
Паспорт станка 2а636ф1 фундамент
Обновлено: 02.05.2024

Сведения о производителе горизонтально-расточного станка 2А636Ф1
Производитель горизонтально-расточного станка 2А636Ф1 Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
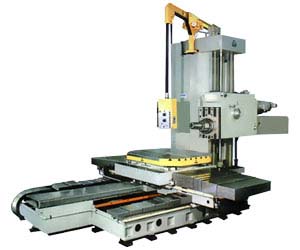
2А636Ф1 Горизонтально-расточные станки. Назначение, область применения
Горизонтально-расточные станки 2А636Ф1 предназначены для комплексной механической обработки корпусных деталей массой до 10 т путем проведения следующих технологических операций:.
- сверления, зенкерования, растачивания, развертывания отверстий, связанных координатами; возможна обработка соосных отверстий консольным инструментом с поворотом стола на 180°
- фрезерования плоскостей, пазов и уступов; фрезерования плоскостей и пазов при круговой подаче стола; нарезания резьбы однолезвийным инструментом посредством выдвижного шпинделя
- протачивания отверстий больших диаметров и канавок с помощью съемной планшайбы
Класс точности станков — Н по ГОСТ 8—82Е.
Конструктивные особенности станков 2А636Ф1:
- полый (фрезерный) шпиндель установлен на прецизионных подшипниках качения, имеющих долговечность, достаточную для всего срока службы станков
- выдвижной расточный шпиндель из азотированной стали перемещается во втулках из стали ШХ-15, закаленных до твердости HRC 62, что обеспечивает длительное сохранение точности
- зазоры в направляющих шпиндельной бабки и стола исключаются подпружиненными роликами, что повышает точность координатных перемещений по осям X и У
- станина имеет три направляющих (средняя выполнена призматической, а две крайние — плоскими), которые обеспечивают надежную опору поворотному столу при его поперечном перемещении, в том числе в крайних положениях
- направляющие подвижных узлов снабжены накладками из сплава ЦАМ10-5, повышающими плавность и чувствительность перемещений
- направляющие нижних саней и станины защищены от попадания стружки и грязи телескопической защитой с резиновыми уплотнениями
- стол станка оснащен индуктивным устройством, осуществляющим автоматический точный останов стола в четырех позициях через 90° с погрешностью не более 5 угловых секунд
- управление станком производится с подвесного пульта, перемещаемого в любое удобное для работы место
- станки имеют плавное электрическое регулирование величин скоростей и подач
- смазка всех механизмов в основном централизованная, автоматическая
- рабочие органы станка имеют автоматические гидрозажимы
Станки моделей 2А636Ф1 имеют выдвижной шпиндель диаметром 125 мм и встроенную планшайбу с радиальным суппортом, расширяющую технологические возможности при обработке отверстий больших диаметров. Планшайба снабжена механизмом автоматического переключения.
Станки 2А636Ф1 оснащены системой предварительного набора и автоматической отработки координатных перемещений по четырем осям с цифровой индикацией действительного положения четырех узлов. Органы преднабора и индикации расположены на подвесном пульте управления станком.
Эта система существенно повышает производительность станка, снижает утомляемость рабочего и уменьшает количество ошибок.
Система дает возможность работать па станке в любом из следующих режимов:
- индикация — ручное управление станком с цифровой индикацией текущих координат
- позиционирование — точный подход к заданной координате на быстрой скорости (без резания), всегда с одной стороны, с автоматическим остановом
- фрезерование — точный подход к заданной координате на рабочей подаче с резанием с любой стороны с автоматическим остановом
Станки модели 2А636Ф2 оснащены системой числового программного управления ЧПУ позволяющей по программе, записанной на восьмидорожечной перфоленте, производить фрезерование и обработку отверстий (сверление, растачивание и т. д.) по заданным координатам. При работе по программе останов станка производится только для смены инструмента и заготовки, либо для контрольных промеров.
На станки в исполнении Ф2 устанавливались ЧПУ - "Размер-2М", "КПТМ-19".
Система ЧПУ Ф2 позволяет программировать четыре координаты с дискретностью задания и отработки 0,01 мм; одновременно могут отрабатываться две координаты, индикатироваться — четыре.
Станок с системой ЧПУ может работать в описанных выше режимах: «индикация», «позиционирование», «фрезерование», а также дополнительно в режиме автоматической работы по программе.
Станки модели 2А636Ф4 оснащены системой числового программного управления ЧПУ «NC110» или «Sinumeric 840D» фирмы Siemens с одновременным управлением четырьмя координатами из шести, а также, устройством для автоматической (по программе) смены инструмента (АСИ).
Варианты исполнения станков 2А636
- 2А636Ф1 – станки с устройством цифровой индикации УЦИ
- 2А636Ф2 – станки с системой ЧПУ "Размер-2М", "КПТМ-19" с одновременным управлением двумя координатами
- 2А636Ф4 – станки с системой ЧПУ "NC110" или "Sinumeric 840D" фирмы Siemens с одновременным управлением четырьмя координатами из шести
- 2А636ПФ4 – станки повышенной точности с системой ЧПУ
- 2А636ГФ1 - станки с задней стойкой
Основные характеристики горизонтального расточного станка 2А636Ф1
Производитель: Ленинградский станкостроительный завод им. Свердлова.
Сведения о производителе горизонтально-расточного станка 2А636
Производитель горизонтально-расточного станка 2А636 Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
2А636 Горизонтально-расточные станки. Назначение, область применения
Горизонтально-расточный станок 2а636 заменил в производстве устаревшую модель 2636.
Горизонтально-расточные станки 2а636 предназначены для комплексной механической обработки корпусных деталей массой до 10 т путем проведения следующих технологических операций:
- сверление, зенкерование, растачивание, развертывание отверстий, связанных координатами; возможна обработка соосных отверстий консольным инструментом с поворотом стола на 180°
- фрезерование плоскостей, пазов и уступов; фрезерование плоскостей и пазов при круговой подаче стола; нарезание резьбы однолезвийным инструментом посредством выдвижного шпинделя
- протачивание отверстий больших диаметров и канавок с помощью съемной планшайбы
Класс точности станков — Н по ГОСТ 8—82Е.
Выпускаются и компоновке с неподвижной передней стойкой и встроенным поворотным столом.
Конструктивные особенности станков:
- полый (фрезерный) шпиндель установлен на прецизионных подшипниках качения, имеющих долговечность, достаточную для всего срока службы станков
- выдвижной расточный шпиндель из азотированной стали перемещается во втулках из стали ШХ-15, закаленных до твердости HRC 62, что обеспечивает длительное сохранение точности
- зазоры в направляющих шпиндельной бабки и стола исключаются подпружиненными роликами, что повышает точность координатных перемещений по осям X и У
- станина имеет три направляющих (средняя выполнена призматической, а две крайние — плоскими), которые обеспечивают надежную опору поворотному столу при его поперечном перемещении, в том числе в крайних положениях
- направляющие подвижных узлов снабжены накладками из сплава ЦАМ10-5, повышающими плавность и чувствительность перемещений
- направляющие нижних саней и станины защищены от попадания стружки и грязи телескопической защитой с резиновыми уплотнениями
- стол станка оснащен индуктивным устройством, осуществляющим автоматический точный останов стола в четырех позициях через 90° с погрешностью не более 5 угловых секунд
- управление станком производится с подвесного пульта, перемещаемого в любое удобное для работы место
- станки имеют плавное электрическое регулирование величин скоростей и подач
- смазка всех механизмов в основном централизованная, автоматическая
- рабочие органы станка имеют автоматические гидрозажимы
Станки моделей 2А636 имеют выдвижной шпиндель диаметром 125 мм и встроенную планшайбу с радиальным суппортом, расширяющую технологические возможности при обработке отверстий больших диаметров. Планшайба снабжена механизмом автоматического переключения.
Станки модели 2А636 с ручным управлением. Управление станком производится с подвесного пульта.
Станки модели 2А636Ф1 оснащены системой предварительного набора и автоматической отработки координатных перемещений по четырем осям с цифровой индикацией действительного положения четырех узлов. Органы преднабора и индикации расположены на подвесном пульте управления станком.
Эта система существенно повышает производительность станка, снижает утомляемость рабочего и уменьшает количество ошибок.
Система дает возможность работать па станке в любом из следующих режимов:
- индикация — ручное управление станком с цифровой индикацией текущих координат
- позиционирование — точный подход к заданной координате на быстрой скорости (без резания), всегда с одной стороны, с автоматическим остановом
- фрезерование — точный подход к заданной координате на рабочей подаче с резанием с любой стороны с автоматическим остановом
Станки модели 2А636Ф2 оснащены системой числового программного управления ЧПУ позволяющей по программе, записанной на восьмидорожечной перфоленте, производить фрезерование и обработку отверстий (сверление, растачивание и т. д.) по заданным координатам. При работе по программе останов станка производится только для смены инструмента и заготовки, либо для контрольных промеров.
На станки в исполнении Ф2 устанавливались ЧПУ - "Размер-2М", "КПТМ-19".
Система ЧПУ Ф2 позволяет программировать четыре координаты с дискретностью задания и отработки 0,01 мм; одновременно могут отрабатываться две координаты, индикатироваться — четыре.
Станок с системой ЧПУ может работать в описанных выше режимах: «индикация», «позиционирование», «фрезерование», а также дополнительно в режиме автоматической работы по программе.
Станки модели 2А636Ф4 оснащены системой числового программного управления ЧПУ «NC110» или «Sinumeric 840D» фирмы Siemens с одновременным управлением четырьмя координатами из шести, а также, устройством для автоматической (по программе) смены инструмента (АСИ).
Варианты исполнения станков 2А636
- 2А636Ф1 – станки с устройством цифровой индикации УЦИ
- 2А636Ф2 – станки с системой ЧПУ "Размер-2М", "КПТМ-19" с одновременным управлением двумя координатами
- 2А636Ф4 – станки с системой ЧПУ "NC110" или "Sinumeric 840D" фирмы Siemens с одновременным управлением четырьмя координатами из шести
- 2А636ПФ4 – станки повышенной точности с системой ЧПУ
- 2А636ГФ1 - станки без задней стойки - люнета
Основные характеристики горизонтального расточного станка 2а636
Производитель: Ивановский завод тяжелого станкостроения.
Сведения о производителе горизонтально-расточного станка 2А636Ф1
Производитель горизонтально-расточного станка 2А636Ф1 Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
2А636Ф1 Горизонтально-расточные станки. Назначение, область применения
Горизонтально-расточные станки 2А636Ф1 предназначены для комплексной механической обработки корпусных деталей массой до 10 т путем проведения следующих технологических операций:.
- сверления, зенкерования, растачивания, развертывания отверстий, связанных координатами; возможна обработка соосных отверстий консольным инструментом с поворотом стола на 180°
- фрезерования плоскостей, пазов и уступов; фрезерования плоскостей и пазов при круговой подаче стола; нарезания резьбы однолезвийным инструментом посредством выдвижного шпинделя
- протачивания отверстий больших диаметров и канавок с помощью съемной планшайбы
Класс точности станков — Н по ГОСТ 8—82Е.
Конструктивные особенности станков 2А636Ф1:
- полый (фрезерный) шпиндель установлен на прецизионных подшипниках качения, имеющих долговечность, достаточную для всего срока службы станков
- выдвижной расточный шпиндель из азотированной стали перемещается во втулках из стали ШХ-15, закаленных до твердости HRC 62, что обеспечивает длительное сохранение точности
- зазоры в направляющих шпиндельной бабки и стола исключаются подпружиненными роликами, что повышает точность координатных перемещений по осям X и У
- станина имеет три направляющих (средняя выполнена призматической, а две крайние — плоскими), которые обеспечивают надежную опору поворотному столу при его поперечном перемещении, в том числе в крайних положениях
- направляющие подвижных узлов снабжены накладками из сплава ЦАМ10-5, повышающими плавность и чувствительность перемещений
- направляющие нижних саней и станины защищены от попадания стружки и грязи телескопической защитой с резиновыми уплотнениями
- стол станка оснащен индуктивным устройством, осуществляющим автоматический точный останов стола в четырех позициях через 90° с погрешностью не более 5 угловых секунд
- управление станком производится с подвесного пульта, перемещаемого в любое удобное для работы место
- станки имеют плавное электрическое регулирование величин скоростей и подач
- смазка всех механизмов в основном централизованная, автоматическая
- рабочие органы станка имеют автоматические гидрозажимы
Станки моделей 2А636Ф1 имеют выдвижной шпиндель диаметром 125 мм и встроенную планшайбу с радиальным суппортом, расширяющую технологические возможности при обработке отверстий больших диаметров. Планшайба снабжена механизмом автоматического переключения.
Станки 2А636Ф1 оснащены системой предварительного набора и автоматической отработки координатных перемещений по четырем осям с цифровой индикацией действительного положения четырех узлов. Органы преднабора и индикации расположены на подвесном пульте управления станком.
Эта система существенно повышает производительность станка, снижает утомляемость рабочего и уменьшает количество ошибок.
Система дает возможность работать па станке в любом из следующих режимов:
- индикация — ручное управление станком с цифровой индикацией текущих координат
- позиционирование — точный подход к заданной координате на быстрой скорости (без резания), всегда с одной стороны, с автоматическим остановом
- фрезерование — точный подход к заданной координате на рабочей подаче с резанием с любой стороны с автоматическим остановом
Станки модели 2А636Ф2 оснащены системой числового программного управления ЧПУ позволяющей по программе, записанной на восьмидорожечной перфоленте, производить фрезерование и обработку отверстий (сверление, растачивание и т. д.) по заданным координатам. При работе по программе останов станка производится только для смены инструмента и заготовки, либо для контрольных промеров.
На станки в исполнении Ф2 устанавливались ЧПУ - "Размер-2М", "КПТМ-19".
Система ЧПУ Ф2 позволяет программировать четыре координаты с дискретностью задания и отработки 0,01 мм; одновременно могут отрабатываться две координаты, индикатироваться — четыре.
Станок с системой ЧПУ может работать в описанных выше режимах: «индикация», «позиционирование», «фрезерование», а также дополнительно в режиме автоматической работы по программе.
Станки модели 2А636Ф4 оснащены системой числового программного управления ЧПУ «NC110» или «Sinumeric 840D» фирмы Siemens с одновременным управлением четырьмя координатами из шести, а также, устройством для автоматической (по программе) смены инструмента (АСИ).
Варианты исполнения станков 2А636
- 2А636Ф1 – станки с устройством цифровой индикации УЦИ
- 2А636Ф2 – станки с системой ЧПУ "Размер-2М", "КПТМ-19" с одновременным управлением двумя координатами
- 2А636Ф4 – станки с системой ЧПУ "NC110" или "Sinumeric 840D" фирмы Siemens с одновременным управлением четырьмя координатами из шести
- 2А636ПФ4 – станки повышенной точности с системой ЧПУ
- 2А636ГФ1 - станки с задней стойкой
Основные характеристики горизонтального расточного станка 2А636Ф1
Производитель: Ленинградский станкостроительный завод им. Свердлова.

Цена на техдокументацию ИС2А636Ф1 зависит от производителя и года выпуска, а так же формы поставки и оплаты. Что бы уточнить вашу цену с максимальными скидками, сделайте пожалуйста заявку на этом сайте и мы ответим вам в кротчайшие сроки. Или свяжитесь с нашими менеджерами по телефону или эл.почте.
ЭЛЕКТРОННАЯ ВЕРСИЯ КОПИИ ТЕХПАСПОРТА
Это стандартная версия поставки техпаспорта при заказе. Файл в формате PDF или JPG. Ссылка отправляется на электронную почту заказчику, по которой файлы можно скачать. Этот файл можно просматривать на компьютере/смартфоне, а так же распечатать. Средний вес архива 100 - 500 Mb Подробнее >>>
ПЕЧАТНАЯ ВЕРСИЯ КОПИИ ТЕХПАСПОРТА
При выборе этой опции изготовления техпаспорта, документация распечатывается в нашей полиграфии, листы брошюруются и скрепляются. Обложка защищена глянцевой твердой пленкой. Каждый том - отдельная книга. В данном исполнении могут быть проставлены печати, ОТК, внесены изменения дат и других значений. Печатная версия повышает стоимость на услуги полиграфии и почтовые расходы отправки техпаспорта. Подробнее >>>
ОРИГИНАЛЬНЫЙ ТЕХПАСПОРТ
У нас, вы можете заказать оригинал техпаспорта. Это значит что паспорт будет раритетный (не сканированный). Это может быть полиграфия, печать времен выпуска станка или как практиковалось в то время: заводской перевод паспорта на копировальную бумагу (синьку). Список таких паспортов конечно ограничен. Экземпляры как правило штучные. Подробнее >>>
ТЕХПАСПОРТ С ЖИВЫМИ ПЕЧАТЯМИ, ПОДПИСЯМИ И ОТТИСКАМИ
Под ваши задачи, в паспорт на станок, могут быть внесены все необходимые печати, ОТК, ПРИЕМКА и так далее. Печать черная, синяя, красная - соответствуют печатям времен выпуска станка. Стоимость услуги рассчитывается на каждый техпаспорт индивидуально. Подробнее >>>
ВВОД В КОПИЮ ТЕХПАСПОРТА ВАШИХ ДАННЫХ
В техпаспорте существуют определенные данные, которые вам может понадобиться заменить. Например это может быть год выпуска, дата приемки или какие то другие значения. Поскольку большинство требуемых техдокументаций к станкам и оборудованию, выпущены не мене 20-50 лет, они зачастую имеют обветшалый вид ввиду времени и частого использования оригинала паспорта на заводе, с которого и снимается копия. К тому же, качество печати тех времен оставляло желать лучшего. Из-за этого поменять те или иные строки и значения в паспорте, является сложной графической работой. При необходимости мы можем это сделать, при любом уровне сложности и заменить любые данные начиная от название модели и заканчивая датой приемки. Подробнее >>>
ПЕРЕВОД ПАСПОРТА В РЕДАКТИРУЕМЫЙ ФОРМАТ WORD
Копия паспорта - это отсканированные страницы оригинальной документации. Другими словами это "цифровизация" страниц. Сканированные документы сохранятся в графических форматах JPG, PNG, PDF и другие. Все эти файлы, являются изображениями (картинками), и редактировать, просто водя текст их нельзя. Мы предоставляем услугу по переводу паспорта в документ формата WORD. Это не просто вставка картинок в файла "ворда", а полноценный документ .DOC(x). Все тексты в файле напечатаны а картинки схем или чертежей встроены в текстовый документ. Этот файл легко редактировать. Работа по переводу в формат word, очень трудоемкая и занимает определенное время. Подробнее >>>
УЛУЧШЕННАЯ И ОТРЕСТАВРИРОВАННАЯ ВЕРСИЯ
Почти все паспорта на станки, были выпущены 30-50 лет назад и более. Они были в эксплуатации и лежали на хранении. Кроме того многие технические документации переводились заводами на копировальную бумагу. Все это оставляет паспорт в надлежащем состоянии, однако пачкает его. После сканирования и дальнейшего распечатывания, из за современных норм контрастности, копия паспорта может выглядеть устаревшей. Мы предоставляем услугу восстановления и реставрации паспорта, как поверхностно так и глубокую. Процедура общей очистки паспорта и глубокой, детальной реставрации, значительно отличаются по времени.
Подробнее >>>
Похожие паспорта
Здесь представлен технический паспорт на станок ИС2А636Ф1.
На этой странице Вы можете скачать демо-версию, сделать заявку и ознакомиться с дополнительной информаций этой документации.
Документация ИС2А636Ф1 полностью проверена профессионалами и подготовлена для поставки в кротчайшие сроки.
Комплектность техпаспорта:
Данный паспорт 100% полный и содержит все необходимые разделы и тома.
Схема станка ИС2А636Ф1 так же обязательно содержится.
раздел электрооборудование, содержит описание и все схемы, включая принципиальную и кинематическую.
Руководство по эксплуатации ИС2А636Ф1 и все содержание раздела механики и гидравлики.
Чтобы заказать это руководство к станку, воспользуйтесь любым из перечисленных ниже способов связи с нами:




Цена на техдокументацию 2А636Ф1 зависит от производителя и года выпуска, а так же формы поставки и оплаты. Что бы уточнить вашу цену с максимальными скидками, сделайте пожалуйста заявку на этом сайте и мы ответим вам в кротчайшие сроки. Или свяжитесь с нашими менеджерами по телефону или эл.почте.
ЭЛЕКТРОННАЯ ВЕРСИЯ КОПИИ ТЕХПАСПОРТА
Это стандартная версия поставки техпаспорта при заказе. Файл в формате PDF или JPG. Ссылка отправляется на электронную почту заказчику, по которой файлы можно скачать. Этот файл можно просматривать на компьютере/смартфоне, а так же распечатать. Средний вес архива 100 - 500 Mb Подробнее >>>
ПЕЧАТНАЯ ВЕРСИЯ КОПИИ ТЕХПАСПОРТА
При выборе этой опции изготовления техпаспорта, документация распечатывается в нашей полиграфии, листы брошюруются и скрепляются. Обложка защищена глянцевой твердой пленкой. Каждый том - отдельная книга. В данном исполнении могут быть проставлены печати, ОТК, внесены изменения дат и других значений. Печатная версия повышает стоимость на услуги полиграфии и почтовые расходы отправки техпаспорта. Подробнее >>>
ОРИГИНАЛЬНЫЙ ТЕХПАСПОРТ
У нас, вы можете заказать оригинал техпаспорта. Это значит что паспорт будет раритетный (не сканированный). Это может быть полиграфия, печать времен выпуска станка или как практиковалось в то время: заводской перевод паспорта на копировальную бумагу (синьку). Список таких паспортов конечно ограничен. Экземпляры как правило штучные. Подробнее >>>
ТЕХПАСПОРТ С ЖИВЫМИ ПЕЧАТЯМИ, ПОДПИСЯМИ И ОТТИСКАМИ
Под ваши задачи, в паспорт на станок, могут быть внесены все необходимые печати, ОТК, ПРИЕМКА и так далее. Печать черная, синяя, красная - соответствуют печатям времен выпуска станка. Стоимость услуги рассчитывается на каждый техпаспорт индивидуально. Подробнее >>>
ВВОД В КОПИЮ ТЕХПАСПОРТА ВАШИХ ДАННЫХ
В техпаспорте существуют определенные данные, которые вам может понадобиться заменить. Например это может быть год выпуска, дата приемки или какие то другие значения. Поскольку большинство требуемых техдокументаций к станкам и оборудованию, выпущены не мене 20-50 лет, они зачастую имеют обветшалый вид ввиду времени и частого использования оригинала паспорта на заводе, с которого и снимается копия. К тому же, качество печати тех времен оставляло желать лучшего. Из-за этого поменять те или иные строки и значения в паспорте, является сложной графической работой. При необходимости мы можем это сделать, при любом уровне сложности и заменить любые данные начиная от название модели и заканчивая датой приемки. Подробнее >>>
ПЕРЕВОД ПАСПОРТА В РЕДАКТИРУЕМЫЙ ФОРМАТ WORD
Копия паспорта - это отсканированные страницы оригинальной документации. Другими словами это "цифровизация" страниц. Сканированные документы сохранятся в графических форматах JPG, PNG, PDF и другие. Все эти файлы, являются изображениями (картинками), и редактировать, просто водя текст их нельзя. Мы предоставляем услугу по переводу паспорта в документ формата WORD. Это не просто вставка картинок в файла "ворда", а полноценный документ .DOC(x). Все тексты в файле напечатаны а картинки схем или чертежей встроены в текстовый документ. Этот файл легко редактировать. Работа по переводу в формат word, очень трудоемкая и занимает определенное время. Подробнее >>>
УЛУЧШЕННАЯ И ОТРЕСТАВРИРОВАННАЯ ВЕРСИЯ
Почти все паспорта на станки, были выпущены 30-50 лет назад и более. Они были в эксплуатации и лежали на хранении. Кроме того многие технические документации переводились заводами на копировальную бумагу. Все это оставляет паспорт в надлежащем состоянии, однако пачкает его. После сканирования и дальнейшего распечатывания, из за современных норм контрастности, копия паспорта может выглядеть устаревшей. Мы предоставляем услугу восстановления и реставрации паспорта, как поверхностно так и глубокую. Процедура общей очистки паспорта и глубокой, детальной реставрации, значительно отличаются по времени.
Подробнее >>>
Похожие паспорта
Паспорт на горизонтально-расточной станок 2А636Ф1
Завод изготовитель: Ивановский завод тяжелого станкостроения ИЗТС
Год документации: 1989
Комплект поставки
1.Руководство по эксплуатации 187 стр.
2.Электрообордование описание - НЕТ
3.Схемы
1. Руководство по эксплуатации 2А636Ф1.000.000РЭ
Содержание
1.Техническое описание
1.1.Назначение и область применения
1.2.Состав станка
1.3.Устройство и работа станка и его составных частей
-Схема кинематическая
-Схема расположение подшипников
1.6.Электрооборудование
1.7.Гидрооборудование
2.Инструкция по эксплуатации
2.1.Указание мер безопасности
2.2.Распаковка и транспортировка
2.3.Фундамент и установка
2.4.Настройка, наладка и режим работы, регулирование
3.Паспорт
3.1.Общие сведения
3.2.Основные технические данные и характеристики
3.3.Сведения о ремонте
3.4.Сведения об изменениях в станке
3.5.Комплект поставки
3.6.Свидетельство о приемке
3.7.Свидетельство о консервации
3.8.Свидетельство об упаковке
Приложение №1
Приложение №2
Приложение №3
Чертеж фундамента 2А636Ф1.0000.005М41
Чертеж гидроразводки 2А636Ф1.735.001
2А636Ф1.735.001СБ
Электрооборудование
Схемы
Схема электрическая принципиальная. Привод подач 2А636Ф1.902.002.э3
Схема электрическая принципиальная. Узла связи 2А636Ф1.902.004.Э3
Схема электрическая принципиальная. Главного привода 2А636Ф1.902.001Э3
Схема электрическая принципиальная. Вспомогательных приводов 2А636Ф1.902.003.Э3
Схема электрическая принципиальная. Блок защиты У91.937.002.Э3
Схема электрическая принципиальная. Блок защиты У91.937.002.Э4
Схема электрическая принципиальная. Вариатора 2А636Ф1.902.075Э4
Схема электрическая принципиальная. Вариатора 2А636Ф1.902.006Э3
Схема электрическая соединии. Подвесной пульт и подвески 2А636Ф1.902.070.Э4
Схема электрическая соединии. Саней верхний 2А636ф1.902.098.э4
Схема электрическая соединии. Сеней нижних 2А636Ф1.902.039.э4
Схема электрическая соединии. Гидростанции 2А636Ф1.902.078.Э4
Схема электрическая соединии. 2А636Ф1.902.001.Э4
Схема электрическая соединии. Станции управления 2А636Ф1.902.002.Э4
Схема электрическая соединии. Гидростанции 2А636Ф1.902.079.Э4
Схема электрическая соединии. Делейного блока 2А636Ф1.902.020.Э4
Схема электрическая соединии. Панели №1 2А636Ф1.902.011.Э4
Схема электрическая соединии. Панели №2 2А636Ф1.902.012.Э4
Схема электрическая соединии. Панели №3 2А636Ф1.902.013.Э4
Схема электрическая соединии. Панели №4 2А636Ф1.902.014.Э4
Схема электрическая соединии. Панели №5 2А636Ф1.902.015.Э4
Схема электрическая соединии. Панели №6 2А636Ф1.902.016.Э4
Схема электрическая соединии. Панели №7 2А636Ф1.902.017.Э4
Схема электрическая соединии. Панели №9 2А636Ф1.902.010.Э4
Схема электрическая соединии. Станции и передней стойки 2А636Ф1.902.019.Э4
Схема электрическая соединии. Задней стойки 2А636Ф1.902.049.Э4
Схема электрическая соединии. Шпиндельной бабки 2А636Ф1.902.029.Э4
Стройзадание на фундамент 2А36Ф1.000.006.МИ1 Схема фундамента
Сборочный чертеж 2А636Ф1.902.000СБ
Гидроразводка по фундаменту схема 2А636Ф1.735.002.СБ
Блок индикации системы техническое описание и инструкции по эксплуатации У90.931.002.РЭ4
блок индуктивной системы схем электрическая принципиальная У90.931.002.Э3
блок индуктивной системы схем электрическая соединения. У90.931.002.Э4
Стабилизатор напряжения техническое описание инструкция У90.937.001.ТО
Стабилизатор напряжения схема электрическая принципиальная У90.937.001.Э3
Блок зашиты техническое описание и инструкция по эксплуатации У91.937.001.ТО
Блок защиты Схема электрическая принципиальная. У91.937.002.Э3
Блок защиты Схема электрическая принципиальная. У91.937.002.Э4
Чтобы заказать это руководство к станку, воспользуйтесь любым из перечисленных ниже способов связи с нами:
Читайте также: