
Установка токарного станка на фундамент 16к20
Обновлено: 16.05.2024
Установочный чертёж токарно-винторезного станка модели 16К20Г. Установка станка. Продолжительность сохранения точности станка во многом зависит от правильности его установки. Станок следует установить на фундаменте согласно установочному чертежу. Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 150 мм (5 15/16\"). Если станок предназначен для финишных операций, глубина фундамента должна быть не менее 500 мм. Станок крепится к фундаменту четырьмя фундаментными болтами с резьбой М20.
При установке станка следует предусмотреть наличие свободных зон для открывания дверцы шкафа электрооборудования и поворота подмоторной плиты электродвигателя главного привода, а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних. Как вариант может быть предложена установка станков под углом 10° к стене цеха или линии размещения оборудования. Выверка установки станка в горизонтальной плоскости осуществляется при помощи уровня, устанавливаемого в средней части суппорта параллельно и перпендикулярно оси центров (фундаментные болты должны быть не затянуты).
Комментарии

Индустриальный парк «ОКА» приветствует первого резидента
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Правительства края ждет 100 миллиардов инвестиций в металлургию
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новые компании
Индустриальный парк ОКА МУРОМ
Индустриальный парк "ОКА" — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
ООО "НеоИнжиниринг"
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
ООО "ФЕТ"
ООО "ФЕТ" многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ

На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература.

Для обеспечения высокой надежности в работе и обслуживания электрооборудования токарного станка 16К20 специалистами средней квалификации вся релейно - контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях. Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
Основные параметры электрооборудования
Потребляемая мощность, кВт - 11
Напряжение сети, В - 380
Напряжение в цепи управления, В - 110
Напряжение в цепи местного освещения, В - 24
Частота, герц - 50
Принципиальная электрическая схема
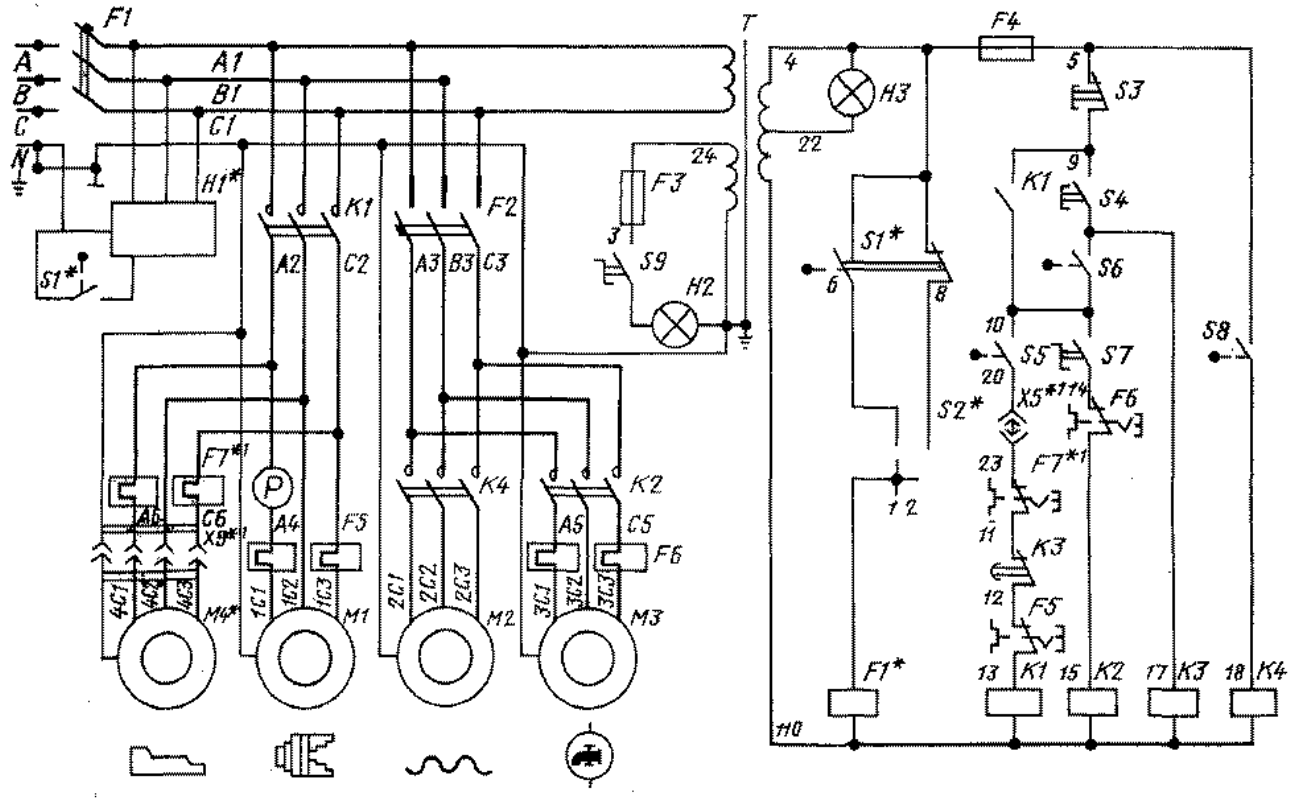
Рис. 1. Схема электрическая принципиальная станка 16К20
1* - Элементы при силовой цепи напряжением 220В и тропического исполнения могут отсутствовать
2* - Элементы для станков с гидросуппортом
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Спецификация электрооборудования
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А
- F1 – Выключатель автоматический АЕ-2043-12, 1PОO, расцепитель 32 А, с катушкой независимого расцепителя 110 В, 50 Гц, отсечка 12 (Ag—9,489 г)
- F2 – Автомат АЕ-20-33-10
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель
- F5 – ТРН-40 – реле тепловое
- F6, F7 – ТРН-10 – реле тепловое
- Н1 – устройство предохранительное светосигнальное УПС-3
- Н2 – НКСО1Х100/П00-09 – лампа накаливания С24-25.
- Н3 – КМ24-90 – коммутаторная лампа накаливания
- К1 – ПАЕ-312 – магнитный пускатель
- К2 – ПМЕ-012 – магнитный пускатель
- КЗ – РВП72-3121-00У4 – реле времени пневматическое (Лимит работы электромотора главного движения без нагрузки)
- К4 – РПК-1—111 – пускатель двигателя
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта)
- М3 – электронасос типа ПА-22 (подача эмульсии)
- М4 – 4А80А4УЗ – асинхронный электродвигатель
- S1 – ВПК-4240 – выключатель путевой (Дверца распределительного устройства)
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1)
- S3 и S4 – ПКЕ-622-2 – пост управления кнопочный
- S5 – МП-1203 – микровыключатель
- S6 – ВПК-2111 – концевой выключатель нажимной
- S7 – ПЕ-011 – поворотный переключатель управления
- S8 – ВПК-2010 выключатель путевой нажимной
- Т – ТБСЗ-0,16 – трансформатор однофазный понижающий
Схема электрическая соединений
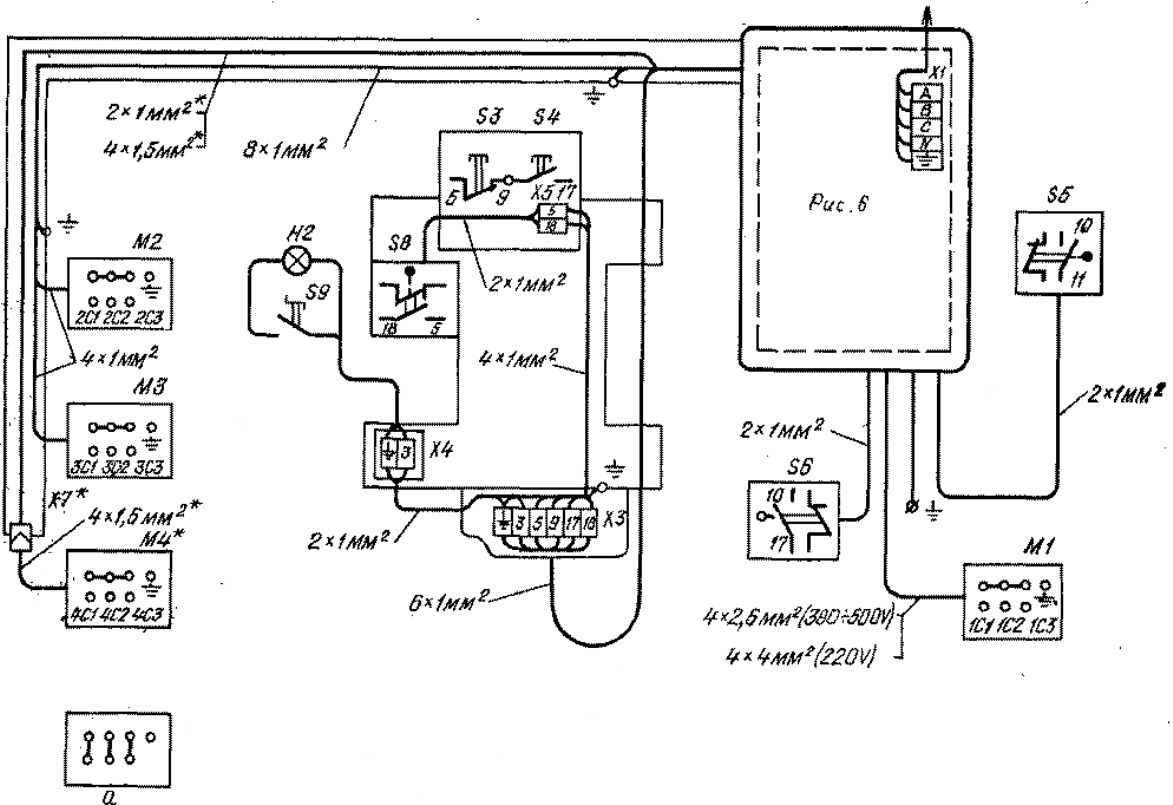
Рис. 2. Схема электрических соединений токарного станка 16К20
1. а - положение перемычек при подключении электродвигателей
2*. Для станков с гидросуппортом
Шкаф управления. Схема расположения электроаппаратов
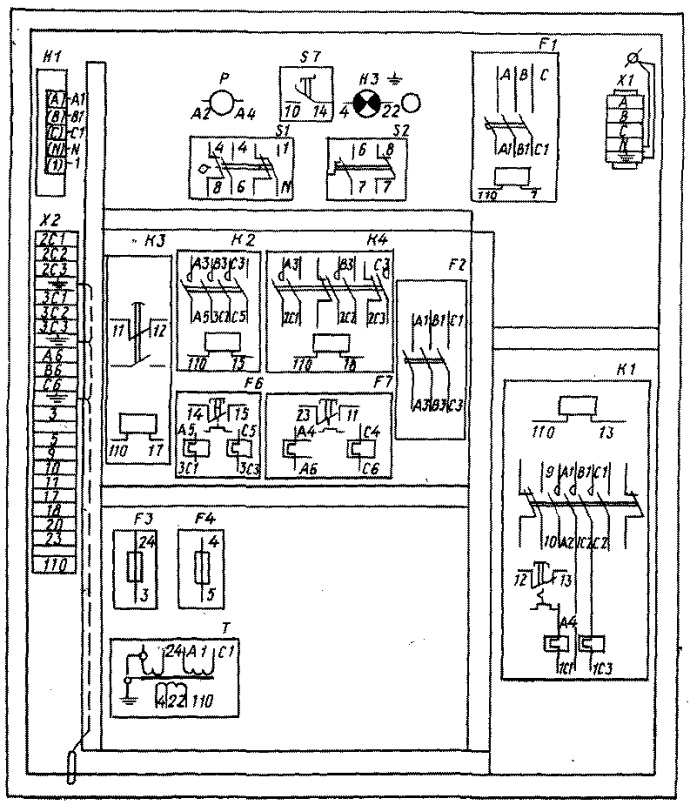
Рис. 3. Шкаф управления токарно-винторезного станка 16К20
Органы управления
На лицевой стороне шкафа управления имеются следующие органы управления:
- рукоятка включения и отключения вводного автоматического выключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с линзой белого цвета, сигнализирующая о включенном состоянии вводного автоматического выключателя; переключатель для включения и отключения электронасоса охлаждения;
- указатель нагрузки, показывающий загрузку электродвигателя главного привода.
На каретке установлена кнопочная станция пуска и останова электродвигателя главного привода.
В рукоятке фартука встроена кнопка включения электродвигателя привода быстрых перемещений суппорта.
Рекомендации по техническому обслуживанию электрооборудования
Необходимо периодически проверять состояние пусковой и релейной аппаратуры. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику).
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
При технических осмотрах проверяется состояние вводных проводов обмотки статора, производится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом. Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Перед набивкой свежей смазки подшипники должны быть тщательно промыты бензином.
Камеру заполнить смазкой на 2/3 ее объема.
При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников. Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов.
Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным вазелиновым маслом. Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем.
16К20 – универсальный токарно-винторезный станок нормальной точности, широко распространенный на территории Российской Федерации и СНГ.

Назначение и основные области применения
Предназначен для выполнения всех основных видов токарных работ, а также выполнения нестандартных операции при использовании дополнительных приспособлений, например, возможно выполнять кузнечную операцию скручивания (торсировку) квадратного проката для изготовления балясин.
Выпускался в бывшем Советском Союзе с 1971 года на предприятии «Красный пролетарий». На протяжении длительного времени 16К20 являлся основным токарно-винторезным станком Советского, а в последствии и Российского машиностроения, сейчас снят с производства, а на достойную замену ему может претендовать белорусский станок ГС526У, технические характеристики которого и вес максимально приближены к своему легендарному прототипу, но значительно усовершенствован: в конструкцию были внесены современные технические и технологические решения, использовались современные материалы при производстве деталей станка, переработаны основные узлы с учетом недостатков предшественника.
16К20 общий вид Станок в цеху 16К20 с растоянием между центрами 1500 мм
Кстати, вес 16К20 меньше, чем вес модели предшественника 1К62.
Данный станок является универсальным и предназначен для механической обработки деталей, которые устанавливаются трех- или четырехкулачковом патроне либо в центрах. Оборудование позволяет выполнять работы, в ручном цикле с оптимальной точностью, с соблюдением безопасности труда.
16К20 применяется в единичном и серийном производствах предприятиях машиностроения, инструментальных производствах, ремонтно-механических цехах и др. для чистовой и получистовой обработки деталей.
Руководство по эксплуатации и паспорт станка
Технические характеристики
Технические характеристики станка 16К20 в зависимости от модификации и завода производителя могут меняться.

Кинематическая схема

На кинематической схеме показаны взаимосвязи основных узлов и элементов станка.
Как и во всех токарных станках, главным движением является вращение шпинделя, которое от электрического двигателя передается через клиноременную передачу и коробку скоростей.
Суппорт перемещается в продольном и поперечном направлениях. Механизм подачи передает движение суппорту по 4-м кинематическим цепям, а также позволяет производить нарезание резьб.
Особенности
Технические характеристики рабочего станка 16К20 по своим показателям в полной мере превосходят своего предшественника – 1К62. Это касается:
- производительности;
- общей безопасности работы;
- долговечности;
- точности;
- удобства в процессе обслуживания.
К конструкционным особенностям устройства модели 16К20 можно отнести наличие жесткой станины, имеющей коробчатую форму совместно с основными шлифованными и калеными направляющими. При этом, основание станка — монолитное и в это же время является емкостью для предусмотренной охлаждающей жидкости и стружкосборником.
Мощность приводного электродвигателя составляет 10 кВт.
Шпиндель смонтирован таким образом, что прецизионные рабочие подшипники качения в ходе использования не требуют дополнительного обслуживания. Механизм шпиндельной бабки дает возможность получать обороты в достаточно широком рабочем диапазоне (четыре ряда чисел оборотов шпинделя): два ряда с пределами 12 – 40 и 50 — 160 оборотов за минуту и два ряда с 200 – 630 и 500 — 1600 оборотов за минуту.
Фартук оснащен механизмом выключения подачи суппорта, благодаря данному устройству достигается высокая точность остановки.
Также здесь установлены ограждающие приспособления и блокировочные устройства, гарантирующие высокий уровень безопасности.
Для точного перемещения резцовых и поперечных салазок суппорт оснащается линейками с визирами. Перемещение суппорта осуществляется в широком скоростном рабочем диапазоне.
На токарно-винторезном станке 16К20 была усовершенствована конструкция резцедержателя, что существенно улучшило стабильность фиксации инструмента.
Не допускается эксплуатировать станки при температуре менее 10 С и в помещениях с высокой концентрацией абразивной пыли и окалины.
Обработка чугунных изделий, более 20% от общего количество заготовок, способствует повышенному износу трущихся частей оборудования. Для уменьшения данного эффекта необходимо постоянно проводить смазывание трущихся частей, особенно направляющие.
Для сохранения точности станка рекомендуется разделять черновые и чистовые операции (чистовые операции выполнять на одном станке, обдирочные – на другом).
Шероховатость обработанной поверхности после чистового точения составляет Ra = 1,6.
Межремонтный цикл (время до капитального ремонта) при соблюдении всех правил эксплуатации составляет 10 лет при использовании в 2-х сменном режиме.
Видео капитального ремонта
Не рекомендуется разбирать основные узлы токарных станков влияющих на точность.
Комплектация
В стандартную комплектацию станка входит:
- комплект сменных шестерен, с числом зубьев 86, 73, 64, 60, 40, 44, 36, 48, 57;
- клиновые ремни;
- поводковый патрон;
- 2 подвижных люнета для обработки деталей диаметром от 20 до 80 мм и от 20 до 100 мм;
- 2 неподвижных люнета для обработки деталей от 20 до 130 мм и от 20 до 160 мм;
- 2 упорных центра для шпинделя и пиноли задней бабки;
- вращающийся центр;
- руководство по эксплуатации, паспорт.
Неисправности
Основными часто встречающимися неисправностями являются:
- вибрация,
- отсутствие заявленной точности,
- пониженный крутящий момент на шпинделе,
- пониженное усилие подачи суппорта,
- произвольное отключение электродвигателя;
- электродвигатель не запускается.
Способы устранения этих неисправностей можно посмотреть в руководстве по эксплуатации станком, а также там вы найдете полный перечень всех неисправностей.
Чертежи основных узлов






Расшифровка обозначения
Цифра «1» обозначает номер соответствующей группы (то есть универсальный токарно-винторезный станок — по общепринятой российской классификации ЭНИМС).
Цифра «6» — указывает на номер и описание подгруппы (соответствует токарно-винторезной).
Буква «К» в названии модели обозначает расшифровку названия завода-изготовителя и поколение станка.
Цифра «20» означает высоту центров.
В самом конце аббревиатуры могут стоять и другие буквы с цифрами, указывающие на определенные конструкционные особенности и модификацию.
Аналоги
Как уже писалось выше, токарно-винторезный станок 16К20 на сегодняшний день не выпускается, поэтому возникает вопрос подбора аналогов у других производителей.
Из зарубежных аналогов хорошо себя зарекомендовали Optimum D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO, TRENS SN-50.
Белорусскими аналогами являются токарно-винторезные станки ГС526У (Гомельский завод станочных узлов), 16ВТ20П-21 (Витебский станкостроительный завод).
Стоимость аналогов колеблется в пределах 1,5 – 2 млн рублей, не включая расходов на доставку и монтаж оборудования.
Токарный станок – оборудование требовательное к установке на фундамент. Для безопасности его использования для рабочего и минимизации поломок самого оборудования, особое внимание необходимо уделить подготовке фундамента.


Необычность фундамента под токарное оборудование заключается в том, что при его проектировании необходимо учесть подвод сжатого и подводку электропитания. Обязательны в системе болты заземления. Кроме самого станка на эту бетонную площадку, в зависимости модели, могут быть установлены:
- транспортёр, отводящий стружку от рабочего места;
- гидростанция с жёлобом подачи и отведения воды;
- электрошкаф.
Фундамент должен отвечать требованиям к установке станка, обозначенным в паспорте изделия. Существует несколько различных токарных установок, для каждой из них проект заливки разрабатывается индивидуально.
Необходимость крепления оборудования
Одним из основополагающих факторов для производства фундамента под станок является его назначение. Крепление станка к полу производится преимущественно в том случае, если предназначается он для изготовления деталей с точностью до микрон.
При условии, что оборудование мобильное и периодически перемещается, отдельный фундамент для него не требуется, для его установки необходим идеально ровный бетонный пол или подкладка из бетонной панели, толщиной около 15 см. Учитывая вес оборудования, вплоть до 30 тонн, о его устойчивости можно не беспокоиться.
Во избежание возникновения аварийных ситуаций в цеху, для токарного оборудования всё же необходим собственный фундамент с прокладкой трасс под коммуникационные составляющие, обеспечивающие его работоспособность. Металлические трубы под шланги для подачи воздуха, воды, и электричества с напряжением в 380 В, надёжно сохранят от деформации изолирующий слой и сами провода и шланги.
Высота площадки будет зависеть от диаметра труб и веса оборудования. Площадь фундамента рассчитывается под каждый элемент оборудования отдельно, отчего он может не иметь строгой четырёхугольной формы. Он может выглядеть созданным из отдельных элементов, составленных в единое целое. Несмотря на такую конструкцию, заливается он единой плитой, а не для каждого агрегата в отдельности.
Одним из требований к фундаменту для токарного станка или целого комплекса является выступ площадки из-под каждого узла со всех сторон одинаковой ширины.




Особенности заливки фундамента под токарный станок
На точность обработки на токарном станке оказывает вибрация. При малейшей погрешности в закладке фундамента токарного оборудования, вибрация рабочих частей может усиливаться, что приведёт к поломке сложного механизма.
Избежать подобного нежелательного эффекта поможет правильная проектирование и заливка фундамента. Начало работ должно начаться в конструкторском бюро, где будет составлен проект с указанием высоты, ширины, длины каждого элемента. Так же для большей прочности постамента необходимо равномерное распределение нагрузки, которое создаётся на 3 точки опор. Это отражается в проектно-строительной документации.

За пределы общей площади фундамента выносятся заглубляемые столбы, имеющие квадратное сечение, длина их сторон 50 см. Такие отметки осей применяются для создания платформ объёмом в 150 кубометров и больше.
Учитывая то, что устанавливается станок в цеху, где грунтовые воды, резкие перепады температур и вода не будут взаимодействовать с его фундаментом, достаточно использовать для заливки последнего марки цемента 110 — 140. Наполнителями для бетонов являются гравий, щебень и песок в определённой для каждой марки цемента пропорции.
Для обработки различных деталей на промышленных предприятиях широко используются токарные станки 16К20ФЗ, которые имеют необходимые технические характеристики. Производство данного типа оборудования было организовано на московском станкостроительном заводе «Красный пролетарий» в 1970-х годах, которое поставлялось во многие регионы страны.

Современный модернизированный комплекс 16К20ФЗ
Устройство и принцип работы
Станок токарный 16К20ФЗ используется для работ, осуществляемых при обработке внутренних и внешних поверхностей изделий по заранее установленной программе. В основном производится отделка изделий с габаритами внутренней поверхности не превышающими — 100 см, наружной — 40 см.
Конструкция и кинематическая схема токарного станка 16К20ФЗ выполнена по традиционной компоновке соответствующей универсальным нормам и имеющая характеристики допускающие, производить широкий перечень операций. Оборудование состоит из агрегатов и механизмов:
- основания;
- станины;
- каретки суппорта;
- поворотного резцедержателя;
- задней бабки;
- направляющих;
- коробки передач автоматической;
- шпиндельной бабки;
- электромагнитных муфт;
- приводов (поперечных и продольных);
- гидроусилителя.
Металлическая заготовка фиксируется в шпинделе, который приводится во вращательное движение с помощью электродвигателя обеспечивающего работу посредством клиноременной передачи, скорость которой регулируется за счет автоматической коробки и коробки скоростей шпиндельной бабки. АКП имеет 6 электромагнитных муфт, которые с помощью их комбинированного включения выбирают необходимую 1 из 9 возможных скоростей вращения вала.

Кинематическая схема 16К20Ф3
Для изменения скорости вращения используются зубчатые колеса шпиндельной бабки, которые имеют ручное переключение и способны регулировать вращение в 12 режимах.
Каретка станка имеет способность совершать продольные смещения с использованием электромагнитного привода. Поперечная передача суппорта с резцедержателем осуществляется с помощью привода, зубчатого колеса, ходового винта.

Револьверная головка 16К20Ф3
Поворотный резцедержатель можно устанавливать в шести позициях меняя углы с горизонтальной осью вращения плоскости и креплением на поперечном суппорте. Резцедержатель позиционирует инструментальную головку, в которой можно крепить до шести резцов используемых для отделки заготовки согласно заданной программе.
Гидропривод, в который входят гидростанция и два гидроусилителя комплектуется:
- регулирующим насосом;
- приводом;
- емкостью с маслом;
- аппаратурой управления.
Механизмы гидропривода обеспечивают все основные процессы, связанные с операциями функционирования агрегатов.
Обеспечение комплексами с ЧПУ
Для расширения возможностей токарного станка 16К20ФЗ комплектуется различными комплексами с ЧПУ. В соответствии с установленным оборудованием присваивается соответствующий индекс. Комплексы с ЧПУ обеспечивают универсальные операции с заготовками и работают в различных режимах . Станки с ЧПУ обладают двоичной системой координат – при поперечных перемещениях — 0,005 мм, продольных – 0,01 мм.
Маркировка
Маркировка имеет следующие обозначения:
- 1 – токарный;
- 6 – токарно-винторезный;
- К – период производства;
- 20 – высота центров (в см);
- ФЗ – оснащение системой ЧПУ.
Технические характеристики

Конструктивные особенности
Станок токарный 16К20ФЗ имеет станину, отлитую из чугуна подвергнутого шлифовке, что обеспечивает продолжительный срок эксплуатации. Для привода механизмов используется электродвигатель мощностью 11 кВт, который обеспечивает крутящий момент до 800 Нм, что способствует изменению характеристик заготовки с высокой точностью и до необходимых размеров. Оснащается шпинделем с отверстием 55 мм, который способен фиксировать для отделки штыревые заготовки соответствующего диаметра. Для проведения специальных операций может применяться револьверная головка и накладки, значительно расширяющие возможности используемого оснащения. Головка наиболее часто выходит из строя по причине изнашивания механизмов планетарного редуктора (выкрашивание зубьев, разрушение эксцентриковой шейки), поэтому необходим постоянный технический контроль за состоянием механизмов.
Общий вид 16К20Ф3 Фото револьверной головки 16К20Ф3
Универсальность оснастки заключается в том, что данный станок может использоваться как токарный или токарно-винторезный с осуществлением соответствующих операций:
- сверления;
- отделки торцов деталей;
- зенкерования;
- нарезки резьбы;
- расточки и отделки конических и фасонных поверхностей.
Для защиты шарико-винтовых пар используются специальные ограничители, дающие возможность предотвращать преждевременный выход из строя механизмов.
При осуществлении модернизации токарного оборудования 16К20ФЗ комплектуются комплексами с ЧПУ отечественного и импортного производства с заменой электросхемы энергоснабжения. Проводимое переоборудование дает возможность увеличить мощность более чем 2,5 — 3 раза с учетом состояния агрегатов. Целевая модернизация позволяет повысить производительность оснащения, степень автоматизации, сократить время режима изменения заготовок и желательно должна осуществляться одновременно с капитальным ремонтом.
Процесс обычно проводится по одному из трех направлений:
- полная модернизация;
- модернизация приспособлений;
- модернизация оборудования и приспособлений.
Модернизация позволяет увеличить количество режимов резания, точность проведения операций.
Для того чтобы станки вырабатывали срок службы полностью используется система адаптивного управления, которая позволяет при нарушении режима резания выключать станок.
Программа адаптивного управления позволяет:
- уменьшить срок отделки заготовок;
- повысить срок службы приспособлений;
- снизить количество поломок оснастки;
- повысить срок службы всего комплекса.
Программа управления позволяет менять нагрузку на шпиндель, регулирует подачу для используемого инструмента с учетом материала обрабатываемой детали и тем самым продлевает срок службы всех видов оснастки и приспособлений.
Программы управления и автоматизации процесса обработки
При использовании ЧПУ процессы по обработке деталей осуществляются с помощью установленных программ с возможностью корректировки ввода данных с клавиатуры операторского пульта, а также с применением кассет внешней памяти с отображением на дисплее, что позволяет менять характеристики обрабатываемой детали.
Для автоматизации процесса обработки оснащаются 6, 8 или 12-позиционными головками имеющими ось поворота в горизонтальной плоскости. Головка оснащена диском с возможностью установки 3 осевых и 6 радиальных приспособлений, а также 8 или 12 блоков под осевые или радиальные инструменты.
Для повышения производительности токарных станков 16К20ФЗ производится их модернизация: меняется кинематическая схема, система энергоснабжения устанавливается комплекс с ЧПУ NC-210 (прилагается полное описание, схема) производства компании «БалтСистем» из города Санкт-Петербурга, что позволяет значительно повысить точность обработки, операционные возможности и характеристики.
Читайте также: