
Шип паз соединение доски
Обновлено: 12.05.2024
Сегодня давайте разберем один из способов изготовления классического столярного соединения шип - паз . Соединение будем делать не просто само по себе, а сделаем полноценное изделие - небольшой декоративный столик. У нас будет возможность попрактиковаться, ведь для такого изделия необходимо сразу 8 примыканий царг к ножкам. Попутно рассмотрим некоторые другие приемы работы с ручным фрезером.
Изготовления соединение шип - паз начнем с вырезки паза ручным фрезером. Для этого нам понадобится фрезер с параллельным упором и прямая пазовая фреза. В данном примере пазы выбираются на ножках стола в местах соединения с царгами. На фотографиях вы видете пример изготовления ножек стола из покупных балясин - так стол выглядит очень эффектно. Однако, при желании можно использовать и обычный деревянный брусок.
Размечаем место будущего паза следующим образом: находим центр заготовки, ведь мы хотим, чтобы паз находился ровно посередине (в данном случае толщина бруска 50мм, соответственно центр 25мм). Отмечаем границы будущего паза. В качестве царг будет использована доска шириной 100мм, соответственно паз будем делать 90мм. После разметки, устанавливаем фрезер с параллельным упором таким образом, чтобы центр фрезы располагался точно по осевой линии и приступаем к выборке паза.
Для уменьшения нагрузки на фрезу, выборку лучше производить постепенно - за несколько проходов, с каждым разом опуская фрезу все ниже. В данном случае, глубина паза 20мм, выборка производилась за 4 прохода с шагом 5мм. Как видно на фото, на первой заготовке, мне не удалось точно соблюсти границы фрезерования и паз получился чуть больше чем надо. В данном случае это не проблема - все равно паз будет полностью закрыт царгой, но стоит быть внимательным и стараться соблюдать разметку. Не меняя настройки фрезера, делаем одинаковые пазы на всех заготовках.
Для избежания такого дефекта, часто к заготовке прижимают накладки, которые физически не позволяют фрезеру пройти дальше нужного места, но в данном случае, так как выбирается паз слишком близко к краю заготовки - нет возможности применить этот способ и приходится рассчитывать только на свои силы. Если вы часто планируете изготавливать соединение шип - паз, стоит задуматься об изготовлении шаблона, который позволит точно делать пазы близко к краям заготовок. Также стоит быть внимательным с возможным смещением фрезы в боковом направлении - всегда плотно прижимайте параллельный упор к заготовке.
Далее приступаем к изготовлению шипа. В моем распоряжении была циркулярная пила, при помощи которой в этом нет ничего сложного. Берем заготовки под царги, выставляем на пиле 20мм - высоту будущего шипа, а пильный диск поднимаем над столом на расстояние, равное половине толщины паза. В данном случае использовалась фреза толщиной 15мм, соответственно пильный диск выдвигаем на 7-8мм.
Таким образом, не меняя настройки пилы, обрабатываем все 4 заготовки под царги с обоих сторон. Затем, при необходимости изменяем высоту пильного диска, и таким же образом обрабатываем их с торцов для получения полноценного шипа.
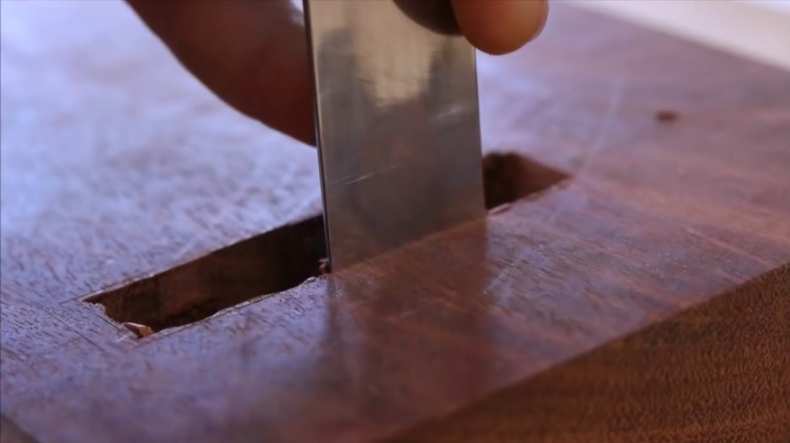
Осталось лишь немного скруглить углы шипа ножом, для точного совпадения с пазом и соединение готово!
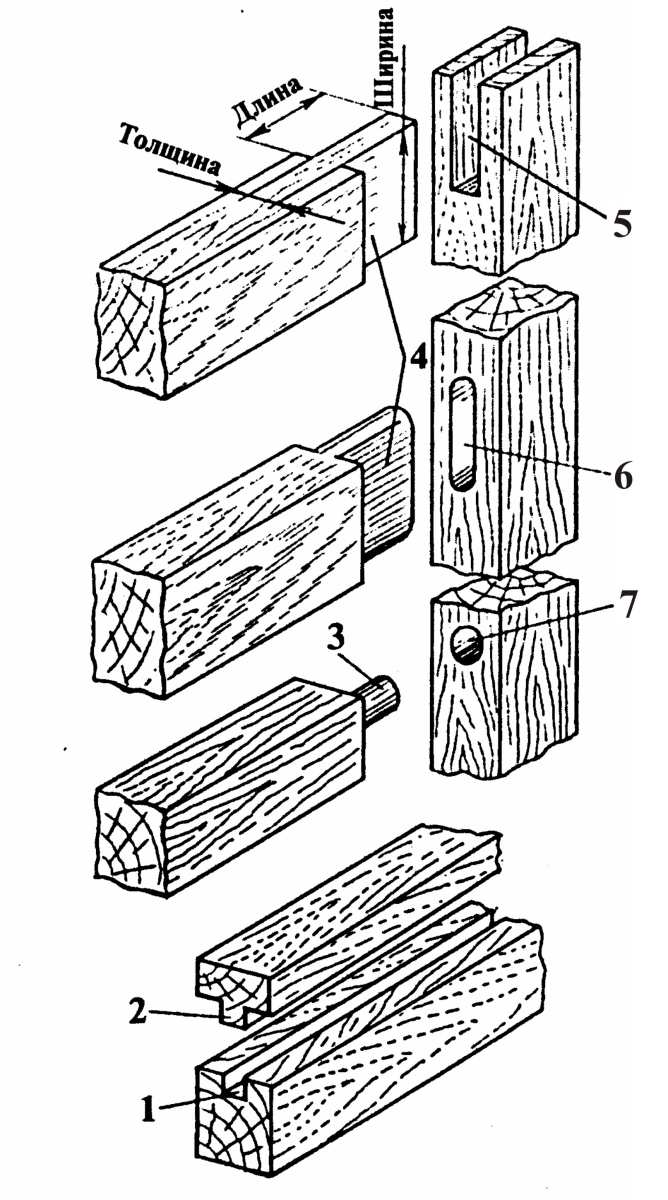
При создании любой конструкции всегда разрабатывают методы крепления, способные обеспечить надёжность, возможность длительной эксплуатации и аккуратный внешний вид. Для решения этих задач в деревянных изделиях применяют так называемое шиповое соединение. Основным принципом крепления двух деталей является создание в одной детали шипов, а в другой пазов (проушин), в которые они вставляются. Используя столярные инструменты, обрабатывают обе детали с точным соблюдением геометрических размеров. Это обеспечивает надёжное зацепление, особенно если в качестве материала применяется фанера. После этого изделие можно использовать без применения дополнительных скрепляющих элементов. Однако для повышения надёжности применяют столярный клей или дополнительные крепёжные элементы.

Основные сведения
Одним из самых отработанных способов соединения двух деталей считается соединение типа шип–паз. Наибольшее распространение получил такой способ крепежа изделий из древесины. С его помощью скрепляют детали оконных рам, дверных проёмов, различные элементы мебели, стенки деревянных ящиков. Каждый элемент подобных изделий имеет специально изготовленный шип (или несколько штук) или паз (несколько пазов).
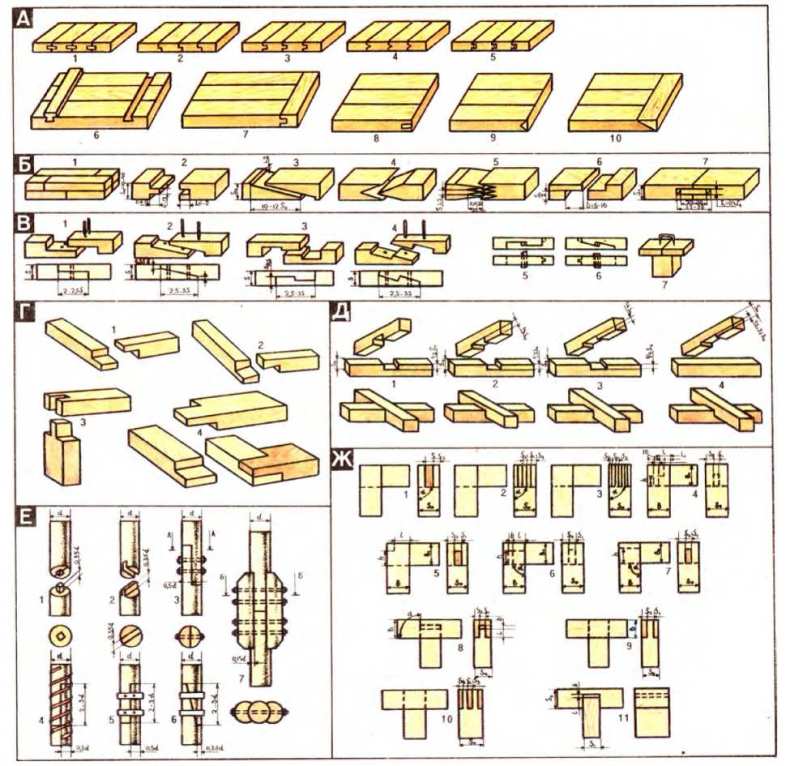
Виды основных соединений деталей изготовленных из дерева определены в ГОСТ 9330-76. В этом документе определены следующие характеристики подобного скрепления деревянных деталей:
- правила сокращённого обозначения (аббревиатура) различных соединений;
- чертежи с изображением внешнего вида;
- допустимые размеры каждых элементов;
- порядок и правила определения размеров каждого элемента;
- выражения для расчета размеров необходимого режущего инструмента;
- формула для вычисления прочности собранных элементов;
- порядок проведения проверки и испытание на прочность.
ГОСТ 9330-76 Основные соединения деталей из древесины и древесных материалов. Типы и размеры
Согласно этому стандарту все соединения подразделяются на следующие категории:
- угловые (концевое и срединное);
- ящичное (в основном относится к категории угловых);
- по кромке;
- так называемое по длине «на ус».
Для каждой из этих категорий в стандарте утверждена своя аббревиатура (сокращённое обозначение). Эта маркировка состоит из двух заглавных букв кириллицы и одной цифры. Например, УК-2 обозначает, что речь идёт о соединении с двойным открытым сквозным шипом, УК-9 соединение «на ус» со вставным несквозным круглым шипом. Более подробно весь перечень изложен в тексте принятого стандарта.

Любой тип сопровождается подробным чертежом. На каждом из них приведена фронтальная и профильная проекции с указанием размеров, формул по вычислению каждого элемента, готовые результаты. Для получения прочного соединения стандартом определены допуски, которые необходимо соблюдать при изготовлении каждого из элементов. Подробно приведены параметры углового шипа (его длина, шаг и затупление). На основании приведенных результатов в госте разработаны рекомендации по выбору необходимого режущего инструмента. Отдельно сделаны ссылки на другие документы (стандарты) определяющие какими средствами необходимо крепить каждое из перечисленных изделий.
Виды шипового соединения
На сегодня разработано большое многообразие таких способов крепежа деревянных деталей. Все виды шиповых соединений классифицируются по следующим признакам:
- количеству шипов;
- их форме;
- глубине проушины (сквозные или нет);
По первому признаку шиповые соединения бывают: одинарные, двойные, многократные. Он определяет количество изготовленных элементов крепежа. Основными формами шипа считаются:
- прямоугольный (имеет различную длину, шаг и угол при вершине);
- круглый;
- треугольный;
- так называемый «ласточкин хвост» (односторонний или двухсторонний);
- зубчатый (с различным углом наклона);
- угловой.
Выбор формы и размеров зависит от применяемого материала и уровня нагрузки, которую должна выдерживать вся конструкция. Большое распространение получило шиповое соединение со множеством прямоугольных шипов. Основным его достоинством считается простота изготовления и возможность применения его для любой древесины.

Разметка и изготовление проушины
Изготовление элементов начинают с выреза паза, в который будет вставляться шип. Во много качество каждого из них зависит от точности разметки и уровня используемого инструмента. Для его изготовления может использоваться фрезер, который позволяет ускорить процесс получения проушины. В домашних мастерских можно изготовить паз своими руками. Последовательность изготовления зависит от типа шипового соединения. Основная последовательность заключается в следующем. Разметка начинается с деления заготовки на три равные части. Далее ручной тонкой ножовкой производят пропилы. Затем при помощи стамески, необходимой ширины удаляют внутреннюю часть пропила, получая пазовый элемент. Окончательную обработку стенок полученного паза производят с помощью наждачной бумаги.

Разметка и изготовление шипа
Для обеспечения надёжности конструкции изготовление шипа должно начинаться с тщательной разметки. На первом этапе определяют, какого вида будет изготавливаться этот элемент, где он должен находиться. По его месту положения различают: угловое концевое, серединное и ящичное. Кроме этого необходимо определиться – сколько их будет в соединении. Одним из факторов, влияющих на количество, является толщина заготовки. Если деталь имеет толщину, не превышает сорок миллиметров, выбирают соединение с одним шипом. Если ширина находится в интервале от сорока до восьмидесяти миллиметров, изготавливают два или три. Для более толстых заготовок выпиливают тройное или многократное соединение. Опыт профессионалов показывает, что шип должен иметь толщину, равную одной трети от всего размера детали, а длина должна равняться толщине скрепляемых элементов.
Основными этапами изготовления шипа являются:
- разметка будущего шипа (горизонтальная и вертикальная);
- подготовка инструмента;
- выпиливание;
- зачистка стенок;
- подгонка.

Разметка мест необходимых распилов производится с помощью измерительных инструментов в обеих плоскостях. Выбор инструмента для распила зависит от возможностей изготовителя. На деревообрабатывающих предприятиях эту операцию производят на специальных станках. Если планируется изготовить шип своими руками, применяют обыкновенные пилы. Наиболее подходящими считаются: лучковая пила или ножовка. После изготовления шипа производится зачистка его поверхности. Она осуществляется при помощи напильников и наждачной бумаги. Далее вставной шип подгоняют под заготовленный паз. После завершения этой операции производится его окончательная фиксация.
Вы с успехом справитесь с изготовлением и подгонкой этого проверенного временем соединения, вне зависимости от того, какими инструментами располагаете. Просто выберите один из этих испытанных методов с использованием самого разного инструментария: от недорогих инструментов, которые наверняка имеются у вас под рукой, до специализированных станков.
Начните с основ: главные правила для соединений «шип-гнездом
Независимо от того, как именно вы формируете шипы и гнезда, эти советы помогут получать идеально подогнанные, прочные соединения для любых изделий.
- Правильные соединения всегда начинаются с аккуратной разметки. Используйте проверенные стальную линейку и угольник, а линии разметки наносите остро заточенным карандашом, рейсмусом или разметочным ножом.
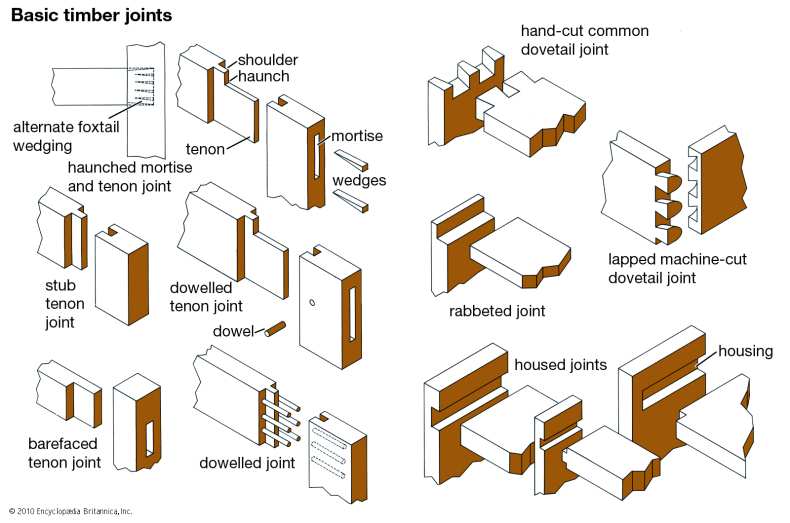
- Простое правило, которое легко запомнить: при разметке гнезда на торце или кромке толщину заготовки нужно делить на три равные части. Две внешние трети станут стенками гнезда, а средняя треть должна быть удалена. Так, в доске толщиной 18 мм (рисунок внизу) делается гнездо шириной 6 мм по центру кромки заготовки. При использовании материала толщиной более 18 мм ширина гнезда может быть больше одной трети толщины заготовки при условии, что толщина стенок гнезда будет не менее 6 мм — это вызвано соображениями прочности.
Подогнать шип перекладины к гнезду с закругленными краями проще, чем сделать прямоугольным гнездо. Чтобы скруглить углы, используйте рашпиль или нож со сменными лезвиями.
Вначале сделайте гнезда
Способ № 1. Простой сверлильный кондуктор для соединений на шкантах
Первые два способа выборки гнезд предусматривают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны быть перпендикулярными кромке доски, и с этой задачей отлично справляются приспособления-кондукторы для сверления отверстий под шканты. Они особенно удобны при работе с материалом толщиной около 18 мм, для которого подходят втулки распространенного диаметра 6 мм, как раз соответствующего ширине гнезда. (Большинство подобных приспособлений снабжено втулками для сверления отверстий диаметром 6, 8 и 10 мм, а некоторые имеют втулку для отверстий диаметром 12 мм.) Если сверлильный кондуктор не был укомплектован сверлом, приобретите спиральное сверло по дереву с центральным острием — такое режет чище и не дает сколов на поверхности.
Для ограничения глубины отверстия закрепите на сверле стопорное кольцо или сделайте «флажок» из малярного скотча.
Удерживая стамеску перпендикулярно кромке доски, аккуратно срежьте неровности на стенках гнезда. Если стамеска острая, киянка не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, установив его у края размеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно установив необходимую глубину сверления. Проделайте то же самое у другого края гнезда, как показано вверху слева. Теперь переставьте кондуктор и просверлите между двумя крайними отверстиями еще несколько отверстий. После этого высверлите материал между ними, центрируя сверло на перемычках между ними.
Удалив большую часть лишнего материала, зачистите и выровняйте боковые стенки гнезда стамеской. Используйте стамеску наибольшей ширины, которую позволят размеры гнезда. Если вы предпочитаете прямоугольные гнезда, подрежьте уголки стамеской, ширина которой равна ширине гнезда.
Способ № 2. Тот же принцип, но используется сверлильный станок
Оставленные между отверстиями перемычки нужны для вхождения сверла при удалении остатков лишнего материала.
Если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (хотя бы в виде ровной доски, струбцинами прикрепленной к столику станка), чтобы позиционировать гнездо и обеспечить его параллельность краям заготовки. Пользуясь угольником, проверьте перпендикулярность столика сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, имеющееся у таких сверл центральное острие препятствует уходу сверла с намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же как и при использовании кондуктора, вначале просверлите отверстия у концов будущего гнезда. Затем просверлите между ними ряд отверстий, оставляя перемычки шириной около 3 мм. Закончив сверление, подровняйте стенки и уголки гнезда стамеской.
Способ № 3. Использование погружного фрезера
Эта техника предполагает фрезерование гнезда с увеличением глубины на б мм за каждый проход. Кроме погружного фрезера потребуются острая фреза (мы рекомендуем спиральную фрезу с восходящей спиралью), а также боковой упор или специальное приспособление, удерживающее фрезу в пределах линий разметки. Можно контролировать начальную и конечную точки фрезеруемого гнезда на глаз или прикрепить к заготовке бруски- упоры, ограничивающие продольный ход фрезера.
КРОМКА ЗАГОТОВКИ. При обработке узких заготовок, таких как эта стойка, прижмите струбциной вспомогательный обрезок бруска для устойчивости фрезера. ТОРЕЦ ЗАГОТОВКИ. Несложное приспособление создает широкую и устойчивую опорную поверхность для фрезера при выборке гнезд в торцах заготовок.
Способ № 4. Сверление квадратных отверстий — это просто
Конечно, с технической точки зрения на долбежном станке выполняется не сверление, а долбление квадратных отверстий. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальное шнековое сверло, расположенное внутри полого резца-долота (нежнее фото слева). Этот способ выборки гнезд является быстрым, но также и наиболее затратным. Настольные долбежные станки, перекрывающие практически все ваши потребности по выборке гнезд, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Имейте в виду, что некоторые специализированные станки не укомплектованы резцами и сверлами, стоимость которых составляет $ 1 0-30 за штуку, а цена набора из четырех штук — от $40.)
Сверло имеет глубокие канавки, быстро отводящие стружку, а внешний квадратный резец-долото формирует чистые стенки гнезда.
Длинный рычаг долбежного станка создает усилие, необходимое для погружения резца в заготовку.
Настроив долбежный станок, вы сумеете выбрать такое гнездо меньше чем за минуту.
Вот как работает долбежный станок. Вначале установите в станок резец-долото со сверлом. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно резцу так, чтобы последний находился точно между линиями разметки. Сформируйте сначала концы гнезда, а затем удалите материал между ними, проделывая перекрывающиеся отверстия. Если вам нравится этот способ, но вы не готовы к покупке специализированного станка, подумайте о приобретении долбежного приспособления-насадки для вашего сверлильного станка. Подобные приспособления относительно недороги ($65-125). Насадка устанавливается на пиноль станка (фото внизу) и работает точно так же, как и долбежный станок. Недостаток ее заключается в том, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.
Всего за 20 минут можно превратить сверлильный станок в долбежный, установив на пиноль приспособление-насадку.
Теперь сделайте шипы и подгоните их к гнездам
Вставные шипы удобно использовать с фрезерованными гнездами. Отпилите шипы от длинной заготовки, обработанной до требуемого сечения.
В зависимости от выбранного способа выборки гнезд и имеющихся в наличии инструментов можно сделать шипы на концах деталей, либо вставные (отдельные) шипы, которые соединяют две детали с гнездами.
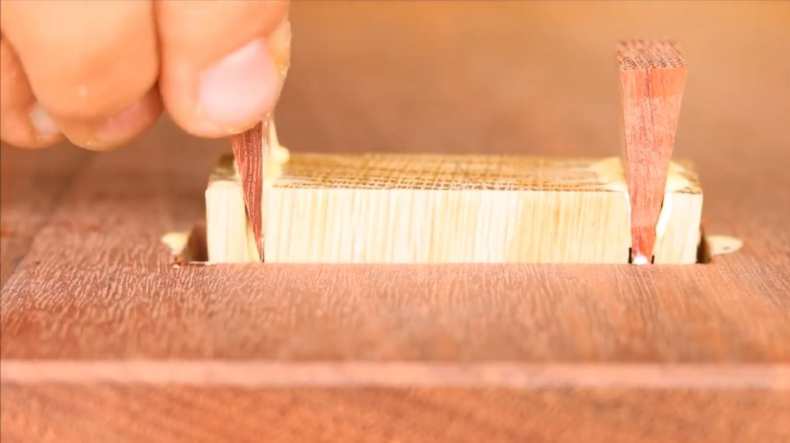
Использование вставных шипов предполагает выборку в обеих соединяемых деталях гнезд, в которые вставляется выпиленный шип, подходящий к обоим гнездам (фото справа). Вы можете не покупать заготовки для вставных шипов, а делать их сами из обрезков твердой древесины (для безопасности обрабатывайте обрезки длиной не менее 305 мм). Просто острогайте заготовку до толщины, обеспечивающей плотную посадку шипа в гнезде. Если концы гнезда полукруглые, отфрезеруйте на заготовках для шипов соответствующие скругления. После этого отпилите от заготовки шипы необходимой длины.
Наборный пазовый диск позволяет выпиливать шипы с высокой точностью и минимальными затратами времени. Точная настройка толщины диска не требуется, так как лишний материал удаляется за несколько проходов. Чтобы выпилить шипы этим способом, используйте два внешних диска, между которыми установите три промежуточных диска-чиппера толщиной 3,2 мм. Для предотвращения сколов на выходе диска из заготовки прикрепите к поперечному (угловому) упору пильного станка накладку из фанеры или МДФ.
Установив пазовый диск в станок, настройте его вылет так, чтобы он едва касался линии разметки шипа на заготовке. Используя обрезок материала той же толщины, что и у заготовки, сделайте с обеих сторон по одному проходу и проверьте посадку полученного шипа. Отрегулируйте вылет диска и снова выполните пробные проходы. Результатом должна стать плотная посадка шипа в гнезде.
ПАЗОВЫЙ ДИСК ОДНОВРЕМЕННО ФОРМИРУЕТ ПЛЕЧИКИ И ЩЕЧКИ ШИПА
Наборный пазовый диск работает быстро и прост в использовании, но часто оставляет характерные следы в виде царапин, требующие дополнительной зачистки.
Сначала выпилите пазовым диском лицевые щечки шипа, а затем боковые. Высокая накладка поперечного упора обеспечит поддержку заготовки при выпиливании боковых щечек.
Теперь установите продольный (параллельный) упор станка так, чтобы он ограничивал длину шипа. Измерьте расстояние между упором и зубьями внешнего диска, дальнего от упора, — это расстояние определяет линию заплечиков шипа. При условии, что продольный упор расположен параллельно пильному диску и пазам для поперечного упора, выполнение прохода не приведет к защемлению диска или отбросу заготовки назад. Выпилите с этими настройками станка обе лицевые щечки шипа на всех заготовках. После этого, не меняя положения продольного упора, сформируйте боковые щечки шипов, отрегулировав соответственно вылет диска, чтобы получить нужную ширину шипа. Закончив выпиливание шипов, удалите с их щечек шероховатости при помощи зензубеля или шлифовальной колодки.
Способ № 2. С шипорезной кареткой шипы будут более гладкими
Шипорезная каретка, подобная показанной на правом фото внизу, стоит примерно столько же, что и хороший пазовый диск ($ 100-150), но она обеспечивает более чистую поверхность щечек шипа. Установите вылет пильного диска в соответствии с шириной плечиков. Затем, продвигая заготовку с помощью поперечного упора, сформируйте все четыре плечика шипа, как показано на левом фото внизу. Если необходимо, при выпиливании кромочных (боковых) плечиков отрегулируйте вылет диска. Предварительное формирование плечиков гарантирует, что они будут чистыми и четкими.
Сначала сделайте пропилы, формирующие плечики шипа. Подавайте заготовку при помощи углового (поперечного) упора, используя продольный упор как ограничитель длины шипа.
Настройте шипорезную каретку так, чтобы после выпиливания щечки шипа обрезок свободно падал в сторону, а не был зажат между диском и кареткой.
Чтобы выпилить щечки, просто закрепите стоящую на торце заготовку в каретке, отрегулируйте каретку, совместив линию разметки с краем пильного диска, настройте вылет диска и сделайте пропил. Переверните заготовку и опилите противоположную щечку шипа. Выпиленный таким способом шип будет расположен точно по центру (если шип должен быть смещен к одной из сторон заготовки, его следует выпиливать при двух разных установках). Шипорезные каретки позволяют формировать шипы не только под прямым углом, их задний упор можно наклонить. Желая сэкономить, изготовьте шипорезную каретку самостоятельно.
Способ № 3. Шипы на ленточной пиле — грубо и быстро
Настроить ленточную пилу для выпиливания шипов так же просто, как и для обычного продольного пиления. Предварительно сформируйте плечики шипа на круглопильном станке, как описано в «Способе № 2». После этого установите продольный упор ленточной пилы так, чтобы толщина выпиливаемого шипа была примерно на 0,8 мм больше требуемой, и сделайте пропил (фото внизу).
Формируя щечки шипа, подавайте доску медленно, чтобы пильное полотно не изгибалось и в результате не получились искривленные шипы. Будьте осторожны и прекратите подачу заготовки после того, как обрезок отпадет в сторону, чтобы случайно не пропилить плечики шипа. Выпиленные на ленточной пиле щечки будут слегка шероховатыми. Для лучшей адгезии клея сделайте их гладкими при помощи шлифовальной колодки или зензубеля.
Способ № 4. Зачем пилить, если есть фрезерный стол?
Вы можете фрезеровать гладкие и аккуратные шипы на фрезерном столе при помощи всего одной фрезы, поперечного и продольного упоров. Вначале вставьте в цангу фрезера прямую фрезу самого большого имеющегося диаметра и отрегулируйте ее вылет по линиям разметки шипа. Установите продольный упор фрезерного стола так, чтобы он ограничивал длину шипа. При этом он должен быть установлен параллельно пазу для поперечного (углового) упора — это гарантирует, что плечики шипа будут перпендикулярны кромкам заготовки.
Просвет между накладками продольного упора позволяет удалять стружку пылесосом.
Закончив настройку, приступайте к фрезерованию, выполнив сначала проход вдоль торца. Последовательно выполняйте один проход за другим, пока торец заготовки не будет скользить вдоль продольного упора. (Если сначала сформировать плечико шипа, есть риск, что при последующих проходах заготовку может вырвать из рук.)
Если мы хотим сделать шкатулку с красивыми и прочными углами, или любой другой ящик, то ящичное соединение шип-паз самое то, что нам нужно! Давайте попробуем сделать самым простым способом, используя только фрезер!
Вот, что получилось в итоге:
Для начало нам надо измерить толщину щита (доски) на которой будем делать соединения, что бы понять на какую глубину нужно опустить фрезер.
У меня получилось 9 мм. Нужно выставить 0 на фрезере (установит фрезу, и на ровной поверхности опустить до упора вниз). Следующим шагом на линейке выставим наши заветные 9 мм.
Опустим фрезер на зафиксированную глубину и зафиксируем его струбцинами к столу. Кнопку пуска фрезера я зафиксировал с помощью пластикового хомута, так как руки у меня заняты. Обязательно проверяем фиксацию на прочность, у моей модели обратная сторона фрезера плоская и его без проблем можно перевернуть и зафиксировать на столе, если ваша модель этого не позволяет, ни в коем случае не делайте. Не забываем про технику безопасности при работе с ручным фрезером . Прикручиваем некое подобие параллельного упора (ага снова струбцинами) и на ненужном кусочке дерева делаем тестовый прогон. Он нам нужен, что бы понять какую ширину вырежет пазовая фреза.
В дело снова идет штангенциркуль, замеряем паз сделанный фрезером. У меня получилось 17,6 мм (точность тут очень важная, если вы не знаете как мерять десятые миллиметра штангенциркулем, то вам сюда ). Нам нужно сделать два параллельных упора равных ширине паза. Я буду использовать циркулярную пилу, вы можете использовать например электролобзик и ровненько отпилить с помощью упора или встроенной линейки. Для этого к полученным 17,6 мм я прибавил ширину пильного диска 2,6 и выставил пилу на 20,2 от обратного края пильного диска. Я прибавил 2,6 мм, так как штангенциркулем удобно мерять с дальней стороны диска.
Ну и отрезаем параллельный упор с нужной нам шириной. Кстати всем тем, кто ловил меня пару раз на не соблюдении ТБ, видите я руками в циркулярку не лезу =)
Теперь ставим два параллельных упора рядышком, второй нам нужен, что бы отмерять ширину (отпиленную на циркулярке заготовку я распилил пополам, и получил два упора).
Во время сборки деревянных конструкций для всех элементов необходимо применять надёжные, долговечные и эстетичные способы стыковки. Всем этим требованиям соответствует шиповое соединение.

Подобный тип соединения подразумевает следующее: в одной детали создаются шипы, в другой – пазы, точно совпадающие с ними по форме и размеру. В качестве дополнительного скрепляющего средства можно использовать столярный клей.

Содержание
Область использования соединения шип-паз
Крепление шип-паз применяется сегодня во многих областях. К примеру, его используют для укладки практически всех видов напольного покрытия, кроме линолеума и ковролина. Также подобным способом соединяют между собой плиты МДФ, ДСП, ДВП.

Благодаря такому преимуществу древесины, как экологическая безопасность, её намного чаще других материалов выбирают для создания разнообразных предметов мебели (от традиционного кухонного стула до простой стенки в прихожей) и отдельных видов штор (рулонные, жалюзи).

Производители большинства этих изделий отдают предпочтение технологии шип-паз.


























































Виды соединения шип-паз
В наше время придумана масса вариантов того, как можно крепить деревянные элементы. По числу шипов шиповые крепежи делят на:
- Одинарные;
- Двойные;
- Многократные.

В зависимости от формы такие соединения бывают:
- Прямоугольными;
- Круглыми;
- Треугольными;
- Зубчатыми;
- Угловыми.

Интерес представляет ещё одна разновидность – ласточкин хвост. Его ценят за практичность, красоту и относительную простоту.

Выбирать конфигурацию и габариты необходимо, ориентируясь на используемый материал и предполагаемый уровень нагрузки. Наиболее востребован шип-паз с большим количеством прямоугольных шипов. Такой способ крепления имеет два ключевых преимущества – лёгкость создания и универсальность.


Специфика японского крепления шип-паз
Японцы превратили слесарное дело в настоящее искусство. Применяя традиционные методы, сочетая разнообразные виды креплений, они изготавливают практичные и надёжные соединения, не требующие дополнения гвоздями. Фиксация разных элементов из дерева производится лишь за счёт силы трения.

Секретом надёжности является высокая точность среза. Благодаря идеальному подгону линии замков на соединяемых частях изделия, получается крепкий технологический узел. Из-за сложности форм замков необходимо иметь соответствующие навыки и знания.

Рекомендации специалистов
Независимо от выбранного вида, следование данным рекомендациям позволит получать прочные технологические узлы для любых конструкций:
- Чтобы изготавливать надёжные и эстетичные соединения, перед началом работ надо аккуратно размечать заготовки. Необходимые инструменты для этого – металлическая линейка, угольник, карандаш/рейсмус.
- Размечая гнездо на кромочной или торцевой стороне изделия, толщину заготовки нужно делить на три одинаковые части: две крайние трети будут выполнять функцию стенок гнезда, среднюю же треть необходимо выпилить.
- При создании соединения вначале следует выполнять гнёзда, а лишь затем переходить к изготовлению подходящих шипов. Подгонка шипа – более простая операция, чем изменение габаритов гнезда.
- Прочностные качества склейки будут намного выше, если тщательно выровнять соединяемые поверхности.
- Грамотно сделанный шип должен легко вставляться и крепко сидеть в гнезде, выниматься с небольшим усилием, не вываливаться при смене положения конструкции.

Для подгонки гнезда, выполненного дрелью или фрейзером, к прямоугольному шипу лучше слегка подпилить уголки гнезда стамеской. Другим решением может стать закругление углов шипового элемента.

Тонкости изготовления шипового соединения
Любой человек с минимальным набором столярных умений справится с созданием крепления шип-паз.

Особенно, если предварительно изучит сведения о нюансах работы над этим креплением:
- Шипы лучше выполнять, используя специальные инструменты высокой точности. Подобное оборудование позволит получить шипы максимально соответствующие размерам пазов.
- При создании изделий, не требующих особо аккуратной стыковки деталей, допускается ручная работа над соединениями. Шипы следует выполнять продольно волокнам дерева.
- При изготовлении шипов на фанерном листе шиповая пазуха может быть любой толщины.
- После того, как все шипы будут нарезаны, необходимо проверить их габариты и отложить конструкцию на просушку на 24 часа.

Вырезание шипа
Чтобы обеспечить прочность конструкции, к процессу вырезания шипа необходимо подходить после проведения разметочных работ. Вначале требуется определиться с видом изготавливаемой детали и местом её расположения.

По последнему признаку элементы делят на три типа:
- Угловые кольцевые;
- Серединные;
- Ящичные.

Помимо этого, надо решить вопрос с их количеством в крепеже. Число шипов зависит от толщины изделия. Если этот параметр не превышает 40 мм, то хватит одного шипа. В иных случаях делают 2 – 3.

Пошаговая инструкция
- Разметить будущий элемент.
- Подготовить необходимое оборудование.
- Произвести выпиливание.
- Зачистить стенки.
- Подогнать под нужные размеры.

Для разметки используют специальные инструменты. Она должна быть нанесена в 2-х плоскостях. В домашних условиях шипы выпиливают обычными пилами (лучковыми).

Если такого оборудования нет, можно применить ножовку. Поверхность изготовленного шипа требуется тщательно зачистить напильником или наждачной бумагой.

Затем готовый вставной шип следует подогнать под приготовленный ранее паз и окончательно зафиксировать.

Шиповое соединение является наиболее отработанной технологией крепления деревянных деталей. Оно используется во многих областях жизни, и после проведения тренировок может быть изготовлено своими руками.
Читайте также: