
Станок для производства доски лунный паз
Обновлено: 01.05.2024
Чашкорезный станок для бруса в качестве рабочего органа использует ручной электрический фрезер (рис.1) "Makita 3612С или RP2300FC", "Felisatti RF62/2200VE", "Интерскол ФМ-62/2200Э", AEG 2050 или аналог. Используется специально разработанная для данного производства цилиндрическая концевая фреза для фрезера (рис.3) диаметром 40 мм. Режущие кромки фрезы имеют дополнительный угол наклона относительно оси вращения, что существенно снижает силы резания и нагрузки на фрезер. Фреза оснащена специальными неперетачиваемыми двусторонними твердосплавными ножевыми пластинами, которые крепятся с помощью винтов.
Фрезерная машина вставлена в специальную раму. (Видео 1, 2, 3) Рама позволяет перемещать фрезер в продольном направлении по направляющим из нержавеющей стали на величину ширины замка или толщины бруса (рис.4) и имеет для этого специальное регулировочное устройство (рис.5). Использование устройства подъема и опускания фрезера на необходимую глубину (рис.6) позволяет задавать необходимую глубину замкового паза.
Рама с фрезерной машиной устанавливается в тиски-основание (Видео 1, 2, 3), которое крепится непосредственно на обрабатываемом брусе в зоне расположения будущего паза. Рама с фрезером может плавно перемещаться в поперечном направлении по регулируемым направляющим из нержавеющей стали на капролоновых втулках скольжения. Совокупность движений фрезера в продольном и поперечном направлениях позволяют произвести паз необходимой ширины и глубины. (Рис.7) Конструкцией предусмотрено крепление накладок для предотвращения сколов на брусе при выходе фрезы.
Обычно глубина требуемого паза делается равной с обоих сторон бруса и вычисляется по следующей формуле:

где:
h – глубина паза в брусе,
M – габаритная высота бруса
а – размер замка на брусе.
Так например для бруса сечением 200х200мм с высотой замка 12мм глубина паза составит 212/4=53мм.
1. Чашкорезный станок для бруса позволяет производить Т-образные соединения разных по толщине стен на «ласточкин хвост» (например для врезки перегородок, или пристроек к основному зданию) используя концевые конические фрезы для фрезера и комплектов фрез типа 40.13. (рис.10). Концевые фрезы крепятся во фрезерной машине и ими производится обработка паза в основном бревне. Торец стыкуемого бруса обрабатывается на чашкорезных станках типа « BLOX», «KRUSI», «EUROBLOX», «Бруссовит» и др. комплектом фрез 40.13 или за два приема с помощью конической фрезы и устройства «Брус-1». Концевая коническая фреза и запасные ножи к ней приобретается дополнительно.
2. Устройство «Брус-1» незаменимо при строительстве зданий из бруса округлой формы ( профильного круглого бревна). Такой брус для плотного беззазорного соединения должен иметь специальный 4-х сторонний замок (рис. 11):
- верхний и нижний пазы, со стороны замковой части профиля, имеют прямоугольное сечение как для брусьев с плоскими гранями;
- пазы на боковых сторонах имеют сложную форму, изготавливаемую с помощью специального фанерного шаблона, закрепляемого на тисках-основании устройства «Брус-1».
Все пазы для такого соединения изготавливаются с помощью цилиндрических концевых фрез, входящих в комплект поставки устройства и дополнительной оснастки. Методика расчета и технология изготовления замков и шаблонов приведены в паспорте на устройство при покупке изделия.
| Рис. 11 |
| Рис. 12 |
3. Известно, что для установки оконных или дверных блоков в торцевой части проемов ( рис.12) фрезеруются пазы шириной 40мм, в которые устанавливаются «обсады» или длинные прямоугольные шпонки, на которых крепятся указанные детали. Для производства таких пазов используется специальное дорогостоящее оборудование, т.к. далеко не каждый чашкорезный станок оснащен дополнительным шпинделем для этой цели.
С помощью устройства «Брус-1» эта задача легко решается непосредственно на стройплощадке. На верхней рамке устройства закрепляются два упора на расстоянии толщины стены. Вертикальным перемещением рамки с ручным фрезером обрабатывается паз требуемого размера.
В некоторых случаях требуется изготовить сложный 4-х сторонний замок на брусе, его иногда называют «лабиринтный» или «ветровой» (Рис. 13).
 | ||
| Рис. 13 | ||
Особенностью данной конструкции замка является зеркальное смещение боковых пазов относительно центра замка. Задача такого соединения скрыть зазоры, которых трудно избежать при большом объеме строительства.
Определение размеров боковых пазов:
Для начала определяется глубина бокового паза b, она должна быть равна или немного более глубины фаски а (рис. 14) Полученный размер определяет расстояние c (рис. 15), на которое смещается боковой паз относительно центра замка, при этом, одна из граней бокового паза находится на одной плоскости с внутренними гранями верхнего и нижнего пазов.
Верхний и нижний пазы замка сокращаются по ширине, относительно толщины бруса B, на удвоенное расстояние смещения бокового паза - L1 = B-(cх2)
Ширина бокового паза определяется по формуле - L2 = B - c.
Противоположный паз производится таким образом, чтобы сумма смещения была равна толщине бруса - L = B.

Рекомендации:
Если при возведении дома из бруса все 4-х сторонние замковые соединения будут производится на месте строительства, рекомендуем приобрести два комплекта устройства «Брус-1.220». Это позволит избежать перенастройки при производстве каждого паза, либо двойного перекладывания всего объема бруса с места на место.
Предназначен для сложной продольной обработки пиломатериала из древесины различной плотности с 4-х сторон с целью получения погонажных изделий экспортного качества (наличник, багет, погонаж со сложным профилем).
* Актуальность цен уточняйте у менеджера
Вариатор PE-185 для MBQ516E
Цену уточняйте у менеджера
Ролик на четырехсторонний станок 35*140*30 (полиуретановый)
Цену уточняйте у менеджера
Ролик на четырехсторонний станок 35*140*50 (обрезиненный)
Цену уточняйте у менеджера

Ролик на четырехсторонний станок 35*140*50 (рябуха)
Цену уточняйте у менеджера
Связаться по телефону:
Назначение:
Предприятия и цеха по производству столярно-строительных изделий, клееного бруса и щита, производству погонажных изделий, деталей для стандартного домостроения и другие деревообрабатывающие и мебельные производства.
Особенности:
- Все рабочие элементы станка закрыты, это позволило существенно снизить уровень шума и повысить безопасность во время работы оборудования.
- Система подачи заготовки с ременным приводом и карданной передачей является надёжной и простой в эксплуатации.
- Шпиндели собраны с применением самых точных в мире подшипников известной фирмы SKF (Швеция) и не требуют смазки в процессе эксплуатации. Перед установкой на станок все
- шпинделя проходят предварительную обкатку.
- Пневматическая система прижимных подающих роликов. Три независимых пневматических контроллера управляющие прижимом протягивающих роликов обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне.
- Специальная конструкция первого шпинделя. Установка на первый шпиндель пазовой фрезы и специальная линейка позволяет формировать на заготовки сразу две базовых поверхности, что значительно повышает точность и качество обработки.
- Специальная конструкция первого шпинделя. Установка на первый шпиндель пазовой фрезы и специальная линейка позволяет формировать на заготовки сразу две базовых поверхности, что значительно повышает точность и качество обработки.
- Чтобы гарантировать качество строгания и резания левый и правый ножи станка можно сдвигать вперед и назад.
Конструктивные преимущества
Позволяют достигать безупречного качества строгания с точностью до 0,01 мм. Шпинделя собраны с применением самых точных в мире подшипников известной фирмы SKF (Швеция) и не требуют смазки в процессе эксплуатации.
Перед установкой на станок, все шпинделя проходят предварительную обкатку.
Стандартная частота вращения шпинделя 6000 об/мин. По запросу частота вращения может быть увеличена до 7 500 об/мин. Каждый шпиндель оснащен четырьмя разнесенными подшипниками, реальное биение шпинделя 0.001мм.
Настройка всех шпинделей легко производятся с передней панели станка, не открывая защитного кожуха. Гофрированные чехлы предотвращают попадание стружки и опилок на механизмы перемещения шпинделей.
Цельнолитая чугунная станина, прошедшая специальную термообработку. Обеспечивает максимальную стабильность и надёжность, полностью исключает возможность возникновения вибрации даже при обработке массивных заготовок.
Разработана с учётом мировых тенденции в станкостроении, для максимальной защиты и удобства управления станком.
Почему финский паз лучше? Сравнительная характеристика лунного и финского пазов
Для строительства используют оцилиндрованное бревно с двумя типами профиля – классический лунный и финский. Чем же отличаются между собой эти два варианта?

Технология выборки обоих пазов одинакова – заготовка обрабатывается с помощью станка для придания ей цилиндрической формы. В процессе фреза выбирает паз: полукруглая форма – это лунный, если же в бревне делаются еще опорные «канавки», то перед нами финский вариант.
Сравнительная характеристика лунного и финского пазов
- Финский паз имеет более широкий тепловой замок. К примеру, при общем диаметре оцилиндрованного бревна 240 мм финский будет иметь тепловой замок 154 мм, а лунный всего 120 мм. А диаметр бревна 280 мм позволит сделать тепловой замок при финской технологии в 167 мм, а вот лунный вариант предполагает только 140 мм. Поэтому финская технология позволяет брать бревна меньшего диаметра, что уменьшает кубатуру строения. И при этом тепловые характеристики дома не страдают.
- Финская технология позволяет сократить время монтажа. Дом из бревен с финским пазом легче собирать, так как благодаря опорным канавкам не нужна дополнительная фиксация бревна и контроль над вертикальностью стен.
- При использовании финского паза межвенцовый утеплитель не видно. Стены выглядят более эстетично, из них ничего не выглядывает. Кроме этого при отделке швов уменьшается расход герметика.
- Финский профиль позволяет делать более герметичные стены. Продольные канавки плотно держат утеплитель по всей длине бревна, что позволяет уменьшить продувание теплового замка.
- Лунный паз проще в производстве, поэтому такие оцилиндрованные бревна дешевле.
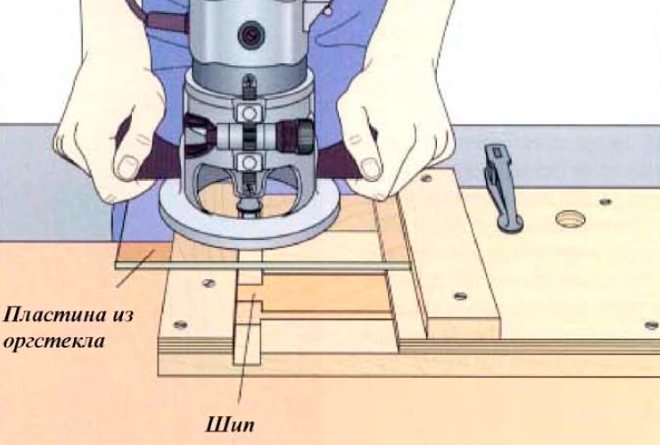
Зная, как сделать шип-паз ручным фрезером, можно даже в домашних условиях изготавливать не только красивую, но и надежную мебель, но и различные конструкции из древесины, характеризующиеся отличной несущей способностью. По системе «шип-паз» соединяются не только элементы различной мебели (столов, стульев и полок), но и каркасы малоэтажных домов, испытывающие в процессе эксплуатации значительные нагрузки.

Выполненное ручным фрезером соединение шип-паз
Для того чтобы ручным фрезером сделать шип на деревянном брусе, необходимо обеспечить несколько условий:
- надежно зафиксировать заготовку и правильно сориентировать ее по отношению к направляющей подошве фрезера;
- выставить высоту рабочей части фрезы таким образом, чтобы инструмент снимал с поверхности обрабатываемой заготовки слой материала требуемой толщины.
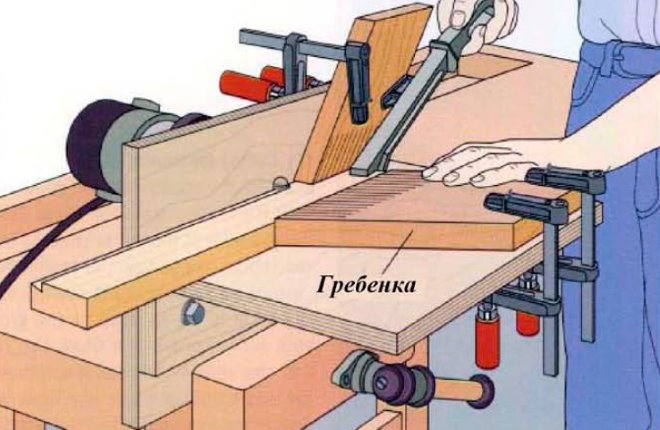
Даже используя при выполнении такой обработки простейшее шипорезное приспособление для фрезера, можно не только повысить ее производительность и качество результата, но и сделать технологический процесс более безопасным. Особенно актуально использование такого приспособления, которое можно изготовить и своими руками, в тех случаях, когда мебель производят не в единичных экземплярах, а сериями (при этом мастеру приходится выполнять большое количество подобных операций как с однотипными, так и с имеющими различные формы и размеры деревянными деталями).

Использование приспособлений позволят ускорить процесс изготовления фрезером столярных соединений
Используемые инструменты
Создание шипов и пазов, при помощи которых будет обеспечиваться соединение двух деревянных заготовок, предполагает, что на боковой поверхности бруса или доски ручным фрезером делается выборка материала. При этом должны быть строго выдержаны все геометрические параметры элементов будущего соединения.
Для выполнения этой операции ручным фрезером можно использовать инструменты с хвостовиками диаметром как 8, так и 12 мм. Наиболее универсальной в этом случае является пазовая фреза, режущая часть которой работает следующим образом:
- боковая поверхность формирует стенки паза и боковые стороны шипа;
- торцевая сторона обрабатывает дно паза и снимает слой материала требуемой толщины с основания шипа.
Вырезка шипа пазовой фрезой
Таким образом, используя инструмент данного типа, можно сформировать на боковой поверхности бруса или доски как шип, так и паз. При этом их размеры можно регулировать в достаточно широких пределах.
В тех случаях, когда к надежности соединения деревянных деталей предъявляются более высокие требования, пазы и шипы делают не прямоугольной формы, а формы, которая называется «ласточкин хвост». Пазы и шипы такой конфигурации создаются с помощью фрез «ласточкин хвост». Выполнить процедуру формирования пазов и шипов такой формы ручным фрезером также возможно, но для этих целей следует использовать приспособления другой конструкции.

Выборка «ласточкиного хвоста» с помощью шаблона
Чтобы вопрос о том, как сделать паз в доске и брусе или шип на их боковой поверхности, не вызывал особых затруднений, лучше использовать электроинструмент, оснащенный удобными боковыми рукоятками, широкой направляющей подошвой и опцией защиты шпинделя от проворачивания в процессе замены фрезы. Кроме того, желательно, чтобы в таком оборудовании присутствовал боковой стопор, за счет которого вылет используемой с ним в комплекте фрезы всегда будет оставаться постоянным.
Как изготовить приспособление для выборки шипа
При формировании шипов на деревянных заготовках ручным фрезером он никак не фиксируется в пространстве и подводится к обрабатываемой детали вручную. Именно поэтому очень важно, чтобы при использовании электроинструмента обрабатываемая деталь находилась в приспособлении, которое сможет обеспечить не только ее надежную фиксацию, но и точность формируемых на ее поверхности шипов.
- несколько неподвижных направляющих (нижние, верхние, боковые);
- подвижная планка, за счет которой можно регулировать длину выборки.
Приспособление № 1 – для выборки шипа
Изготавливается такое устройство, размеры составляющих которого подбираются индивидуально, в следующей последовательности:
- По краям листа фанеры фиксируются одинаковые по высоте боковые вертикальные элементы, в центральной части которых сделаны вырезы.
- На боковых элементах устанавливаются направляющие, по которым будет перемещаться подошва ручного фрезера.
- Чтобы ограничить ход ручного фрезера по верхним направляющим, на них следует зафиксировать боковые планки.
- На листе фанеры, играющем роль основания устройства, необходимо установить подвижный элемент, при помощи которого будет регулироваться величина вылета края обрабатываемой заготовки. Для фиксации можно использовать обычный винт с барашком или любой другой подходящий крепеж.
При изготовлении приспособления предложенной конструкции надо учитывать следующие моменты:
- Высота верхних направляющих должна соответствовать сумме толщины обрабатываемой детали и величины небольшого зазора, который необходим для установки фиксирующего клина.
- Вырезы в боковых вертикальных элементах выполняются такой ширины, чтобы она учитывала длину формируемого шипа.
Приспособление № 2 – для выборки паза
Работать с использованием приспособления предложенной конструкции можно ручным фрезером практически любой современной модели, в опциях которого предусмотрена возможность регулировки скорости резания, величины подачи и вылета рабочей части применяемого инструмента.
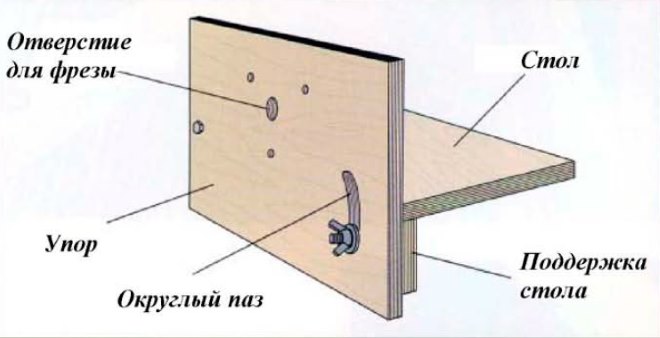
Для создания на боковой поверхности бруса или доски шипа «ласточкин хвост» используется устройство, изготавливаемое следующим образом.
- В листе многослойной фанеры выполняется отверстие, из которого будет выступать режущая часть фрезы «ласточкин хвост».
- С нижней части подготовленного фанерного листа фиксируется ручной фрезер. Для этого можно применять хомуты, саморезы или любые другие крепежи.
- На поверхности фанерного листа, по которому будет перемещаться обрабатываемая заготовка, закрепляется доска толщиной 2,5 см. Она будет выполнять роль направляющего элемента. Такая доска является расходным материалом и используется один раз с фрезой определенного диаметра.
Приспособление № 3 – для фрезеровки ласточкиного хвоста
Такое устройство можно установить между двумя стульями или использовать для его размещения более удобную и надежную конструкцию.
Создание шипов на брусках и досках
Применяя фрезы для сращивания древесины для ручного фрезера и вышеописанное приспособление, обработку выполняют в следующей последовательности.
- Деталь, которую предстоит обработать, размещается на нижней опорной плоскости.
- Тот край детали, на котором будет формироваться шип, помещается в вырез верхних направляющих и продвигается в нем до упора в подвижный элемент приспособления.
- Подвижный элемент фиксируется в требуемом положении.
- Используя клиновой элемент, верхнюю плоскость детали прижимают к верхним направляющим.
- На верхние направляющие помещается ручной фрезер.
- Дерево при помощи установленного на фрезер инструмента сначала снимается с одной стороны формируемого шипа.
- После обработки одной стороны заготовку переворачивают и выполняют формирование второй стороны шипа.
Вырезка шипа с помощью приспособления № 1
Даже такое несложное по конструкции устройство позволяет обрабатывать при помощи ручных фрез соединения «шип-паз» с высокой точностью и производительностью.
Перед началом работы такое приспособление необходимо настроить. Это можно сделать по следующему алгоритму.
- Установленный в ручной фрезер инструмент опускается до его соприкосновения с поверхностью фанеры-основания.
- Измеряется толщина детали.
- Толщина заготовки делится на 4. Результат и будет расстоянием, на которое необходимо поднять фрезу над поверхностью основания.

Вырезка паза с помощью приспособления № 2
Используя шаблон «ласточкин хвост», пазы и шипы создают на половину их толщины, что объясняется особенностями соединения данного типа. Чтобы сделать паз в брусе и доске, а также сформировать шип типа «ласточкин хвост», устройство также необходимо настроить и зафиксировать его составляющие в требуемом положении.
Приспособление № 3 для ласточкиного хвоста в работе
Следует иметь в виду, что создаваемые на деревянных брусках и досках шип и паз должны соединяться друг с другом с некоторым зазором, который необходим для размещения клеевого состава.
И в заключение пара видео, иллюстрирующих процесс создания соединения «шип-паз» с помощью ручного фрезера.
И вот дошло дело до досок корпуса для бани. Самое трудное оказалось найти доску с нужным профилем.. И вот как я решил этот вопрос так и не найдя её.
Делаю бочковую доску самостоятельно.
Доска банная имеет в основном свой профиль луна – для лучшего обхождения окружности стен бани

Из за этого профиля доска для бани стоит намного дороже чем доска с обычным шип пазом который применяется для половой доски. И найти доску для бани не всегда легко . И вот я решил этот вопрос по своему – сделал его сам.
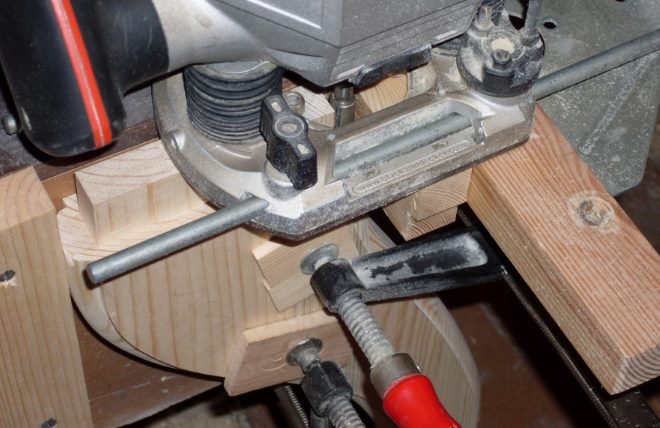
Взял обычный фрезер на 1,1 квт и закрепил его в стол для удобства

Его вполне хватает для данной операции и пропуск полтора куба доски не как не отразился не на фрезе не на самом фрезере. Фрезу использовал полукруг самую большую какую нашёл 36мм


Шип делать пришлось подольше и по сложнее так как пришлось проходить доску с обеих сторон уже другой фрезой, но с таким же диаметром окружности.

Фрезеровал уже фрезером помощнее и соответственно для быстроты обработки. Хотя пропуск всех досок занял день.

И вот она доска для бани бочки своими руками.По середине остался небольшой кантик но он легко будет удалятся при установке досок по месту.
Лунным пазом называется профилированная доска, боковые грани которых получили полукруглую форму. Данная форма действительно напоминает луну. Одна грань является вогнутой (паз), вторая – выпуклой (гребень).
В процессе монтажа гребень вставляется в паз, образуя достаточно герметичное соединение, препятствующее протоку воздуха. Лунный паз обеспечивает максимально плотное и устойчивое прилегание отдельных досок.
На основе данной доски производятся:
- Массивные бочки для производства спиртных напитков;
- Ставшие популярными компактные бани-бочки;
- Уличные банные купели.
Чаще всего из неё строятся именно бани. Правильная сборка с использованием системы «гребень-паз» предотвратит попадание холодного воздуха и осадков внутрь. Одновременно с этим решается проблема тепловых потерь – актуально для бань и саун.
Особенности монтажа и строительства
Почему нельзя использовать обычную доску? Всё дело в том, что лунный профиль обеспечивает простоту в ремонте – достаточно извлечь повреждённый участок и заменить его. Место соединения получается герметичным, конопатить его не нужно.
Одновременно с этим доска с профилем лунный паз позволяет создавать округлые стены без нарушения герметичности и создания мостиков холода – сказывается большая площадь соприкосновения в месте контакта гребня и паза.


При постройке бочек-бань доска с лунным пазом скрепляется с помощью металлического бандажа – по аналогии с обычными бочками. Бандаж плотно стягивает между собой доски, обеспечивая дополнительную герметичность.
В процессе эксплуатации и воздействия влаги, древесина немного разбухает, благодаря чему достигается максимальная плотность соединения – влага и воздух не пройдут.
При этом самое дерево является дышащим материалом. Для защиты от атмосферных осадков собранная конструкция покрывается гибкой черепицей.
Лунный паз используется для постройки как наружных, так и внутренних стен – если речь идёт о банях-бочках. Скамьи и сидения выполняются из альтернативных материалов. Сама доска изготавливается из сосны и поставляется в сортах А и АБ.
Последний сорт отличается более доступной стоимостью, но в такой доске допускается наличие большого количества сучков. При этом по прочностным характеристикам она ничуть не хуже сорта А. За счёт более низкой стоимости можно сэкономить на постройке.

В целях оптимизации труда, повышения производительности деревообрабатывающие производства различного профиля применяют четырехсторонние станки. Они обеспечивают быстрое, точное профилирование пиломатериала и плитных материалов, таких, как МДФ. Оборудование предназначено для изготовления элементов, измеряемых в погонных метрах (плинтусы, наличники, оконный и дверной брус, уголки и другие), раскроя досок на ламели.
Купить сертифицированные станки ведущих производителей предлагает прямой поставщик «Лидермаш». Качество нашего оборудования подтверждено различными сертификатами, а самое главное – отзывами заказчиков, которые на протяжении десятков лет используют его на своих производствах.
Назначение, принцип работы и модификации станков
Станки выполняют обработку заготовки с четырех граней одновременно. Оснащены двумя видами рабочего инструмента — вращающимися фрезами и головками с лезвиями. Для оборудования такого типа устанавливается не менее четырех функциональных элементов, посредством которых результат достигается после первого прохода материала без необходимости дополнительной механической обработки.
Такой станок по дереву может осуществлять следующие операции:
- калибровку;
- профилирование;
- выборку пазов;
- пиление.
Использоваться установки могут для производства пиломатериала с плоской поверхностью или профилем. Благодаря 4-сторонней обработке возможно изготовление чистовых отделочных покрытий — вагонки, паркетной доски, клееного бруса, потолочных плинтусов и др.
В целях безопасной, удобной эксплуатации в станках предусмотрена практичная станина, системы контроля, управления, устройство подачи, другие вспомогательные компоненты.
Четырехсторонние деревообрабатывающие станки от «Лидермаша» — залог успеха производства
Современные строгальные фрезерные станки характеризуются высокой производительностью, энергосберегающими свойствами, максимально увеличенным сроком эксплуатации без профилактического обслуживания (износа рабочих инструментов).
Выбрав «Лидермаш», вы сможете значительно снизить себестоимость продукции, обеспечить безопасность труда, а благодаря доступной цене оборудования грамотно сэкономить. При необходимости поставщик предоставит кредит, лизинг и Trade-in.
Читайте также: