
Влажность шихты для формования полусухим способом керамического кирпича составляет
Обновлено: 24.04.2024
ОБЩАЯ КЛАССИФИКАЦИЯ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
Назначение Основные изделия Основное исходное сырье Способ производства изделий Температура обжига, °С Вид черепка Вид керамики Конструкционная керамика Керамический кирпич и камни, панели из них, кирпич для дымовых труб Глина легкоплавкая, кварцевый песок, .
Сырье для получения керамических материалов и изделий
Основным сырьем для производства керамических материалов и изделий являются различные глины, а также шамот, кварцевый песок, шлак. Для придания керамическим изделиям характерных свойств в глину вводят различные добавки. Отощающие добавки. .
ПРОИЗВОДСТВО КЕРАМИЧЕСКИХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
Несмотря на то, что керамические материалы и изделия отличаются большим разнообразием по назначению, форме и физико-механическим свойствам, производство их примерно одинаково и состоит из следующих основных процессов: добычи глины .
Использование теплой керамики
Использование теплой керамики Теплая керамика обладает высокой прочностью, поэтому ее можно использовать для строительства несущих стен многоэтажных зданий. Стена, сделанная из поризованного кирпича, может по толщине быть в два раза меньше, .
Вторичное применение отходов от сноса кирпичных зданий
Европейская комиссия разрабатывает стратегию по переработке строительных отходов. Нет никаких преград для использования гранулированного керамического материала, но, к сожалению, часто кирпичи и черепица смешаны с загрязненными отходами сноса зданий. Если это бывшая кирпичная кладка то .
МАТЕРИАЛЫ
Керамические плитки по своему функциональному назначению делятся на плитки, предназначенные для внутренних стен, полов и для наружной облицовки. Самыми распространенными видами керамических .
![]()
Характеристика исходных сырьевых материалов для изготовления керамического кирпича. Производственная программа цеха, номенклатура продукции. Расчет производительности по основным технологическим периодам; материальный баланс. Контроль качества продукции.
| Рубрика | Строительство и архитектура |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 15.05.2015 |
| Размер файла | 2,2 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
1. Производственная программа и номенклатура продукции
2. Характеристика исходных сырьевых материалов
3. Технологическая часть
3.1 Выбор способа и технологической схемы производства
3.2 Режим работы цеха
3.3 Расчет производительности по основным технологическим периодам
3.4 Материальный баланс
3.5 Контроль сырья, производства качества и продукции
4. Охрана труда и техника безопасности
Одним из самых распространенных материалов, традиционно используемым при возведении зданий и сооружений, является кирпич. Более чем тысячелетняя практика применения кирпича позволяет однозначно отнести его к категории наиболее долговечных строительных материалов. Наряду с этим, технология кирпичной кладки предоставляет архитекторам и дизайнерам неограниченные возможности для воплощения творческих замыслов. Обеспечивая надежную защиту от воздействия внешних факторов, обладая высокой огнестойкостью и сравнительно низкой теплопроводностью, кирпич предопределяет высокий уровень безопасности и комфорта как жилых, так и промышленных зданий и сооружений. В данном курсовом проекте рассмотрено производство керамических кирпичей методом полусухого прессования.
Строительный керамический кирпич позволяет сэкономить при строительстве дефицитные металлы, цемент, а также транспортные средства. В общем балансе производства и применения стеновых материалов керамический кирпич занимает более 30%. Кирпич, накапливая солнечную энергию, медленно и равномерно отдает тепло, что защищает от чрезмерного нагревания летом и сохраняет тепло зимой. Кирпичная стена «дышит», пропуская испарения сквозь свою толщу. В результате в помещениях поддерживается уровень равновесной влажности.
В настоящее время в качестве основного сырья для производства стеновых керамических изделий согласно ГОСТ 530-2007 рассматриваются глинистые породы, промышленные отходы угледобычи, углеобогащения, золы, шламы и др. и кремнистые породы - трепелы, диатомиты. Наибольшее значение в силу распространенности имеют, безусловно, глинистые породы, в частности суглинки. Однако, несмотря на это, большинство кирпичных заводов Казахстана испытывают трудности именно с сырьем. Объясняется это несколькими причинами: во-первых, запасы кондиционных глин в стране очень ограничены, во-вторых, имеющиеся месторождения суглинков обладают высокой запесоченностью и имеют высокое содержание карбонатов, что в ряде случаев не позволяет использовать их даже для производства обыкновенного глиняного кирпича. Именно поэтому готовая продукция отличается не только низкими физико-механическими свойствами, но и выцветами растворимых солей, резко ограничивающими его область применения.
В данный момент в производстве строительного керамического кирпича сосредоточено внимание на совершенствовании технологии, улучшении качества выпускаемой продукции и расширении ассортимента.
При строительстве новых предприятий предусматривается установление автоматизированных и высокомеханизированных технологических линий на базе современного отечественного и импортного оборудования. Осваивается выпуск эффективной пустотелой продукции, которая должна постепенно экономить сырьё, но и уменьшать толщину и массу наружных стен без снижения их теплозащитных свойств, а также создавать облегчённые конструкции панелей для индустриализации строительства.
Расширение ассортимента и, в частности, производство эффективных изделий с увеличением размеров и уменьшением средней плотности до 1250-1350 кг/м? и менее за счёт рациональной формы и увеличения количества пустот снизит расход материалов на 1мІ наружных стен на 20-30%. На действующих заводах наряду с дальнейшей механизацией и автоматизацией производства кирпича будут всемерно улучшаться его качество и повышаться прочностные свойства, требующиеся для строительства зданий повышенной этажности и специальных сооружений. Применение в строительстве кирпича высоких марок в несущих конструкциях позволяет уменьшить его расход на 15-30%.
Необходимо более широко развивать производство лицевого кирпича, позволяющего исключать оштукатуривание зданий и улучшать их архитектурный вид.
Улучшение качества продукции вызывает необходимость повышения культуры производства, более строгого соблюдения технологических параметров по всем переделам, улучшения обработки, рациональной шихтовки путём ввода различных добавок, в том числе отходов других отраслей промышленности.
В условиях структурной перестройки в области гражданского строительства с ориентированием на индивидуальное жилье, повышением требований к качеству и комфортности жилых помещений, внешнему виду зданий, повысились требования к промышленным строительным материалам, в том числе керамическому кирпичу. Потребитель требует керамический кирпич высокой марочности (М200 и выше), лицевого качества, с ровными кромками или фасками, равномерно окрашенный и даже цветной, разной конфигурации (угловой, радиальный и т.п.) и, безусловно, с доступной ценой.
Устойчивая тенденция к повышению рыночного спроса на качественный керамический кирпич находится в явном несоответствии с современным положением дел в отрасли производства керамического кирпича.
Современное техническое состояние многих кирпичных заводов характеризуется устаревшими технологиями и оборудованием.
Из-за отсутствия средств на техническое переоснащение многие заводы вынуждены закрываться.
Большинство заводов по производству керамического кирпича сосредоточено в центре европейской части России. Ряд регионов, несмотря на наличие сырьевой базы, вынужден ввозить его из других регионов, что существенным образом отражается на его стоимости .
Треть работающих предприятий по производству керамического кирпича имеют годовой выпуск 3-5 млн. шт. В большей части это так называемые сезонные заводы или отечественные заводы проектной мощностью до 15-20 млн. штук у.к. в год, но практически полностью технически изношенные. В то же время эти заводы располагают карьерными запасами качественной глины, а также персоналом, имеющим определенные знания и опыт в керамическом производстве.
Ряд заводов, поставленных ранее фирмами Германии, Болгарии, Италии, в силу экономических причин и отсутствия запасных частей не в состоянии поддерживать работоспособность оборудования. Фактическая мощность этих заводов составляет сегодня не более 50% проектной, себестоимость кирпича резко выросла, заводы имеют повышенный расход топлива и электроэнергии на единицу продукции из-за недогруза сушил и печей обжига, технологического оборудования.
Глиняный кирпич обладает рядом достоинств, которые делают его конкурентоспособным по сравнению с силикатным кирпичом: более высокая огнестойкость, морозостойкость, химическая стойкость и водостойкость, а также меньшая теплопроводность и масса. Он имеет более широкую сферу применения, в том числе в сейсмически активных районах. Пустотелый кирпич имеет следующие преимущества: при производстве снижается расход сырья и топлива, повышается производительность сушилок, а применение его для наружных стен позволяет уменьшить их толщину, сокращает транспортные расходы и снижает нагрузки на фундамент. Лицевой керамический кирпич обладает высокой декоративностью и широким цветовым ассортиментом. Наиболее целесообразной является технология получения лицевого кирпича широкой цветовой палитры путем объемного окрашивания глиняной массы тонкомолотыми недефицитными металлическими рудами и комплексными добавками. Актуальность его применения выражается в умеренных затратах на сооружение зданий с высокой архитектурно-художественной выразительностью, но главное - в значительном сокращении затрат на ремонт фасадов при их длительной эксплуатации, так как срок службы лицевого кирпича более 50 лет.
Из всего вышесказанного можно сделать вывод: В современных условиях производство строительных материалов является одним из важнейших направлений нашей отечественной промышленности. Это объясняется ежегодно повышающимися темпами строительства и дефицитом высококачественных стройматериалов. Недостатки, низкое качество и дороговизна многих стройматериалов, заставляют искать более совершенные и инновационные методы их производства.
1. Производственная программа и номенклатура продукции
Керамический кирпич - это высокопрочный и долговечный строительный материал, изготавливается способом полусухого прессования с последующим обжигом в газовой печи.
Керамический кирпич - это экологически чистая продукция, сырьем для производства которого служит природная глина.
Независимо от вида строительства керамический кирпич благодаря своим исключительным характеристикам (лицевой, рядовой, различных марок и оттенков) не оставляет не исполненными любые желания и потребности строительной индустрии.
Кирпичный завод выпускает керамический кирпич согласно ГОСТ 530-2007.
Способ прессования кирпича осуществляется на современных гидравлических, полностью автоматизированных прессах.
Выпускаемый кирпич имеет цвет природной обожжённой глины и не теряет его в течение всего срока службы.
Отгрузка кирпича осуществляется в пакетированном виде на деревянных поддонах.
О качестве выпускаемой продукции свидетельствует сертификат соответствия и санитарно-эпидемиологическое заключение.
Несмотря на все многообразие керамических изделий и применяемого для их изготовления сырья важнейшие процессы при их производстве, различаясь в деталях, по существу одни и те же. Получение керамических изделий состоит в основном из следующих технологических операций:
1) подготовка сырой керамической массы;
2) формование изделий;
3) сушка изделий и отделка их в необожженном виде;
4) обжиг изделий;
5) глазурование изделий (может предшествовать обжигу или выполняться после предварительного обжига с последующим обжигом для закрепления глазури).
Приготовление керамической массы.В общем случае керамическая масса состоит из четырех компонентов: глины (или смеси глин); отощителя; флюса и воды. В некоторых случаях, при подходящих природных глинах, отсутствует необходимость в использовании отощителя или флюса. При необходимости получения пористого черепка в массу вводят порообразующие материалы.
Для того чтобы точно дозировать и равномерно смешивать с другими компонентами, глину подвергают сначала грубому, а затем тонкому измельчению. Необходимым условием нормальной работы агрегатов тонкого помола является невысокая влажность глины (не выше 7. 10 %). Поэтому излишне влажную глину сушат в сушильных барабанах сразу после грубого измельчения дробилками или глинорезками.
При другом способе производится помол всех компонентов в шаровых мельницах мокрого помола. Полученную керамическую суспензию пропускают через вибрационное сито и подвергают распылительной сушке, получая пресс-порошок влажностью 5. 7%.
Для производства доброкачественных изделий необходимо придать глине высокую однородность, для чего ее перемешивают в глиномешалках, при необходимости доувлажняя и иногда разогревая для повышения пластичности.
Выбор схемы подготовки керамической массы осуществляется с учетом как особенностей сырьевых материалов, так и способа последующего формования, для которого главным моментом является влажность W сырьевой смеси. Существуют три наиболее часто применяемых способа подготовки керамической массы: полусухой (W= 7. 12%), пластический (W = 17. 22%) и мокрый (W> 30%).
Формование керамических изделий.Формование керамических изделий осуществляют пластическим способом, полусухим прессованием и шликерным литьем.
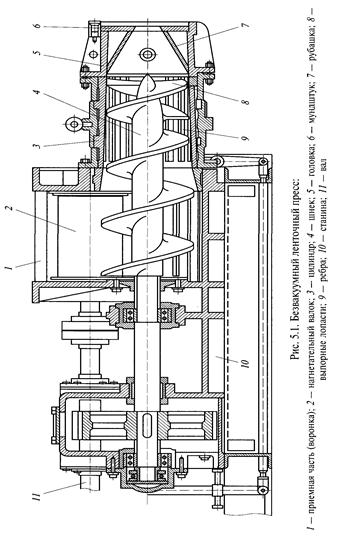
Пластическое формование (W- 17. 22%) осуществляют при помощи шнекового (ленточного) пресса. Современный безвакуумный ленточный пресс — сложный агрегат, однако принцип его работы чрезвычайно прост (рис. 5.1). Керамическая масса через воронку / и нагнетательные валки 2 подается на лопасти шнека (червяка) 4, который, вращаясь вокруг своей оси, захватывает массу и перемещает ее в сторону сужающейся части — головки 5. На выходе из головки устанавливается съемная насадка — мундштук 6, отверстие в котором имеет ту или иную форму, зависящую от конкретного изделия. При изготовлении кирпича мундштук имеет прямоугольное отверстие размером 250x120 мм. Под действием давления (1,6. 7,0 МПа), развиваемого шнеком, масса выдавливается через отверстие мундштука и выходит в виде непрерывной глиняной ленты, которая разрезается на отдельные кирпичи стальными струнами.
Методом пластического формования изготавливают как полнотелый, так и пустотный (многодырчатый) кирпич, трубы, черепицу и другие изделия. При производстве керамических труб используют вертикально формующие шнековые прессы.
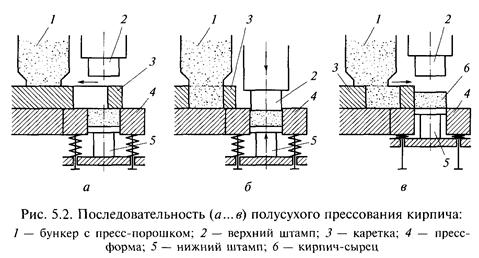
Полусухое прессование производится при высоком давлении (25. 35 МПа). В этом случае оптимальное содержание влаги в рабочей массе должно составлять 7. 12%. Формование осуществляется на механических и гидравлических прессах.. Прессование производится в пресс-форме, куда из бункера с помощью каретки переносится порция пресс-порошка. Одновременно при движении вправо каретка сталкивает отформованный сырец на приемное устройство.
При обратном движении каретки (влево) нижний штампопускается и пресс-порошок заполняет пресс-форму. После этого опускается и входит в пресс-форму верхний штамп, производя предварительное уплотнение массы при давлении около 2 МПа, в результате чего ее объем уменьшается на 30. 35 %. Дальнейшее прессование производится нижним штампом в две ступени. На первой ступени создается давление около 9 МПа. После этого нижний штамп опускается вниз, давая выход отжатому из прессуемой массы воздуху. Если этого не делать, то воздух, расширяясь после снятия давления, разрыхлит отформованное изделие. Окончательное прессование производится при давлении около 30 МПа.

Полусухим прессованием получают керамические плитки, кирпич, черепицу. Этот способ формования имеет преимущество перед пластическим — при нем практически не требуется сушки изделий и они могут сразу направляться на обжиг.
Шликерное литье керамических изделий основано на способности затвердевшего гипса впитывать воду. Применяют три способа литья: сливной; наливной; комбинированный.
При сливном способе формования жидкую керамическую массу (шликер) наливают в гипсовую форму, пористые стенки которой впитывают влагу, отнимая ее от шликера, вследствие чего по внутренней поверхности формы образуется сплошной равномерный слой загустевшей массы. Когда этот слой приобретет нужную толщину, избыток шликера сливают, а изделие оставляют еще на некоторое время в форме для высыхания (подвялки), вследствие чего оно дает усадку и Легко отстает от стенок формы.
При наливном способе шликер заливают в пространство между сопрягаемыми частями разъемной формы. При этом способе процесс уплотнения массы протекает быстрее, так как влага отбирается и с наружной, и с внутренней поверхностей заготовки. В отличие от сливного наливной способ позволяет формовать изделия более сложной формы и с большей точностью размеров.
В некоторых случаях целесообразно использовать оба способа (комбинированный способ). Например, у раковин и умывальников «тело» чаши — наливное, а полые борта — сливные.
Методом литья изготавливают тонкостенные фаянсовые и фарфоровые санитарно-технические изделия, посуду, вазы, статуэтки, химическую посуду и приборы. Этот способ в отличие от других позволяет изготавливать изделия сложной формы.
Сушка изделий.Сушка изделий осуществляется в сушилках разнообразных конструкций (камерных, туннельных). Сушка керамических изделий является трудоемкой стадией производства, так как в процессе сушки получается большой процент брака вследствие образования трещин и деформации заготовок.
Глазурование керамических изделий.Глазурью называется тонкий стекловидный слой, наносимый на поверхность керамического изделия с целью придать ему красивый внешний вид и одновременно повысить водонепроницаемость и стойкость к химическим и механическим воздействиям. По составу и физическим свойствам глазури представляют собой разновидности стекол. Для приготовления глазури используют природные материалы, содержащие кремнезем и глинозем (кварцевый песок, глину, полевой шпат, тальк и др.), а также соли и оксиды различных металлов: калия, натрия, лития, бора, кальция, магния, бария, цинка, свин ца, олова и т.д. Оксиды металлов придают глазури ту или иную окраску, улучшают блеск и другие свойства, понижают температуру плавления глазури.

Глазури могут быть прозрачными и непрозрачными (глухими). И те, и другие могут быть окрашенными и бесцветными.
Тонко измельченную глазурь смешивают с водой для получения суспензии с консистенцией сливок (плотностью 1 350. 1 400 кг/м 3 ) и наносят на поверхность изделия путем полива, окунания или пульверизации. Во время обжига глазурь расплавляется, растекается по поверхности и при охлаждении превращается в стекловидный слой.
Обжиг керамических изделий.Обжиг позволяет осуществить необратимое превращение керамической массы в твердое камне-видное тело. Этот процесс называется спеканием.
Процессы при обжиге начинаются с испарения той части механически примешанной воды, которая целиком не была удалена из изделия при сушке. При дальнейшем повышении температуры в интервале от 500 до 800 °С происходит выделение химически связанной воды. При этом, например, каолинит переходит в метакаолинит: А1203 • 2Si02 • 2Н20 -»А1203 • 2Si02 + 2Н2ОТ. В интервале температур от 800 до 900 °С происходит диссоциация глинообра-зующих минералов, например метакаолинита: А1203 • 2Si02 --> А1203 + + 2Si02, а также присутствующего в массе углекислого кальция: СаС03 -> СаО + С02.
Оксид кальция, так же как и остальные оксиды металлов, при последующем повышении температуры начинает реагировать с кремнеземом и глиноземом, образуя легкоплавкие смеси различных силикатов и алюмосиликатов. Количество образующегося расплава увеличивается по мере нагрева; в соответствии с этим изменяются и свойства черепка. Сначала пористый черепок начинает постепенно уплотняться и терять свою пористость, превращаясь в плотный клинкер. Для получения пористых изделий обжиг проводят при невысокой температуре. Если же необходимо получить изделие с плотным каменным черепком, то температуру повышают до такого значения, при котором количество расплава становится достаточным для заполнения всех промежутков и пустот между нерасплавленными частицами.
Температура обжига различных изделий строительной керамики составляет от 900 до 1 700 "С.
Печи для обжига, применяемые в керамической промышленности, в основном непрерывно действующие. По форме печного пространства современные печи бывают туннельными и щелевыми.
Туннельная печь представляет собой длинный (100. 160 м) узкий канал, выложенный изнутри огнеупорным кирпичом. Зона обжига в этой печи располагается примерно посередине. Обжигаемые изделия помещаются на вагонетки и вкатываются в печь одна за другой, образуя сплошной поезд. При вдвигании новой вагонетки с одного конца печи весь поезд перемешается так, что с другого конца выталкивается вагонетка с уже обожженным материалом. Туннельные печи используются при производстве кирпича, керамических труб, сантехнических изделий.
Щелевые печи применяются для обжига керамической плитки и черепицы. Они работают подобно туннельным печам, но имеют очень узкий щелевидный канал, в который подаются изделия с помощью роликового конвейера. Ширина канала щелевых однорядных печей — от 0,9 до 2,5 м, высота — 0,6. 0,8 м; длина щелевой печи — от 24 до 65 м.
1этап: Карьерные работы – включают добычу глины экскаваторами в карьерах, ее транспортирование (вагонетками, ленточными транспортерами), хранение промежуточного состава глины. При хранении глины усредняется ее состав, влажность, разрушается ее природная структура. Глина дисперсируется на мелкие частицы, чем улучшается пластичность и формовочные свойства глиняной массы.
2этап: Механическая обработка глиняной массы - осуществляется глинообрабатывающими машинами для выделения камней, измельчения и усреднения массы.
3этап: Формование – в зависимости от состава масс, способов формования изделия, размеров и назначения их глину обрабатывают: сухим, полусухим, пластическим и мокрым способами.
[ При мокром способе сырьевые материалы измельчают в порошок, тщательно перемешивают в присутствии большого кол-ва воды (45-50%), получая однородную текучую массу – шликер (сметанообразная консистенция).
§ Мокрый способ формования (санитарно-технический фаянс). Глиняную массу влажностью 45-50% заливают в форму, сушат и т.д.
15) Процессы, протекающие при сушке и обжиге глин.
При сушке воздушная усадка происходит в процессе испарения воды из сырца, вследствие уменьшения толщины водных оболочек вокруг частиц глины, возникновения в порах менисков и сил капиллярного давления, стремящихся сблизить частицы. Обжиг – завершающий этап технологии изготовления керамических изделий. При нагреве, т.е. в процессе высокотемпературного обжига, глина претерпевает глубокие физико-химические изменения. Процесс обжига условно делят на три периода: прогрев сырца, обжиг, охлаждение обожженных изделий.
При прогреве сырца до 100-120 0 С температуру поднимают медленно, при этом удаляется физически связанная и свободная вода. (Al2O3*2SiО2*2H2O – химически связанная вода).
При температуре 300 0 С и выше начинается выгорание органических примесей.
450-600 0 С - происходит дегидратация (удаление хим. связанной воды), что сопровождается потерей пластичности. Образуется безводный метакаолинит Al2O3*2SiО2.
При 700-800 0 С происходит разложение безводного метакаолинита на отдельные оксиды Al2O3 и SiО2.
При 900 0 С и выше отдельные оксиды вновь соединяются, образуя искусственный минерал 3Al2O3*2SiО2 - муллит, кот. придает изделию водостойкость, термостойкость, прочность. С его образованием глина необратимо переходит в камневидное состояние – образуется глиняный черепок.
При 800-900 0 С расплавляются легкоплавкие составляющие глины, цементируя и упрочняя материал.
Обжигают керамические изделия в тоннельных печах. Тоннельная печь – канал длинно 150-220м, в кот. по рельсам движутся вагонетки с обжигаемыми изделиями. Зоны печи: зона загрузки, зона подогрева, зона обжига, зона охлаждения и выгрузки. Длительность обжига до трех суток. Температура обжига: стеновая керамика (кирпич, плиты) – 900-1500 0 С; плитка фасадная t=1000-1100 0 С; плитка для полов t=1200-1300 0 С; огнеупорный кирпич t=1580 0 С. для глазурования изделий осуществляется двойной обжиг: при первом обжиге плитки обжигают в печах t=1240-1250 0 С, после охлаждения и сортировки на плитку поливом наносят слой глазури и обжигают при t=1400 0 С вторично.
16) Виды глиняного кирпича и камней. Панели из кирпича.
К стеновым керамическим материалам и изделиям относят: кирпич глиняный (обыкновенный, пустотелый и легковесный), керамические пустотелые камни, лицевые керамические кирпичи. Кирпич керамический представляет собой искусственный камень, изготовленный из глины с добавками или без них и обожженный. По внешнему виду кирпич должен иметь форму прямоугольного параллелепипеда с прямыми ребрами и углами с ровными гранями.
Кирпич глиняный обыкновенный в зависимость от предела прочности при сжатии и изгибе согласно ГОСТу делят на марки: М75…М300 (Rсж=7,5…30МПа) . Кирпич должен обладать теплоизоляционными свойствами, что в значительной степени зависит от его пористости. Ввиду этого ГОСТом установлено минимально - допустимое водопоглощение по массе Wm= не менее 6-8%, средняя плотность 1600-1900 кг/м 3 , морозостойкость – 4марки: F15…F50. Для экономии сырья и топлива, улучшения теплоизоляционных свойств и уменьшения средней плотности при производстве кирпича вводят выгорающие добавки.
Стандартный полнотелый рядовой кирпич должен иметь размеры 250х12х65мм.
Кирпич пустотелый с круглыми или прямоугольными пустотами, вертикально расположенными по отношению к постели, выпускают девяти видов с количеством пустот 2-60 и пустотностью 10-33%. Кирпич с горизонтальным расположением пустот производят трех видов с четырьмя или шестью сквозными прямоугольными отверстиями в один или два ряда и пустотностью 41-42%.
Камни керамические (только пустотелые) с вертикальным расположением пустот производят шести видов, они имеют 7-38 отверстий и пустотность 25-37%. Камни керамические с горизонтальным расположением пустот изготовляют трех видов с количеством пустот 3,7 и 11 и соответственно пустотностью 17, 56 и 53%.
Кирпич и камни пустотелые и пористопуслотелые применяют для наружных и внутренних несущих и самонесущих стен промышленных, гражданских, сельскохозяйственных зданий, а также для изготовления стеновых блоков и панелей для индустриального строительства. Пористые и пустотелые стеновые материалы нельзя использовать для подземных строений, подвалов и стен мокрых помещений.

Кирпич полусухого прессования знаком всем профессионалам. При его производстве можно выиграть довольно много. И метод полусухого прессования в кирпичной промышленности применяется довольно часто. Многие хотят делать данный материал самостоятельно, и это полностью возможно. Ведь затраты на производство у вас получатся значительно ниже.
Кирпич полусухого прессования
Метод полусухого прессования применяется довольно часто. Это может делаться кирпич, плитка и блоки. В этом варианте снижаются затраты и выигрывается во внешнем виде. Геометрия каждого элемента просто идеально. Давайте ознакомимся с этим методом поближе.
Преимущества полусухого прессования
Кирпич полусухого прессования имеет ряд своих преимуществ. Давайте с ними ознакомимся поближе:
- На выходе получаются кирпичи более четкой формы, чем при мокром прессовании. У вас здесь получится просто идеальная геометрическая форма;
- Благодаря небольшой влажности сырца, можно пропустить этап досушивания глины, и сразу перейти к обжигу в печи.
- Вследствие того, что не требуется высушивание сырца, исключается ручное перекладывание с сушильных вагонеток на обжиговые. Кирпич укладывается сразу в туннельные печи многорядными партиями. Это возможно благодаря высокой прочности сформированного сырца.
- Использование малопластичной глины позволяет снизить расход топлива на высушивание сырца, и тем самым значительно уменьшить себестоимость продукции.
Для такого метода используются однородные глины, не требующие добавок. Подсушенный материал разбивается на специальном оборудовании (бегуны с автоматическим отсевом, дезинтегратор или молотковая мельница), а после этого перебрасывается на сито, отсеяв частицы больше чем 1 мм. Далее глина отправляется в бункер, где отлеживается чуть больше суток, и уже после этого попадает под пресс.
Учитывая все преимущества производства кирпичей таким способом, неудивительно, что многие производители проявляют интерес к этой отрасли и внедряют метод на своих заводах. Благодаря отсутствию необходимости допрессовки сырца, сформированный брикет после короткого периода подсушивания сразу подается в печь, что отражается на скорости изготовления, а также себестоимости продукта.
Недостатки полусухого прессования
Полусухое прессование керамического кирпича имеет и ряд своих недостатков. Думая о выпуске данного материала их надо тоже знать:
На что обращаем внимание:
Этот показатель не высокий по сравнению с керамическим кирпичом.
Этот показатель ниже, но не на много. Только стоит сказать, что ели у вас на местности суровые зимы, тогда лучше применять для строительства простой глиняный материал. Так же не стоит применять и силикатный кирпич.
Этот показатель стоит учитывать только в полнотелом материале.
Применение кирпича полусухого прессования
Кирпич полусухого прессования применяется не так часто, как к примеру облицовочный материал традиционного производства. Но тем не менее его качественны внешний вид и хорошие показатели теплозащиты дает ему довольно широкий спектр применения. Строительство использует материал в следующих конструкциях:
- В основном для внутренних работ. Это могут быть и перегородки и стены.
- Так же без проблем можно делать и хозяйственные постройки.
- Надо класть кирпич полусухого прессования выше гидроизоляции и это практически все требования. Ведь материал больше напитывает влагу.
- Так же это будет прекрасным материалом для облицовки к примеру камина. И стоит обратить внимание и при отделке печи.
Схема производства при полусухом прессовании
Кроме мокрого способа прессования для того, чтобы сократить время сушки, используется также полусухое прессование. Есть и плитка полусухого прессования, так же могут и делаться полусухое прессование блоков, принцип производства один и выглядит следующим образом:
Существует специальный агрегат, который позволит совместить два этапа производства кирпича – это аэромобильная мельница. В ней происходит подсушивание и помол глины. Измельченный материал, смешавшись с горячими газами, проходит процесс высушивания.
Внимание: В производстве кирпича полусухим способом подойдет не каждая глина, т.к при обработке материалы ведут себя по-разному.
- Если использовать высокопластичную глину, то при попадании в нее воздуха во время прессования, в кирпиче образуются трещины. Лучше выносят процесс прессования тощие глины, особенно с малым содержанием влаги. При работе с такой глиной практически нет необходимости в сушке.
- Отдельные виды сырья используются исключительно для полусухого прессования – это сланцевые и шиферные глины. Обрабатываются они при помощи оборудования, более сложного, чем используется при мокром способе, т.к. без него эту глину невозможно превратить в пластичное тесто.
Обжиг материала
Процесс обжига происходит в кольцевой или туннельной печи на газовом отоплении.
- При полусухом прессовании температура обжига должна быть на 50° выше, чем при мокром способе, и доходить примерно до 1000°. Если это условие не будет соблюдено, кирпич не будет достаточно прочным и устойчивым к морозу.
- Продукт, получаемый на выходе, имеет четко очерченные форму и размеры, что дополнительно сказывается на прочности кладки, и исключает появление спиральных трещин в отличие от сырца, изготовленном на ленточном прессе.
Внимание: На обжиге материала у вас будет значительная экономия. То есть, вы можете значительно снизить себестоимость выпускаемой продукции.
Пустотелый кирпич, изготовленный полусухим методом
Метод полусухого прессования позволяет производить пустотелые камни или кирпичи стандартного размера (250*120*65 мм) с наличием нескольких несквозных отверстий.
Такой облегченный кирпич, или как его называют «пятистенный», выигрывает по многим пунктам по сравнению с обычным:
- Экономия при транспортировке,
- Снижение веса конструкций из него на 15-20%,
- Снижение теплопроводности стен.
Оборудование для производства

Решив заняться производством кирпича, стоит отметить, что выгоды полусухого метода показываются еще на этапе строительства завода.
Внимание: Для расположения производства потребуется всего лишь треть от территории, необходимой для обычного производства, а затраты на возведение ниже в 5, а иногда даже в 7 раз.
Для обжига готовых изделий наиболее оптимальная печь – кольцевая со съемными сводами. Она совмещает плюсы кольцевой и туннельной печи. Т.е. при полной механизации отсутствует необходимость в обжиговых вагонетках. Происходит загрузка и выгрузка кирпичом через своды упаковками по 300-400 шт.
Достоинства такой печи:
- Высокая марка получаемого кирпича благодаря отбору дымовых газов.
- Экономичность, потребление наименьшего количества электроэнергии и газа. Небольшая стоимость производства самой печи (в 3 раза ниже, чем строительство туннельной печки)
- Небольшие размеры печи в соотношении с производительностью (при выпуске 20 млн. кирпичей в год длина печи всего 48 метров)
- Низкая себестоимость производимого продукта.
- Надо будет правильно подобрать и пресс полусухого прессования. Его цена будет зависеть от мощности.
Производство кирпича полусухим прессованием довольно выгодно с экономической точки зрения. Самостоятельно его вполне можно сделать. Тем более вы существенно экономите энергоносители на чушке материала, снижая его себестоимость. Это притом, что качество приравнивается к Европейским стандартам, а сам кирпич имеет строгие, четко вымеренные геометрические параметры. Такое соотношение цены и качества говорит о продуманной целесообразности описанного производства. Так что посмотрите фото и видео, изучите этот вопрос и проанализируйте. Полусухое прессование может вам позволить сделать производство наиболее рентабельным.

Полезная информация
Здесь вы найдете множество полезной информации, которая относится к этой статье. Строительство, это довольно многогранная отрасль, где есть довольно много составляющих. Здесь надо правильно произвести расчеты, которые помогут выбрать нужное количество материалов. Так же надо произвести их осознанный выбор выбор, ведь на рынке продаж есть и не качественная продукция. То что находится ниже поможет вам сделать правильный выбор.
Читайте также: