минус 20 до 200 | |
| 5 | От вакуума до 0,07 | Независимо | Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
Рисунок 1 - Расположение сварных швов заготовок выпуклых днищ

Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l + l1 должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
- нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
- смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S - S1);
- высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 - Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1-й, 2-й, 3-й, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (см. рисунок 3) должны:
- иметь радиус сферы R не менее 0,85D и не более D;
- привариваться сварным швом со сплошным проваром.
Рисунок 3 - Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
- высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
- внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
- внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1-й, 2-й, 3-й, 4-й групп, если центральный угол при вершине конуса не более 45°. Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ Р 52857.1, подраздел 8.10;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1-й, 2-й, 3-й, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
- расстояние от начала закругления до оси сварного шва не менее (D - внутренний диаметр обечайки, S - толщина обечайки);
- радиус закругления r ≥ 2,5S [см. рисунок 4а)];
- радиус кольцевой выточки r1 ≥ 2,5S, но не менее 8 мм [см. рисунок 4б)];
- наименьшая толщина днища [см. рисунок 4б)] в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S (S1 - толщина днища);
- длина отбортовки днищ h1 ≥ r;
- угол проточки γ должен составлять от 30° до 90°;
- зона А контролируется в направлениях Z согласно требованиям 5.4.2.
Рисунок 4 - Плоские днища
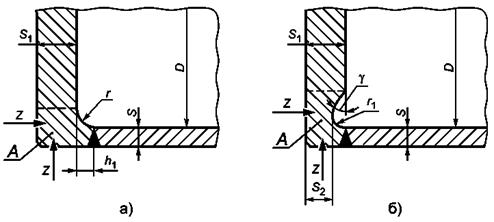
Допускается изготовление плоского днища (см. рисунок 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
4.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
4.2.12 Длина цилиндрического борта l (l - расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R ≥ 2,5S.
Рисунок 5 - Отбортованный и переходный элементы
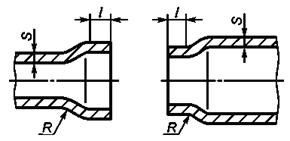
Таблица 2 - Длина цилиндрического борта
| Толщина стенки S, мм | Длина цилиндрического борта l, мм, не менее |
|---|---|
| До 5 включ. | 15 |
| Св. 5 до 10 включ. | 2S + 5 |
| Св. 10 до 20 включ. | S + 15 |
| Св. 20 до 150 включ. | S/2 + 25 |
| Св. 150 | 100 |
4.3 Люки, лючки, бобышки и штуцера
4.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
4.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, - не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325×400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
- сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
- сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
- сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
4.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
4.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
4.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
4.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев должны быть предохранены от сдвига или ослабления.
4.4 Расположение отверстий
4.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
4.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1-й, 2-й, 3-й, 4-й групп должны быть расположены, как правило, вне сварных швов.
Расположение отверстий допускается:
- на продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
- кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
- швах выпуклых днищ без ограничения диаметра отверстий при условии 100-процентной проверки сварных швов днищ радиографическим или ультразвуковым методом;
- швах плоских днищ.
4.4.3 Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1-й, 2-й, 3-й, 4-й групп.
Данное требование не распространяется на случай, оговоренный в 4.2.3.
4.4.4 Отверстия для люков, лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швах без ограничения по диаметру.
4.5 Требования к опорам
4.5.1 Опоры из углеродистых сталей допускается применять для сосудов из коррозионно-стойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионно-стойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
4.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120°.
4.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять неподвижной лишь одну седловую опору, остальные опоры - подвижными. Указание об этом должно содержаться в технической документации.
4.6 Требования к внутренним и наружным устройствам
4.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств следует выполнять требования 4.1.1.
4.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы были обеспечены удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
4.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
4.6.4 Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
ПРАВИЛА УСТРОЙСТВА
И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ СОСУДОВ, РАБОТАЮЩИХ
ПОД ДАВЛЕНИЕМ
УТВЕРЖДЕНЫ постановлением Госгортехнадзора России от 18.04.95 N 20.
1. Область применения и назначения "Правил устройства
и безопасной эксплуатации сосудов, работающих под давлением"
1.1. Общие требования
1.1.1. Настоящие Правила разработаны на основании "Положения о Федеральном горном и промышленном надзоре России", утвержденном Указом Президента Российской Федерации от 18.02.93 г., N 234.
Настоящие Правила устанавливают требования к проектированию, устройству, изготовлению, реконструкции, наладке, монтажу, ремонту и эксплуатации сосудов, цистерн, бочек, баллонов, барокамер, работающих под избыточным давлением*.
* Далее по тексту вместо "сосуды, цистерны, бочки, баллоны, барокамеры" принято "сосуды". Используемые в настоящих Правилах термины и определения приведены в приложении 1.
Требования к монтажу и ремонту аналогичны требованиям к изготовлению сосудов.
Настоящие Правила обязательны для всех организаций и индивидуальных предпринимателей, независимо от форм собственности и организационно-правовой формы.
1.1.2. Настоящие Правила распространяются на:
сосуды, работающие под давлением воды с температурой выше 115 °С или другой жидкости с температурой, превышающей температуру кипения при давлении 0,07 МПа (0,7 кгс/см), без учета гидростатического давления;
сосуды, работающие под давлением пара или газа свыше 0,07 МПа (0,7 кгс/см);
баллоны, предназначенные для транспортирования и хранения сжатых, сжиженных и растворенных газов под давлением свыше 0,07 МПа (0,7 кгс/см);
цистерны и бочки для транспортирования и хранения сжиженных газов, давление паров которых при температуре до 50 °С превышает давление 0,07 МПа (0,7 кгс/см);
цистерны и сосуды для транспортирования или хранения сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых давление выше 0,07 МПа (0,7 кгс/см) создается периодически для их опорожнения;
1.1.3. Настоящие Правила не распространяются на:
сосуды, изготавливаемые в соответствии с "Правилами устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок", утверждаемыми Госатомэнергонадзором России, а также сосуды, работающие с радиоактивной средой;
сосуды вместимостью не более 0,025 м (25 л) независимо от давления, используемые для научно-экспериментальных целей. При определении вместимости из общей емкости сосуда исключается объем, занимаемый футеровкой, трубами и другими внутренними устройствами. Группа сосудов, а также сосуды, состоящие из отдельных корпусов и соединенные между собой трубами с внутренним диаметром более 100 мм, рассматриваются как один сосуд;
сосуды и баллоны вместимостью не более 0,025 м (25 л), у которых произведение давления в МПа (кгс/см) на вместимость в м (литрах) не превышает 0,02 (200);
сосуды, работающие под давлением, создающимся при взрыве внутри них в соответствии с технологическим процессом;
сосуды, работающие под вакуумом;
сосуды, устанавливаемые на морских, речных судах и других плавучих средствах (кроме драг);
сосуды, устанавливаемые на самолетах и других летательных аппаратах;
воздушные резервуары тормозного оборудования подвижного состава железнодорожного транспорта, автомобилей и других средств передвижения;
сосуды специального назначения военного ведомства;
приборы парового и водяного отопления;
сосуды, состоящие из труб с внутренним диаметром не более 150 мм без коллекторов, а также с коллекторами, выполненными из труб с внутренним диаметром не более 150 мм.
1.1.4. С момента официального опубликования настоящих Правил на территории Российской Федерации утрачивают силу "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением", утвержденные Госгортехнадзором СССР 27.11.87 г.
1.2.1. Проекты сосудов и их элементов (в том числе запасных частей к ним), а также проекты их монтажа или реконструкции должны выполняться организациями, имеющими разрешение (лицензию) органов Госгортехнадзора России на проведение соответствующих работ, полученное в соответствии с "Положением о порядке выдачи специальных разрешений (лицензий) на виды деятельности, связанные с повышенной опасностью промышленных производств (объектов) и работ, а также с обеспечением безопасности при пользовании недрами", утвержденным постановлением Госгортехнадзора России 3.07.93 г., N 20.
1.2.2. Руководители и специалисты, занятые проектированием, изготовлением, реконструкцией, монтажом, наладкой, ремонтом, диагностикой и эксплуатацией сосудов, должны быть аттестованы на знание настоящих Правил в соответствии с "Положением о порядке проверки знаний правил, норм и инструкций по безопасности у руководящих работников и специалистов предприятий, организаций и объектов, подконтрольных Госгортехнадзору России", утвержденным постановлением Госгортехнадзора России 9.05.93 г., N 11.
1.2.3. Проекты и технические условия на изготовление сосудов должны согласовываться и утверждаться в установленном порядке.
Изменения в проекте и нормативных документах, необходимость в которых может возникнуть при изготовлении, реконструкции, монтаже, наладке, ремонте или эксплуатации, должны быть согласованы с организацией - разработчиком проекта и(или) нормативной документации* (НД) на сосуд. При невозможности выполнить это условие допускается согласовывать изменения в проекте и НД со специализированной научно-исследовательской организацией (приложение 2).
1.2.4. Отступление от настоящих Правил может быть допущено лишь в исключительном случае по разрешению Госгортехнадзора России. Для получения разрешения необходимо представить Госгортехнадзору России соответствующее обоснование, а в случае необходимости - также заключение специализированной научно-исследовательской или экспертной организации. Копия разрешения на отступление от настоящих Правил должна быть приложена к паспорту сосуда (приложение 3).
1.2.5. Соответствие сосуда требованиям настоящих Правил должно быть подтверждено изготовителем (поставщиком) оборудования сертификатом соответствия, выданным сертификационным центром в порядке, устанавливаемым Госстандартом России. Копия сертификата соответствия прилагается к паспорту сосуда.
1.3. Ответственность за нарушение настоящих Правил
Настоящие Правила обязательны для исполнения всеми должностными лицами, специалистами, работниками, занятыми проектированием, изготовлением, реконструкцией, монтажом, наладкой, ремонтом, техническим диагностированием и эксплуатацией сосудов. Лица, допустившие нарушение настоящих Правил, несут ответственность в соответствии с действующим законодательством.
1.4. Порядок расследования аварий и несчастных случаев
1.4.1. Расследование аварий и несчастных случаев, связанных с эксплуатацией сосудов, работающих под давлением, должно производиться в порядке, устанавливаемом Госгортехнадзором России.
1.4.3. До прибытия представителя госгортехнадзора для расследования обстоятельств и причин аварии или несчастного случая администрация организации обязана обеспечить сохранность всей обстановки аварии (несчастного случаая), если это не представляет опасности для жизни людей и не вызывает дайльнешего развития аварии.
2. КОНСТРУКЦИЯ СОСУДОВ
2.1. Общие требования
2.1.1. Конструкция сосудов должна обеспечивать надежность, долговечность и безопасность эксплуатации в течение расчетного срока службы и предусматривать возможность проведения технического освидетельствования, очистки, промывки, полного опорожнения, продувки, ремонта, эксплуатационного контроля металла и соединений.
2.1.2. Для каждого сосуда должен быть установлен и указан в паспорте расчетный срок службы с учетом условий эксплуатации.
2.1.3. Устройства, препятствующие наружному и внутреннему осмотрам сосудов (мешалки, змеевики, рубашки, тарелки, перегородки и другие приспособления), должны быть, как правило, съемными.
При применении приварных устройств должна быть предусмотрена возможность их удаления для проведения наружного и внутреннего осмотров и последующей установки на место. Порядок съема и установки этих устройств должен быть указан в инструкции по монтажу и эксплуатации сосуда.
2.1.4. Если конструкция сосуда не позволяет проведение наружного и внутреннего осмотров или гидравлического испытания, предусмотренных требованиями настоящих Правил, разработчиком проекта сосуда в инструкции по монтажу и эксплуатации должны быть указаны методика, периодичность и объем контроля, выполнение которых обеспечит своевременное выявление и устранение дефектов.
2.1.5. Конструкции внутренних устройств должны обеспечивать удаление из сосуда воздуха при гидравлическом испытании и воды после гидравлического испытания.
2.1.6. Сосуды должны иметь штуцеры для наполнения и слива воды, а также удаления воздуха при гидравлическом испытании.
2.1.7. На каждом сосуде должен быть предусмотрен вентиль, кран или другое устройство, позволяющее осуществлять контроль за отсутствием давления в сосуде перед его открыванием; при этом отвод среды должен быть направлен в безопасное место.
2.1.8. Расчет на прочность сосудов и их элементов должен производиться по НД, согласованной с Госгортехнадзором России. Сосуды, предназначенные для работы в условиях циклических и знакопеременных нагрузок, должны быть рассчитаны на прочность с учетом этих нагрузок.
При отсутствии нормативного метода расчет на прочность должен выполняться по методике, согласованной со специализированной научно-исследовательской организацией.
2.1.9. Сосуды, которые в процессе эксплуатации изменяют свое положение в пространстве, должны иметь приспособления, предотвращающие их самоопрокидывание.
2.1.10. Конструкция сосудов, обогреваемых горячими газами, должна обеспечивать надежное охлаждение стенок, находящихся под давлением, до расчетной температуры.
2.1.11. Для проверки качества приварки колец, укрепляющих отверстия для люков, лазов и штуцеров, должно быть резьбовое контрольное отверстие в кольце, если оно приварено снаружи, или в стенке, если кольцо приварено с внутренней стороны сосуда.
Данное требование распространяется также и на привариваемые снаружи к корпусу накладки или другие укрепляющие элементы.
2.1.12. Заземление и электрическое оборудование сосудов должны соответствовать "Правилам технической эксплуатации электроустановок потребителей" и "Правилам техники безопасности при эксплуатации электроустановок потребителей".
2.2. Люки, лючки, крышки
2.2.1. Сосуды должны быть снабжены необходимым количеством люков и смотровых лючков, обеспечивающих осмотр, очистку и ремонт сосудов, а также монтаж и демонтаж разборных внутренних устройств.
Сосуды, состоящие из цилиндрического корпуса и решеток с закрепленными в них трубками (теплообменники), и сосуды, предназначенные для транспортирования и хранения криогенных жидкостей, а также сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, но не вызывающие коррозии и накипи, допускается изготовлять без люков и лючков независимо от диаметра сосудов при условии выполнения требования ст. 2.1.4 настоящих Правил.
2.2.2. Сосуды с внутренним диаметром более 800 мм должны иметь люки, а с внутренним диаметром 800 мм и менее - лючки.
2.2.3. Внутренний диаметр круглых люков должен быть не менее 400 мм. Размеры овальных люков по наименьшей и наибольшей осям в свету должны быть не менее 325х400 мм.
Внутренний диаметр круглых или размер по наименьшей оси овальных лючков должен быть не менее 80 мм.
2.2.4. Люки, лючки необходимо располагать в местах, доступных для обслуживания. Требования к устройству, расположению и обслуживанию смотровых окон в барокамерах определяются проектной организацией и указываются в инструкции по монтажу и эксплуатации завода-изготовителя.
2.2.5. Крышки люков должны быть съемными. На сосудах, изолированных на основе вакуума, допускаются приварные крышки.
2.2.6. Крышки массой более 20 кг должны быть снабжены подъемно-поворотными или другими устройствами для их открывания и закрывания.
2.2.7. Конструкция шарнирно-откидных или вставных болтов, хомутов, а также зажимных приспособлений люков, крышек и их фланцев должна предотвращать их самопроизвольный сдвиг.
2.2.8. При наличии на сосудах штуцеров, фланцевых разъемов, съемных днищ или крышек, внутренний диаметр которых не менее указанных для люков в ст. 2.2.3 настоящих Правил, обеспечивающих возможность проведения внутреннего осмотра, допускается люки не предусматривать.
2.3. Днища сосудов
2.3.1. В сосудах применяются днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные.
2.3.2. Эллиптические днища должны иметь высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища. Допускается уменьшение этой величины по согласованию со специализированной научно-исследовательской организацией.
Читайте также: