
Раскладка доски по радиусу
Обновлено: 24.04.2024
Изготовление торцевой разделочной доски, как и любого другого изделия, начинается с чертежа и расчета. Технология производства торцевых разделочных досок подразумевает, что исходя из размеров изделия и толщины материала нужно определить количество делянок в щите и их размер. Это будет ширина будущего изделия. Далее нужно определиться с толщиной щита, это будет длина изделия.
Подготовка материала для изготовления торцевой разделочной доски
Когда все расчеты произведены, приступаем к выбору материала. Одним из самых важных параметров является влажность доски: она не должна превышать 6-8%. Если пренебречь этими параметрами и использовать не досушенный или сырой материал, то после изготовления доска продолжит высыхать естественным путем. Из-за неравномерного высыхания материала в доске возникают чрезмерные напряжения, и как следствие, растрескивание доски.
Мы закупаем материал разной влажности, сами производим процесс сушки или досушки доски до нужных показателей. Сушка древесины производится в закрытой камере с поддержанием строго заданной температуры. За счет использования специальных электропанелей, температура распределяется равномерно по всей поверхности материала, что позволяет получить качественно просушенную древесину определенной влажности.

Сушка досок до требуемых показателей влажности
После проверки влажности нужно тщательно осмотреть доски на предмет трещин, микротрещин и других дефектов древесины. Отобранный качественный материал нужно раскроить по длине и по ширине с небольшим запасом. Если доска не обрезная, сначала нужно обрезать обзол по направляющей шине.
Определение требуемой длины доски Распиливание досок на требуемую длину Распиливание досок на требуемую ширину
Когда напилены черновые заготовки, нужно провести предварительную обработку материала. Переходим к фуганку и фугуем сначала пласть доски, затем отбиваем угол 90 градусов.
Фугование пласти доски Отбивка угла 90 градусов на фуговальном станке Проверка правильности фугования. Угол должен быть 90 градусов.
Когда все заготовки отстроганы, возвращаемся к дисковой циркулярной пиле и пилим делянки нужного размера. В данном случае это брусок с равными сторонами. Все делянки должны быть по возможности одинакового размера, чтобы в дальнейшем их было проще обрабатывать на рейсмусе. Если какая-то делянка будет тоньше остальных, то ее не удастся использовать. Или же придется уменьшить размер всех остальных.

Подготовка делянок для обработки на рейсмусе
После того, как подготовка делянок завершена, переходим на рейсмус и калибруем их в заданный размер. Обработка на рейсмусе позволяет получить заготовки строго заданного размера. Также после обработки на рейсмусе удается получить практически идеально ровную поверхность, что крайне важно при склеивании заготовок. Чем ровнее поверхность, тем надежнее будут соприкасаться склеиваемые поверхности, а значит прочность и надежность изделия будут выше.

Калибровка заготовок в заданный размер на рейсмусе
Подготовка делянок завершена, заготовки откалиброваны в нужный размер и имеют ровную гладкую поверхность. Переходим к первому этапу склейки. Вначале собираем будущий щит: переворачиваем заготовки на 90 градусов пилеными сторонами кверху, смотрим на расположение волокон, они должны располагаться в разных направлениях.

Подготовка щита к склейке
На данном этапе можно увидеть приблизительный внешний вид готовой доски. После того, как делянки разложены в нужном порядке, достаточно взглянуть на торцевой срез заготовок. Примерно так и будет выглядеть готовое изделие. Из-за неоднородности древесины рисунок не будет одинаковым на всей поверхности готовой доски, однако сейчас уже можно понять, что получится в итоге. При необходимости заготовки можно менять местами, чтобы добиться максимально красивой поверхности. После склейки сделать это будет уже невозможно. Главное не забывать чередовать заготовки так, чтобы волокна древесины располагались в противоположных направлениях.

По торцевым срезам можно определить, как приблизительно будет выглядеть готовая разделочная доска
Склеивание щита для изготовления торцевой разделочной доски
На подготовленные и откалиброванные в один размер заготовки наносим клей Titebond III Ultimate. Данный клей нетоксичен, не содержит в своем составе красителей, растворителей и других вредных веществ. Разрешен для производства изделий, соприкасающихся с продуктами питания. А значит идеально подходит для производства торцевых разделочных досок. Кроме того, клей Titebond III Ultimate обладает повышенной прочностью и влагостойкостью в сравнении с другими видами однокомпонентного клея.

Клей Titebond III Ultimate, используемый в производстве торцевых разделочных досок
Клей наносим ровным слоем по всей поверхности склеиваемых заготовок, не оставляя незаполненных участков. Удобнее всего это делать с помощью валика или кисти, которые затем легко отмываются обычной водой. Клея должно быть достаточное количество, чтобы обеспечить надежное склеивание поверхностей. Не стоит его экономить и наносить слишком тонким слоем, также как и не стоит наносить слишком много. В процессе склеивания излишки клея все равно будут выдавлены наружу.

Нанесение клея Titebond III Ultimate на склеиваемые поверхности
После нанесения клея склеиваем щит, стягивая его трубными струбцинами. Они создают хорошее давление, что гарантирует качественную склейку. Зажимать струбцинами щит необходимо с двух сторон, сверху и снизу. Это делается для того, чтобы исключить выдавливание заготовок при стягивании и во время сушки клея. Желательно использовать не менее трех струбцин. Чем больше, тем равномернее будет сжатие.
Как говорилось выше, излишки клея выдавливаются во время сжатия. Клей, равномерно выступивший по всей поверхности, свидетельствует о качественном склеивании всех поверхностей. Выступивший клей можно удалить сухой тканью до того, как он высохнет.

Стягивание щита с помощью трубных струбцин
Оставляем щит сушиться на 7-10 часов (обычно на ночь). После того, как щит высох, переходим на рейсмус для калибровки. Прострагиваем в нужный размер и переходим к распилу.

Калибровка щита на рейсмусе перед распилом
Сначала нужно отторцевать щит под углом 90 градусов и убрать «ступеньку» от рейсмуса.

Торцовка щита под 90 градусов
Далее, в зависимости от толщины будущего изделия, перепиливаем щит на заготовки требуемого размера. Оптимальная толщина готовой торцевой разделочной доски 30-40 мм. Такая толщина обеспечивает достаточную прочность при склеивании, при этом доска получается не слишком тяжелой. Чем больше размер доски, тем она должна быть толще. Можно использовать заготовки большей толщины, в этом случае доска получится более массивной. В некоторых случаях это удобно, но не всегда. Использовать заготовки толщиной менее 30 мм не желательно, так как в этом случае возможна деформация доски в процессе эксплуатации. Заготовки необходимо делать с небольшим запасом, чтобы после склеивания можно было выровнять доску на рейсмусе и тем самым получить желаемые размеры.

Распиливание щита на заготовки требуемого размера
Полученные заготовки собираем в щит, поворачивая каждую вторую деталь на 180 градусов. Чем больше будет деталей из разных щитов, тем хаотичнее будет рисунок. Каждая торцевая разделочная доска имеет свой неповторимый рисунок, который зависит от используемых материалов и направления волокон древесины. Используя различные породы древесины, объединяя и чередуя их, можно получить очень интересные результаты.

Сборка торцевой разделочной доски из заготовок
Далее наносим клей точно так же, как и при склеивании предыдущего щита. Подкладываем и приклеиваем жертвенные бруски, которые в дальнейшем предотвратят наше изделие от сколов при прострожке в рейсмусе.

Нанесение клея и установка жертвенных брусков
Стягиваем трубными струбцинами. Важно установить струбцины с двух сторон, чтобы предотвратит изгиб заготовки. Делаем все точно так же, как и до этого: стягиваем сверху и снизу как минимум тремя струбцинами. Оставляем сушиться на 7-10 часов (ночь).

Стягивание торцевой разделочной доски с помощью трубных струбцин
Обработка поверхностей разделочной доски
После того, как заготовка хорошо просохла, переходим к рейсмусу. На этом этапе поверхность доски выравнивается и калибруется до нужной толщины (рекомендуемая толщина 30-40 мм). Именно для этого мы распиливали щит с небольшим запасом по толщине. На жертвенном бруске слева видны сколы. При отсутствии жертвенных брусков сколы образовались бы на самой доске, повредив ее, и эту часть пришлось бы обрезать.

Торцевая разделочная доска после обработки на рейсмусе
Поверхность будущей торцевой доски после рейсмуса получается ровной, но шероховатой на ощупь. Переходим к процессу шлифовки, сначала доски шлифуются на барабанно-шлифовальном станке зерном 120.

Шлифовка доски на барабанно-шлифовальном станке
Далее с помощью дисковой пилы обрезаем заготовку в размер по длине и ширине. Стандартные размеры торцевых разделочных досок: 200×300 мм, 250×250 мм, 250×400 мм, 300×400 мм.
Обрезка заготовки в размер по длине и ширине Заготовка после обрезки
Пила оставляет шероховатую поверхность и следы зубов пильного диска. Боковые поверхности необходимо довести на тарельчато-шлифовальном станке, предварительно скруглив углы будущего изделия.
Отмечаем углы для скругления Скругление углов, обработка боковых поверхностей на тарельчато-шлифовальном станке
Далее переходим к фрезеру и вырезаем ухваты, затем дорабатываем их наждачной бумагой вручную.
Фрезеровка ухватов на фрезерном станке Готовые ухваты
После барабанно-шлифовального станка остаются продольные царапины от абразива, их убираем орбитальной шлиф. машиной. Начинаем с зерна 120, далее 180, 240, 320.
Царапины от абразива на поверхности доски Шлифовальные круги с зерном 120, 180, 240, 320 Обработка доски с помощью орбитальной шлифовальной машинки
После того, как изделие отшлифовано, остается снять фаски. С верхней плоскости радиусом 6,5 и с нижней 3,2.

Снятие фасок с помощью ручного фрезера

Край доски с частично снятой фаской
Изготовление торцевой разделочной доски: окончательная обработка
Продуваем доски от пыли и переходим к обработке минеральным маслом. Доска полностью погружается в минеральное масло на 30-40 минут. Можно дольше, меньше не желательно, так как доска может не успеть достаточно пропитаться. Минеральное масло более жидкое, чем смесь минерального масла с воском. Оно проникает глубже в структуру древесины.
Обработка торцевой разделочной доски минеральным маслом Доска, полностью погруженная в минеральное масло

Разделочная доска сразу после извлечения из масла
После того, как масло впиталось, повторяем обработку и опять оставляем изделие на некоторое время для пропитки.
Прикручиваем силиконовые или резиновые ножки. Размечаем места для крепления, отступив от краев доски по 2-3 сантиметра. Затем сверлим отверстия в местах крепления ножек.
Сверление отверстий для крепления ножек Прикручивание ножек к разделочной доске 2 варианта ножек: резиновые и силиконовые
После того, как ножки прикручены, торцевую разделочную доску необходимо обработать смесью минерального масла и пчелиного воска. При комнатной температуре смесь твердая, поэтому ее нужно разогреть до жидкого состояния в микроволновой печи или на водяной бане. Тампоном из хлопчатобумажной ткани круговыми движениями наносим состав на изделие. Данный состав закрывает поры древесины и является более стойким к износу.

Обработка смесью воска с минеральным маслом
Готовое изделие заворачиваем в стрейч-пленку на время хранения и транспортировки.

Доска, завернутая в стрейч-пленку. Готова к хранению и транспортировке
Как видно из всего вышеописанного, изготовление торцевой разделочной доски — весьма трудоемкий процесс, требующий определенных навыков, а также специальных инструментов и соблюдения всех технологий. Без всего этого весьма затруднительно получить качественный продукт. Поэтому торцевую разделочную доску проще купить, чем изготовить самостоятельно. В этом случае вы будете уверены, что получаете качественный продукт, который прослужит вам долгие годы. А при соблюдении инструкции по эксплуатации и своевременной обработке воском и минеральным маслом, сохранит первоначальный вид практически без изменений.
Процесс изготовления.
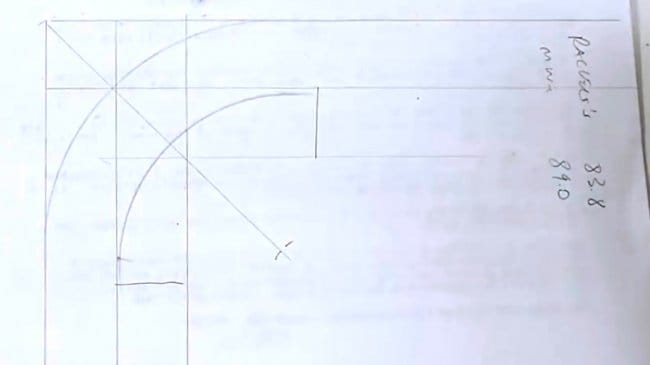
Итак, у автора появилась необходимость сделать бортик для своего рабочего стола по той причине, что у него растет маленький ребенок, и постоянно тянет все предметы со столов. Автор уже предусмотрительно закруглил углы столешницы для снижения вероятности получения травм ребенком.
При всем этом и сама конструкция бортика должна иметь закругленные внешние углы.

Конечно, можно соединить две доски между собой, склеив их, и стянув саморезами. Но прочность такого соединения будет очень низкой, да и радиус закругления окажется совсем небольшим.

Для реализации надежного соединения, мастер решает усилить его при помощи двух дополнительных брусков.
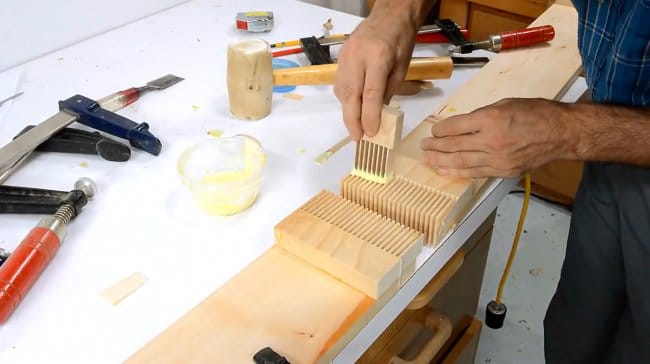
Далее, используя циркулярную пилу с кареткой, мастер формирует на торцах досок вот такие гребенки, где ширина шипов равна пазам.

Для удобства нанесения клея внутри прорезей, автор сделал специальный «гребешок», шипы которого меньше ширины пазов.
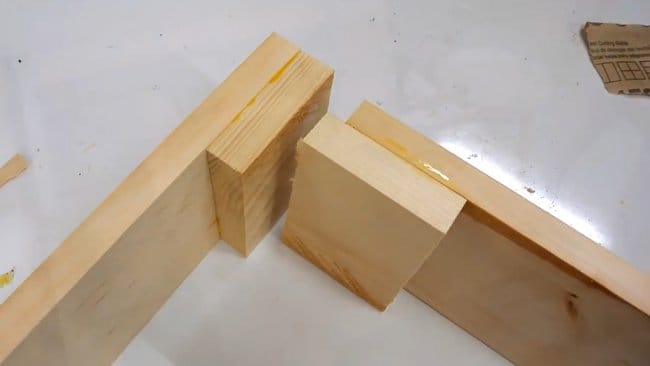
Обе заготовки соединяются между собой, верхнюю деталь легче вставить в пазы, слегка раскачивая ее в поперечном направлении.

Подгонка пазов и шипов оказалась весьма плотной, и даже киянкой загнать деталь на место не получилось.


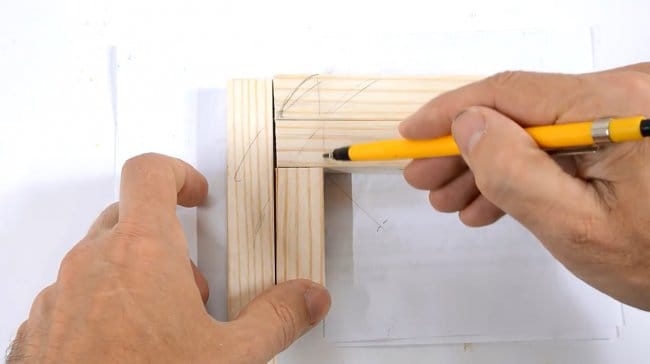
После фиксации обеих деталей струбцинами в двух направлениях, мастер выставляет угол в 90 градусов между ними.


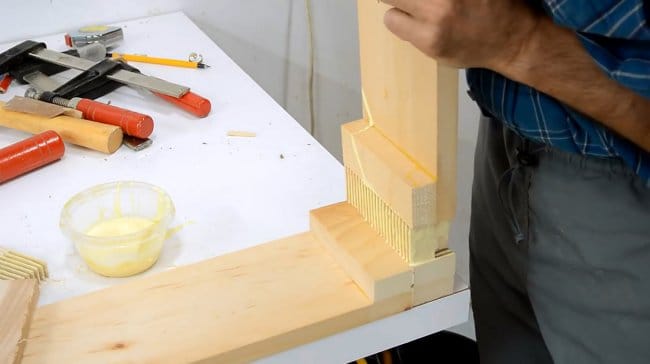









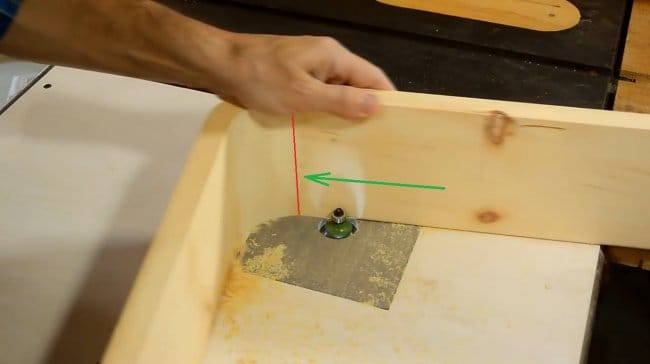
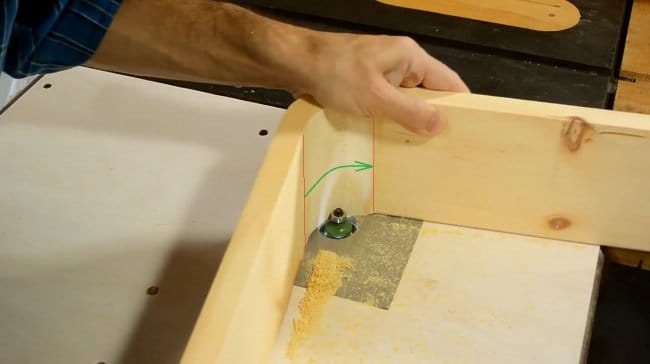
Остается операция по закруглению граней радиусной фрезой. Фрезеровка сначала ведется до начала линии изгиба.

Все поверхности деталей шлифуются мелкозернистой наждачной бумагой вручную, и покрываются слоем акрилатного лака.
В итоге места соединений выглядят наподобие среза фанерного листа.




Благодарю Матиаса за мастер-класс по выполнению простого, но надежного радиусного соединения!
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.


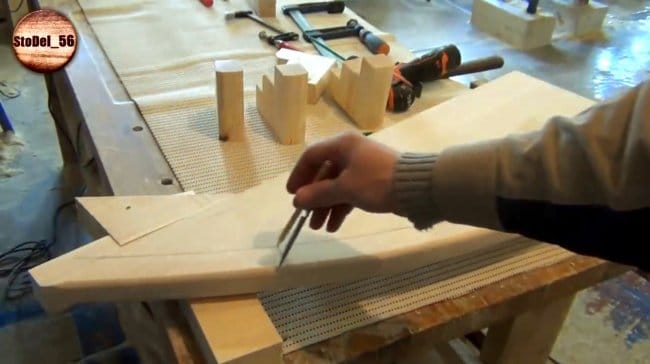
Далее, мастер размечает на нижней части уже готовой деревянной ступени расстояние до задней стенки подступенника. Для этого подойдет циркуль, или разметочный рейсмус. Это расстояние состоит из размера свеса ступени (30 мм) и толщины подступенника, который будет сложен из трех ламелей (12 мм).
Для того, чтобы изготавливаемый подступенник не приклеился к самой ступени, автор защищает ее упаковочной пленкой.

Из обрезков от досок он изготовил вот такие бруски, которые и будут основными упорами для сгибаемой детали. Так как все ступени имеют свой индивидуальный размер, то смысла создавать отдельный кондуктор просто нет. Мастер прикручивает упоры к нижней части ступени.








Один край подступенника фиксируется струбциной к упору, затем делается изгиб, фиксируется центральная часть, и второй край. После этого автор стягивает слои изделия дополнительными струбцинами.
Как говорят некоторые мастера — струбцин мало не бывает!






Крайне важно с внешней стороны детали делать подкладки под губки струбцин из обрезков дощечек, кусков фанеры, плотной светлой кожи или другого мягкого материала.
Почему нужно это делать? Твердые губки плохо распределяют усилие по поверхности, и неизбежно оставят вмятины на мягкой древесине, особенно, когда она еще и напиталась клея.


После застывания клея мастер снимает изделия, и фиксирует их в длинных струбцинах на несколько дней. Так они полностью высохнут, и сохранят свою дугообразную форму.



Автор был занят другими делами, и только через пять дней снял заготовки, и обработал их края на рейсмусе. Также обрезал торцы по длине изгиба ступеней. При обработке на торцовочной пиле важно учесть угол, под которым край подступенника будет стыковаться со стеной. Иначе можно промахнуться, и изделие придется делать заново.



Все поверхности подступенников шлифуются орбитальной машинкой, а торцы обрабатываются наждачной бумагой вручную.

Теперь на лицевую сторону наносится два слоя морилки. Это можно сделать как кистью, так и пульверизатором.




Перед нанесением лака нужно отшлифовать поверхности мелкой наждачной бумагой. Таким способом убирается поднятый ворс. Также можно, а иногда и нужно, отшлифовать и предпоследний слой лака.







Благодарю автора за простой, но полезный способ гибки древесины!
Этим же методом вполне можно изготавливать и спиральные детали.
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Процесс изготовления.
Один из самых простых методов вырезания отверстий предполагает применение электрического лобзика. Его недостаток в том, что лезвие обычно немного гуляет, и вырезать идеальный круг практически невозможно. Также после вырезания присутствует большое количество сколов. Тем не менее, для некоторых деталей и сборок такая аккуратность не имеет большого значения.






Однако в данной статье автор сосредоточит своё внимание на методах, позволяющих добиться идеально круглого отверстия.

Пожалуй, один из наиболее дешёвых способов просверлить отверстие является использование плоского расширяющегося сверла, или так называемого перьевого сверла.
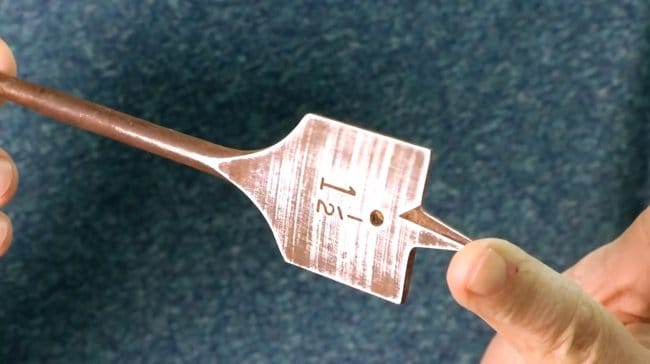
Такие свёрла по большей части используются при работе с грубыми, неровными материалами, при создании примитивных изделий, для которых низкое качество прорезей не столь уж критично. Это, например, бурение отверстий в стене с целью прокладывания проводки.





Но то же перьевое сверло может давать замечательный результат, если им сверлить медленно и на какой-то подложке. В этом случае прорези, сделанные ими, по качеству конкурируют с теми, которые сделаны сверлом Форстнера.






Работая перьевым сверлом даже по фанере можно получить отличные результаты с минимальными сколами.
Единственный недостаток в перьевых свёрлах заключается в том, что они не могут делать по-настоящему крупные отверстия.



Самый крупный диаметр такого сверла, который встречался Стиву, составляет 38 мм. Набор таких свёрл стоит довольно дёшево и его стоит иметь у себя в мастерской!

Значительный скачок в качестве даёт сверло Форстнера. Для столярных работ это лучший выбор. Оно даёт идеально чистый срез с минимальными сколами. А поскольку они производят плоское основание, они незаменимы при сверлении "глухих" отверстий разной глубины.







Кроме того, сверла Форстнера могут иметь диаметр, заметно превосходящий диаметр перьевых свёрл. Самый крупный диаметр, который доводилось видеть мастеру, это 100 мм! Самый большой недостаток сверла Форстнера - это его цена. :) Автор рекомендует покупать их сразу в наборе.




Следующий метод - использование коронок. Их диаметр значительно превышает диаметр свёрл Форстнера. Кроме того, они могут быть существенно дешевле. И что отличает их от перьевых свёрл и свёрл Форстнера, они скорее вырезают часть материала, чем делают отверстия.







Эти диски можно после использовать как колёсики или барашки. Лучшие результаты получаются, если коронки использовать на сверлильном станке.


Если такового нет в наличии, не забудьте использовать струбцины для прижатия материала к верстаку. Удержать заготовку рукой будет довольно трудно.




При этом сверлить нужно медленно, временами слегка приподнимая и опуская пилу, чтобы освободить её от древесной пыли. Если коронка перестаёт резать, следует проверить, не засорились ли зубцы.


Как видно на изображении, из всех трёх отверстий, сделанных коронкой, третье имеет самое низкое качество: следы подгорания материала на местах среза и неровные края. Как Вы думаете, почему?

Все три описанных метода предполагают приобретение специальных свёрл или пил под определённое отверстие. Это может влететь Вам в копеечку! :)
Но если вы намерены вырезать действительно большое отверстие, скажем, 250 мм в диаметре, Вам может помочь только один инструмент - фрезер!
Это замечательный способ делать большие и маленькие отверстия. Единственный недостаток, что для его настраивания нужно некоторое время.
Для начала необходимо снять с фрезера подошву и заменить её на кусок листовой фанеры.


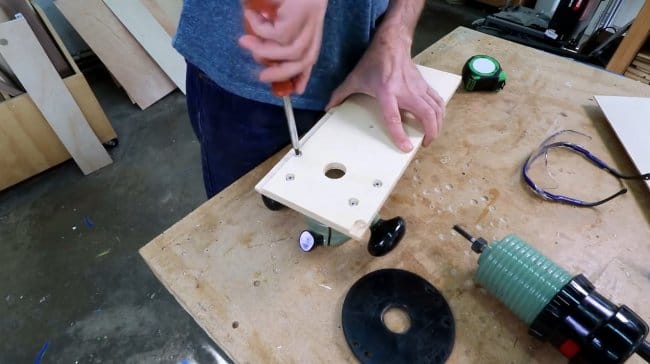

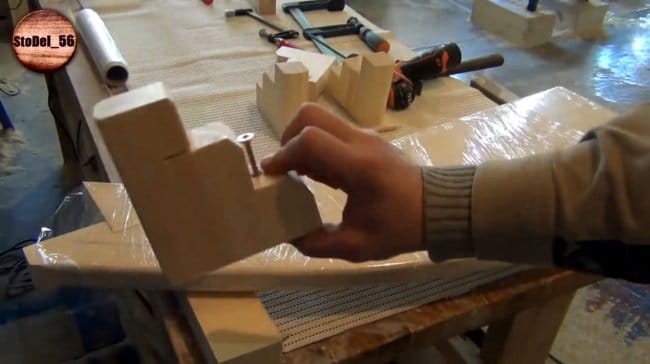
Закрепить доску более крупных размеров, и отрезанную доску на верстаке, чтобы они не сдвигались. На фрезере отмерить радиус отверстия, которое нужно сделать, например, на 150 мм.







Теперь вся эта конструкция привинчивается к центру места на материале, где должно быть сделано отверстие. Естественно, крепление должно быть неплотным, подвижным, чтобы устройство можно было легко проворачивать вокруг своей оси.



Если у Вас погружной фрезер, нужно просто заглубить сверло в дерево, и вручную медленно провести им по окружности.









Вот и всё! Пробуйте, дерзайте, и у Вас всё получится!
Спасибо автору за описание простых, но очень важных способов сверления круглых отверстий!
Всем хорошего настроения, удачи, и интересных идей!
Если возникла необходимость в создании изогнутого деревянного элемента, то скорее всего вы столкнетесь с рядом трудностей. Может показаться, что выпилить требуемый компонент в изогнутом виде будет проще, но в этом случае волокна древесины будут перерезаны и ослабят прочность детали. Помимо этого, при выполнении получается довольно большой перерасход материала.
Этапы выполнения работ по сгибанию доски в домашних условиях:
Подготовка. Выбор подходящего сорта дерева и ознакомление с общими принципами работы с ним.Варианты сгибания древесины. Нагрев в паровой коробке, химическая пропитка, расслоение, пропил.
Подготовка. Выбор подходящего сорта дерева и ознакомление с общими принципами работы с ним.Варианты сгибания древесины. Нагрев в паровой коробке, химическая пропитка, расслоение, пропил.
Древесина – это волокна целлюлозы, которые связаны между собой лигнином. Расположение волокон на прямую влияет на гибкость древесного материала.
Совет: надежный и долговечный древесный материал для создания различных изделий может получиться только при условии, что дерево будет хорошо просушенным. Однако перемена в форме сухой деревянной заготовки – довольно сложный процесс, так как сухое дерево может легко сломаться.
Изучив технологию сгибания дерева, включая и его главные физические свойства древесины, позволяющие изменять ее форму, вполне реально выполнить изгибание деревянного материала в домашних условиях.
Особенности работы с деревом
Гнутье деревянного материала сопровождается ее деформацией, растяжением внешних слоев и сжатием внутренних. Бывает так, что сила растяжения приводит к разрыву внешних волокон. Это можно предупредить, если провести предварительную гидротермическую обработку.
Можно согнуть заготовки бруса, выполненного из клееной древесины и массива. Помимо этого, для придания необходимой формы применяют лущеный и строганный шпон. Наиболее пластичными является лиственная порода. В число которой входят бук, береза, граб, ясень, клен, дуб, липа, тополь и ольха. Клееные гнутые заготовки лучше всего выполнить из шпона березы. Следует заметить, что в общем объеме таких заготовок около 60% припадает на березовый шпон.
Согласно технологии изготовления гнутой древесины, при пропаривании заготовки значительно увеличивается ее способность к сжатию, а именно на треть, тогда как возможность растяжения увеличивается всего на несколько процентов. Поэтому нельзя даже думать о том, чтобы согнуть дерево толще 2 см.
КАК СОГНУТЬ ДОСКУ В ДОМАШНИХ УСЛОВИЯХ: НАГРЕВ В ПАРОВОЙ КОРОБКЕ
Сначала нужно подготовить паровую коробку, которая может быть выполненной своими руками. Ее главная задача — удерживать дерево, которое требуется согнуть. В ней должно присутствовать отверстие, предназначенное для выхода пара. А иначе под давлением может произойти взрыв.
Это отверстие должно находиться в дне коробки. Помимо этого, в коробке необходимо предусмотреть съемную крышку, через которую можно будет изымать гнутую древесину, после того как она получит нужную форму. Для того чтобы удержать деревянную гнутую заготовку в требуемой форме, необходимо использовать специальные зажимы. Их можно выполнить самостоятельно из дерева или приобрести в строительном магазине.
Из дерева делаются несколько круглых обрезков. В них просверливаются отверстия, смещенные от центра. После чего следует просунуть болты сквозь них, а затем просверлить еще одно через стороны, дабы задвинуть их намертво. Подобные нехитрые поделки могут отлично выполнять функцию зажимов.
Теперь можно начинать пропарку дерева. Для этого необходимо закрыть деревянную заготовку в паровой коробке и позаботиться об источнике тепла. На каждые 2,5 см толщины изделия время, затрачиваемое на пропарку, составляет около часа. По его истечении, дерево следует изъять из коробки и придать ему требуемой формы путем загибания. Процесс должен осуществляться очень быстро, а само сгибание – мягко и аккуратно.
Совет: за счет разной степени эластичности одни виды древесины будут гнуться легче других. Разные способы нуждаются в приложении разной величины силы.
Как только желаемый результат будет достигнут, согнутую заготовку необходимо зафиксировать в таком положении. Крепление дерева возможно при процессе формирования его новой формы, за счет чего контролировать процесс станет намного легче.
Как только желаемый результат будет достигнут, согнутую заготовку необходимо зафиксировать в таком положении. Крепление дерева возможно при процессе формирования его новой формы, за счет чего контролировать процесс станет намного легче.
КАК СОГНУТЬ ДОСКУ В ДОМАШНИХ УСЛОВИЯХ ПРИ ПОМОЩИ ХИМИЧЕСКОЙ ПРОПИТКИ
Так как за стойкость древесины отвечает лигнин, его связи с волокнами следует разрушить. Этого можно добиться химическим способом, причем выполнить это вполне возможно в домашних условиях. Лучше всего для подобных целей подходит аммиак. Заготовку отмачивают в 25% водном растворе аммиака, что в значительной мере увеличивает ее эластичность. Таким образом появится возможность согнуть, скрутить ее или выдавить под прессом какие-либо рельефные формы.
Совет: следует обратить внимание на то, что аммиак опасен! Поэтому в процессе работы с ним нужно строго додерживаться всех правил техники безопасности. Вымачивание древесины должно проводиться в глухо закрывающейся емкости, которая находится в хорошо проветриваемом помещении.
Чем дольше древесина будет вымачиваться в аммиачном растворе, тем пластичнее она станет в последствии. После отмачивания заготовки и формирования ее новой формы, следует оставить ее в подобном изогнутом виде. Это необходимо не только для фиксации формы, но и для испарения аммиака. Однако оставлять гнутое дерево нужно в проветриваемом помещении. Интересно, что когда аммиак испарился, волокна древесины обретут такую же прочность, как и раньше, что позволит заготовке удержать свою форму!
КАК СОГНУТЬ ДОСКУ В ДОМАШНИХ УСЛОВИЯХ: СПОСОБ РАССЛОЕНИЯ
Вначале необходимо выполнить заготовку древесины, которая будет в последствии подвержена изгибу. Крайне важно чтобы доски были немного длиннее, чем длина требуемой детали. Это объясняется тем, что изгиб укрощает ламели. Прежде чем начинать резку, понадобится нарисовать диагональную прямую карандашом. Это нужно сделать поперек нижней стороны заготовки, что даст возможность после перемещения ламелей сохранить их последовательность.
Доски нужно отрезать прямослойным краем, и никак не лицевой стороной. Таким образом, их можно будет положить вместе с наименьшим изменением. Пробковый слой наносится в форму, что поможет избежать каких-либо неровностей в форме пилы и даст возможность сделать более ровный изгиб. Помимо этого, пробка будет удерживать расслоение в форме. После этого на верхнюю сторону одной из ламелей валиком наносится клей.
Лучше всего воспользоваться карбамидоформальдегидным клеем, состоящим из двух частей. Он имеет высокий уровень сцепления, однако долго сохнет.
Также можно использовать эпоксидную смолу, но подобный состав обойдется очень дорого, и позволить его себе может далеко не каждый. Стандартный вариант клея для дерева в этом случае не подойдёт. Хоть он высохнет быстро, но является очень мягким, что в этом случае никак не приветствуется.
Изделие из гнутого дерева необходимо как можно скорее поместить в форму. Так, на ламель, промазанную клеем, укладывается еще одна. Процесс нужно повторять до тех пор, пока гнутая заготовка не получит нужную толщину. Доски крепятся вместе. После полного высыхания клея, следует укоротить ее до требуемой длины.
КАК СОГНУТЬ ДОСКУ В ДОМАШНИХ УСЛОВИЯХ: ПРОПИЛ
Подготовленный деревянный отрезок необходимо пропилить. Пропилы рассчитываются на 2/3 от толщины заготовки. Они должны располагаться с внутренней стороны изгиба. Нужно быть предельно внимательным, так как грубые пропилы могут непросто деформировать дерево, а полностью сломать.
Совет: ключ к успеху при резке заключается в том, чтобы между надрезами расстояние было максимально ровным. Идеальный вариант 1,25 см.
Надрезы выполняются поперек узора дерева. Затем необходимо сжать края заготовки, что позволит соединить получившиеся зазоры в одно целое. Подобную форму и получает изгиб по окончании работы. После этого его исправляют.
В независимости от варианта сгиба, после того как заготовка будет вынута из формы, изгиб немного расслабится. Ввиду этого его следует сделать чуть большим, дабы впоследствии компенсировать данный эффект. Метод пропиливания используется при сгибе металлического уголка или части коробки.
Итак, применяя подобные рекомендации можно без особенных проблем согнуть дерево своими руками.
Подписывайтесь на канал, оставляйте комментарии, ставьте лайки, делитесь статьёй с друзьями . Это мотивирует на продолжение выпусков статей! Спасибо!
Читайте также: