
Удаление сучков из досок
Обновлено: 23.04.2024
Главной особенностью дерева в отличие от других строительных материалов является легкая обрабатываемость. Это является и одной из главных проблем, так как любая твердая поверхность может его повредить: лесовоз-фискарс, погрузчик, борта машины, неудачный удар топором. В результате на деревянной поверхности появляется много неровностей, шероховатостей, зазубрин. В результате возникает необходимость шлифовать дерево в абсолютно любом виде его реализации.
Кроме этого кольцевая структура дерева имеет разную плотность. Зимние кольца деревьев северного полушария плотнее, а летние – мягче. В результате любой режущий инструмент дерево режет по-разному. Могут образовываться раковинки, угловатости. Удалить все это можно только равномерной обработкой большой поверхности, которой и является шлифовка.
Таких деревянных поверхностей в доме, особенно в срубах, очень много – это почти все. Бревенчатые или брусовые стены, полы, потолки, дверные и оконные коробки, наличники – все это дерево, оно требует обработки. Часть материалов при строительстве дома получают в абсолютно готовом виде: оконные рамы, дверные полотна – они не требуют дополнительной обработки. Условно не требует обработки половая доска и вагонка экстра класса, клееный брус. Но и их лучше отшлифовать.
В наибольшей мере обработки требует рубленное бревно, соответственно и срубы из него. Причина естественна. Любая ручная рубка, снятие коры, обрубка сучков оставляет повреждения на древесине. Их необходимо устранить.
Вы можете сказать, что раньше, во времена наших дедов и прадедов, этого не делали. Да, это так, но и к дереву было другое отношение, и к жилью. Если венец подгнил, то его в любой момент могли заменить: вырубить новое, высушить, установить в сруб. О внешнем виде, особенно крестьяне, заботились мало. А сейчас? Сможете вы пойти в лес и вырубить дерево?
Возникла необходимость длительного сохранения деревянного дома.
Зачем нужна шлифовка и когда она проводится
Среди профессионалов шлифовка сруба является одним из важнейших этапов в строительстве рубленного дома . Но на деле она применяется на разных жизненных этапах деревянного дома:
- Шлифовка стен перед обработкой защитными средствами и покраской.
- Промежуточная шлифовка между слоями краски.
- Удаление старой краски.
- Шлифовка старой древесины, восстановление внешнего вида дерева.
Основной задачей шлифовки сруба является подготовка стен к процедуре окраски. Все остальные преимущества являются либо вторичными, либо следствием проведения покраски. Разберем их подробнее.
Преимущества и назначение:
1. Подготовка к проведению лако-красочных работ. Как говорилось выше это основное назначение шлифовки, в результате которой
- поверхность дерева становится ровной;
- расход краски снижается, так как суммарная площадь поверхности уменьшается, удаляются бугорки, выравниваются незначительные углубления;
- выравнивается цвет и фактура дерева, вследствие чего краска или лак ложатся ровно и без пятен;
- попутно удаляется грязь, которая могла появиться при транспортировке бревен или при их рубке;
- частично могут удаляться микроорганизмы, грибок, которые могли появиться за время усадки, но это влияние минимально, так как толщина слоя шлифовки небольшая (на самом деле удаление микроорганизмов происходит после обработки антисептиком).
Сруб до шлифовки
Этот же дом после шлифовки
2. Изменение фактуры дерева в результате шлифовки по особой технологии браширования, в результате которой поверхность не выравнивается, а, наоборот, в большей степени выбираются мягкие слои, а твердые остаются. По факту, это тоже подготовка к покраске, только по другой технологии!
Необходимо заметить, что сама шлифовка, как часто пишут на многих сайтах по услугам шлифовки, на повышение к устойчивости от влаги, к появлению насекомых и, уж тем более на сохранение натурального цвета дерева не влияет. После шлифовки дерево под солнечными лучами снова начнут темнеть. По этой причине необходимо быстрее провести окраску стен, которая и будет влиять на сохранность цвета и древесины.
Шлифовка дерева своими руками
Часто бытует утверждение, что провести шлифовку самостоятельно и своими руками сложно и трудоемко. Это утверждение не совсем корректно и связано оно с целью продажи услуг по шлифовке дома, его стен, а иногда и пола с потолком.
На самом деле сама процедура не сложная, ее вполне можно провести своими руками. Другое дело трудоемкость процедуры. Внешне может показаться, что шлифовка делается быстро. На самом деле на это уходит много времени. Например, человек, который постоянно занимается шлифовкой, за рабочий день успевает сделать до 20 квадратных метров стены сруба из бревна. Но с первого раза качественно бревно не выровнять, по крайней мере, ручной рубки. Процедуру необходимо провести второй раз, а внутри и третий.
Кроме этого возникает вопрос с инструментом.
Инструмент для шлифовки
Как было сказано выше, шлифовка – процедура трудоемкая, поэтому без инструмента ее не сделать. Что необходимо иметь для самостоятельной шлифовки, или обратить внимание на наличие, а значит и профессионализм, наемных рабочих.
Весь инструмент и аксессуары можно поделить на три группы.
1. Средства защиты при шлифовке
Это первое и самое необходимое для проведения шлифовальных работ. Пыли при шлифовке дерева много, особенно внутри дома или бани, но и на улице ветер может развевать пыль, которая будет попадать в глаза и нос. Широкие пылезащитные очки и респиратор при шлифовальных работах обязательны. Не лишними будут и шумоизоляционные наушники – и от шума защищать, и в ушную раковину пыль не попадет.
Не лишним будет и специальная одежда. Конечно, делая шлифовку сруба своими руками, Вы наденете рабочую одежду, но пыль будет попадать за ворот, липнуть к телу и так далее. Не забудьте о перчатках, лучше толстые, еще лучше противовибрационные. Даже пара часов постоянной работы с инструментом, который достаточно сильно вибрирует, пользы рукам и суставам не принесет.
2. Инструмент для шлифовки дерева
Площадь внешней поверхности стен стандартного сруба 6 на 6 для бани или дачного дома приближается к 60 квадратным метрам. Естественно ручными средствами провести шлифовку скорее невозможно. Для этого необходим электрический инструмент.
Задумайтесь! Если бы у наших прадедов был эффективный инструмент для шлифовки бревна. Стали ли они шлифовать дом, ну хотя бы внутри?
Какой же инструмент необходим для шлифовки.
- УШМ (угло-шлифовальная машина) или по народному «болгарка»
- Шлифовальная машина (эксцентриковая, вибрационная)
- Полировальная машина (ротационная)
В некоторых обзорах в этот список включают дрели и болгарки. Крайне не согласны с таким подходом, так как применение инструмента не по назначению – заведомо смертный приговор для него.
Рассмотрим возможности специального инструмента для шлифовки в рамках работ с деревянным материалом.
Шлифовальные работы болгаркой
Шлифовальные работы полировальной машиной
Угловая-шлифовальная машина изначально не предназначена для работы с деревом, так как имеет очень большие обороты (10-12 тысяч), а при больших оборотах дерево может нагреваться и даже подгорать. В тоже время большие обороты позволяют быстро провести грубую обработку, например, торцов бревна, сучков.
Несмотря на это, именно болгарка является самым распространенным инструментом при шлифовке, так как она есть почти у каждого домашнего мастера, а уж у профессиональной бригады тем более. При шлифовке дерева болгаркой необходимо учитывать ряд моментов.
- Предпочтительнее использовать УШМ с регулировкой скорости оборотов. Это позволит грубые работы делать на больших оборотах, а чистовые на малых.
- Желательно использовать болгарку с задним забором воздуха, чтобы меньше попадала пыль.
- Применять шлифовальные круги минимального размера.
- При шлифовке не задерживаться долго на одном месте, так как или дерево подгорит, или будет углубление.
- Не рекомендуется использовать болгарку для шлифовальных работ по ровной поверхности (клееный или профилированный брус, половая доска, вагонка). С этими материалами работать нужно малооборотистыми шлифовальными машинами.
Специальные шлифовальные машины (эксцентриковые, вибрационные) отлично подходят для тонкой доводки бревна или работы с брусом и доской. Они менее оборотисты и в меньшей степени способны навредить дереву. Но не у каждого домашнего мастера найдется шлифовальная машина такого типа для шлифовки своими руками. Какой выход? Брать в аренду? Специально покупать? К слову сказать, и болгарка с регулировкой оборотов есть у единиц.
Полировальная машина (ротационная) – принцип ее работы аналогичен болгарке, но частота вращения обычно в интервале 200 – 2000 оборотов, есть и регулировка. Ей уже можно делать самую тонкую работу. Не зря она называется полировальной. Для внутренних работ она будет очень кстати.
Самым сложным местом при шлифовке сруба из бревна является углы, так как в них с диском даже 110 и 125 мм крайне сложно, а иногда невозможно. В этом случае понадобится обычная ручная стамеска, но работать с ней придется долго и аккуратно – велик риск срезать лишнее.
Альтернативой ей будет специальный современный инструмент с большим набором название: мультитул, реноватор, универсальный резак и еще с десяток. С его угловой вибрационной насадкой можно подлезть к любому углу. А у Вас есть реноватор?
Шлифовка сруба – это большой объем работ даже для электрического инструмента. Если он эконом класса или очень старый, то такой нагрузки может не вынести. Будьте готовы купить новый, так как интервал между шлифовкой и покрытием защитными веществами должен быть минимален.
Кроме шлифовальных машин для обработки сруба из бревна ручной рубки в профессиональной среде применяют пескоструные аппараты, которые позволяют провести чистку и шлифовку рубленного бревна посредством многочисленных ударов мельчайших песчинок под большим давлением. Такой прием позволяет быстро обработать и большие поверхности, и добраться в углы, и очистить мельчайшие каверны.
Расходные материалы для шлифовки дерева
Для работы с электрическим инструментом необходимы расходные материалы – различные насадки и шкурки для всех видов шлифовальных машин.
- Обдирной круг-чаша применяется для грубой обработки торцов, особенно он необходим для домов ручной рубки. С помощью обдирного круга можно устранять неровности до сантиметра, а при усердии и больше. Стоимость такой чаши сопоставима с ценой хорошей болгарки эконом класса.
- Лепестковые обдирные круги применяются для грубой обработки бревна: снятия луба, выравнивания стесов и сучков. Так как бревно имеет округлую форму, то диск лучше выбирать не с плоским расположением лепестков, а с коническим. Так обрабатывать бревно будет удобнее. Зернистость подойдет 40 и 60.
- Шкура по дереву для крепления на липучку с зернистостью от 40 до 120 для разных этапов обработки дерева. Грубая шкурка с зернистостью 40 может применяться для первого прохода, в том числе и вместо лепестковых кругов, а зернистость 100-120 подойдет для последних этапов внутренней обработки (при желании можно взять зерно мельче, то есть 140-200, но трудоемкость существенно возрастет). Эти расходники применяются и для обработки плоских поверхностей (брус и доска), и для бревна.
- Нейлоновая корщетка-чаша также может пригодиться при обработке бревна, особенно если речь идет об оцилиндрованном варианте. Она необходима на заключительном этапе, когда необходимо подчеркнуть древесную фактуру.
Технология шлифовки стен деревянного дома
Что необходимо для шлифовки мы выяснили. Осталось разобраться с вопросом: «Как это сделать?». В том числе выясним возможности самостоятельной реализации проблемы.
Говоря о технологии, хочется сразу перечислить этапы, но в данном случае об этом говорить сложно. Проблема в том, что «стартовый» материал может сильно отличаться:
- старый потемневший сруб, у которого за время эксплуатации неровности почти сгладились;
- новый дом ручной рубки или баня после усадки, у которых обзолы, луб, остатки сучков, неровные торцы;
- оцилиндрованное бревно круглой формы, но с наличием канавок от резца;
- дом из профилированного или клееного сухого бруса с плоскими поверхностями после станка.
Разберем все отдельно.
Шлифовка стен из бревна
Особенности шлифовки стен сруба из бревна ручной рубки
Это самая сложная ситуация, поэтому требует более подробных объяснений. С определенной долей условности можно выделить три этапа проведения работ.
Под древесиной в обыденной жизни и в технике обычно понимают внутреннюю часть дерева, находящуюся под его корой, которая покрывает ствол, ветки и сучья.
Есть и более точные определения понятия «древесина», такие как: совокупность проводящих, механических и запасающих тканей, расположенных в стволах, ветвях и корнях древесных растений, между корой и сердцевиной, или естественный полимер биологического происхождения, состоящий из клеток-волокон, имеющих трубчатую форму и направленных вдоль ствола.
Пороки и дефекты древесины
Внутренняя структура древесины неоднородна и, помимо волокон, содержит множество других элементов, относимых к порокам и дефектам. К тому же во время роста каждое дерево с переменным успехом постоянно борется с воздействием природных факторов и природных врагов, оставляющих в его теле отметины, что отражается на качестве древесины.
Пороки древесины - изменения внешнего вида, правильного строения, целостности тканей древесины и т. д. - недостатки ее отдельных зон и участков, снижающие качество и ограничивающие возможность использования. Все пороки подразделяются на девять групп: сучки; трещины; пороки формы ствола; пороки строения; химическая окраска; грибные поражения; биологические повреждения; инородные включения, коробление и механические повреждения. В каждую группу входит несколько видов пороков.
Часть из них характерны только для круглых лесоматериалов (бревен и т. п.), какие-то свойственны лишь пилопродукции или шпону. Их полный перечень приведен в ГОСТ 2140 и других действующих национальных стандартах.
Многие пороки изначально не заметны на поверхности древесины и вскрываются постоянно по мере ее обработки, вплоть до завершающих операций шлифования готовых деталей.
Такие пороки, как гниль или окраска, можно заметить еще в бревне и понизить сорт древесины, для того чтобы не использовать ее в изделиях, где требуется высокое качество. То же касается и пиломатериалов: вскрывшиеся на их поверхности и ставшие видимыми пороки, такие, например, как свиль, трещины, гнилые сучки и т. д., можно удалить при раскрое на заготовки, а образовавшиеся короткие бруски утилизировать с помощью сращивания.
Эта операция, конечно, приводит к снижению полезного выхода материала, но исключает трудозатраты на изготовление деталей, которые в дальнейшем могут быть отнесены к браку из-за наличия недопустимых пороков.
Проблема обостряется и при вскрытии пороков древесины в обрабатываемых или уже обработанных заготовках. Чтобы такие детали не были отнесены к браку, ГОСТ 16371 «Мебель. Общие технические условия» и другие стандарты допускают их использование при условии заделки пороков и дефектов деревянными вставками.
То же касается и некоторых дефектов механического происхождения, возникших на поверхности заготовок в процессе их транспортирования, сортировки, штабелирования и механической обработки.
Требования к заделкам




Рис. 1. Вставки для заделки пороков и дефектов:
а – пробки с волокнами древесины, перпендикулярными оси;
б – пробки с волокнами древесины, параллельными оси;
в – одинарные (однократные) пробки- «лодочки»;
г – гнезда под пробки
Сучки размером более 15 мм на деталях, предназначенных под облицовывание или непрозрачную отделку, могут заделываться вставками или пробками, за исключением здоровых сросшихся сучков на деталях под непрозрачную отделку.
Вставки и пробки для заделок должны быть изготовлены из древесины той же породы, что и детали, иметь одинаковое с ними направление волокон и устанавливаться плотно на клею. Цвет древесины заделок должен соответствовать цвету поверхности детали, для заделки пороков древесины которой они предназначены.
Площадь каждой заделки должна быть не более 5 см2 для облицованных деталей и 1,5 см2 - для деталей из массивной древесины.
В изделии на лицевых поверхностях из древесины или облицованных шпоном не допускается более двух заделок. На лицевых поверхностях, облицованных декоративным облицовочным материалом (пленкой, пластиком и др.), заделки не допускаются. В шиповых соединениях и деталях сечением менее 20 x 30 мм, несущих силовые нагрузки, не допускаются пороки древесины, перечисленные в табл. 9 приложения 3 к ГОСТ 16371, кроме пороков, указанных в пп. 3а (в пределах установленной нормы), 3е, 4 и 5 того же стандарта. Заделка сшивных кромочных и ребровых сучков, как правило, не допускается. Размеры червоточин, «кармашков» и пробок для их заделки в деталях из массивной древесины не должны превышать 1/3 толщины или ширины детали. На поверхностях изделий из массива рекомендуется оставлять только сросшиеся ребровые сучки, максимальный размер которых - 1/5 ширины или толщины детали, но не более 10 мм.
Влажность древесины вставок может отличаться от влажности древесины основы не больше чем на 1 %.
Вставки следует устанавливать плотно, без зазора, а клей должен полностью заполнять всю боковую поверхность контакта с гнездом. В противном случае при последующей отделке изделия произойдет проседание лака или эмали в образовавшуюся щель. Клеевая фуга не должна быть темной, особенно если поверхность будет подвергаться прозрачной отделке.
Важно также, чтобы установленные вставки были отфрезерованы или прошлифованы заподлицо с поверхностью.
Используемые вставки
В сложившейся практике столярных работ для заделки пороков и дефектов используются вырезанные вручную овальные или ромбовидные бруски, которые вставляют в выбранные стамеской пазы, соответствующие брускам по форме, а также узкие планки, которые устанавливают в пазы, пропиленные на месте длинных трещин.
В промышленном производстве используются (рис. 1): круглые пробки, направление древесных волокон которых перпендикулярно их оси, точеные цилиндрические пробки с направлением волокон, параллельным оси, и так называемые пробки-«лодочки» разной длины, которые могут быть одно-, двух-, трехкратными.
Первые (рис. 1а) выпиливаются цилиндрической пилой, оснащенной выталкивателем, из брусков нужной толщины, заранее отфрезерованных по обеим пластям. Размеры таких пробок не нормируются. Их максимальный диаметр 50 мм, а толщина до 30 мм. На практике чаще всего используются пробки диаметром 25 и 35 мм. Недостаток таких вставок в том, что трудно подобрать такие, которые бы идеально соответствовали цвету и текстуре поверхности основного материала ремонтируемой заготовки; особенно нелегко это сделать при использовании полуавтоматических и автоматических станков. Кроме того, даже небольшой поворот относительно текстуры основы делает такие вставки хорошо заметными.

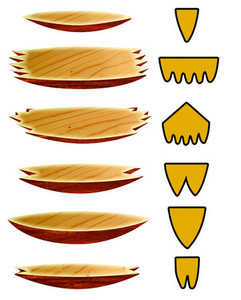
Рис. 2. Размеры пробок-«лодочек»
Цилиндрические пробки с направлением волокон, параллельным их оси (рис. 1б), изготавливаются на токарных станках с автоматической подачей предварительно прирезанных отторцованных заготовок из сучьев необходимого диаметра. При этом на обеих сторонах такой вставки снимаются фаски толщиной около 1,5 мм.
Каких-либо стандартов размеров таких пробок нет. Но есть предприятия, специализирующиеся на их изготовлении, у которых уже сложился типоряд размеров таких пробок: диаметр 10; 15; 20; 25; 30 и 35 мм при толщине 8, 10 или 12 мм. Плюс этих вставок в том, что после вклеивания в приготовленное отверстие они выглядят подобно здоровому сросшемуся сучку, что позволяет использовать их даже для ремонта клееного щита.
Пробки-«лодочки» (рис. 1в) используются для заделки овальных сучков, смоляных «кармашков» и трещин в древесине.
У таких одинарных пробок треугольное сечение, а у многократных - гребенчатое. Лицевая сторона пробок-«лодочек» должна быть плоской, или в поперечном сечении пробка должна быть треугольной - именно в таком виде эти пробки годятся для установки на ребро заготовки при ремонте мест с механическими повреждениями или после удаления ребровых сучков. Длина, толщина и ширина пробок-«лодочек» не стандартизованы и разнятся в зависимости от сечения (рис. 2). Поставляются также пробки-«лодочки» увеличенной длины, например, 85, 250 и 500 мм, - они используются для заделки длинных трещин.
Пробки всех видов по заказу потребителя могут быть изготовлены из древесины любых пород (ели, пихты, сосны, дуба, бука, граба и т. д.).
Сучки и другие пороки древесины, не допускаемые техническими условиями на изделия из древесины, обычно удаляют высверливанием или выфрезеровыванием специальными фрезами.
Операции удаления пороков и дефектов выполняются ручным электроинструментом и на одношпиндельных или многошпиндельных сверлильных станках с ручной или механической подачей.
Высверливание и выфрезеровывание пороков и дефектов

Рис. 3. Станок мод. ABMH 66 с поворотной сверлильной головкой
При ремонте брусков сверление отверстий под вставки может производиться на универсальных сверлильных станках. Однако недостаточный вылет станины не позволяет использовать это оборудование при ремонте широких деталей из клееного щита.
На некоторых деревообрабатывающих предприятиях еще сохранились специальные станки для заделки пороков, которые когда-то выпускались отечественной промышленностью. Так, конструкция трехшпиндельного станка мод. СвЗС для высверливания сучков и заделки отверстий состояла из станины, неподвижного стола, трех передвижных суппортов с электродвигателями и приспособления для забивки пробок. Под столом размещались ящики для пробок трех размеров.
Этот станок и сегодня эксплуатируется на небольших производствах. Наибольший диаметр сверления - 50 мм, глубина - до 75 мм. Каждый шпиндель, оснащенный сверлом нужного диаметра, опускается отдельно при нажатии на педаль или вручную - с помощью рукоятки.
Установив удаляемый порок или дефект под нужным сверлом, рабочий высверливает его, подбирает пробку и намазывает клеем. Затем пробку вручную вставляют в отверстие и передвигают деталь под приспособление для забивки пробок. Подобное оборудование может быть изготовлено на любом предприятии силами персонала на базе настольных сверлильных станков.
У станка мод. ABMH 66, выпускаемого немецкой компанией Ayen, аналогичного по назначению и конструкции описанному выше оборудованию, только один вертикальный шпиндель. Но он оснащен поворотной сверлильной головкой, позволяющей высверливать отверстия четырех диаметров. Эта головка (рис. 3) представляет собой сектор, с помощью рукоятки поворачиваемый вокруг вертикальной оси. По дуге сектора расположены четыре подпружиненных вертикальных шпинделя, на нижних концах которых закреплены сверла, а на верхних имеются втулки с коническими осевыми углублениями. Пластина поворачивается вручную так, что один из этих шпинделей всегда фиксируется в соосном положении с главным. В главный шпиндель станка с таким устройством устанавливается коническая вставка, нижний конец которой по форме соответствует углуб-лениям в верхних концах сверлильных шпинделей.
Во время работы станка заготовка, уложенная на рабочий стол, перемещается по нему так, что высверливаемый порок или дефект оказывается напротив оси вращения главного шпинделя. Метка на месте будущего сверления указывается лазерным устройством.
Рабочий оценивает необходимый диаметр гнезда и поворачивает сектор, устанавливая нужный сверлильный шпиндель напротив оси вращения главного, который опускается, и его коническая вставка входит в отверстие шпинделя со сверлом, который также начинает вращаться. При их дальнейшем совместном движении вниз происходит сверление. Затем главный шпиндель поднимается вверх и расцепляется со сверлильным шпинделем, который также поднимается под воздействием пружины, после чего весь процесс повторяется.
Достоинство такого станка в использовании небольшого количества электродвигателей при большом количестве сверл разных диаметров. Кроме того, использование на рабочем столе всего одной точки (места) для сверления уменьшает общую длину перемещений детали и упрощает работу станочника.
Для выборки гнезд под пробки-«лодочки» компанией Ayen производится станок мод. ABMH 66-F. Его суппорт оснащен двигателем с вертикальной осью вращения, на выходном валу которого установлена угловая передача, заканчивающаяся горизонтальным шпинделем для установки фрезы. Профиль фрез выбирается в соответствии с профилем применяемых пробок-«лодочек».
Во время работы станка дефектное место заготовки подводится под фрезу, после чего суппорт опускается и выфрезеровывается гнездо, в которое затем вручную устанавливается пробка, соответствующая его форме. Точность расположения гнезда относительно порока или дефекта обеспечивается за счет линии, которая высвечивается на поверхности заготовки лазерным устройством.
Компанией Ayen, сегодня едва ли не единственным в мире производителем оборудования для заделки пороков и дефектов древесины, выпускаются также станки для выфрезеровывания гнезд под пробки-«лодочки», в которых используются суппорты с фрезами с горизонтальной осью вращения. Установка фрез разного диаметра с различными профилями позволяет выбирать гнезда под одно- и многократные пробки-«лодочки» всех размеров.
Для того чтобы выбирать отверстия под круглые вставки и гнезд под пробки-«лодочки» при одной установке детали, компанией Ayen разработаны станки в которых над одним рабочим столом установлены два суппорта: вертикальный сверлильный и фрезерный (мод. Alomat AL 200 и мод. Alomat AL 310A-HGF).
Станки-полуавтоматы
При массовом производстве изделий наиболее эффективны станки-полуавтоматы. Выпускавшийся нашей промышленностью станок для высверливания и заделки сучков СвСА (рис. 4) предназначен для высверливания сучков в брусках, досках или заготовках с одновременной заделкой высверленных отверстий деревянными пробками. Пробки изготавливаются на том же станке одновременно с заделкой сучков.
Станок состоит из массивной станины, на нижнем конце которой установлена колонна, несущая подъемный рабочий стол станка. На верхнем хоботе станины над столом расположен суппорт с двумя рабочими шпинделями. Один шпиндель служит для высверливания сучков, а второй - для заготовки пробок и забивки их в высверленные отверстия.
Деталь, которую укладывают на стол таким образом, что место, где находится сучок или другой порок, подлежащий удалению, подводится под первый сверлильный шпиндель и закрепляется. Ножной педалью рабочий включает механизм привода автомата, на изделие опускается первый шпиндель и высверливает сучок. Через сопло вентилятора стружки сдуваются с изделия и отсасываются приемником, присоединяемым к эксгаустерной сети. Затем суппорт автоматически передвигается и в просверленное отверстие впрыскивается клей. Когда против этого отверстия встает второй суппорт, из деревянной планки, подаваемой особым механизмом, высверливается пробка, которая запрессовывается в отверстие. Полуавтомат СвСА позволял высверливать и заделывать отверстия диаметром до 25 мм и глубиной от 4 до 20 мм. Однако главный недостаток такого станка - невозможность использования пробок с направлением древесных волокон, параллельным оси. Поэтому компанией Ayen были разработаны станки для высверливания глухих отверстий под пробки и установки пробок на клею; конструкцией станка предусмотрена подача по одной готовых вставок из магазина.
Сергей ЖУКОВ, компания «МедиаТехнологии», по заказу журнала «ЛесПромИнформ»
В производстве мебели из массивной древесины часто возникает задача удаления сучков или смоляных кармашков с последующей постановкой на их место специальных пробок.
На российских предприятиях имеются двухшпиндельные станки марки СВСА-2. С помощью этих станков можно удалить черные загнившие или несросшиеся сучки и вместо них вставить деревянные пробки.
Станки применялись в производстве столярно-строительных изделий (окна, двери, покрытия пола и т. п.). В мебельном производстве требуется более высокое качество работ, поэтому здесь нашли применение пробки, выпиленные из здоровых сучьев таким образом, что при постановке в деталь лицевой стороной оставалась торцовая поверхность сучка и не нарушалась естественная текстура древесины (рис. 1).

Рис. 1 Виды пробок для заделки сучков в деревянных деталях — из массивной древесины (слева) и из сучков
Каких-либо стандартов размеров таких пробок нет. Но есть предприятия, специализирующиеся на их изготовлении, у которых уже сложился ряд размеров таких пробок: диаметр 10; 15; 20; 25; 30 и 35 мм при толщине $,10 или 12 мм.
У станка мод. АВМН 66, выпускаемого немецкой компанией Луеп, имеется один вертикальный шпиндель, оснащенный поворотной сверлильной головкой для сверл четырех диаметров. Эта головка (рис. 2) представляет собой сектор, с помощью рукоятки поворачиваемый вокруг вертикальной оси.
По дуге сектора расположены четыре подпружиненных вертикальных шпинделя, на нижних концах которых закреплены сверла, а на верхних имеются втулки с коническими осевыми углублениями. Пластина поворачивается вручную так, что один из этих шпинделей всегда фиксируется в соосном положении с главным. В главный шпиндель станка с таким устройством устанавливается коническая вставка, нижний конец которой по форме соответствует углублениям в верхних концах сверлильных шпинделей.
Во время работы станка заготовка, уложенная на рабочий стол, перемещается по нему так, что высверливаемый порок или дефект оказывается напротив оси вращения главного шпинделя. Метка на месте будущего сверления указывается лазерным устройством.
Рабочий оценивает необходимый диаметр гнезда и поворачивает сектор, устанавливая нужный сверлильный шпиндель напротив оси вращения главного, который опускается, и его коническая вставка входит в отверстие шпинделя со сверлом, который также начинает вращаться. При их дальнейшем совместном движении вниз происходит сверление. Затем главный шпиндель поднимается вверх и расцепляется со сверлильным шпинделем, который также поднимается под воздействием пружины, после чего весь процесс повторяется.
Достоинство такого станка заключается в использовании небольшого количества электродвигателей при большом количестве сверл разных диаметров. Кроме того, использование на рабочем столе всего одной точки (места) для сверления уменьшает общую длину перемещений детали и упрощает работу станочника.
Компанией Ауеп для изготовления цилиндрических вставок предлагается специальный станок мод. QZF10 (рис. 3).

Рис. 2 Станок мод. АВМН 66 с поворотной головкой (Ауеп, ФРГ)
Рис. 3 Станок для изготовления цилиндрических сверлильной вставок мод. QZF10 (Ауеп, ФРГ)
Он обеспечивает вырезку деталей диаметром 15, 20, 25, 30, 35 и 40 мм из плоских планок, автоматически подаваемых из магазина. На одной стороне пробок возможно формирование фаски при использовании соответствующего инструмента. Производительность станка — до 1100 шт./ч, поэтому его целесообразно использовать на специализированных предприятиях.
Для удаления смоляных кармашков разработано специальное оборудование, которое позволяет выфрезеровывать смоляной кармашек или другой дефект и вместо него вставлять на клею специальную заглушку— «лодочку». Новгородская фирма «Бакаут» для этой цели выпускает ручной фрезер и станок для изготовления заглушек (рис. 4).

Рис. 4 Виды заглушек типа лодочка, приспособление фрезерное ПФ-001 и автомат для изготовления заглушек СФЛ 002 («Бакаут», Великий Новгород)
Приспособление фрезерное ПФ-001 предназначено для выборки дефектов: несросшихся и табачных сучков, червоточин, смоляных кармашков, мелких трещин, вырывов и других дефектов, проявившихся на последней стадии обработки деталей и щитов из массивной древесины. Автомат СФЛ 002 предназначен для изготовления специальной ремонтной заглушки — «лодочки» — для последующей заделки дефектов.
Для того чтобы выбирать отверстия под круглые вставки и гнезда под пробки-лодочки при одной установке детали, компанией Ауеп разработаны станки, в которых над одним рабочим столом установлены два суппорта: вертикальный сверлильный и фрезерный (мод Alomat AL 200 и Alomat AL 310АHGF).
Для оснащения небольших предприятий и для обработки клееных деревянных конструкций швейцарской компанией Lamello разработан комплект ручного инструмента для заделки пороков и дефектов пробками и пробкамилодочками. Он включает в себя ручные фрезеры мод. Minispot G2A или Minispot G20 S2 для выборки пазов под одинарные и многократные пробкилодочки, устройство для нанесения клея мод. Dosicoll и ручной фрезер мод. Plano 45 S2 для обработки вставок заподлицо с ремонтируемой поверхностью.
Для высверливания глухих отверстий под пробки к комплекту добавляется один или несколько обычных электрофрезеров с чашечными сверлами необходимых диаметров. Комплект предназначен для удаления несросшихся и табачных сучков, червоточин, смоляных «кармашков», мелких трещин, вырывов и других дефектов, проявившихся на последней стадии обработки заготовки.
Устройства мод. Minispot G2A или Minispot G20 S2 представляют собой электрофрезеры с горизонтальной осью вращения инструмента. Такое оборудование устанавливается над местом расположения дефекта при помощи опорной планки, за счет нажатия рукой опускается вниз, и инструмент выбирает гнездо под пробку-лодочку, а затем под воздействием пружин поднимается вверх.
Изготовление пробок-лодочек может быть освоено на любом деревообрабатывающем или мебельном предприятии. Компанией Lamello для применения на небольших производствах разработано настольное приспособление мод. Patchmaker (рис. 5).
У этого устройства литой алюминиевый корпус со струбциной для крепления к столу и кассетой для установки и закрепления заготовки. На корпусе имеются горизонтальные направляющие для перемещения угловой электромашинки с пилой, а также закреплен рычаг с горизонтальной осью вращения, на конце которого уставлен электродвигатель с профильной фрезой.
Предварительно прирезанная в размер заготовка пробки-лодочки помещается в кассету на корпусе и закрепляется в ней. Затем вручную перемещается рычаг с фрезерным устройством, криволинейная траектория движения которого обеспечивает получение продольного профиля пробки. Поперечный профиль— одноили многократный— формируется в зависимости от профиля используемой фрезы. После этого пилой угловой электромашинки, которую вручную перемещают по направляющим, отрезают готовую пробку-лодочку, и она падает в накопительный контейнер.

Рис. 5 Устройство для изготовления пробок-лодочек мод. Patchmakcr (Lamello, Италия)
Для крупных производителей пробок-лодочек разработаны станки-автоматы. В таких станках многократные заготовки пробок в виде длинных, заранее склеенных и прирезанных в размер пластин с поперечным направлением волокон древесины пошагово подаются из вертикального магазина и закрепляются в рабочем положении.
После этого фреза в автоматическом режиме совершает движение по дуге, фрезерует необходимый профиль на торце этой планки и возвращается в исходное положение (рис. 6).

Рис. 6 Изготовление пробок-лодочек на станке-автомате: 1 — торец планки-заготовки; 2 — профильная фреза; 3 — отрезная пила.
Затем готовые пробки отрезаются пилой и автоматически выбрасываются в контейнер, после чего цикл повторяется. На обработку могут продвигаться одновременно две или четыре планки, при этом производительность станка составляет до 1000 или 2000 пробок в час соответственно.
Необрезную доску обрабатываю для обшивки мастерской на даче (столярки, хозпостройки, можно обозвать как угодно). Объём не маленький, стен у нас 19 метров, да и делать из доски будем не мебель, поэтому не судите строго.
Итак, методом проб и ошибок сначала, следуя советам Интернетам я попробовала всеми любимую лопату! Жаль видео не сняли, вместе бы посмеялись))). Возможно лопатой и можно снять кору, если у вас адски сильные руки и нечеловеческое терпение, но результата нужного всё равно не получится, ибо останется лубяной слой, который потемнеет, который нельзя покрывать лаком. Плюс израненное дерево, в следах острой лопаты, варварский метод в общем!
Пришлось своим старым добрым способом снимать кору ножом, как я и делала когда обшивала баню первую и вторую , но после ножа остаётся часть коры (особенно возле сучков) и лубяной слой, который нужно снимать до древесины. И если в случае с банями я снимала его при помощи нихромового резака , то сейчас необходимы гладкие, белые доски.
Далее пришла на помощь УШМ, а к ней, в свою очередь, такая вот металлическая щетка
Такая щётка подойдёт максимум для браширования мягкой древесины. Кора от такой щётки не шелохнётся ни сырая, ни высохшая.
Затем в ход пошла более тяжелая артиллерия
Результат вроде как и есть, но уж очень медленно он появляется, а вот руки от такого приспособления устают моментально, дрожание в мышцах сохраняется долго, словно Вы пытались удержать на земле взлетающий вертолёт!
А вот и пильный диск, на который возлагались большие надежды. В моих розовых мечтах, при лёгком прикосновении которого кора должна была разлетаться в пух и прах. Но в суровой реальности. кора разлетается вместе с деревом и ровной красивой кромки с его помощью, увы, не добиться.
От отчаяния была попробована даже насадка с липучкой. Думалось, что наждачка крупной фракции потянет это дельце, но надежды разлетелись в пух и прах вместе с упаковкой наждачек (что весьма недёшево)
Удовольствие весьма сомнительное - одного наждачного кружка хватает максимум на 10 минут работы, причём работа эта не из приятных - при обработке кромки, каждый мелкий сучок или торчащая щепка отлетает Вам по рукам, ибо такая насадка создана ходить по ровным поверхностям.
А вот и он, "друг не на долго":
Ну и последним вариантом, на котором я остановилась стал торцевой лепестковый диск. Да это просто манна небесная, после всего вышеперечисленного! Обрабатывает кромку на ура! Можно даже не шлифовать после него!
За 2 дня работы было убито 5 штук по 80 рублей, считаю, что они оправдали свою цену, так как копеечным лесом по 2т.р./куб были обшиты стены мастерской 2,5*7метров. Диски брали разной фракции, лучше всего показал себя диск зернистостью 40, по скорости и долговечности.
Лепестки, кстати, можно оживить, обрезав край каждого канцелярским ножом, проработать таким можно столько же, как и до того, как перестал шлифовать. Из 5 штук, восстановили так один, остальные 4 лежат на чёрный день))) Вот он на фото после восстановления и работы
По большей части, столяры игнорируют эти процедуры. И очень зря. Дело в том, что хвойные деревья выделяют смолу. Древесина полностью пронизана смоляными каналами, через которые выделяется живица. Обессмоливание и отбеливание древесины

Процессы обессмоливания и отбеливания весьма трудозатратные. Однако, они необходимы. Поскольку со временем, на деревянных изделиях и даже на шпоне из хвойных пород дерева, начинает выделяться смола. Смола разрушает лаковое покрытие и краску. Совет-примените обессмоливание изделия, если делаете для себя.
С обессмоленной древесиной легче работать, она равномерно окрашивается и лакируется.
В статье приведены два вида обработки обессмоливание и отбеливание. Поскольку, зачастую нужно обессмолить и отбелить, чтобы выровнять тон древесины.
Средства и процесс обессмоливания древесины
Сам процесс обессмоливания проводят перед финишной отделкой. Но даже этот процесс на 100% не защитит от появления смолы на поверхности. Зато в разы уменьшит этот риск.

Средства для обессмоливания древесины:
Первый способ. Готовим состав из 3-10% кальцинированной или каустической соды с водой. Состав должен быть теплым. Поверхность древесины протираем водным раствором, затем тщательно смываем водой.
Второй способ также достаточно прост. Нужно смочить тампон в 25% техническом ацетоне и протереть им несколько раз обрабатываемую поверхность.
Можно одновременно отбелить и обессмолить древесину с помощью следующего состава:
- 500 мл воды
- 20 гр пищевой соды
- 25 гр поташа
- 5 мл спирта
- 100 мл ацетона
- 15-20 гр мыла (хлопья)
Составляющие смешивают и нанося (можно наносить флейцем), затем тщательно смывают водой и хорошенько просушить дерево.

Средства для отбеливания древесины
Для получения равномерного цвета, а также для выведения пятен, выравнивания тона заболони и ядра проводят отбеливание древесины.
Способ 1. Предварительно смочить повехность теплой водой и обработать 10% нашатырным спиртом. Далее, нужно нанести на поверхность обычную, аптечную 25% перекись водорода (можно брать в пузырьке или таблетки перегидроля). Наносить состав нужно на 15-30 минут. Время нанесения зависит от желаемого результата. Но обратите внимание, что перекись по-разному действует на окрас дерева.

Дуб перекись не отбелит, а дас зеленый оттенок, если долго держать состав.
Грецкий орех станет с оттенком розового и/или голубого.
Способ 2. Для усиления действия перекиси, в состав добавляют аммиак. Для этого готовят состав 25% перекиси и 5% аммиака, в соотношении 10:4. Процесс отбеливания такой же, как в Способе 1.
Способ 3. Отбеливание щавелевой кислотой подойдет только для обработки светлой древесины — липы, березы, тополя, клена. На дереве темных пород, при обработке щавелевой кислотой могут появиться неаккуратные, некрасивые пятна.

Для обработки необходим 6-9% водный раствор щавелевой кислоты. Обработку проводят 2-3 раза.
Способ 4. Отбеливание составом из нескольких кислот:
- Щавелевая кислота-30 гр
- Серная кислота-40 гр
- Перекись натрия -50 гр.
- Вода -2 литра
При выполнении отбеливания смесью кислот не забывайте о мерах безопасности. Обязательно, перед приготовлением смеси и во время нанесения оденьте перчатки, очки, фартук.
Этот состав используют для пород, которые содержат большое количество дубильных (красящих) веществ и с трудом поддаются отбеливанию. Отбеливание этим способом происходит очень быстро.
После проведения отбеливания, состав смыть с поверхности водой. Дать древесине просохнуть.
Читайте также: