
Станок для изготовления шипов и пазов в доске
Обновлено: 02.05.2024
Домашнему мастеру легко разобраться в том, как сделать шип паз ручными фрезерами. Используемые инструменты, подробная инструкция, как выбрать паз фрезером.
- Используемые инструменты
- Изготовление приспособления для выборки шипа
- Создание шипов на брусках и досках
- Фреза по дереву «Ласточкин Хвост»
- Как выбрать паз фрезером?
- Заключение
Использование соединений типа шип-паз в домашних условиях позволит самостоятельно создавать красивую мебель, которая так же отличается надёжностью. Даже каркасы малоэтажных домов соединяются при помощи данной схемы, особенно когда речь идёт о серьёзных нагрузках во время эксплуатации. Потому будет полезно разобраться в том, как сделать шип паз ручным фрезерами.
Используемые инструменты
Выборка материала в данном случае проводится на поверхности брусьев и досок сбоку. Главное, чтобы у предполагаемого соединения выдерживались размеры с точки зрения геометрии.
Чтобы закончить процесс при помощи фрезера, допускается применять инструменты, снабжённые хвостовиками с диаметром 8, либо 12 миллиметров. Так называемая пазовая фреза станет универсальным вариантом при выполнении работ любого вида. Устройство снабжается режущей частью, у которой основной принцип работы описывается таким образом:
- Поверхность сбоку участвует в формировании сторон сбоку у шипа, стеновой части пазов.
- Сторона с торцевой частью применяется при обработке дна. После этого необходимый слой материала снимается с основания шипа.
Результат – одновременное формирование на поверхности по бокам и шипов, и пазов. Для размеров допускается индивидуальная регулировка, и у владельца достаточно широкие возможности в этом смысле.
Иногда для пазов и шипов выбирают не форму прямоугольника, а вид так называемого «ласточкиного хвоста». Этот вариант актуален, если к надёжности соединения предъявляются повышенные требования. Соответственно, используемая фреза тоже называется «ласточкин хвост» в этом случае. Такая работа без проблем выполняется ручными инструментами, если возникает необходимость.

Изготовление приспособления для выборки шипа
Когда детали обрабатываются вручную, сам фрезер не имеет дополнительной пространственной фиксации. А ведь от этого зависит общий результат работы, точность самого соединения в дальнейшем.
- Несколько направляющих, которые остаются неподвижными. Они должны быть боковыми и верхними или нижними.
- Длина у выборки регулируется за счёт использования соответствующей подвижной планки.
Для изготовления применяется следующая последовательность действий:
- Берётся фанерный лист, с одного края которого монтируют боковые элементы в вертикальной плоскости. По центру материала необходимо создать соответствующие вырезы.
- Боковые стороны снабжаются направляющими. По ним подошва ручного фреза перемещается в дальнейшем.
- Боковые планки фиксируются на верхних направляющих. Тогда у хода рабочего фрезера, связанного с этими деталями, появляются ограничения.
- Фанерный лист, ставший основанием для установки, служит и поверхностью для установки подвижного элемента. Тогда величину вылета края для будущей заготовки проще контролировать при любых обстоятельствах. Фиксацию обеспечивают обычными винтами, другими видами фиксирующих приспособлений.

Существует несколько моментов при изготовлении, требующих отдельного учёта:
- Верхние направляющие имеют высоту, соответствующую сумме толщины для детали под обработкой и небольшого зазора, на котором устанавливают клин, участвующий в фиксации.
- Формирующийся шип обладает определённой длиной, которая учитывается при определении толщины вырезов у боковых элементов по вертикали.
Когда используются подобные приспособлении – работа проводится с участием ручных фрезеров любой современной модели.
Следующим образом изготавливаются приспособления, если требуется использовать соединения типа «ласточкин хвост».
- Внутри листа фанеры с несколькими слоями создаётся отверстие. Часть для резания у самой фрезы выступает из этой детали.
- Заранее готовится фанерный лист, на нижней части которого фиксируют сам ручной фрезер. Хомуты и саморезы отлично подойдут при выполнении работы, как и крепления других видов.
- Доска толщиной на 2,5 сантиметра крепится к фанерному листу, который в дальнейшем участвует при передвижении заготовленной детали. Функция направляющих перенимается конструкцией. Доски относятся к расходным материалам с одноразовым применением.

Создание шипов на брусках и досках
Обработка выполняется при помощи следующей последовательности действий:
- Деталь, подвергаемая обработке, устанавливается на плоскости с нижней стороны.
- Край детали, где происходит формирование шипа, вмещают вырезы у направляющих вверху. Конструкция движется внутрь, пока не упрётся в конец.
- Элемент подвижного типа должен фиксироваться, с сохранением определённого положения.
- Применяем клиновой инструмент, чтобы соединить друг с другом направляющие и плоскость, расположенные вверху.
- Соединение ручного фрезера с верхними направляющими.
- При помощи фрезерного инструмента на домашнем фрезерном столе производится снятие древесины у одной стороны.
- Когда обработана первая сторона заготовки, начинают вторую.
Операция будет успешной только при высоких параметрах производительности и точности. Настройка относится к обязательным действиям перед тем, как инструменты включаются. Для решения вопроса действия выполняются со следующей последовательностью:
- Фрезерный инструмент опускают до тех пор, пока он не дойдёт до поверхности основания.
- Измерение толщины детали.
- Результат по толщине делится на 4. Итог – параметр расстояния, которого придерживаются, поднимая фрезу над основанием.

Фреза по дереву «Ласточкин Хвост»
У пазов и шипов при подобных обстоятельствах: только половина от обычной ширины. Это объясняется особенностями, которыми обладают соединения данной разновидности.
Главное – правильно настроить приспособление, зафиксировать его в подходящем положении.
Соединение в шип паз должно в результате иметь некоторый зазор. Он необходим, чтобы потом можно было удобно воспользоваться клеевым составом.

Как выбрать паз фрезером?
Решение задачи зависит от того, где располагаются пазы, какой размер они имеют. Можно привести несколько рекомендаций домашним мастерам:
- Использование открытых пазов предполагает закрепление у столешницы, проведение заготовки вдоль фрезы.
- Точность определяется высотой фрезы, местом расположения планки.
- Рекомендуется пользоваться древесными отходами для пробных операций. Это позволяет избежать ошибок.
- Выборка проводится поэтапно, при этом осуществляется несколько проходов.
Главное после завершения каждого этапа вовремя избавляться от отходов из древесины. Тогда инструмент точно не будет страдать от перегрева. При выполнении работы легче всего использовать вырезанный из фанеры шаблон. По нему проходят самой фрезой, с установленным подшипником.
Заключение
Лучше всего для тренировок использовать остатки от деревянных брусков. Если отверстия и соединения идеально совпадают, можно переходить непосредственно к реальному строительному материалу.
Если же присутствуют какие-либо погрешности, рекомендуется ещё раз проверить, правильно ли нанесена предварительная разметка. После этого проводится повторная тренировка. Только когда всё будет правильно – начинается непосредственная реализация основной работы.

Строительный бум в России спровоцировал повышение спроса на конструкционные материалы заданных размеров: цементно-стружечные, гипсокартонные и плиты с объектно-ориентированной стружкой (OSB), и другие. Они не уступают по прочности массиву дерева и подходят для внутренней отделки стен, создания перегородок, обшивки фасадов. Главное – правильно подобрать оборудование для работы, поскольку многие потребители сталкиваются с проблемой точности размера материала.
Как добиться качественной обработки
Поскольку невозможно предугадать размер материала, который будет востребован у клиентов, производители вынуждены «на коленке» дорабатывать его до требуемого размера с помощью ручного инструмента или автоматических станков.
Плюс ручного инструмента – доступная цена. К минусам можно отнести качество выполнения обработки:
- Неточный размер заготовки - обработка ведётся от разных базовых плоскостей, поэтому велика вероятность ошибки оператора в установке конструкционного материала или настройке станка.
- Плохое качество раскроя – недосмотр за состоянием пил, фрез или другого инструмента из-за влияния человеческого фактора.
- Низкая производительность из-за лишних движений оператора, в результате которых он быстро утомляется.
Другой вариант – премиальные европейские линии, которые помогут избежать вышеперечисленных недостатков. Правда, они отличаются весьма ощутимой стоимостью.
Выбор для разнообразных задач в КАМИ
Прессы различаются по размерам и степени автоматизации. Модели в наличии представлены ручными, полуавтоматическими и автоматическими линиями с ЧПУ, которые работают по заданной программе и не нуждаются в участии со стороны человека.
В каталоге компании представлены шипорезные станки для торцевой обрезки и фрезерования шипа и паза на инженерной доске, паркете, стыковочных шипов и пазов на плитах OSB и гипсокартоне, форматной обрезки и фрезеровки цементно-стружечных плит.
Зная, как сделать шип-паз ручным фрезером, можно даже в домашних условиях изготавливать не только красивую, но и надежную мебель, но и различные конструкции из древесины, характеризующиеся отличной несущей способностью. По системе «шип-паз» соединяются не только элементы различной мебели (столов, стульев и полок), но и каркасы малоэтажных домов, испытывающие в процессе эксплуатации значительные нагрузки.

Выполненное ручным фрезером соединение шип-паз
Для того чтобы ручным фрезером сделать шип на деревянном брусе, необходимо обеспечить несколько условий:
- надежно зафиксировать заготовку и правильно сориентировать ее по отношению к направляющей подошве фрезера;
- выставить высоту рабочей части фрезы таким образом, чтобы инструмент снимал с поверхности обрабатываемой заготовки слой материала требуемой толщины.
Даже используя при выполнении такой обработки простейшее шипорезное приспособление для фрезера, можно не только повысить ее производительность и качество результата, но и сделать технологический процесс более безопасным. Особенно актуально использование такого приспособления, которое можно изготовить и своими руками, в тех случаях, когда мебель производят не в единичных экземплярах, а сериями (при этом мастеру приходится выполнять большое количество подобных операций как с однотипными, так и с имеющими различные формы и размеры деревянными деталями).

Использование приспособлений позволят ускорить процесс изготовления фрезером столярных соединений
Используемые инструменты
Создание шипов и пазов, при помощи которых будет обеспечиваться соединение двух деревянных заготовок, предполагает, что на боковой поверхности бруса или доски ручным фрезером делается выборка материала. При этом должны быть строго выдержаны все геометрические параметры элементов будущего соединения.
Для выполнения этой операции ручным фрезером можно использовать инструменты с хвостовиками диаметром как 8, так и 12 мм. Наиболее универсальной в этом случае является пазовая фреза, режущая часть которой работает следующим образом:
- боковая поверхность формирует стенки паза и боковые стороны шипа;
- торцевая сторона обрабатывает дно паза и снимает слой материала требуемой толщины с основания шипа.
Вырезка шипа пазовой фрезой
Таким образом, используя инструмент данного типа, можно сформировать на боковой поверхности бруса или доски как шип, так и паз. При этом их размеры можно регулировать в достаточно широких пределах.
В тех случаях, когда к надежности соединения деревянных деталей предъявляются более высокие требования, пазы и шипы делают не прямоугольной формы, а формы, которая называется «ласточкин хвост». Пазы и шипы такой конфигурации создаются с помощью фрез «ласточкин хвост». Выполнить процедуру формирования пазов и шипов такой формы ручным фрезером также возможно, но для этих целей следует использовать приспособления другой конструкции.

Выборка «ласточкиного хвоста» с помощью шаблона
Чтобы вопрос о том, как сделать паз в доске и брусе или шип на их боковой поверхности, не вызывал особых затруднений, лучше использовать электроинструмент, оснащенный удобными боковыми рукоятками, широкой направляющей подошвой и опцией защиты шпинделя от проворачивания в процессе замены фрезы. Кроме того, желательно, чтобы в таком оборудовании присутствовал боковой стопор, за счет которого вылет используемой с ним в комплекте фрезы всегда будет оставаться постоянным.
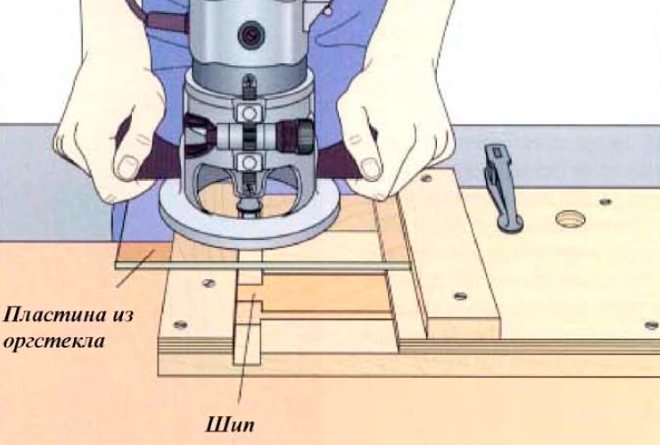
Как изготовить приспособление для выборки шипа
При формировании шипов на деревянных заготовках ручным фрезером он никак не фиксируется в пространстве и подводится к обрабатываемой детали вручную. Именно поэтому очень важно, чтобы при использовании электроинструмента обрабатываемая деталь находилась в приспособлении, которое сможет обеспечить не только ее надежную фиксацию, но и точность формируемых на ее поверхности шипов.
- несколько неподвижных направляющих (нижние, верхние, боковые);
- подвижная планка, за счет которой можно регулировать длину выборки.
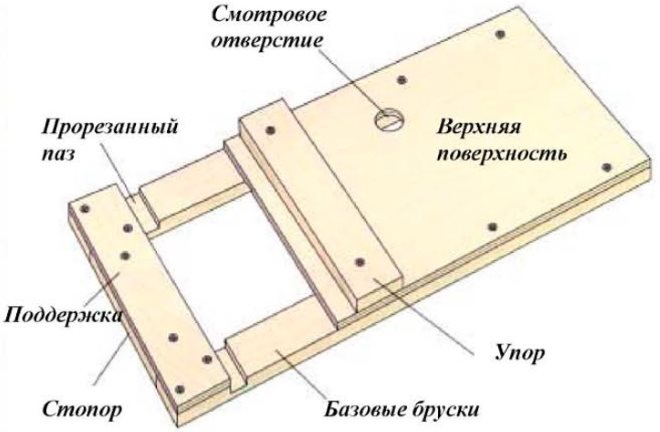
Приспособление № 1 – для выборки шипа
Изготавливается такое устройство, размеры составляющих которого подбираются индивидуально, в следующей последовательности:
- По краям листа фанеры фиксируются одинаковые по высоте боковые вертикальные элементы, в центральной части которых сделаны вырезы.
- На боковых элементах устанавливаются направляющие, по которым будет перемещаться подошва ручного фрезера.
- Чтобы ограничить ход ручного фрезера по верхним направляющим, на них следует зафиксировать боковые планки.
- На листе фанеры, играющем роль основания устройства, необходимо установить подвижный элемент, при помощи которого будет регулироваться величина вылета края обрабатываемой заготовки. Для фиксации можно использовать обычный винт с барашком или любой другой подходящий крепеж.
При изготовлении приспособления предложенной конструкции надо учитывать следующие моменты:
- Высота верхних направляющих должна соответствовать сумме толщины обрабатываемой детали и величины небольшого зазора, который необходим для установки фиксирующего клина.
- Вырезы в боковых вертикальных элементах выполняются такой ширины, чтобы она учитывала длину формируемого шипа.
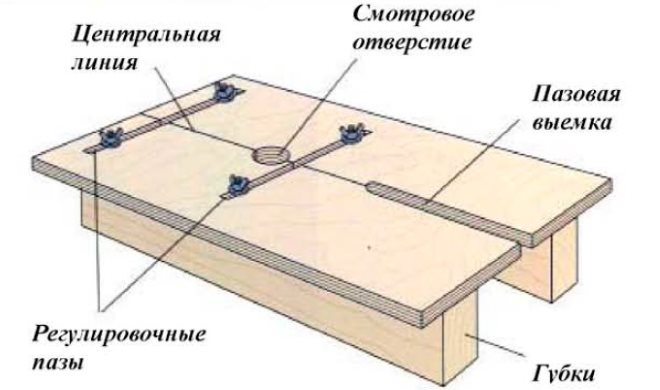
Приспособление № 2 – для выборки паза
Работать с использованием приспособления предложенной конструкции можно ручным фрезером практически любой современной модели, в опциях которого предусмотрена возможность регулировки скорости резания, величины подачи и вылета рабочей части применяемого инструмента.
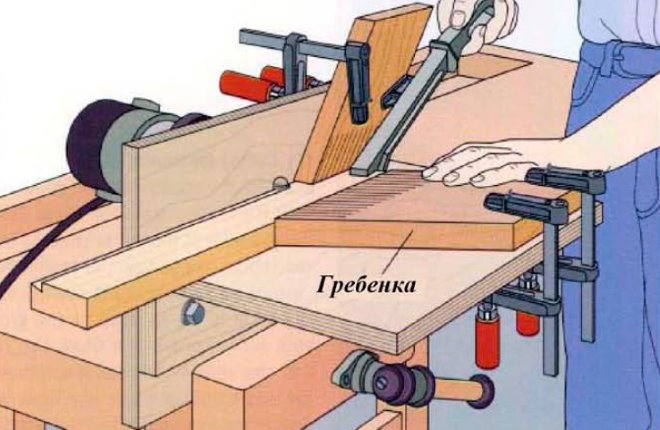
Для создания на боковой поверхности бруса или доски шипа «ласточкин хвост» используется устройство, изготавливаемое следующим образом.
- В листе многослойной фанеры выполняется отверстие, из которого будет выступать режущая часть фрезы «ласточкин хвост».
- С нижней части подготовленного фанерного листа фиксируется ручной фрезер. Для этого можно применять хомуты, саморезы или любые другие крепежи.
- На поверхности фанерного листа, по которому будет перемещаться обрабатываемая заготовка, закрепляется доска толщиной 2,5 см. Она будет выполнять роль направляющего элемента. Такая доска является расходным материалом и используется один раз с фрезой определенного диаметра.
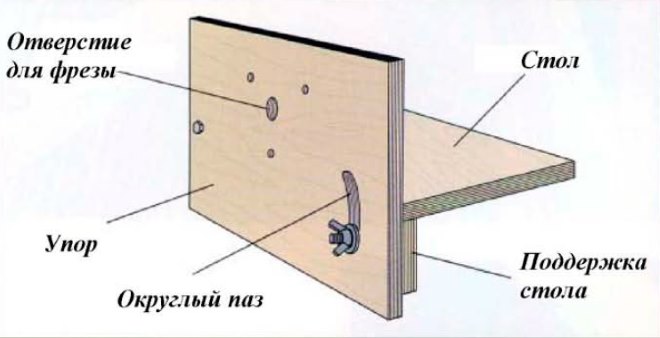
Приспособление № 3 – для фрезеровки ласточкиного хвоста
Такое устройство можно установить между двумя стульями или использовать для его размещения более удобную и надежную конструкцию.
Создание шипов на брусках и досках
Применяя фрезы для сращивания древесины для ручного фрезера и вышеописанное приспособление, обработку выполняют в следующей последовательности.
- Деталь, которую предстоит обработать, размещается на нижней опорной плоскости.
- Тот край детали, на котором будет формироваться шип, помещается в вырез верхних направляющих и продвигается в нем до упора в подвижный элемент приспособления.
- Подвижный элемент фиксируется в требуемом положении.
- Используя клиновой элемент, верхнюю плоскость детали прижимают к верхним направляющим.
- На верхние направляющие помещается ручной фрезер.
- Дерево при помощи установленного на фрезер инструмента сначала снимается с одной стороны формируемого шипа.
- После обработки одной стороны заготовку переворачивают и выполняют формирование второй стороны шипа.
Вырезка шипа с помощью приспособления № 1
Даже такое несложное по конструкции устройство позволяет обрабатывать при помощи ручных фрез соединения «шип-паз» с высокой точностью и производительностью.
Перед началом работы такое приспособление необходимо настроить. Это можно сделать по следующему алгоритму.
- Установленный в ручной фрезер инструмент опускается до его соприкосновения с поверхностью фанеры-основания.
- Измеряется толщина детали.
- Толщина заготовки делится на 4. Результат и будет расстоянием, на которое необходимо поднять фрезу над поверхностью основания.

Вырезка паза с помощью приспособления № 2
Используя шаблон «ласточкин хвост», пазы и шипы создают на половину их толщины, что объясняется особенностями соединения данного типа. Чтобы сделать паз в брусе и доске, а также сформировать шип типа «ласточкин хвост», устройство также необходимо настроить и зафиксировать его составляющие в требуемом положении.
Приспособление № 3 для ласточкиного хвоста в работе
Следует иметь в виду, что создаваемые на деревянных брусках и досках шип и паз должны соединяться друг с другом с некоторым зазором, который необходим для размещения клеевого состава.
И в заключение пара видео, иллюстрирующих процесс создания соединения «шип-паз» с помощью ручного фрезера.
Вы с успехом справитесь с изготовлением и подгонкой этого проверенного временем соединения, вне зависимости от того, какими инструментами располагаете. Просто выберите один из этих испытанных методов с использованием самого разного инструментария: от недорогих инструментов, которые наверняка имеются у вас под рукой, до специализированных станков.
Начните с основ: главные правила для соединений «шип-гнездом
Независимо от того, как именно вы формируете шипы и гнезда, эти советы помогут получать идеально подогнанные, прочные соединения для любых изделий.
- Правильные соединения всегда начинаются с аккуратной разметки. Используйте проверенные стальную линейку и угольник, а линии разметки наносите остро заточенным карандашом, рейсмусом или разметочным ножом.
- Простое правило, которое легко запомнить: при разметке гнезда на торце или кромке толщину заготовки нужно делить на три равные части. Две внешние трети станут стенками гнезда, а средняя треть должна быть удалена. Так, в доске толщиной 18 мм (рисунок внизу) делается гнездо шириной 6 мм по центру кромки заготовки. При использовании материала толщиной более 18 мм ширина гнезда может быть больше одной трети толщины заготовки при условии, что толщина стенок гнезда будет не менее 6 мм — это вызвано соображениями прочности.
Подогнать шип перекладины к гнезду с закругленными краями проще, чем сделать прямоугольным гнездо. Чтобы скруглить углы, используйте рашпиль или нож со сменными лезвиями.
Вначале сделайте гнезда
Способ № 1. Простой сверлильный кондуктор для соединений на шкантах
Первые два способа выборки гнезд предусматривают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны быть перпендикулярными кромке доски, и с этой задачей отлично справляются приспособления-кондукторы для сверления отверстий под шканты. Они особенно удобны при работе с материалом толщиной около 18 мм, для которого подходят втулки распространенного диаметра 6 мм, как раз соответствующего ширине гнезда. (Большинство подобных приспособлений снабжено втулками для сверления отверстий диаметром 6, 8 и 10 мм, а некоторые имеют втулку для отверстий диаметром 12 мм.) Если сверлильный кондуктор не был укомплектован сверлом, приобретите спиральное сверло по дереву с центральным острием — такое режет чище и не дает сколов на поверхности.
Для ограничения глубины отверстия закрепите на сверле стопорное кольцо или сделайте «флажок» из малярного скотча.
Удерживая стамеску перпендикулярно кромке доски, аккуратно срежьте неровности на стенках гнезда. Если стамеска острая, киянка не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, установив его у края размеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно установив необходимую глубину сверления. Проделайте то же самое у другого края гнезда, как показано вверху слева. Теперь переставьте кондуктор и просверлите между двумя крайними отверстиями еще несколько отверстий. После этого высверлите материал между ними, центрируя сверло на перемычках между ними.
Удалив большую часть лишнего материала, зачистите и выровняйте боковые стенки гнезда стамеской. Используйте стамеску наибольшей ширины, которую позволят размеры гнезда. Если вы предпочитаете прямоугольные гнезда, подрежьте уголки стамеской, ширина которой равна ширине гнезда.
Способ № 2. Тот же принцип, но используется сверлильный станок
Оставленные между отверстиями перемычки нужны для вхождения сверла при удалении остатков лишнего материала.
Если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (хотя бы в виде ровной доски, струбцинами прикрепленной к столику станка), чтобы позиционировать гнездо и обеспечить его параллельность краям заготовки. Пользуясь угольником, проверьте перпендикулярность столика сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, имеющееся у таких сверл центральное острие препятствует уходу сверла с намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же как и при использовании кондуктора, вначале просверлите отверстия у концов будущего гнезда. Затем просверлите между ними ряд отверстий, оставляя перемычки шириной около 3 мм. Закончив сверление, подровняйте стенки и уголки гнезда стамеской.
Способ № 3. Использование погружного фрезера
Эта техника предполагает фрезерование гнезда с увеличением глубины на б мм за каждый проход. Кроме погружного фрезера потребуются острая фреза (мы рекомендуем спиральную фрезу с восходящей спиралью), а также боковой упор или специальное приспособление, удерживающее фрезу в пределах линий разметки. Можно контролировать начальную и конечную точки фрезеруемого гнезда на глаз или прикрепить к заготовке бруски- упоры, ограничивающие продольный ход фрезера.
КРОМКА ЗАГОТОВКИ. При обработке узких заготовок, таких как эта стойка, прижмите струбциной вспомогательный обрезок бруска для устойчивости фрезера. ТОРЕЦ ЗАГОТОВКИ. Несложное приспособление создает широкую и устойчивую опорную поверхность для фрезера при выборке гнезд в торцах заготовок.
Способ № 4. Сверление квадратных отверстий — это просто
Конечно, с технической точки зрения на долбежном станке выполняется не сверление, а долбление квадратных отверстий. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальное шнековое сверло, расположенное внутри полого резца-долота (нежнее фото слева). Этот способ выборки гнезд является быстрым, но также и наиболее затратным. Настольные долбежные станки, перекрывающие практически все ваши потребности по выборке гнезд, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Имейте в виду, что некоторые специализированные станки не укомплектованы резцами и сверлами, стоимость которых составляет $ 1 0-30 за штуку, а цена набора из четырех штук — от $40.)
Сверло имеет глубокие канавки, быстро отводящие стружку, а внешний квадратный резец-долото формирует чистые стенки гнезда.
Длинный рычаг долбежного станка создает усилие, необходимое для погружения резца в заготовку.
Настроив долбежный станок, вы сумеете выбрать такое гнездо меньше чем за минуту.
Вот как работает долбежный станок. Вначале установите в станок резец-долото со сверлом. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно резцу так, чтобы последний находился точно между линиями разметки. Сформируйте сначала концы гнезда, а затем удалите материал между ними, проделывая перекрывающиеся отверстия. Если вам нравится этот способ, но вы не готовы к покупке специализированного станка, подумайте о приобретении долбежного приспособления-насадки для вашего сверлильного станка. Подобные приспособления относительно недороги ($65-125). Насадка устанавливается на пиноль станка (фото внизу) и работает точно так же, как и долбежный станок. Недостаток ее заключается в том, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.
Всего за 20 минут можно превратить сверлильный станок в долбежный, установив на пиноль приспособление-насадку.
Теперь сделайте шипы и подгоните их к гнездам
Вставные шипы удобно использовать с фрезерованными гнездами. Отпилите шипы от длинной заготовки, обработанной до требуемого сечения.
В зависимости от выбранного способа выборки гнезд и имеющихся в наличии инструментов можно сделать шипы на концах деталей, либо вставные (отдельные) шипы, которые соединяют две детали с гнездами.
Использование вставных шипов предполагает выборку в обеих соединяемых деталях гнезд, в которые вставляется выпиленный шип, подходящий к обоим гнездам (фото справа). Вы можете не покупать заготовки для вставных шипов, а делать их сами из обрезков твердой древесины (для безопасности обрабатывайте обрезки длиной не менее 305 мм). Просто острогайте заготовку до толщины, обеспечивающей плотную посадку шипа в гнезде. Если концы гнезда полукруглые, отфрезеруйте на заготовках для шипов соответствующие скругления. После этого отпилите от заготовки шипы необходимой длины.
Наборный пазовый диск позволяет выпиливать шипы с высокой точностью и минимальными затратами времени. Точная настройка толщины диска не требуется, так как лишний материал удаляется за несколько проходов. Чтобы выпилить шипы этим способом, используйте два внешних диска, между которыми установите три промежуточных диска-чиппера толщиной 3,2 мм. Для предотвращения сколов на выходе диска из заготовки прикрепите к поперечному (угловому) упору пильного станка накладку из фанеры или МДФ.
Установив пазовый диск в станок, настройте его вылет так, чтобы он едва касался линии разметки шипа на заготовке. Используя обрезок материала той же толщины, что и у заготовки, сделайте с обеих сторон по одному проходу и проверьте посадку полученного шипа. Отрегулируйте вылет диска и снова выполните пробные проходы. Результатом должна стать плотная посадка шипа в гнезде.
ПАЗОВЫЙ ДИСК ОДНОВРЕМЕННО ФОРМИРУЕТ ПЛЕЧИКИ И ЩЕЧКИ ШИПА
Наборный пазовый диск работает быстро и прост в использовании, но часто оставляет характерные следы в виде царапин, требующие дополнительной зачистки.
Сначала выпилите пазовым диском лицевые щечки шипа, а затем боковые. Высокая накладка поперечного упора обеспечит поддержку заготовки при выпиливании боковых щечек.
Теперь установите продольный (параллельный) упор станка так, чтобы он ограничивал длину шипа. Измерьте расстояние между упором и зубьями внешнего диска, дальнего от упора, — это расстояние определяет линию заплечиков шипа. При условии, что продольный упор расположен параллельно пильному диску и пазам для поперечного упора, выполнение прохода не приведет к защемлению диска или отбросу заготовки назад. Выпилите с этими настройками станка обе лицевые щечки шипа на всех заготовках. После этого, не меняя положения продольного упора, сформируйте боковые щечки шипов, отрегулировав соответственно вылет диска, чтобы получить нужную ширину шипа. Закончив выпиливание шипов, удалите с их щечек шероховатости при помощи зензубеля или шлифовальной колодки.
Способ № 2. С шипорезной кареткой шипы будут более гладкими
Шипорезная каретка, подобная показанной на правом фото внизу, стоит примерно столько же, что и хороший пазовый диск ($ 100-150), но она обеспечивает более чистую поверхность щечек шипа. Установите вылет пильного диска в соответствии с шириной плечиков. Затем, продвигая заготовку с помощью поперечного упора, сформируйте все четыре плечика шипа, как показано на левом фото внизу. Если необходимо, при выпиливании кромочных (боковых) плечиков отрегулируйте вылет диска. Предварительное формирование плечиков гарантирует, что они будут чистыми и четкими.
Сначала сделайте пропилы, формирующие плечики шипа. Подавайте заготовку при помощи углового (поперечного) упора, используя продольный упор как ограничитель длины шипа.
Настройте шипорезную каретку так, чтобы после выпиливания щечки шипа обрезок свободно падал в сторону, а не был зажат между диском и кареткой.
Чтобы выпилить щечки, просто закрепите стоящую на торце заготовку в каретке, отрегулируйте каретку, совместив линию разметки с краем пильного диска, настройте вылет диска и сделайте пропил. Переверните заготовку и опилите противоположную щечку шипа. Выпиленный таким способом шип будет расположен точно по центру (если шип должен быть смещен к одной из сторон заготовки, его следует выпиливать при двух разных установках). Шипорезные каретки позволяют формировать шипы не только под прямым углом, их задний упор можно наклонить. Желая сэкономить, изготовьте шипорезную каретку самостоятельно.
Способ № 3. Шипы на ленточной пиле — грубо и быстро
Настроить ленточную пилу для выпиливания шипов так же просто, как и для обычного продольного пиления. Предварительно сформируйте плечики шипа на круглопильном станке, как описано в «Способе № 2». После этого установите продольный упор ленточной пилы так, чтобы толщина выпиливаемого шипа была примерно на 0,8 мм больше требуемой, и сделайте пропил (фото внизу).
Формируя щечки шипа, подавайте доску медленно, чтобы пильное полотно не изгибалось и в результате не получились искривленные шипы. Будьте осторожны и прекратите подачу заготовки после того, как обрезок отпадет в сторону, чтобы случайно не пропилить плечики шипа. Выпиленные на ленточной пиле щечки будут слегка шероховатыми. Для лучшей адгезии клея сделайте их гладкими при помощи шлифовальной колодки или зензубеля.
Способ № 4. Зачем пилить, если есть фрезерный стол?
Вы можете фрезеровать гладкие и аккуратные шипы на фрезерном столе при помощи всего одной фрезы, поперечного и продольного упоров. Вначале вставьте в цангу фрезера прямую фрезу самого большого имеющегося диаметра и отрегулируйте ее вылет по линиям разметки шипа. Установите продольный упор фрезерного стола так, чтобы он ограничивал длину шипа. При этом он должен быть установлен параллельно пазу для поперечного (углового) упора — это гарантирует, что плечики шипа будут перпендикулярны кромкам заготовки.
Просвет между накладками продольного упора позволяет удалять стружку пылесосом.
Закончив настройку, приступайте к фрезерованию, выполнив сначала проход вдоль торца. Последовательно выполняйте один проход за другим, пока торец заготовки не будет скользить вдоль продольного упора. (Если сначала сформировать плечико шипа, есть риск, что при последующих проходах заготовку может вырвать из рук.)


С давних пор при сборке ящиков, дверей, окон и других рамных конструкций используется соединение «в шип». Чтобы точно и быстро получить такие непростые элементы в деревянных конструкциях, применяется шипорезный станок по дереву.
Данное оборудование используется как в предпринимательской деятельности, так и в широкомасштабном производстве. Оно незаменимо при изготовлении мебели, а также в домостроении и на предприятиях, занимающихся деревообработкой.
Классификация станков
Шип — достаточно трудоемкий в исполнении элемент. Кроме надежного соединения комплектующих, он способствует удлинению готовой конструкции. Выполнить на двух заготовках шип и паз вручную для создания герметичного соединения практически невозможно. В этих целях используется специализированное оборудование.

По типу профиля шип бывает:
- ящичным (одинарным, двойным, многократным);
- круглым;
- овальным;
- типа «ласточкин хвост» в виде равнобедренной трапеции;
- зубчатым;
- проушинным;
- в потемок;
- в полупотемок.
Станки подразделяются по типу изготавливаемых шипов на три группы:

- Оборудование для производства шипов на оконные, рамные, дверные конструкции.
Шипы в данном случае подразделяются на:
- односторонние,
- двусторонние,
- возвратные,
- проходные.
Рабочим органом выступают пилы или фрезы для шипорезного станка (горизонтальные или вертикальные). Фрезерно-шипорезный станок производит прямой шип либо проушины, которые соединяют сегменты каркасных или рамочных конструкций.
- Станки для шипов типа «ласточкин хвост». Применяются в массовом производстве мебели и столярных изделий. Отличаются от ранее названых более надежной фиксацией сегментов.

- Автоматические станки с ЧПУ. С их помощью делают сложные соединения — круглые и овальные. К шипам предъявляют строгие требования относительно точности, поэтому большую часть работы выполняет техника, а вмешательство человека сведено к минимуму.

Ключевое требование к станку — высокая точность исполнения элементов соединения. Если его не соблюсти, комплектующие не смогут корректно состыковаться между собой. Соединение окажется невозможным или, как минимум, не герметичным, что повлечет за собой дополнительные затраты на сырье.






Сфера использования
Кроме столярных работ и изготовления мебельных конструкций, станки с ЧПУ для производства мебели применяется для решения ряда других задач. Так, с помощью шипореза можно:
- обрабатывать ДСП или калиброванные щиты из дерева;
- подгонять элементы дверных коробок или оконных рам по периметру;
- производить паркетную доску.
Совершенно незаменимыми шипорезные станки являются на производственных базах, где с их помощью производится высокоточное сращивание деревянных заготовок.
Процесс включает в себя следующие этапы:
- Оборудование вырезает зубчатые шипы на боковой поверхности деталей.
- Получившиеся зубья обмазываются специальным клеем и жестко состыковываются.
- Заготовки кладутся под пресс и выдерживаются там некоторое время.

Вышеперечисленные этапы производятся в автоматическом режиме. Оператор лишь задает параметры работы, после чего контролирует работу шипореза и пресса.
Технические характеристики станков
Установки, позволяющие получить один и тот же тип шипа, могут отличаться по нескольким критериям. Технические характеристики устройств указываются в паспорте на изделие.
Список наиболее значимых технических параметров, на которые необходимо обратить внимание при выборе деревообрабатывающего шипорезного станка, составляют:
- максимальный размер обрабатываемых заготовок;
- максимальная ширина создаваемого шипа (или иная величина — диаметр, сторона трапеции и т.д.);
- максимально доступное поперечное сечение шипа;
- частота вращения шпинделя (отвечает за быстроту и качество обработки);
- мощность электродвигателя;
- тип электросети для питания мотора (некоторые модели обходятся током от однофазной сети 220 В, другим нужна трехфазная линия с напряжением 380 В);
- габариты установки (чем больше размеры, тем слабее вибрация);
- вес станка (влияет на простоту транспортировки агрегата);
- тип шипа, на производство которого оборудовано устройство.
Шипорезно-долбежный станок по дереву с ЧПУ в процессе эксплуатации крайне редко перемещается с места на место, поэтому оценивать агрегат по размерам и весу нужно в последнюю очередь — куда важнее качество геометрии получаемых шипов.

Обзор и сравнение моделей
| Модель | YC-480 | RH-826 AST | OMEC 650-A | ШС-3 |
| Ширина заготовки, мм | 480 | 560 | 400 | 200 |
| Длина заготовки, мм | 1500 | 2440 | 1500 | 600 |
| Частота вращения, об/мин | 21500 | 7200 | 16500 | 4500 |
| Мощность, кВт | 1,5 | 4,4 | 1,75 | 5,5 |
| Масса, кг | 410 | 1220 | 140 | 475 |
| Габариты, мм | 1270*780*1330 | 3300*1780*1200 | 800*720*1320 | 2025*750*1300 |

YC-480

RH-826 AST OMEC 650-A ШС-3
Принцип действия устройства
Случается, что пользователю нужно сделать четыре шиповых соединения для собственноручно собранной окосячки или дверной коробки. Перед началом эксплуатации необходимо досконально изучить специфику работы станка и правила техники безопасности в прилагающейся инструкции. Обработка заготовок из дерева на шипорезном станке позволит добиться большей точности в размерах, чем если выполнять их своими руками при помощи обычного инструмента.
Изготовление шипов с использованием станка включает в себя шесть этапов:
- Укладка древесной заготовки на рабочий стол.
- Разметка поверхности.
- Обрезка согласно проектным размерам.
- Оснащение рабочей головки станины станка фрезой требуемого типоразмера.
- Фрезерные работы с заготовкой.
- При необходимости выполняется торцевание поверхности, чтобы края заготовок были выравнены.
По итогу получают заготовки с шипами или проушинами заданной формы. Соблюдение приведенной последовательности действий — залог высокого качества получившихся комплектующих.
Шипорезные станки используются не только в столярных мастерских или на серийных производствах мебели. Их покупают в том числе и для периодического выполнения столярных работ в домашних условиях. Такие станки обладают функционалом одновременно и фрезера, и шипореза, а также характеризуются:
- малым весом,
- эргономичностью,
- невысокой мощностью,
- наличием в конструкции миниатюрной каретки.
Крупные производственные предприятия используют высокотехнологичные, мощные и полностью автоматизированные станки с числовым программным управлением.
ЧПУ позволяет выполнять шипы во всем многообразии характеристик — достаточно просто выставить нужные параметры. Установки легко настраиваются, освоить их просто, а оператор лишь изредка проверяет оборудование на предмет корректности работы.

Принцип работы
При образовании шпеньков, как правило, применяется процедура пиления и фрезерования. Для получения поверхностей шипового соединения используется соответствующий режущий инструмент.
Внимание! Какой бы формы шипы ни были, первоначальной операцией является торцевание заготовки.

Для наиболее распространенных моделей, применяющих при обработке фрезерование, станки оснащаются четырьмя шпинделями – тремя фрезерными и одним пильным. Загружаться на стол каретки могут одна или несколько заготовок, при этом они выставляются кромкой по линейке, а торцом – по упорной планке.
Шип образуется в результате торцевого фрезерования. Во время выхода режущего инструмента могут появляться сколы на краях, поэтому для их предотвращения на линейке смонтирован подпорный брусок, а также в некоторых станках предусмотрено нанесение клея на обрабатываемую поверхность.

После включения механизма подачи изделие автоматически фиксируется за счет бокового и верхнего гидравлических зажимов. Каретка с заготовкой начинает движение с определенной скоростью по двум направляющим относительно режущих инструментов.
При этом во время хода каретки на конструкции образуется шип нужной конфигурации, затем устройство, дойдя до упора (концевого выключателя), возвращается на исходную позицию. Здесь происходит замена готового изделия на заготовку, и цикл вновь повторяется.
В случае если станок двухсторонний, процесс формирования шипов происходит с двух сторон заготовки.
Особенности эксплуатации
Шипорез, как и любое другое промышленное оборудование, требует от оператора наличия определенных навыков и знания техники безопасности.
Ниже мы приводим некоторые интересные факты и советы по эксплуатации шипорезных станков:
- Крупные предприятия давно убедились в достоинствах монтажа оборудования на потолок. Для этого станок может быть доукомплектован специальными прижимными конструкциями. Прием древесины выполняется подрезными пилами. Заготовка подается на торцовочную пилу, а пара съемных фрезеров завершает обработку.
- Чем выше скорость вращения шпинделя, тем более точными и качественными получаются шипы с пазами. Минимальная частота движения элемента — 7000 оборотов в минуту.
- Конструктивно шипорез предусматривает возможность одновременного использования сразу нескольких деревообрабатывающих инструментов.
- Возможна доукомплектовка оборудования удлинителями рабочего стола и прижимными механизмами пневматического типа.
Использование станка позволяет существенно оптимизировать серийное производство конструкций, в которых реализовано соединение «шип-паз». Если предприятие работает в умеренном режиме, и оборудование приобретается в качестве альтернативы высокопроизводительным промышленным линиям, на его покупке можно существенно сэкономить.
При помощи шипорезного станка получают даже объемные декоративные элементы. Вырезание деталей со сложным контуром — тоже не проблема. А компактность, простота эксплуатации, и высокая скорость перестройки параметров делают шипорез с ЧПУ незаменимым помощником на любом производстве.
Как он работает
Чтобы работать своими руками с шипорезным оборудованием, вам нужно узнать, по какому принципу функционируют подобные станки для изготовления соединительных шипов.
Весь процесс можно разделить на несколько шагов, каждый из которых непосредственно влияет на конечное качество получаемой на выходе продукции.
- Заготовку направляют на рабочий стол станка, где деревянная деталь обрезается согласно требуемому размеру;
- После этого древесина или основанный на древесине материал поступает на создание шипов и проушин;
- Станина — это жесткая литая конструкция, оснащенная прижимными механизмами для фиксации. Станину оснащают колонной, где располагается рабочая головка. На головку надеваются соответствующие задачам проушечные доски, фрезы или пилы;
- Чтобы защитить обрабатываемую заготовку от расщепления в процессе создания шипов, специальная автоматическая система наносит клей на поверхность заготовок. Это предупреждает появления сколов и дефектов;
- Помимо этого, шипорезные станки могут оснащаться механизмами торцевания. Они необходимы для того, чтобы выровнять торцы обрабатываемых заготовок;
- На выходе мы получаем деталь с выполненными на ней проушинами или шипами требуемой конфигурации.
Обратите внимание на то, для каких целей вы приобретаете шипорезный станок. Для определенных ситуаций подойдут те или иные решения.
- Для мелкосерийного производства в домашних условиях или небольшой мастерской оптимальным выбором будут фрезерные станки, оснащенные шипорезными каретками. Вы получаете полноценный фрезерный станок и функцию шипореза вместе с ним. Это избавляет от необходимости приобретать отдельно шипорезное устройство. При этом фрезер с шипорезными каретками демонстрирует неплохие параметры в условиях мелкосерийного производства.
- Крупное мебельное производства, где важно получить большую серию шипов, выбирают автоматизированные шипорезные комплексы с модулем ЧПУ. Модуль ЧПУ позволяет на шипорезном станке создавать всевозможные вариации шиповых соединений. Подобное оборудование легко настроить и для обучения работы с ним не требуется много времени.
Эксплуатация
Есть несколько особенностей эксплуатации шипорезов, о которых вам будет полезно и просто интересно знать.
- Крупные конвейерные производства предусматривают установку шипорезного оборудования путем его фиксации на потолок. Дополнительно устройства оснащаются прижимными узлами, а прием заготовок осуществляется подрезными пилами. Заготовка подается на торцовку, а завершает обработку фрезеровочный суппорт. А точнее их пара;
- Для регулирования скорости подачи детали используют вариатор. Он позволяет плавно контролировать параметры;
- Чтобы обеспечить качественное создание шипов, скорость вращения шпиндельной головки должна составлять 7000 об/мин;
- На рынке представлено несколько вариантов шипорезных устройств, которые отличаются по размеру направляющих — 2, 2,5 и 3 м;
- Конструкция шипореза позволяет применять несколько разных рабочих инструментов для деревообработки;
- Шипорезные агрегаты можно дополнительно оснастить удлинителями рабочего стола и пневматическими прижимными устройствами.
Ассортимент агрегатов для создания шипов позволяет оснастить ваше предприятие оптимальным вариантом оборудования. Но если это небольшая мастерская, есть смысл подумать о фрезерном станке с кареткой для шипов.
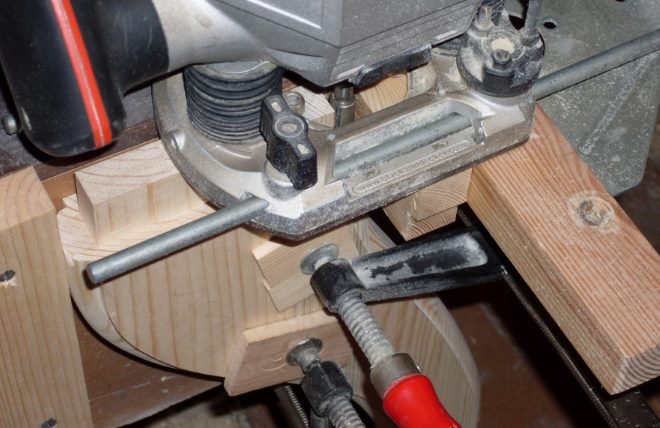
Продолжая эксперименты с моим фрезером Энкор 850, сделал шипорезное приспособление — каретку на направляющих для моего сверлильно присадочного приспособления. Вообще, мебельные направляющие — замечательная штука: за счет шариковой (подшипниковой) конструкции они обеспечивают четкое и плавное передвижение. И, если нету возможности сделать паз в столешнице, то всегда можно сделать каретку скольжения. Да, вы теряете в высоте (уже не нулевой зазор), но скольжение максимально. В данном случае высота для меня не играла роли, потому что подъем фрезы имеет у меня не малый диапазон.
Читайте также: