
Сборка пластиковых окон на производстве
Обновлено: 02.05.2024
Пластиковое окно уже давно стало часто применяться в домах и квартирах, благодаря своим звуко- и теплоизоляционным свойствам, простоте в уходе и эстетичному виду. Только все его прелести будут радовать вас в том случае, если соблюсти этапы и правила установки такого окна. Чтобы не ошибиться в выборе размера, следует заранее произвести замеры проема, определить его ширину, высоту и длину. Также, необходимо подумать, каким будет подоконник, сколько створок будет иметь окно, как его утеплить и установить. Самостоятельный монтаж сэкономит деньги, но если вы никогда этим не занимались, лучше доверьтесь специалистам, которые выполнят работу правильно, грамотно и качественно.
Содержание [Скрыть]
- Выполнение замеров и заказ ПВХ окон
- Порядок проведения замеров окон
- Особенности замеров окна
- Замер окон для балкона
- Демонтаж старых окон
- Особенности замеров в частных домах и старых зданиях
- Выбор и заказ ПВХ окон
- Подготовка к монтажу пластиковых окон
- Подготовка оконных проемов к установке окон
- Подготовка расходных материалов и инструмента
- Установка пластикового окна и его закрепление
- Крепление ПВХ окна через раму
- Крепление ПВХ окна с помощью пластин
- Установка водоотлива
- Герметизация зазоров
- Установка подоконника
- Подведение итогов
К тому же, установка окна ПВХ требует наличия множества инструментов, которые есть не в каждом доме. Мастер придет с уже готовым набором, от вас только потребуется приобретенное окно и оплата работы. Покупка материалов также является важным моментом. Не отдавайте предпочтение дешевой шпаклевке или монтажной пене. От их качества будут зависеть срок службы окна и его теплоизоляционные характеристики. Плохая пена слишком быстро придет в негодность и начинает пропускать холод.
Прежде чем начать установку, нужно изучить последовательность ее этапов:
- Демонтаж старого окна.
- Снятие мерок.
- Обработка проема и его подготовка к установке рамы.
- Подготовка материалов и инструментов.
- Установка водоотлива.
- Монтаж подоконника.
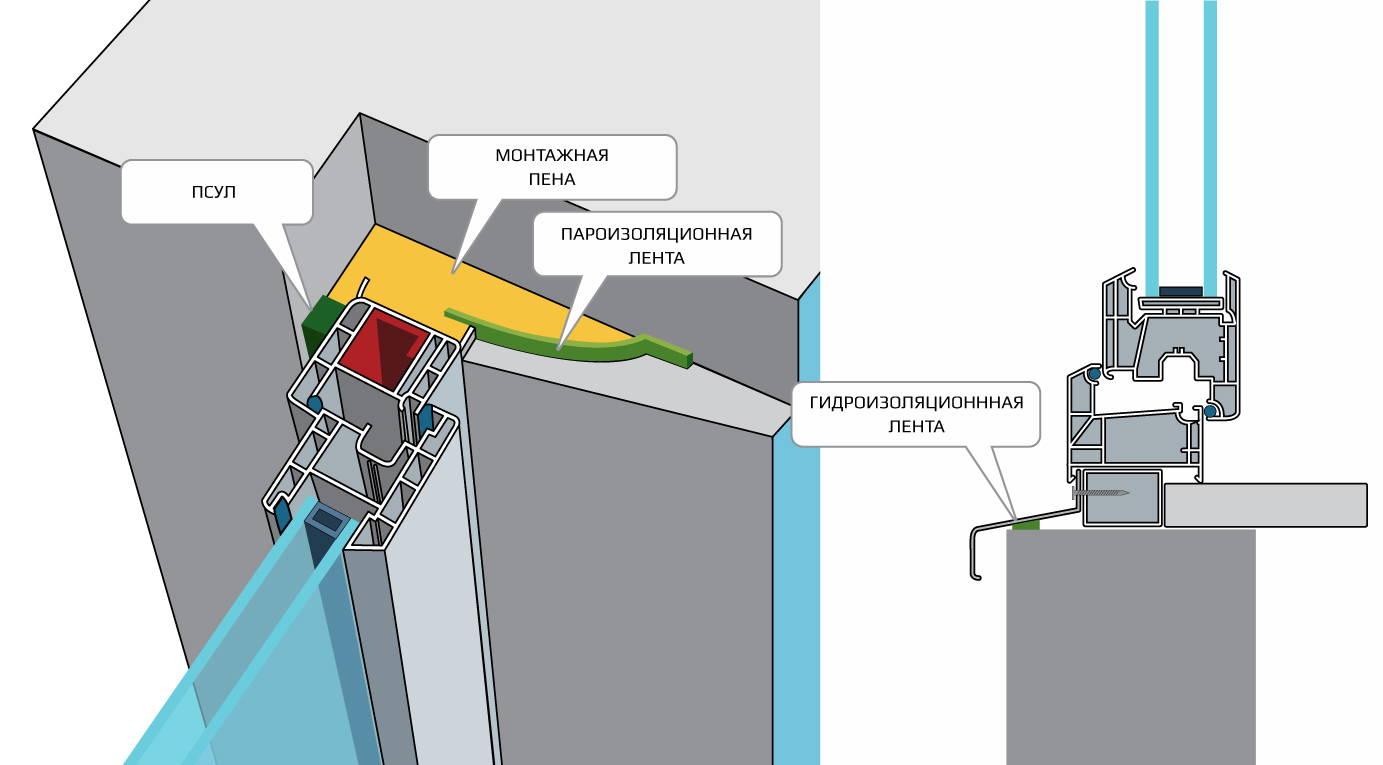
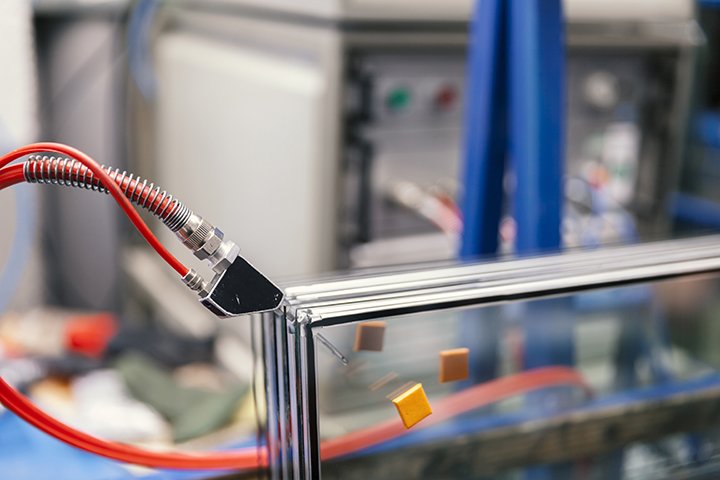
Рис. 1. Материалы, которые применяют при установке.
Выполнение замеров и заказ ПВХ окон
Это очень ответственный этап. Измерить оконный проем можно самостоятельно с помощью рулетки. Нужно очень внимательно снимать мерки, чтобы вставленное окно село прочно не было щелей. Измерить также следует подоконник, заранее определившись с его шириной. Выбирая пластиковое окно, лучше заказать подоконник потоньше, чтобы от батареи шло тепло и на стекле не скапливался конденсат. Если вы не уверены, что сможете самостоятельно снять мерки, лучше сразу обратиться к специалистам, которые будут изготавливать будущее окно.
Заказывать данный предмет следует только у проверенных людей, так как от его качества будет зависеть состояние оконных проемов. Если окно подберут неправильно, то в щели будет дуть, стекло запотеет и может образоваться плесень.

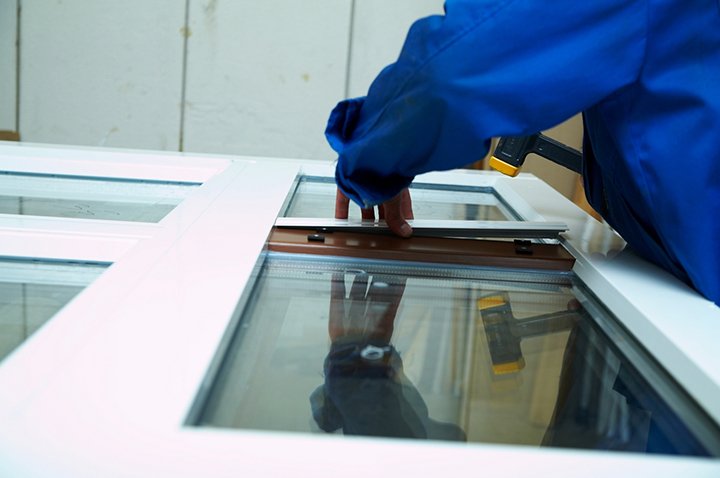
Рис. 2. Производите все замеры тщательно.
Порядок проведения замеров окон
Начать следует с ширины. Измеряется она от стены до стены. Затем добавьте к полученной цифре 6 см, все вместе это будет шириной рамы. Высота измеряется по стене от подоконника до верхнего края проема. Мерить ее нужно от подоконника. Если его нет, нужно подсчитать, какой толщины он будет и отмерять высоту проема уже от этой точки. После все этого измеряют ширину водоотлива, то есть той части, которая расположена на виду. Для этого нужно определить ширину оконной рамы и прибавить к ней 200 мм.
Особенности замеров окна
Замеры следует производить с обеих сторон проема. Это нужно для определения его глубины. Обратите внимание, не перекошен ли проем. Если данный нюанс имеет место, нужно будет увеличивать размер окна на величину перекоса. Снаружи должен быть установлен водоотвод, а иногда он требуется и внутри. Это обязательно надо учитывать при снятии мерок с рамы. В противном случае, рама может перекрыть сток. Стык между рамой и водоотводным отверстием нужно герметизировать. Для этого можно использовать силикон.

Рис. 4. Обязательно измеряйте проем с обеих сторон.
Замер окон для балкона
Вызвав замерщика, спросите, как выбрать правильную конфигурацию и попросите учесть все комплектующие для остекления балкона. При необходимости установки применения внутренней обшивки или утепления балкона уже после установки окон, нужно ставить на раму расширитель, так как без него окно нельзя будет открыть. Не нужно ставить окно размером больше 75 см. Это отрицательно скажется на износостойкости стеклопакетов. Вообще, нюансов существует множество, лучше обратиться к грамотному замерщику, который сделает свою работу четко и качественно.

Рис. 5. Для замера балконных окон лучше позвать специалиста с опытом работы.
Демонтаж старых окон
Решив заменить старое окно, которое долго прослужило и требует уйти на пенсию, нужно в первую очередь провести его демонтаж. Без этого не получится установить новое окно. Для проведения демонтажа старого требуется замерщик с опытом, который сделает все правильно. Своими руками это будет практически невозможно.
- Снятие створок.
- Распиливание рамы.
- Извлечение старой рамы.
- Демонтаж подоконника и отлива.
- Подготовка проема (удаление утеплителя и зачистка проема).
При демонтаже окон нужно убрать мебель от окна и застелить место работы листами фанеры.

Рис. 6. Демонтировать старое окно нужно аккуратно, чтобы не испортить проем.
Особенности замеров в частных домах и старых зданиях
При необходимости переустановки окон в старом здании или частном жилище, в первую очередь, нужно убрать откосы с проема. Частым явлением есть несоответствие проема с рамой. Если первый слой, могут образоваться щели, которые без утеплителя станут отлично пропускать воздух, создавая сквозняк, а также допустят проникновение сырости снаружи и на окне вырастет опасный грибок. Часто щели маскируют раствором цемента или с помощью утеплителя. Все это может выпасть при демонтаже старого окна. Если слой утеплителя был большим, это даст возможность установить окно побольше, чем было.

Рис. 7. Установленные на одном уровне окна будут смотреться геометрично правильно.
Выбор и заказ ПВХ окон
К выбору пластикового окна нужно подойти со всей серьезностью. Прежде всего определитесь, сколько в нем будет камер. Не стоит брать однокамерное окно, так как оно может запотевать и там образуется плесень. Обратите внимание на качество фурнитуры. Ручки, петли, затворный механизм и другие комплектующие должны крепиться прочно и не болтаться. Если ручка неплотно закрывает створку, в холодное время года из окна будет дуть. Профиль следует выбрать тот, что четко уместится в проем, чтобы не возникло необходимости возиться с закрыванием образовавшихся щелей.
Заказывать окна ПВХ следует только у проверенных компаний. Некоторые халтурят при замере и монтаже, пропуская важные нюансы и из-за этого закрепляя окно непрочно, что и потянет за собой ряд проблем.

Рис. 8. Пластиковые окна делятся на виды в зависимости от количества створок и способу открывания.
Подготовка к монтажу пластиковых окон
Если окно имеет подвижные части, нужно устанавливать его с закрытыми створками. Если сделать это с открытыми форточками, можно повредить конструкцию. При заполнении щели монтажной пеной между проемом и рамой, она может выгнуть профиль.
Перед установкой рамы нужно прикрепить к ней элементы для крепежа. Не снимайте защитную пленку с окна, пока установка не будет завершена.

Рис. 9. Перед установкой окна следует застелить пол и мебель пленкой, чтобы не отмывать из потом от пыли.
Подготовка оконных проемов к установке окон
На данном этапе проем следует зачистить и выровнять, чтобы его поверхность не имела бугров, ям и прочих неровностей. Заполнение больших щелей монтажной пеной может быть неэффективным (большой слой пены уменьшает уровень звукоизоляции окна), поэтому лучше избавиться от шероховатостей с помощью строительного раствора. Если в комнате планируется установка нескольких окон, следует произвести вынос реперных линий. Благодаря им, можно будет отрегулировать установку стеклопакетов на одном уровне, чтобы окна смотрелись одинаково и симметрично.
Откосы выравнивают тонким слоем штукатурки.

Рис. 10. Неправильная подготовка проема приведет к сложностям в установке окна.
Подготовка расходных материалов и инструмента
Материалы и инструменты для установки окна нужно подготавливать заранее. Соберите под рукой шпаклевку и монтажную пену, чтобы не пришлось бегать искать их по всему дому. Для установки окна понадобятся следующие инструменты:
- сверло;
- перфоратор;
- шуруповерт;
- отвертки;
- карандаш;
- уровень;
- строительный нож;
- геметрик;
- диффузная лента;
- рулетка;
- шпатель;
- ножовка для ПВХ;
- дюбель-гвозди;
- саморезы;
- уплотнитель;
- монтажная пена.
Мастер должен иметь все эти приспособления с собой, поэтому, вызывая специалиста, вы лишите себя проблем поиска всего перечисленного оборудования.

Рис. 11. Что понадобится для установки пластикового окна.
Установка пластикового окна и его закрепление
Перед монтажом на нижний торец проема крепят подложки. Они могут изготавливаться из дерева или пластика. На них устанавливают всю раму. Опоры остаются, так как удерживают на себе конструкцию окна. Колышками крепят раму по бокам, вбивая их между стеной и профилем. Если ими пренебречь, рама может прогнуться. Для проверки горизонтальности окна применяют обычный водяной уровень, который пригодится для измерений также высоты и ширины.

Рис. 12. Установка ПВХ.
Крепление ПВХ окна через раму
Этот процесс требует использование перфоратора. С его помощью проделывают отверстия в боках проема, от которых зависит, как четко будет установлена окнонная конструкция. Ошибиться здесь нельзя ни в коем случае. Сначала крепится нижняя часть рамы, слева и справа, после чего ставят анкера, но закрепляются они не полностью. После снова следует проверить вертикальное положение окна, и только потом сверлить отверстия вверху профиля.
Когда анкера готовы и уровень соблюден правильно, затягивают крепление. Помните, что анкера не рекомендуется сильно затягивать, чтобы избежать слишком большого напряжения рамы, которая при этом может деформироваться.
Рис. 13. На рисунке показаны различия крепления рамы разными способами.
Крепление ПВХ окна с помощью пластин
Пластины представляют собой специальные крепежи из толстого металла, которые имеют форму ушек. В них предусмотрены отверстия для анкеров. Плечо крепления изгибают таким образом, чтобы оно напоминало ступеньку. Ушки при этом должны оказаться прилегающими к стене. Только в таком случае можно сверлить отверстия под анкера. Аналогично предыдущему способу, рама крепится, начиная с нижнего края, а потом проводится проверка вертикальности и установка верхней части. Обязательно нужно соблюдать уровни.
Рис. 14. Детали для установки окна.
Установка водоотлива
Водоотвод – это специальное отверстия и желобок, по которому вода стекает, не собираясь на стеклопакете и не разрушая его. Для него предусмотрен специальный паз на внешней стороне окна, куда вставляют водоотлив. После этого наносят пену соответственно с технологией монтажа ПВХ. Бывают случаи, когда слив крепят дополнительно шурупами к краю оконной рамы.
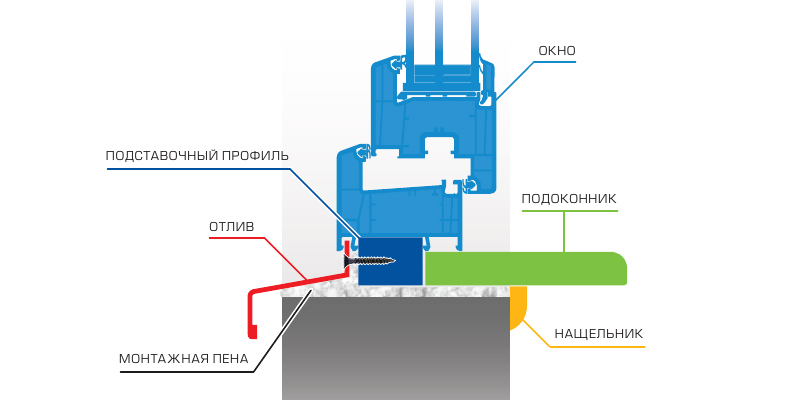
Рис. 15. Структура пластикового окна с водоотливом.
Герметизация зазоров
Полиуретановая пена играет роль герметика при устранении зазора между стеной и рамой. Герметик необходим, чтобы обеспечить хорошую теплоизоляцию, без него тепло будет выходить из комнаты. Только при применении данного материала нужно обязательно закрыть его, чтобы не допустить попадание солнечных лучей и сырости, так как пена может быстро прийти в негодность и потерять свои свойства. В качестве защиты выступает гидробарьер. Монтажники часто игнорируют это, а потом владельцы окна не знают, почему от окна исходит холод, и постоянно потеют окна.

Рис. 16. Использование пены убережет окна от сквозняков и запотевания.
Установка подоконника
Подоконник – это обязательная часть окна. Устанавливать его следует после того, как поставили рама. Он должен входить в отверстие между рамой и нижним краем проема и крепиться прочно, не болтаясь. Подоконник должен прислоняться подкладке и прилегать к бокам проема с обеих сторон. Под ним заполняют пространство пеной или раствором.
К раме подоконник крепят саморезами, которые встраиваются с внутренней стороны рамы по краям и в середине.

Рис. 17. Подоконник нужно закреплять прочно.
Подведение итогов
Изучив последовательность монтажа окон ПВХ, можно сделать выводы, что от их закрепления может напрямую зависеть защита дома от утраты тепла и сквозняком. Часто допускаются ошибки, которые приводят к плачевным последствиям. В первую очередь, нужно точно определять величину рамы, подоконника, только потом заказывать их и устанавливать. Специалисты помогут сделать правильный выбор и подскажут, как ухаживать за застекленным проемом.
Рис. 18. Грамотный специалист сделает все правильно и вам не придется в скором времени устранять последствия плохо сделанной работы.
Любое производство требует правильного алгоритма самого процесса, поэтому, изготовление ПВХ окон можно разделить на 10 основных этапов:
-
(размеры заготовок профилей, штапика, стекла и расход крепежных материалов); (рама / створка / импост); для отведения избыточной влаги; ; (изготовление рамы и створки); (по плоскости рамы или створки) и зачистка сварочных швов на торце створки; и его установка в раму; ; на основании расчетных данных (нарезка стекла, герметизация стеклопакета); и штапикование.
Для начала, рекомендуем ознакомиться:
а мы, в свою очередь, постараемся рассказать "простыми" примерами, методами и советами об изготовлении пластиковых окон.
1. Расчет пластиковых окон.
- делается либо вручную, либо с помощью программ для расчета пластиковых окон. Как правило, программы выдают в виде отчета для сборщиков - все размеры и количество расходных материалов. Приобретая у нас готовые оконные линии мы даем БЕСПЛАТНО сборник программ для расчета!
2. Нарезка ПВХ профиля: рама, створка, импост.
- на этом этапе осуществляется нарезка хлыстов ПВХ профилей на заготовки. От точности выполнения этой операции во многом зависит качество выполнения оконной конструкции в целом, поэтому необходимо уделять должное внимание расположению хлыстов профиля на рабочем столе отрезного станка (углы по горизонтали и вертикали). Поэтому, при установке отрезных пил мы настоятельно рекомендуем использовать строительный уровень.
Все пилы можно посмотреть здесь (от 12000 руб.):
При мощности цеха до 50-ти изделий в день, используются одноголовочные пилы, от 50-ти и выше - двухголовочные.
Размеры заготовок рассчитываются программой с учетом запаса под сварку (2,5-3 мм с каждой стороны).
3. Фрезерование водоотливных дренажных отверстий.
Под действием атмосферных явлений (осадки: вода, снег) на фальце рамы пластикового окна может образовываться влага; влага (или вода) может образоваться из-за неплотного примыкания створки окна к раме.
Для отведения влаги - необходимо фрезерование в раме и створке системы дренажных отверстий.
Дренаж ПВХ окон - это система водоотводных каналов в фальц рамы. Из фальца влага выводится через водоотводящие отверстия, которые фрезеруются в нижней части рамы окна. Фальц рамы всех ПВХ профильных систем имеет оптимальный наклон, который внешне выглядит как ровная горизонтальная поверхность, однако сама геометрия профиля сделана с учетом естественного оттока воды. Также, помимо отвода влаги, дренажные отверстия необходимы для проветривания внутренних полостей профиля.
Фрезеровку отверстий можно проводить с помощью обычной дрели, электрических приспособлений (в небольших производствах) или же специализированными станками:
Схему водоотведения и фрезеровки в раме и створке можно рассмотреть на рисунках.
4. Армировка металлическим профилем.
- размеры армирующего металлического профиля берутся меньше заготовок ПВХ.
Распиловку рекомендуется делать с помощью пил для армирования (от 14100 руб.), например:
и режутся они под углом 90 0 . Для начала (перед сваркой) армирующий профиль устанавливается в рамные и створочные профили (в центральную камеру) и закрепляется с помощью саморезов 3,9 х 16 (3,9 х 19) мм. Свинчивание можно выполнять с помощью ручного шуруповерта (или реверсной дрелью небольшой мощности, около 350 Вт), либо автоматическим шуруповертом. Расстояние между саморезами указывается в технологической документации поставщиков профильныых систем (около 30 - 45 см).
5. Сварка ПВХ профилей для окон.
- данный процесс можно назвать одним из основных и главных. Сам процесс сварки заключается в расплавлении пластика и прижимания его для "склеивания", т.е. сварки. В небольших оконных цехах (до 50-ти окон в день) в качестве сварочных станков устанавливаются одноголовочные аппараты, более 50-ти окон - рекомендуются 2-х головочные сварочное оборудование для ПВХ окон.
Выбрать сварочный станок для окон можно здесь (от 29000 руб.):
Выше, Мы упомянули, что нарезка профиля - ответственный процесс: ". как отрежешь, так и сваришь. ", поэтому - даже небольшое отклонение в размерах или углах нарезки заготовок может отрицательно сказаться на результате сварки пластиковых планок.
Чтобы сварочный шов был качественным, неадо обеспечить чистоту нагревательного элемента и поверхности свариваемых профилей, проверить равномерное прилегание заготовок на рабочем столе и их прижим.
Полуавтоматические (или автоматические) сварочные станки настраиваются по времени и температуре плавления, оборудование с пневматическим приводом - по давлению сжатия профиля и рабочих столов. Более простые и недорогие варианты оборудования (например ручные сварочные станки для пвх окон) настраиваются проще.
Правильность сварки можно определить по внешнему виду сварочного шва: если он белый и тонкий (ровный, размером со "спичечную головку") - значит сварочный станок и отрезной станок настроены правильно; если сварочный шов не ровный и желтый - следовательно процесс сварки прошел неудачно, или сварочный и отрезной станки настроены не верно. После остывания сварочного шва необходимо проверить "диагонали" всех свариваемых элементов окна (рамы и створки), а также его можно проверить "на разрыв".
6. Зачистка сварочных швов.
- для обработки шва, оставшегося после сварки ("наплыв") - используются два типа станков и приспособлений - зачистка по полоскости и зачистка торца створки (рамы), бывают и универсальные станки для обработки сварочных швов, которые за одну операцию зачищают все сварочные швы.
Весь перечень углозачистных станков (инструментов и приспособлений) смотрите здесь:
Зачистка по плоскости происходит с помощью "зачистных ножей" и может делаться одновременно с 2-х сторон, либо попеременно - с одной стороны. Шов на торце створки (рамы) обрабатывается створочной (или рамной) фрезой.
7. Обработка импоста и установка в раму.
- импост - это горизонтальная или вертикальная планка, которая делит ПВХ конструкцию (окно, дверь или перегородку) на части. В каждую из этих частей вставляется оконная створка (стеклопакет или "сэндвич-панель").
Для обработки торца импоста под геометрию рамного профиля служат "фрезеры" или "импостовые станки", которые бывают с ручным приводом, полуавтоматическими и автоматическими (с системой быстрой смены фрез).
Всё оборудование для обработки торца импоста можно посмотреть здесь (от 40000 руб.):
Наша компания разработала дешевые Российские аналоги Турецкого оборудования, это комбинированные фрезерные для окон, которые помимо фрезерования импоста еще производят зачистку сварного шва створки:
Перед установкой обработанного импоста - армируем его с помощью саморезов, размеры армирующего профиля для импоста также расчитываются программой. Закрепление в раму делается с помощью специального крепежного элемента - "соединителем импоста" (или так называемой "пяткой") саморезами.
8. Установка фурнитуры.
Оконная фурнитура – одна из главных составляющих окон, от нее зависит и легкость управления створкой, защита от продувания, отсутствие заедания или плохого прилегания створки, а также защита от взлома. Надо понимать, что не каждая фурнитура способна все это обеспечить.
На сегодняшний день оконный рынок в России насыщен предложениями по оконной фурнитуре, наиболее удобными и надежными из них можно выделить:
| Оконная фурнитура "MACO" (Мако) | |
| Фурнитура "ROTO" (Рото) | |
| Фурнитура для ПВХ окон ZIEGENIA AUBI (Зигениа) | |
| Winkhause фурнитура | |
| Оконная фурнитура VORNE (Ворне) |
Оконная фурнитура имеет многообразие элементов, позволяющих создать окно практически любой формы: ограничение поворота и откидывания, микропроветривание, защита от провисания створки. Хорошая оконная фурнитура обеспечивает до 50-ти. 60-ти тысяч циклов открывания–закрывания створки.
При установке оконной фурнитуры будет удобным воспользоваться шаблоном (кондуктором) для фурнитуры, в котором имеются все необходимые отверстия для сверления в раме (створке). Все поставщики расходных материалов, как правило, при продаже самой фурнитуры - дают подробную инструкцию по ее установке.
Правильность установки (и работы) фурнитуры зависит от того, как хорошо Вы обработаете сварочный шов торца створки.
Для сверления отверстий по шаблону пользуются обычной дрелью, а при фрезеровании места под замки рекомендуется работать на копировально-фрезерных станках.
9. Изготовление стеклопакетов.
В оконных цехах с небольшой производительностью (до 40. 50 светопрозрачных конструкций в день) используются ручные инструменты для стеклопакетов и приспособления для работы со стеклом. Если задача в изготовлении большего количества стеклопакетов - рекомендуется устанавливть специальное оборудование для стеклопакетов:
Основные моменты на которые надо обратить внимание:
- чистота стекла (стекло изначально чистое. но перед началом сборки стеклопакетов его обязательно необходимо протереть моющим средством и вытереть насухо);
- размеры заготововок и количество расходников (стекло, дистанционная рамка, уголки, влагопоглотитель, бутиловый шнур, герметик);
- первичная и вторичная герметизация.
На всех этапах сборки надо проверять чистоту самого стекла на наличие пыли, грязи. и прочих "неприятностей". а для убедительности - пред первичной герметизации рекомендуется очищать напором воздуха (компрессором).
10. Резиновые уплотнители ПВХ окон.
Резиновые оконные уплотнители – это специальная эластичная упругая резиновая прокладка с непростой "геометрией", ее задача заключается в плотном и герметичном прижиме оконной створки к раме. Уплотнители - являются обязательной составляющей любой светопрозрачной конструкции, позволяющие создать полноценную защиту от проникновения из окружающей среды воздуха, звуки и влаги вовнутрь помещения, они сохраняют свои свойства в широком температурном интервале в течение длительного срока эксплуатации и для каждой системы ПВХ профилей (KBE, Montblanc, Rehau, VEKA, LG, и пр.) рекомендуется своя система резиновых уплотнителей.
В зависимости от места установки уплотнителя в ПВХ конструкцию их подразделяют:
- рамный резиновый уплотнитель (монтируется в паз на рамном профиле),
- створочный резиновый уплотнитель (в паз створки),
- уплотнитель для стеклопакета (в створочный паз и штапике и служит для герметизации стеклопакета со створкой),
- универсальный резиновый уплотнитель (устанавливается и стеклопакет и на раму со створкой).
Прокладывать их можно вручную, а для удобства существуют специальные "закатные" ролики. Перед этим следует очистить сварочный шов в пазах с помощью монтажного ножа (кусачками) или специальными приспособлениями - граверами или пневмофрезерами.
10.1 Штапикование окон.
Оконный штапик - прямая профилированная рейка, нужен для того, чтобы закрепить стеклопакет в раме или створке, при этом уплотнительная резина на штапике не дает осадкам и холодному воздуху снаружи проникать внутрь.
Штапики разделяются по виду геометрии, а также предназначены для определенного вида оконной рамы/створки, а ширина штапика зависит от количество воздушных камер стеклопакета, т.е. чем толще стеклопакет, тем меньше ширина самих штапиков. Виды ПВХ штапиков:
Скошенный штапик.
Это классический штапик для пластиковых окон. Скошенный штапик является наиболее функциональным, так как позволяет устанавливать жалюзи и обеспечивает легкое удаление пыли с узкой горизонтальной поверхности.
Закругленный штапик или круглый штапик.
Используется реже, чем скошенный, однако имеет более красивую округлую форму, что придает Вашему окну элегантный внешний вид. Однако на ПВХ окна с таким штапиком будет сложно установить жалюзи.
Фигурный штапик.
- Редкий вид штапика, т.к. подходит не на все профильные системы и при этом не позволяет установить встроенные жалюзи на окна. Выглядит он, конечно, красиво и его применяют в изысканных дизайнерских решениях.
Таким образом, если вы планируете устанавливать жалюзи на пластиковые окна, то обязательно используйте скошенный штапик. Закругленный и фигурный штапик применяется реже, хотя и выглядит более элегантно и красиво нежели классический скошенный штапик.
Нарезку штапиков лучше проводить на штапикорезах с цулагами: Yilmaz CK 412 (CK 411) автоматический штапикорез, а в небольших цехах распиловку можно делать и на обычных 1-головочных пилах, например "Калибр 255 мм" с помощью небольших "хитростей".
Производство окон ПВХ является довольно-таки сложным и многоэтапным процессом. Технология изготовления евроокон предусматривает использование нескольких зон производства. Одной из наиболее важных зон является участок заготовки. Именно здесь осуществляется резка и мойка стекла, а также сборка контура, заполнение влагопоглотителя и нанесение первого слоя герметизации.
Изготовление деревянных окон также выполняеься на участке сборки. На этой стадии осуществляется отжим стеклопакета для обеспечения максимального уровня герметичности. Следующий герметизирующий слой наносится уже на участке герметизации. Наконец, на последнем этапе изготовления ПВХ окон выполняется визуальный мониторинг качества полученной продукции. Кроме вышеперечисленных участков, процесс изготовления предусматривает наличие участков сварки, зачистки углов, монтажа импостов, уплотнителей, фурнитуры и стеклопакетов. В целом данный процесс включается в себя целый ряд необходимых технологических операций, которые должны проводиться на разных участках в заданной последовательности.
Содержание [Скрыть]
- Технология изготовления окон из ПВХ профиля
- Распил ПВХ профиля
- Установка стального вкладыша
- Скрепление ПВХ профиля в рамы и створки
- Установка фурнитуры на окна ПВХ
- Остекление окна, установка стеклопакета
- Изготовление арочных пластиковых окон
- Стеклопакеты с отверстием под кондиционер
- Стеклопакеты с отверстием под вентилятор
Среди особенностей технологии производственного процесса необходимо обязательно отметить, что для изготовления применяются исключительно полые профили, имеющие несколько камер. Причем в производственном процессе отдельного ПВХ окна применяется заданный набор профилей. Они делятся на два типа – основные и доборные. Второй вариант предоставляет возможность осуществлять установку окон со стеклопакетами быстрее и качественнее. В целом на практике применяются различные варианты профилей. Например, могут использоваться профили не только для вертикальных, но и горизонтальных импостов. Также необходимо сделать акцент на том, что применяются профили для створок, монтируемых в один уровень с рамой, полотен балконных дверей и т.д.

Рис. 1. Цех для производства пластиковых окон.
Технология изготовления окон из ПВХ профиля
Как говорилось выше, технология производства окон из ПВХ профиля – это многоэтапный процесс. Среди основных производственных этапов, прежде всего, стоит отметить распил пластикового профиля, армирование, а также крепеж профилей в створки и оконную раму. Кроме того, стоит выделить этапы установки необходимой фурнитуры и непосредственно стеклопакета. Однако перед выполнением вышеперечисленных процессов также осуществляется поставка профиля от производителя в производственный цех. Поставка обычно выполняется большими паллетами. Для изготовления оконной конструкции рама, створка, штапик и импост нарезаются на заготовки необходимых размеров согласно техническому заданию. После этого они отправляются на участок распила.
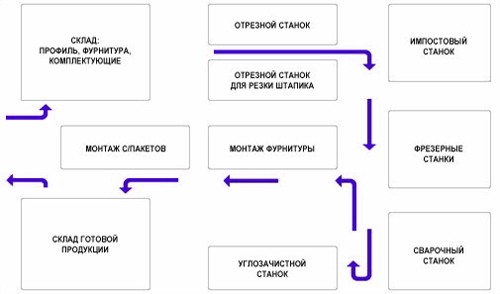
Рис. 2. Технологическая линия по производству пластиковых окон.
Распил ПВХ профиля
Распил пластикового профиля на специальных станках осуществляется под углом 45 градусов. Профиль, предназначенный для производства пластиковых окон, как правило, имеет внутренние полости. Они необходимы для придания конструкции морозоустойчивых качеств. В процесс распила профиля очень важно контролировать точность. Это обусловлено тем, что точность является одним из наиболее важных условий качественной сварки. При распиле ПВХ профиля также стоит обращать внимание на такие параметры, как длина заготовки, чистота поверхности среза и угол реза. Полученные профили не должны иметь каких-либо повреждений.

Рис. 3. Станок для распила ПВХ профиля.
Установка стального вкладыша
Обработка и распил профиля предусматривает монтаж стального армирующего вкладыша. Он устанавливается в центральную камеру пластикового профиля. Установка стального вкладыша объясняется необходимостью обеспечить устойчивость конструкции к различным механическим нагрузкам. В целом армирование ПВХ является обязательным этапом производства, который обеспечивает устойчивость профиля к изменениям температурного режима. Монтаж армирующего профиля выполняется в соответствие с маркировкой на автоматическом шуруповерте. После этого завершается подготовительный процесс, и заготовка отправляется на участок сварки.

Рис. 4. Способы армирования.
Скрепление ПВХ профиля в рамы и створки
После завершения процесса армирования пластиковый профиль должен быть сформирован в цельную оконную конструкцию: створку или раму. Чаще всего для выполнения этой цели проводятся сварочные работы. Полученные заготовки отправляются на специальный сварочный аппарат в необходимой последовательности. Там края заготовок нагреваются до необходимой температуры плавления. За счет этого они скрепляются друг с другом. Таким образом, образовывается прочный шов. Но стоит учитывать, что подобные швы не отличаются эстетичностью. Для того чтобы удалить лишний наплыв пластика применяются фрезерные станки.
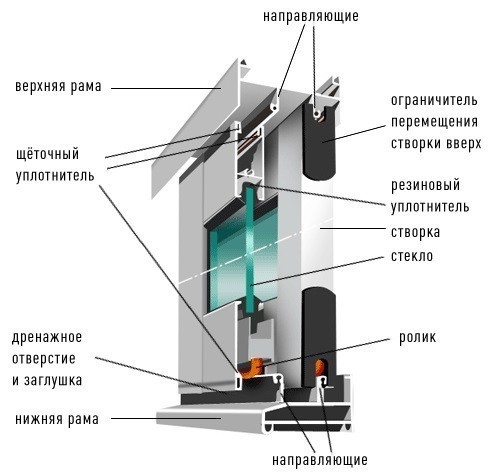
Рис. 5. Основные элементы пластикового окна.
Установка фурнитуры на окна ПВХ
Следующий производственный этап – установка фурнитуры. Она необходима для обеспечения возможности открывания и запирания створок окна. Другими словами, фурнитурные элементы обеспечивают возможность регулировки даннойконструкции. К наиболее популярным фурнитурным элементам принято относить ручки, замки, петли, заглушки, защелки и т.д. Эти элементы могут быть монтированы как на створку, так и на оконную раму. В процессе монтажа фурнитуры необходимо, чтобы все элементы на створке соответствовали таким же элементам на оконной раме. Стоит только лишь добавить, что данные процессы проводятся по заранее созданным эскизам.
Рис. 6. Фурнитура для ПВХ окон.
Остекление окна, установка стеклопакета
Завершающим процессом производства пластиковых окон является установка стеклопакета. В отличие от стандартных стекол, стеклопакет представляет собой несколько листов, которые скреплены между собой и герметично запаяны. Для изготовления стеклопакетов используют различные стекла. При этом пустоты между листами обычно заполняются плотным инертным газом. За счет этого обеспечивается снижение теплопотерь. Кроме того, использование такого газа обеспечивает защиту от жаркого летнего солнца. Качество остекления должен проверить контроллер, который оценит качество защитной пленки и функциональность стеклопакета.
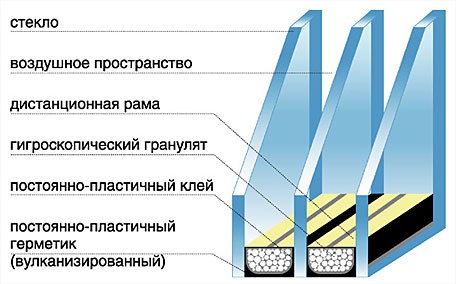
Рис. 7. Схема стандартного стеклопакета.
Изготовление арочных пластиковых окон
Технология производства арочных окон предусматривает выполнение на порядок большего количества операций, чем при изготовлении пластиковых евроокон. Одним из наиболее важных процессов является гнутье ПВХ профиля. Этот процесс производится в соответствие с заданным радиусом, под который необходимо произвести стеклопакет. Кроме того, изготовление арочных окон предполагает сварку на станке с одной сварочной головкой. Учитывая наличие дополнительных процессов, стоимость производства арочных пластиковых окон обычно выше. Помимо этого, на цену влияет срок изготовления.

Рис. 8. Процесс производства арочного окна.
Стеклопакеты с отверстием под кондиционер
Стеклопакеты с отверстием обычно применяются для обеспечения вывода мобильного или напольного кондиционера. Необходимость в установке таких кондиционеров обычно продиктована отсутствием других выходов для кондиционера. Причиной монтажа такого стеклопакета может быть нежелание нарушать внешний вид здания, нецелесообразность затрат на установку сплит-системы и т.д. Среди особенностей подобных стеклопакетов стоит отметить, что отверстия в стеклах вырезаются индивидуально в соответствие с размером шланга кондиционера. Кроме того, такие стеклопакеты изготовляются исключительно в заводских условиях, в которых возможно соблюдение безопасности, прочности и герметичности стекла.

Рис. 9. Стеклопакет с отверстием под кондиционер.
Стеклопакеты с отверстием под вентилятор
Также существует возможность производства стеклопакетов с отверстием под вентилятор. Такие стеклопакеты также изготовляются по индивидуальным заказам. Стоит заметить, что подобные стеклопакеты не имеют аналогов, так как выполнить отверстие в уже готовом изделии невозможно по причине потери целостности конструкции. Помимо этого, нарушится и герметичность стекла. Изготовление и монтаж стеклопакетов с отверстием требует ювелирной работы, которую может выполнить только мастер. Поэтому не стоит самостоятельно устанавливать такие окна, а доверить этот процесс профессионалам.
В настоящее время на любом строительстве или реконструкции здания нельзя обойтись без замены окон ПВХ. А также появляется все больше людей, желающих поставить вместо старых деревянных окон энергосберегающие оконные блоки из пластика.
Содержание [Скрыть]
- Пилы для резки профиля ПВХ
- Станок SK-450
- Пила Yilmaz DC 421 MS
- Пила Yilmaz DC 421 PB
- Сварочные станки для ПВХ
- РС-2 для окон ПВХ (Россия)
- Yilmaz DK 502 – агрегат с двумя головками
- Станок Kaban BB 2030 с двумя головками.
- Станки для зачистки торца импоста
- Настольный станок для обработки профиля Ozelik POLAR-I
- Аппарат для фрезерования торцов профиля ИС-212
- Копировально-фрезерные станки для обработки ПВХ профиля
- Станок Yilmaz FR 222
- Станок Nikmak MKMF02
- Агрегат Yilmaz FR225
- Углозачистные станки
- Станок Yilmaz СА 601
- Агрегат для зачистки профиля с каждой стороны N09
- Стамеска для зачистки Nisan 01
- Оснастка и расходные материалы
- Сборочные столы, стенды, стеллажи
- Столы
- Стенды
- Стеллажи
Это вынудило заинтересованных предпринимателей закупать соответствующее оборудование и открывать свое производство окон из пластика. Но такие фирмы могут конкурировать с другими компаниями и выиграть, если только у них будет современное, выполненное по совершенной технологии, оборудование.
Компания Yilmaz предлагает большой ассортимент разного оборудования для производства стеклопакетов, и даже предлагает готовые линии, что позволяет предпринимателям начать собственный бизнес с нуля и полностью снабдить свой цех необходимым оборудованием.

Рис. 1. Оборудование компании Yilmaz для окон ПВХ
Пилы для резки профиля ПВХ
Любое производство начинается с изготовления заготовок. При производстве оконных блоков такой процесс тоже неизбежен, ведь от качества оборудования, в частности, отрезных пил, зависит точность и качество заготовок. Выбирать пилу рекомендуется исходя из производительности цеха и, конечно же, от требований заказчика качества окон.
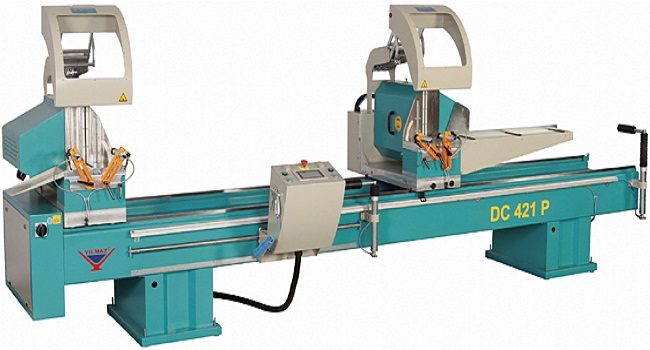
Рис. 2. Двухголовочная фронтальная пила для изделий ПВХ
Рассмотрим еще некоторые виды отрезных станков.
Станок SK-450
Пила для серийной резки ПВХ с подающим нижним диском. Она применяется в массовом производстве для многочисленной резки заготовок, различных закладок и других соединений.
Станок смонтирован на надежной стальной раме с одной пильной головкой и дисковой пилой Ø 450 мм. Распиловка заготовки производится в автоматическом режиме после фиксации изделия со следующими параметрами:
- Погрешность разреза по всей длине заготовки – 0,1 мм;
- Наименьшая длина отрезаемой заготовки – 5 мм;
- Наибольшая длина неподвижного отрезаемого изделия – 600 мм;
- Наибольшая длина реза при движении заготовки – 1000 мм.
В результате введенной программе обеспечения системы управления, технологический процесс полностью автоматизирован.
Пила Yilmaz DC 421 MS
Это современный универсальный станок рассчитан для резки одной или двумя дисковыми пилами изделий из пластика. Правую головку с пилой можно выставить на любой размер посредством маховика.
Для резки под углом от 45 до 90 градусов пилы настраиваются ручным способом. Диск с размером Ø 450 мм позволяет производить распил двух заготовок одновременно.
Пила Yilmaz DC 421 PB
Данная модель используется для резания заготовок из ПВХ. Параметры, необходимые при изготовлении оконных блоков можно заложить в систему управления, как прямым путем, так и через USB интерфейс.
На двух головках установлены дисковые пилы Ø 420 мм, закрытые защитными кожухами. В памяти программного управления станком сохраняется до 60 тыс. операций по распиловке изделий.
Подача пил осуществляется через гидравлику и пневматику, и она регулируется, что дает возможность плавного перемещения изделия и соответственно, получается чистый пропил.
А также существуют другие станки для резки заготовок из ПВХ, такие как: SDT 275; SC 550 P; ACK 420; CK 411, но их устройство конструктивно одинаковое и различие лишь в некоторых характеристиках.
Сварочные станки для ПВХ
Сварочные станки предназначены для расплавления двух сопрягаемых заготовок и последующего соединения их между собой под высоким давлением. Они бывают с ручным, полуавтоматическим и автоматическим управлением.

Рис. 3. Двухголовочный сварочный станок
РС-2 для окон ПВХ (Россия)
Устройство сварочное для пластиковых окон применяется для соединения изделий ПВХ путем сваривания под прямым углом. У агрегата имеются кулачковые зажимы заготовки.
А также станок снабжен регулируемым микроконтроллером, который может обеспечивать температуру при работе от 0 до 340 градусов. К тому же на пульте находится световая и звуковая сигнализация, предупреждающая о готовности изделия.
Yilmaz DK 502 – агрегат с двумя головками
Сварочный станок предназначен для спаивания изделий из ПВХ под разными углами без участия человека.
У него имеются следующие режимы:
- Автоматический зажим заготовки до начала обработки и такой же разжим в конце сварки;
- Установлен таймер для сварки изделия;
- Выбор определенной температуры от заданных параметров.
Устройство это способно сваривать одновременно две пары сопрягаемых изделий, причем правой головкой – под разными углами. Имеет также пневматический прижим – отжим заготовки по заданному времени. Автоматическая регулировка температуры в зависимости от заданных параметров.
Станок Kaban BB 2030 с двумя головками.
Используется при спаивании двух изделий из ПВХ при температуре от 0 до 260 градусов. Агрегат имеет управляемую головку с ручным управлением, которая расположена с правой стороны станка.
На левой головке сварка ведется в диапазоне от 30 до 180 градусов, а на правой – от 30 до 90 градусов. По технике безопасности, зажим изделия производится в холодном состоянии. Допустимая толщина шва от 0,2 до 2 мм.
Станки для зачистки торца импоста
Аппарат фрезерный предназначен для обработки кромок и торцов профилей из ПВХ. Он укомплектован воздушными прижимами и ручной подачей головки с фрезой.

Рис. 4. Автомат для зачистки торца профиля
Различают следующие типы станков:
Yilmaz KM 212 – агрегат для фрезерования торцевой части профиля.
Эти станки имеют ручную подачу фрезы, а механический зажим изделия приспособлен под разные конфигурации профиля.
Настольный станок для обработки профиля Ozelik POLAR-I
- механические зажимы изделия сверху и в передней части;
- ручное перемещение фрезы;
- удобное управление на ручке переключения привода режущего инструмента;
- Наибольший размер торцевой головки 135 мм;
- посадочный диаметр 30 мм;
Можно обрабатывать заготовку с наибольшей высотой выступающей части 60 мм и с минимальным размером – 10 мм
Аппарат для фрезерования торцов профиля ИС-212
Станок является аналогом фрезерного аппарата турецкой фирмы Yilmaz KM 212 с некоторыми изменениями: увеличен диаметр фрезы до 70 мм, повысилась мощность двигателя (1,1 кВт вместо 0,8 кВт)
Копировально-фрезерные станки для обработки ПВХ профиля
Эти агрегаты предназначены для сверления и фрезеровки отверстий и пазов под фурнитуру оконных блоков. На всех изделиях заданные отверстия делаются по определенному шаблону для данного образца именно на профиле ПВХ.

Рис. 5. Копировально фрезерный станок для ПВХ
Станок Yilmaz FR 222
Аппарат предусмотрен для сверления и фрезерования пазов под ручку, механизм замка и каналы дренажа. Зажимать нужно механическим способом. Используются фрезы с Ø 8 мм с длиной от 50 до 110 мм.
Yilmaz FR 222 имеет следующие характеристики:
- Производитель – Nikmak;
- Давление в пневматических зажимах – 6 атм;
- Расход воздуха в компрессоре – 5л/цикл;
- Размеры станка – 670×1060×1250;
- Масса – 150 кг;
- Электродвигатель на копир – 1800 об/мин, 0,6 кВт, 220 В.
Станок Nikmak MKMF02
На агрегате предусмотрено фрезерование разнообразных пазов в профиле ПВХ при изготовлении оконных блоков. Путем смены фрез на нем возможно фрезерование пазов под 3 размера, а также сверление отверстий.
Эта операция производится через редуктор отдельным двигателем, а отверстия получаются одновременно за счет приспособления в устройстве станка.
Агрегат Yilmaz FR225
Станок приспособлен для стандартного фрезерования технологических пазов для водоотливов, личинок замков, реечных планок, и для сверления трех отверстий под ручку. Кроме этого, станок оснащен пневматическим зажимом изделия.
В комплект входит несколько сверл от 5 до 12 мм, фреза Ø8 мм и длиной 100 мм. Аппарат снабжен дополнительной системой охлаждения и матрицей копирования.
А также для фрезерования пазов используются станки такие, как П-1, VILMAZ FR-225, ST-264
Углозачистные станки
Полуавтоматы для зачистки углов относительно недорогие, но для них нужны фрезы с определенным профилем. Если станки для обработки углов используются автоматические, с применением ЧПУ (числового программного управления), то на них можно изготавливать до 200 изделий за смену.

Рис. 6. Углозачистной станок для ПВХ
Станок Yilmaz СА 601
Такие устройства используются для зачистки поверхностей после сварки и внешнего угла профиля. У него есть приспособление для центрирования угла и система полной остановки оборудования после окончания работы. Имеет гарантию 3 месяца.
Агрегат для зачистки профиля с каждой стороны N09
Аппарат имеет возможность:
- обработки сварочных швов с двух сторон профиля;
- регулировки выступа двухстороннего ножа;
- пневмозажима заготовки;
- управление посредством ножной педали.
На станке допускается установка фрезы Ø230 мм, и ею можно быстро и качественно защищать швы после сварки. После приобретения этого агрегата повысится производительность вашего труда с наименьшими затратами.
Все станки для зачистки профиля имеют примерно одинаковые характеристики:
Изготовитель – Nikmak (Турция);
Мощность трехфазного двигателя – 1.6 кВт;
Давление воздуха в системе – 6 атм;
Расход воздуха – 30 л/цикл;
Размеры станка – 550×950×1200;
Скорость вращения головки – 2800 об/мин.
Стамеска для зачистки Nisan 01
Стамеску для зачистки сварочных швов подобного типа используют при обработке нестандартных стеклопакетов в тех случаях, когда изделие нельзя поместить в станок. Рекомендуется обрабатывать сразу же после сваривания стыка, чтобы использовать минимальное усилие.
Кроме перечисленных станков, для зачистки профиля можно приобрести аналогичное оборудование: Nikmak OKAC-01, Yilmaz KM 213, Nikmak OKAS-01.

Рис. 7. Стамеска для зачистки швов на окнах из ПВХ
Оснастка и расходные материалы
Кроме станков при изготовлении окон ПВХ, часто приходится использовать пневматическое и компрессорное оборудование из Турции. К тому же в широком ассортименте предъявлены ручные инструменты при производстве оконных блоков:
- стеклорезы со вставкой из быстрорежущего сплава;
- липучки для стекла;
- циркули;
- прижимы механические;
- фиксаторы.
В дополнение к этому здесь всегда есть в продаже листогибочное устройство для изготовления отливов, коньков и т. п. от ведущих компаний в данной отрасли Tapco и Stalex.

Рис. 8. Сегментный листогиб
Сборочные столы, стенды, стеллажи
Столы
В качестве базовой поверхности стола используются полипропиленовые трубы, по которым легко перемещать изделия, не нанося ущерба. Удобные выдвижные упоры сбоку стола дают возможность увеличить длину стола на 950 мм.
Размеры стола составляют 1900×1500×800 мм и также возможно поднятие стола по высоте. Приспособления на стойках позволяют быстро и надежно зафиксировать стол к полу.
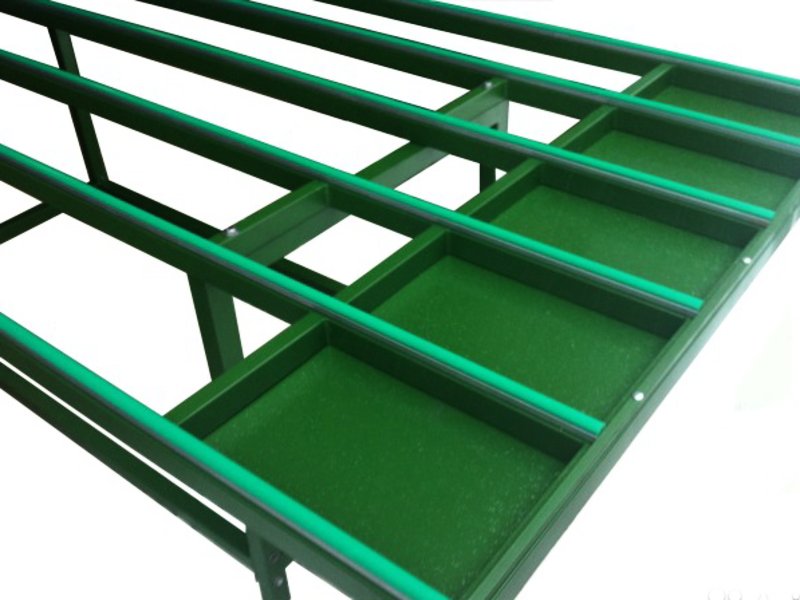
Рис. 9. Стол для сборки окон ПВХ
Стенды
Раздвижные стенды выглядят как конструкции с основной поверхностью. На ней производится сборка и сварка оконных блоков. Если производится ручная сварка, то часто используются металлические плиты с гнездами для разных фиксаторов.
Примером таких стендов для сборки и сварки профилей могут служить электромагнитные стенды. Это – плоская и лекальная поверхность с монтированными электромагнитами, а между ними проложены флюсовые подушки с пневмозажимами.

Рис. 10. Стенд для имитации оконного блока
Стеллажи
Стеллаж СМС-01 представляет собой каркас, сделанный из труб, в котором хранятся готовые оконные блоки.

Рис. 11. Стеллажи для оконных блоков
Открывать производство и реализовать оконные блоки в настоящее время – одно из перспективных движений предпринимательства. И от того, какое вы купите оборудование для изготовления стеклопакетов, соответственно, какого качества будут изделия, напрямую зависит реализация вашего продукта.
Чтобы современные окна имели отличные характеристики, производство стеклопакетов должно выполняться в строгом соответствии с технологическими стандартами. Основное требование к этим изделиям – абсолютная герметичность. Однако помимо этого существует еще ряд не мене важных критериев – стабильность форм, заявленная производителем звуко- и теплоизоляция, а также отсутствие конденсата на внутренней стороне стекол. Такого результата можно добиться только в том случае, если выполнять все нормативы в процессе производства.

Нюансы терминологии
Технология изготовления стеклопакетов для окон из пластика, евробруса и алюминия одинаковая. Вследствие этого не существует отдельное производство деревянных стеклопакетов и других их видов. К тому же в самом этом термине содержится смысловая ошибка, которая может ввести в заблуждение. Ведь ни в каком в стеклопакете нет деревянных деталей, а речь в данном случае идет об изготовлении стеклопакетов для деревянных окон.
Для производства этих элементов оконных конструкций используются:
- различные виды стекла;
- металлические или пластиковые дистанционные рамки;
- герметики;
- инертный газ;
- поглотитель влаги;
- декоративные элементы – фьюзинг, полимеры, бевели и протяжки;
- энергосберегающие и звукоизоляционные покрытия.
Для изготовления стеклопакетов с подогревом используются дополнительные материалы и специальные технологии. Подробнее об этом уникальном продукте читайте на ОкнаТрейд.
Этапы изготовления стеклопакетов
Благодаря автоматизации некоторых стадий этого процесса удалось добиться более высокого качества и сократить сроки изготовления стеклопакетов. Вся производственная процедура состоит из 7 этапов:
- раскрой стекла;
- резка спейсеров – дистанционных рамок;
- мойка стекла;
- нанесение герметика;
- шлифовка краев стекла;
- первичная сборка;
- завершающая герметизация.
Резка стекла
Одна из основных и самых важных процедур – резка стекла. Причем в этом процессе значение имеет не только точность, но и сохранение структуры раскраиваемого материала, а также обеспечение ровных краев разлома. Дело в том, что в процессе резки на стекле образуются микротрещины, которые имеют способность довольно быстро «самозалечиваться». В результате такой особенности, если замешкаться, можно допустить брак, поэтому при качественном раскрое разлом должен выполняться сразу же после разреза.
Сегодня этот процесс полностью автоматизирован, поэтому производителям стеклопакетов удалось повысить качество. Резка осуществляется на специальных форматно-раскроечных станках с ЧПУ и специальными воздушными подушками для листов стекла. Кроме того, для предотвращения сколов линия реза сразу же автоматически обрабатывается смазывающей жидкостью с низкой вязкостью. Благодаря этому существенно замедляется процесс «самозалечивания» стекла, и удается добиться идеально ровных разломов без сколов.

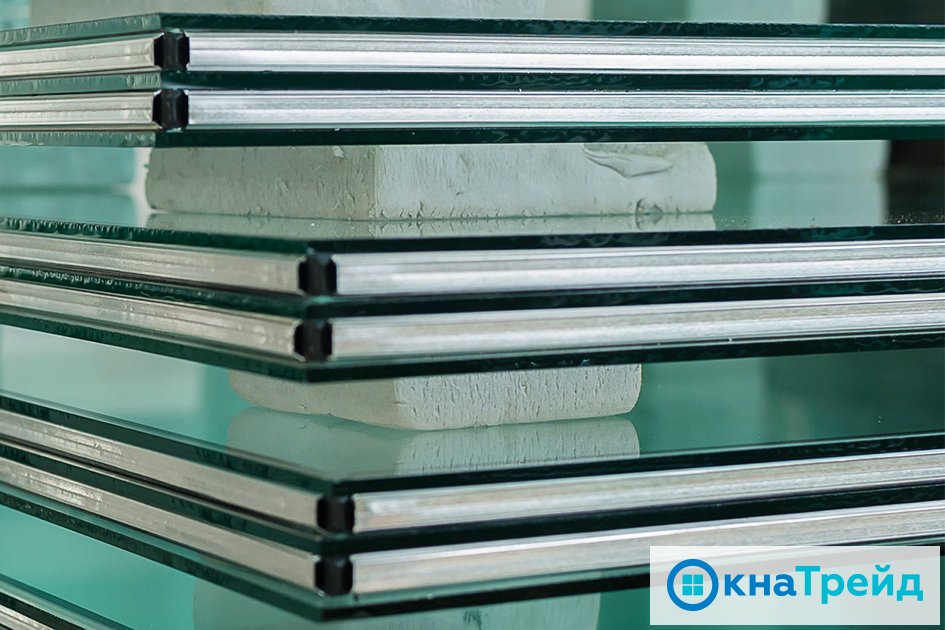
Подготовка дистанционных рамок
Одновременно с процессом резки стекла осуществляется подготовка дистанционных рамок, о видах которых можно узнать в обзоре на ОкнаТрейд. Поскольку дистанционные рамки изготавливаются путем предварительной резки профилей и последующей их сборки в цельный каркас или при помощи гибки, подготовительная процедура может отличаться в зависимости от выбора дистанционного профиля. В ходе сборки во внутренние полости спейсеров засыпается молекулярное сито – специальные поглощающие гранулы. К этому материалу предъявляется ряд требований:
Изготовление стеклопакетов на этом этапе выполняется с тем учетом, чтобы стекла не запотевали изнутри в процессе эксплуатации окон. В процессе этого мероприятия важно правильно определить «точку росы», благодаря чему будет подобрано правильное количество поглотителя влаги.
При заказе стеклопакетов рекомендуется отдавать предпочтение моделям, изготовленным из дистанционных рамок с терморазрывом. Использование таких спейсеров позволяет устранить «мостики холода» в этой зоне оконной конструкции.
Мойка стекол
Мойка уже раскроенных стекол выполняется в специальной камере с применением деминерализованной воды. Вся процедура выполняется без применения моющих средств. Все загрязнения с поверхности стекла удаляются при помощи специальных щеток, имеющих ворс со строго определенной жесткость. Такая технология позволяет качественно очистить все поверхности и не поцарапать при этом стекло.

Нанесение герметика
Эта кажущаяся простой процедура имеет принципиальное значение – если нарушить технологию ее выполнения, существует высокий риск разгерметизации стеклопакета. Составы на основе бутилов наносятся на поверхность спейсеров автоматическим или ручным способами. При этом второй вариант допускается только в том случае, когда производство стеклопакетов не носит массовый характер. В процессе нанесения принципиально важно, чтобы слой герметика был везде равномерным и составлял 3 мм.
Шлифовка стекол
Перед выполнением непосредственного монтажа, чтобы снизить вероятность разрушения только что собранной конструкции, выполняется шлифовка стекол по периметру. Это мероприятие позволяет улучшить адгезию и обеспечивает страховку на то время, которое требуется для застывания герметика.
Первичная сборка
На этом этапе стекла соединяются с дистанционными рамками, на которые предварительно был нанесен герметик. Очень важно, чтобы связующий состав после сборки имел исключительно черный цвет. Ведь наличие белых пятен на герметике означает то, что его касались руками или стекло плохо помыли. Это негативно сказывается на качестве соединительного шва. Во избежание подобных ситуаций рабочие работают в перчатках и следят за чистотой стекол. После сборки конструкции укладывают под специальный пресс, где под давлением бутиловое покрытие проникает в структуру силикатной массы и обеспечивает надежное соединение.
Стеклопакеты с белыми пятнами в местах склеивания стекол и дистанционных рамок не пригодны для установки и эксплуатации. Использование таких изделий может привести к быстрому снижению энергоэффективности окон и уровня шумопоглощения.

Завершающая стадия
Изготовление стеклопакетов для окон заканчивается этапом нанесения на боковые части конструкции второго слоя герметика. Процедура выполняется в температурном диапазоне 16-25°C при влажности воздуха не выше 50%. В качестве вторичного слоя могут быть использованы тиоколовые, силиконовые или полиуретановые герметики. Благодаря этому этапу обеспечивается сохранность первичной геометрии стеклопакетов в течение всего их гарантийного срока эксплуатации.
Читайте также: