
Опалубка для силиконовых форм
Обновлено: 11.05.2024
Когда возникает необходимость скопировать с помощью силикона любую понравившуюся вам статуэтку, игрушку, предмет декора и иак далее, это можно осуществить двумя путями. Первый — сделать разрезную форму (то есть залить силикон кубом и разрезать). Иногда такой способ не подходит.
Второй путь — сделать силиконовую форму из 2 частей с замками.
Именно второй путь мы и покажем вам на примере игрушки-бублика, поэтапно и подробно, с моментом заливки, разделения и формирования литников.
Не пугайтесь длинного текста, в основном это фото для вашего удобства и немного важных пояснений :)
Что нам поднадобится для этого урока?
1. Удобная рабочая поверхность.
2. Силикон для форм (желательно более жидкий. заливочный, такой как Эластолюкс либо Силифлекс).
3. Разделительный состав для силикона.
4. Краситель для силикона.
5. Пластилин (скульптурный либо восковой).
6. Пистолет с термоклеем (можно также применять пластиин).
7. Любые куски акрила, ДСП или картона для опалубки.
8. Палочки, стеки для удобства работы с пластилином.
9. Мерный стакан.

Наша первая задача — плотно прикрепить мастер-модель ко дну опалубки.
Незакрепленная мастер-модель всплывет в силиконе, если ее просто поставить. Поэтому плотно закрепляем ее пластилином.
В контакте с силиконом допустимо использовать только скульптурные пластилины или восковые пластилины (не подходят детские пластилины, обычный пластилин, сырая полимерная глина — они вступают в контакт с отвердителем силикона и силикон не отверждается на месте соприкосновения с ними).
Для литников берем два деревянных обрезочка.

Формируем пластилином первую часть формы ("ложе").
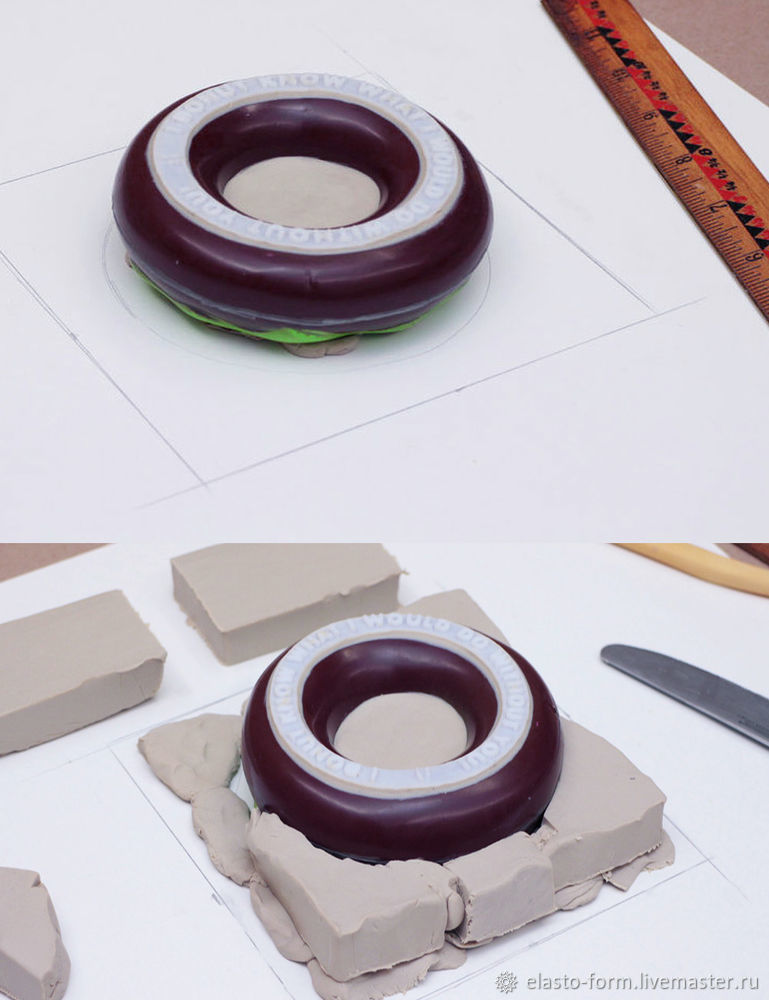
Аккуратно утрамбовываем дно. Укладываем литники - наши деревянные обрезочки (в будущем через эти отверстия в форме будем лить пластик или гипс). Аккуратно мелкими тонкими трубочками пластилина обходим их форму и инструментом выглаживаем их.

Чем аккуратнее изначально сделать все швы, тем меньше будет вероятность шва на отливке и меньше доработки по ее шлифовке. Стрелочкой показаны уже выглаженные места.
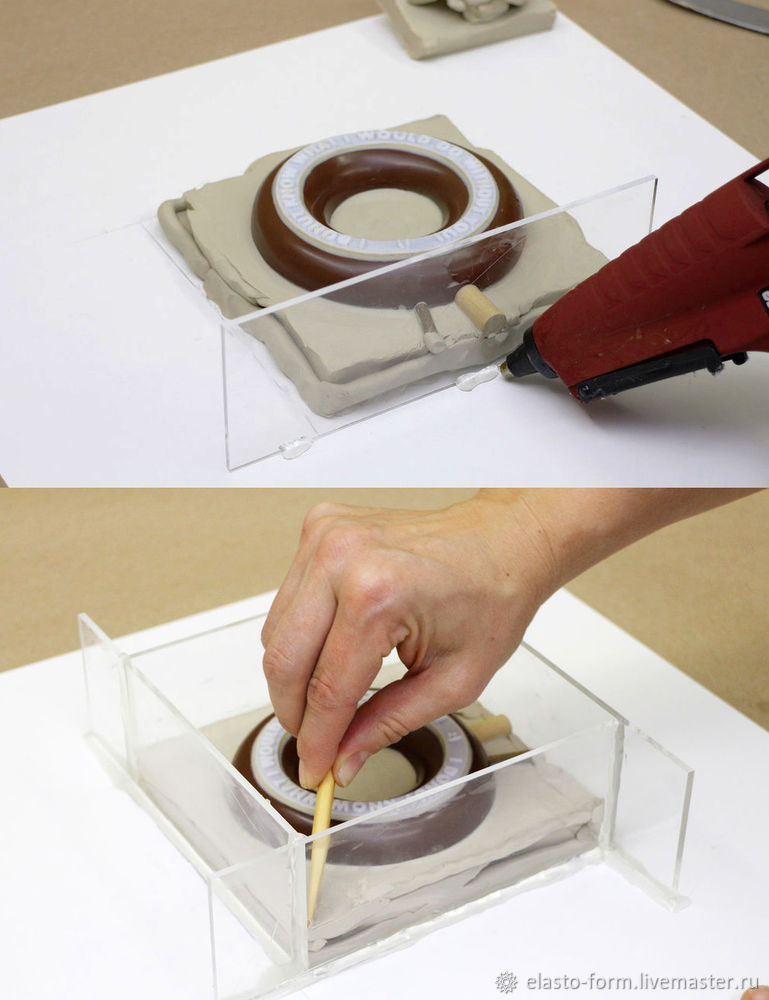
Ставим опалубку вокруг мастер-модели. Мы использовали куски акрила. Можно ипспользовать куски дсп и даже картона — все, что у вас под рукой.

Используя пистолет с термоклеем, укрепляем и изолируем дно опалубки и места стыков опалубки. Можно это также сделать пластилином, но пистолет с термоклеем-идеально удобная вещь для этих целей.
Инструментом приглаживаем пластилин к стенкам опалубки.
Внимание, важный момент! На пластилиновом ложе делаем углубления — их может быть несколько.
Это так называемые замки «папа-мама» вашей будущей формы из 2 частей.
При дальнейшей работе вам будет очень удобно работать с формой, совмещая замки друг с другом-это исключит «съезжание» одной части формы относительно другой в процессе заливки формы.
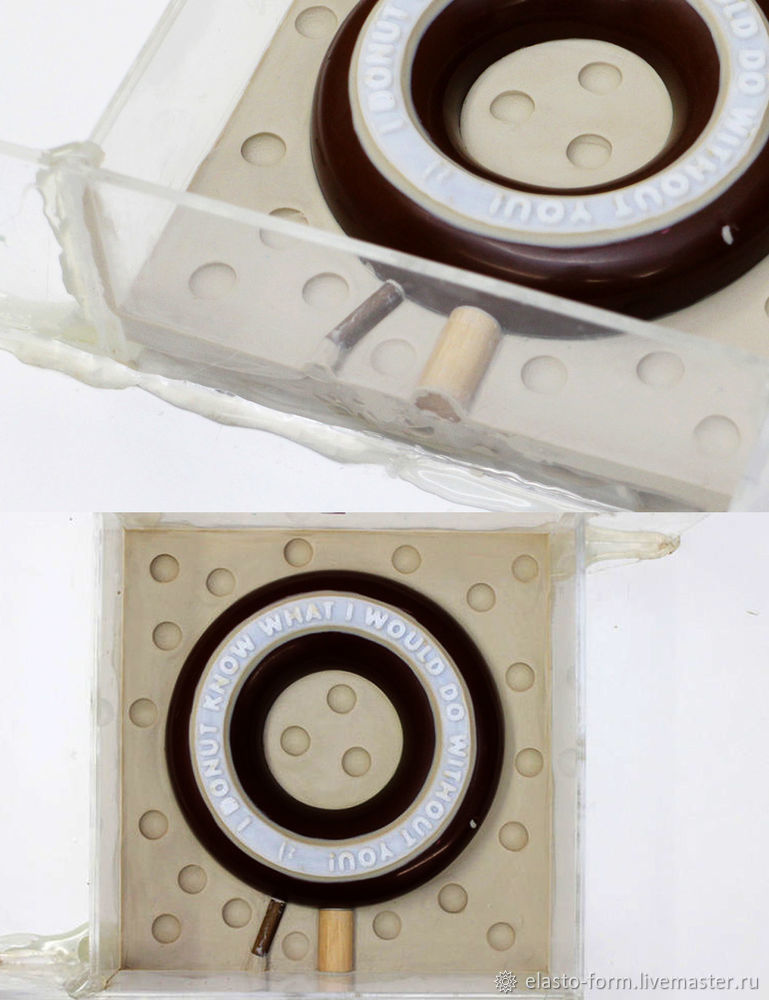
Фото формы с замками сверху
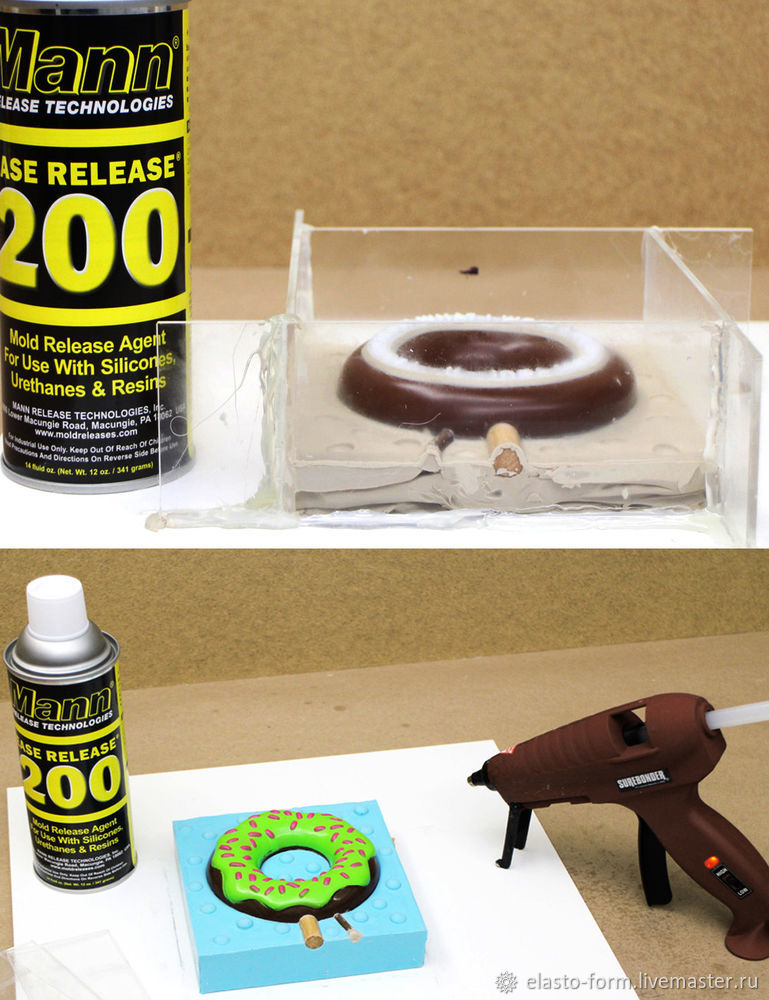
Тщательно обрабатываем мастер-модель и стенки опалубки разделительным составом для силикона. таким, как ИзРелиз EaseRelease.
Этот разделительный и защитный агент исполняет две фунцкии. Первая не дает силикону залипать на мастер-модели и стенках.
Второй создает «скользящий» слой, который облегчает пролив силикона и улучшает рельеф формы, помогая силикону затекать в труднодоступные участки, сокращает вероятность образования пузырей.
В общем, в любой непонятной ситуации используй ИзРелиз, крутая штука :)
Окраска и смешивание силикона.
1. Как определить необходимый объем силикона?
Можно поступить просто-засыпать нашу мастер-модель чем-то сыпучим, высыпать в мерный стакан и определить объем необходимого силикона.
Второй путь — перемножить геометрически ширину, высоту и длину места, которое мы будем заливать силиконом.
Далее, к объему мы прибавляем около 10-15 процентов и получаем массу необходимого силикона.
Пример-300 мл объем, значит, нам нужно будет около 330-345 г силикона.
2. Приступаем к смешиванию силикона.
Первая рекомендация: если в силиконе указано смешивать по массе, смешиваем по массе, пользуясь весами.
Если в силиконе указано смешивать по объему, смешивайте по объему или шприцами.
Если в силиконе указано смешивание по массе, а вы будете работать со шприцами, — нужно понимать, что вы уже нарушаете пропорции. Делать это крайне нежелательно, это может привести к непредсказуемым последствиям.
Окраска силикона и использование пигментов
Так как силикон состоит из 2 компонентов-основы и отвердителя, нам необходимо контролировать, насколько хорошо вмешан отвердитель в основу.
Поэтому мы добавляем немного красителя для силикона (не очень важно, это будет основа или отвердитель либо вы просто вы добавите его в процессе смешивания).
Этот простой этап-гарантия равномерно отвержденной формы без «мокрых» неотвержденных участков.
Нежелательно использовать непредназначенные для силикона красители или краски, особенно пищевые.
Они часто могут вступать в реакцию с силиконом и не давать ему отвердиться. Если вы используете неизвестные вам красители, проэкспериментируйте на небольшом количестве силикона, чтобы не испортить основную форму.
Мешаем медленно и аккуратно, стараясь не слишком взбивать силикон. Идеален для этих целей широкий деревянный шпатель.
Особенное внимание уделяем пристеночным зонам-хорошо проходимся шпателем около стенок емкости для смешивания.

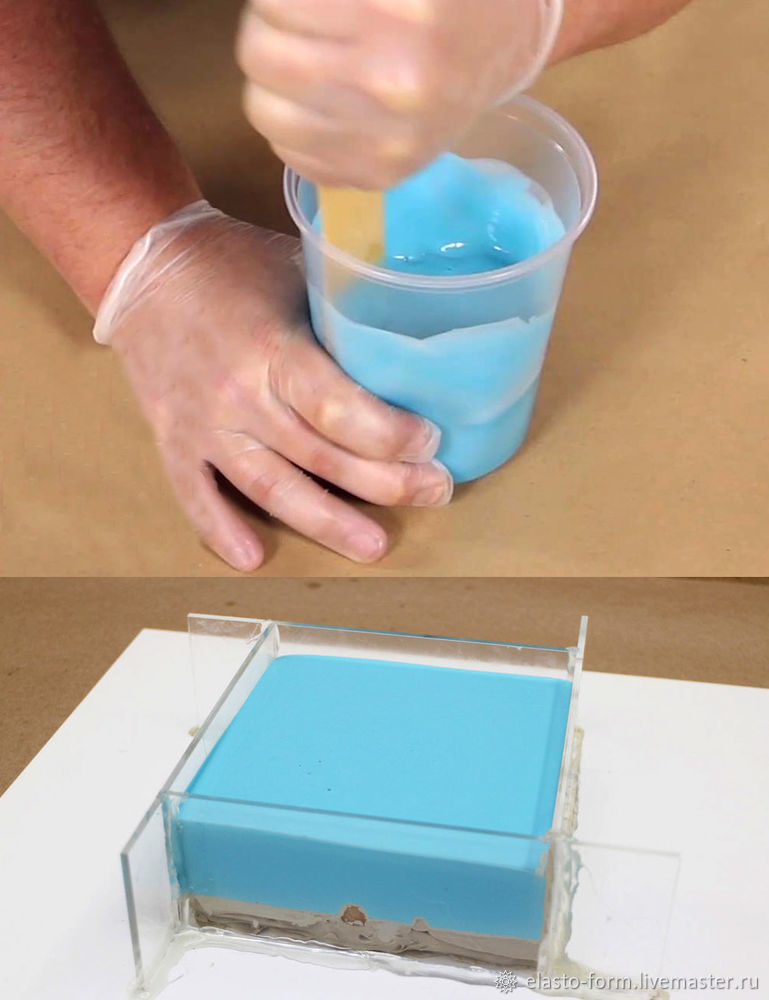
Оставляем силикон полимеризоваться, важно это делать при комнатной температуре.
Сколько сохнет силикон-можно прочитать в рекомендациях к каждому конкретному продукту, но обычно нежелательно трогать форму около 8 часов.
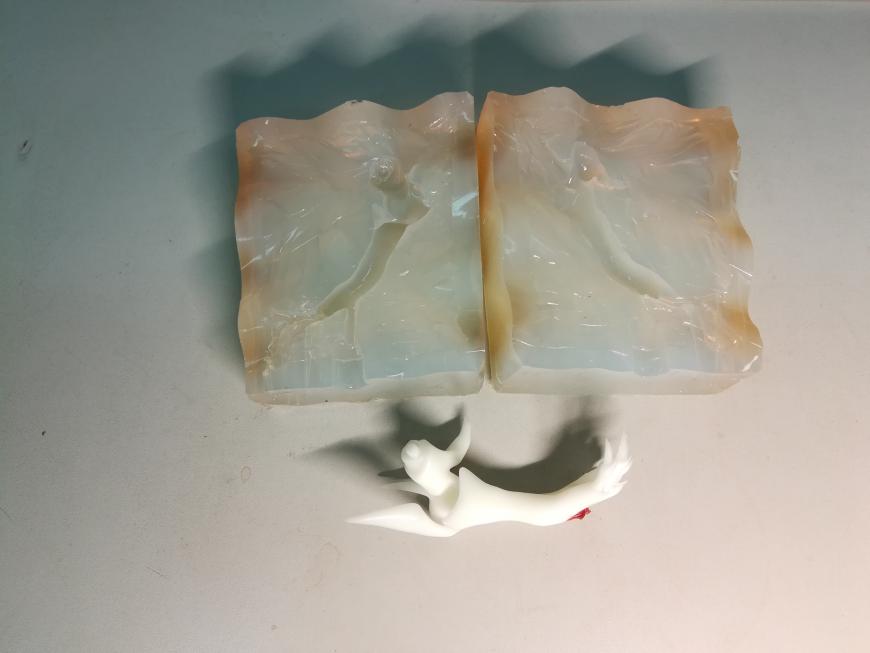
Проверяем, высох ли компаунд и аккуратно разбираем опалубку.

Тщательно снимаем пластилин. Наша первая часть формы готова!
Как видно, форма имеет ярко выраженные углубления — наши будущие замочки.

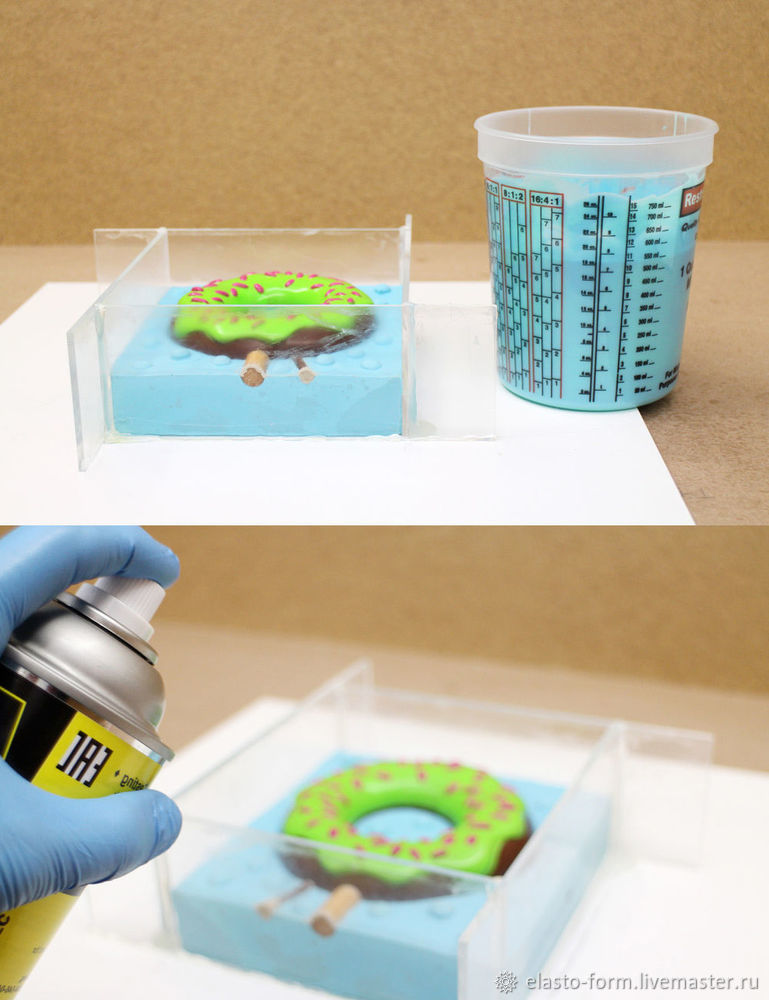
Аналогично смешиваем вторую часть силикона.
Важный момент!
Тщательно обрабатываем разделительным составом ИзРелиз первую часть формы и стенки опалубки в 2-3 слоя, дайте последнему слою высохнуть около 30 мин.
Силикон имеет высокую адгезию к самому себе и если не обработать разделителем, обе части формы просто «врастут» друг в друга.
После этого красим, смешиваем и заливаем вторую часть силикона.

Оставляем силикон полимеризоваться положенное время, при комнатной температуре.
Внимание! Если вы хотите немного ускорить данный процесс, это поможет сделать легкий нагрев. Силиконы температурочувствительны и, если его легко прогреть, полимеризация ускорится. И наоборот, если у вас слишком холодное помещение, это значительно удлинит время полимеризации силикона.
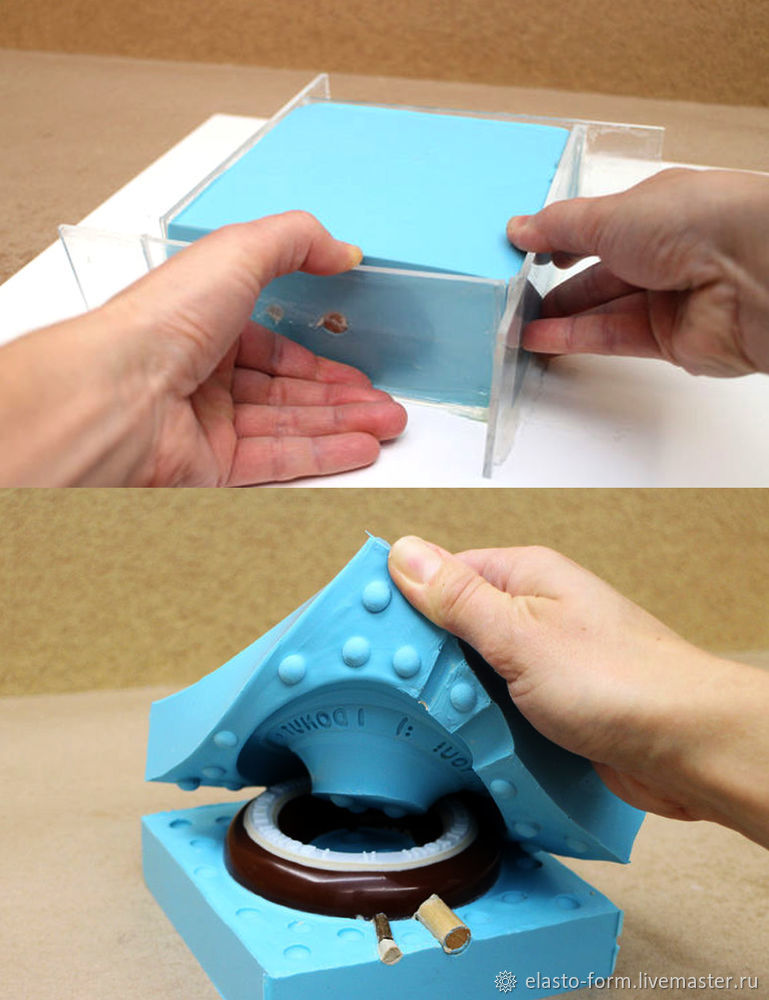
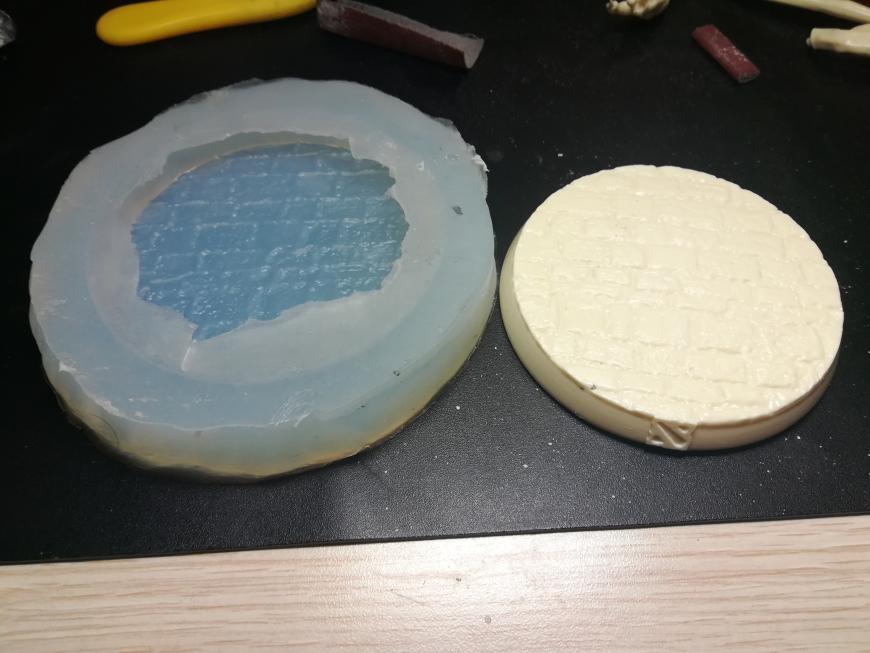
Форма из 2 частей готова. Как видно, после использования разделителя ИзРелиз EaseRelease она легко разделилась, имеет красивый выраженный тонкий рельеф и удобные замки для совмещения 2 частей формы.
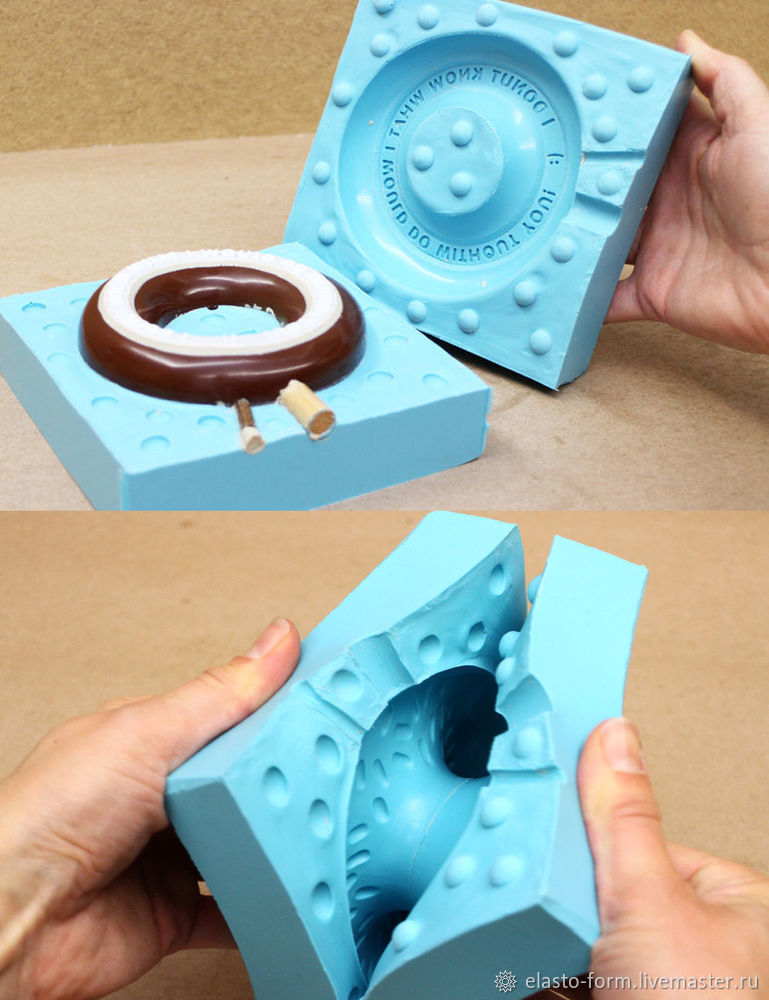
Вычищаем остатки пластилина и вымываем теплой мыльной водой остатки разделителя.

Так как мы заливали форму для последующей отливки гипсом, мы использовали силикон на оловянном отвердителе (технический). Такой, как Силифлекс или Элатсолюкс. Если же идет контакт с пищевыми продуктами, необходимо использовать силикон на нейтральном платиновом отвердителе.
Смешиваем и заливаем гипс (или пластик), чтобы увидеть, насколько же точно скопировалась наша мастер-модель.
Связываем форму и заливаем ее гипсом.
При заливке крутите форму и тщательно простучите все ее бока, помогая выйти пузырям воздуха.
Обе части формы перед заливкой также можно обработать разделителем ИзРелиз, создавая скользящий слой, он облегчает проливку гипса или пластика.
И вот отливка — как видно, она идеально повторяет мастер-модель, даже самые тонкие нюансы рельефа, включая тонкий текст.
Данный метод отливки формы из 2 частей может быть использован для любой трехмерной мастер-модели.
Однако нужно учитывать, что для слишком сложных статуэток необходимы отдельные дополнительные литники в выступающих местах (смотртие другие наши уроки по формам для сложных статуэток).
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:

Частенько в рутине трудов хэндмейкеров (hand makers) - рукодельников по-нашему – возникает необходимость чего-нибудь куда-нибудь отлить. Толи мыла кусок в виде ракушки с русалочкой, толи пушку миниатюрную для корабля старинного, толи заглушку полимерную высокотемпературную для светодиодного плафона. Иногда для подобных задач используют силиконовые формы. А для каждой формы, помимо содержания, как известно, нужно ещё опалубку иметь.
И вот с этой опалубкой у меня вечно проблемы возникали. Обыкновенно, народ трудящийся, её из ДСП формирует, путём распила и последующего сбора при помощи шурупов. Либо клеями разными обрезки оргстекла временно фиксирует в форме куба или прочих форм. И всё-то у них замечательно – судя по Утьюбовскому видео – выходит. А у меня – вот незадача – вечно нет под рукой нужной деревяшки или пластмасски.
Ехать за ними за тридевять земель - нерентабельная лень. К тому же распилить нужно ровно, клей аккуратно положить, шурупы правильно закрутить…
Попыхтишь-попыхтишь, да и плюнешь на литьё это. Изобретаешь, как без него обойтись и задачку нужную решить…
Вот бы мне опалубку «безразмерную» иметь, ну или хотя бы «быстросборную» - мечталось мне.

С безразмерной вышла у меня заминочка. Хотя вариантик имеется. Но, пока не проверил, рассказывать не буду. А вот с опалубкой-конструктором кое-что получилось. О ней и расскажу.

Хотя рассказывать особенно нечего, всё на фото видно. Есть четыре угловых кронштейна для фиксации боковых панелей 2-4 мм толщины. Днище просто укладывается вниз и лежит на боковых ложементах. Тут главное поровнее рез/распил осуществить, чтобы зазоров больших не было.

Напечатал, напилил, собрал, щели пластилином техническим закрыл, разделителем опрыскал и можно лить. Ну, размерчики боковин и дна пока всё же уникальные делать нужно, под свои задачи. Но от шурупчиков с клеем я уже избавился.

Правда вакуумного шкафа не завёл, и литьё получается так себе - раз на раз не приходится - на «троечку». А чтобы стало лучше получаться нужно бы ещё дозатор иметь, миксер, термокамеру для термообработки и пр., и пр.

Возможно, когда-нибудь и до этого руки дойдут, а пока готов поделиться модельками для опалубки. Кому надо берите тут. Можно модернизировать, предлагать свои решения. Интересно будет комментарии почитать.
P.S. ВНИМАНИЕ! Не рекомендуется сильно затягивать фиксационные винты. Есть опасность разрушения кронштейна!
Всем удачи добра и творческих успехов!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Решил немного разнообразить и сменить тематику своих статей в пользу литья пластика. Тем более есть, что рассказать.
Речь пойдёт о литье фигурок персонажей из популярной игры Dota 2. Почему именно Dota? Всегда хотел иметь коллекцию фигурок персонажей. А покупка их даже из Китая стоит весьма дорого. В России кто-то печатает их из гипса уже в цвете. Но детализация оставляет желать лучшего. Кто-то лепит вручную из полимерной глины с классной детализацией. Но в единственном экземпляре и очень дорого. Литьё же пластика предполагает мелкую серию (силиконовые формы выдерживают порядка 25 заливок), что на дальней дистанции способно снизить стоимость производства и продажную стоимость в принципе. Раз уж делаю для себя, почему бы не поделиться с другими?
Итак, по порядку.
Перечитав много литературы и пообщавшись с опытными людьми, с которыми имел знакомство, определил для себя последовательность действий. Для начала требовалась 3D-модель. Решил начать сам осваивать программу 3D-скульптинга ZBrush. Достаточно проста в освоении, есть туториалы на небезызвестных видеохостингах, имеет все необходимые функции (это не реклама, просто передаю свои ощущения). Как обычно, сначала многое не понимал, но сам процесс обучения очень затянул.
Из официальной 'мастерской' разработчика игры берётся модель персонажа. Ясное дело, она требует доработки. Скрины до и после моего вторжения в полигоны лягушки.


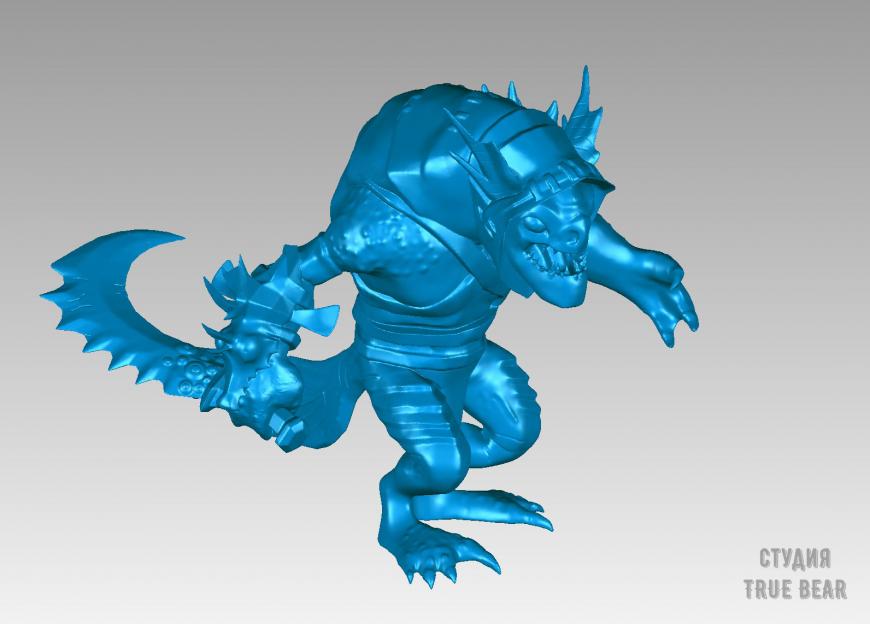
Это самая последняя моя работа, скульптинг занял порядка полутора недель урывочного моделирования. На премию лучшего 3D-дизайнера не претендую, поэтому прошу тапками не кидаться.
В принципе, модель готова для 3D-печати - это следующий шаг. Для печати хорошего качества модель разбивается на части.

При последующем литье разбивка тоже пригодится. Тут важно продумывать всё ещё на начальном этапе.
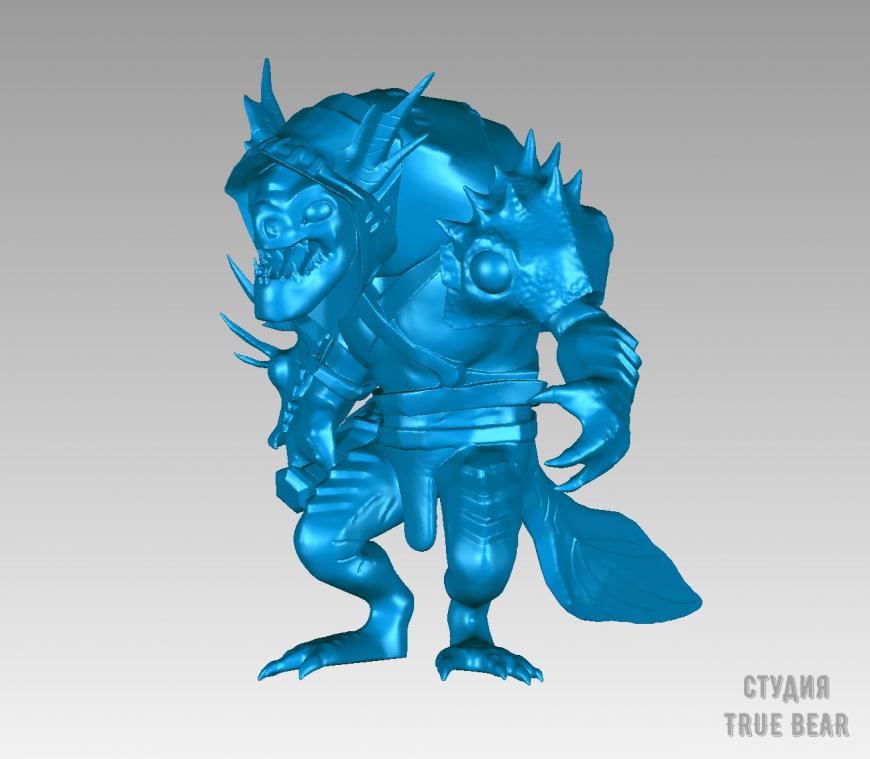
На выходе с принтера получается полноценная мастер-модель. Доработки детище SLA требует минимальной - чуть подшкурить, чуть подмазать.
Сларка больше не покажу. Он пока в работе. Вот вам фото результатов печати двух других уже готовых персонажей.

Казалось бы, бери да раскрашивай то, что есть. Но я занимаюсь именно литьём, поэтому на этом не остановлюсь.
Дальше модель готовится к заливке силиконом. На фото выше у медведя на руках видны восковые отростки - это будущие литники, через которые в форму будет заливаться пластик. Выбор расположения литников к модели очень важен. Во-первых, место, куда будет заводиться отросток, должно быть либо не видным, либо располагаться не на текстуре, дабы беспрепятственно могло быть зачищено.
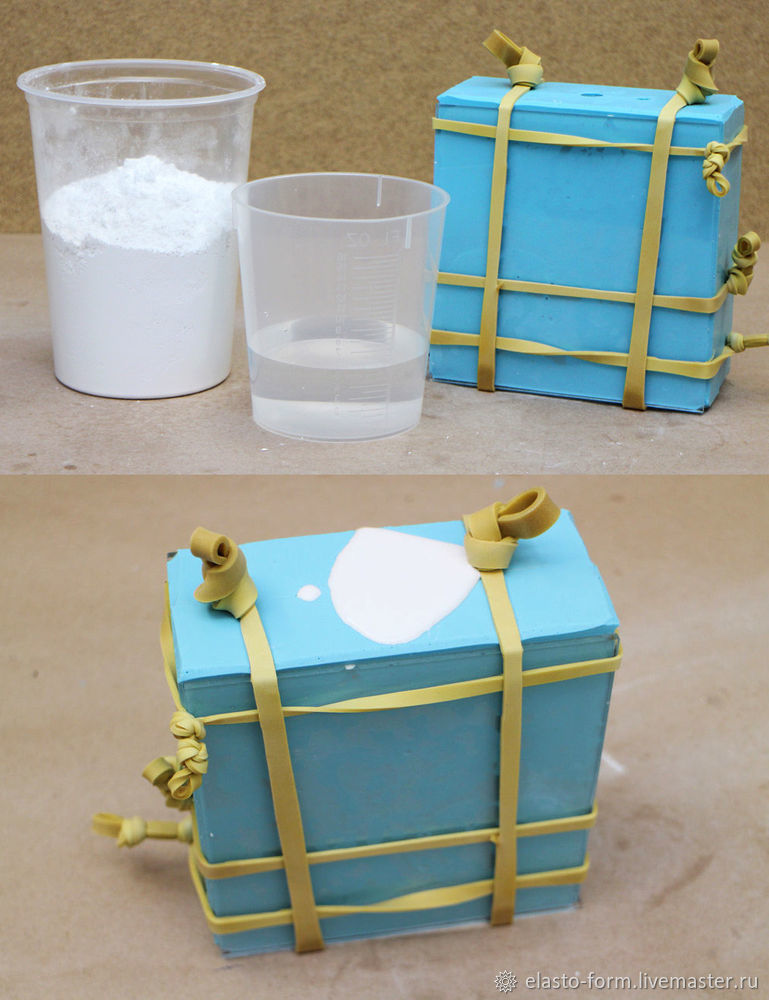
После этого для мастер-модели готовится т.н. опалубка. Фото, к сожалению, нет. Вот картинка из интернета. Принцип тот же.

Стыки стенок и дна герметизируются клеевым пистолетом, сама модель приклеивается литником ко дну. Делать восковые литники для меня пока кажется самым удобным.
Далее готовится двухкомпонентный силикон. Компоненты в необходимых пропорциях смешиваются и вулканизируются в камере пониженного давления. Готовая масса заливается в опалубку. Спустя некоторое время она застывает.

В форме в необходимых местах делаются выпоры. Они дают воздуху выходить из формы при заливке. Иначе некоторые места не проливаются. Это касается, как правило, поднутрений и острых концов. Выпоры делаю иглой для заправки картриджей (диаметр около 1,5 мм).
Форма готова для заливки. Можно приступать.
Берётся двухкомпонентный пластик. В литьевой машине компоненты разливаются в разные чаши в необходимых пропорциях. При вакуумизации компоненты смешиваются, миксером перемешиваются, и эта масса заливается в форму. В зависимости от вида пластика в течение нескольких минут все застывает.
На выходе получаем готовую часть фигурки, которую достаём из формы.

Есть ещё свободная (ручная) заливка. Подходит для моделей, у которых нет мелких элементов, торчащих в разные стороны. Принцип тот же. В необходимых пропорциях смешиваем, заливаем, ждём, пока застынет, достаём.

Отливки вручную дорабатываются: места непроливов, если таковые есть, шпаклюются, шкурятся, все лишнее (литники, выпоры) отрезается и так же шкурится.
Можно переходить к покраске.
Пришлось перечитать много форумов и статей на тему покраски, чтобы узнать тонкости и приёмы. В принципе, не сложно. Даже очень увлекательно. Не понимаю, почему в детстве не занимался моделизЬмом.
Не буду расписывать в подробностях. Каждая фигурка красится по-разному, со своими нюансами. Цвет подбирается методом проб. А в целом, полёт фантазии художника.



По ссылке можно посмотреть готовые фигурки по отдельности со всех сторон. Буду рад подписке на группу, а так же обоснованной критике, замечаниям, предложениям и т.п.
Спасибо за внимание и за то, что дочитали до конца. Желаю всем приятного дня и творческих успехов.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.

Краткая предыстория. Стала перед нами задача: изготовить энное количество резиновых кнопок от ключей автомобиля по образцу. Пробовали мы их печатать на 3D принтере из резинового филамента, но качество не устроило. Тогда-то и пришла мысль реверсировать технологию литья в силикон. Что из этого вышло, читайте под катом.
Очень много фото.
Литьё пластмасс под давлением
Не совсем резина, но суть та же: специальная машина - термопластавтомат (ТПА) - доводит сырье (2) до температуры плавления и через выходную фильеру (3) впрыскивает расплав в пресс-форму (4,6). Как правило, в качестве исходного сырья используются термопласты.

Плюсы: технологичность, высокая скорость получения изделия, широчайший перечень материалов, высокое конечное качество, высочайшая степень детализации. Минусы: сюда же - технологичность, неоправданно высокая стоимость для домашнего применения, большое потребление электроэнергии, окупаемость исключительно на больших тиражах.
Литьё в силиконовые формы
Технология проста и изящна, кто желает ознакомится подробнее, может пройти по ссылкам в заголовке, ну а здесь приведу краткое описание. Мастер-модель помещают в ванночку и заливают жидкой силиконовой смесью, спустя некоторое время силикон затвердевает. Получившееся абы-что разрезают и достают из него мастер-модель. Благодаря своим физическим свойствам, силикон сразу же принимает изначальную форму с пустотелостью в виде мастер-модели, куда и следует заливать что угодно твердеющее. Затвердевшее что угодно, извлекают тем же путем, что и мастер-модель.

Плюсы: простота, дешевизна, повторяемость. Минусы: не все так просто, пузыри в изделии, местами довольно длительный процесс, ограниченный спектр материалов, грязища - потом ходишь и ко всему прилипаешь.
Итак, поехали! Потренировавшись немного на кошках, было принято решение изготовить матрицу не на основе силикона, а на основе тех же пластиков, что льют в эти самые силиконы. Принцип здесь тот же: два компонента реактопласта смешиваем между собой и заливаем в готовую матрицу до отверждения. Есть ряд причин, почему я решил не использовать силикон в качестве матрицы. Во-первых, даже при использовании большого количества разделяющей смазки не всегда удавалось нормально оторвать модель от матрицы, несколько штук пришлось выкинуть. Во-вторых, силиконовые матрицы довольно быстро приходят в негодность, особенно если их кипятить для ускорения процесса полимеризации. В-третьих, силикон все же деформируется, особенно если выжимать пузырьки воздуха вручную, а не компрессором. В-четвертых, у меня было много пластика и мало силикона, правда, после нескольких неудачных попыток успеть влить смесь в матрицу до ее полимеризации, ситуация изменилась на противоположную. Ну и в-пятых, просто хотелось 'как на заводе'. Классическая пресс-форма состоит из матрицы (как правило, нижняя часть) и пуансона (обычно верхняя, создающая давление, часть). Начать я решил с изготовления матрицы, в которую и будет 'влита' мастер-модель.

Сразу прошу прощения за возможную скрытую рекламу на визитках, постарался все убрать пот каты, изначально не ставилась цель размещать пост здесь. Как видно, сама деталь небольшая, а значит в качестве опалубки можно использовать ламинированные визитки. Ламинация, помимо эстетически гладкой поверхности, позволяет обойтись без использования разделяющего состава. Отталкиваясь от предыдущего опыта, я решил что модель будет не просто лежать задней частью на визитке, а на небольшом пластилиновом возвышении. В результате изделие будет как бы утоплено в ванночке, что даст дополнительную возможность избежать пузырей.
Приклеил суперклеем к пластилину, иначе не клеится.




Для прижима пуансона, я решил в матрицу 'влить' четыре шпильки по краям. Суть такова: задняя часть кнопок, та, что приклеена к пластилиновой ванночке, есть ответная часть для пуансона, к которой он будет прижиматься. Соответственно в эту же часть мы будем 'вливать' резьбу.
На фото часть резьбы закрыто трубкой, это ответная часть пуансона.

Поскольку очень сложно на глаз выставить параллельность шпилек, на другой визитке я продырявил в тех же местах отверстия и собрал что-то вроде вот такого каркаса:

Как видим, концы с резьбой обращены внутрь матрицы.
Результат с опалубкой будет выглядеть уже так:






В качестве непосредственно материала для заливки я использовал то, что рекомендовал продавец со словами: 'Держит 120 по цельсию и твердеет за три минуты'. Собственно, сие представляет картонную коробочку с двумя баночками желтого и синего цветов по пол-литра каждая. Жижа в баночках прозрачная, одна жиже другой. Ну то есть содержимое синей банки более густое, а содержимое желтой банки имеет желтоватый оттенок. После полимеризации состав теряет прозрачность и становиться, даже и не знаю как выразиться иначе, но нежно белым. Хим состав толком не известен, на желтой написано: 4,4′-Methylenebis(phenyl isocyanate) и предупреждение о срочной и неумолимой гибели в самых страшных муках, если вдруг что. Зато синяя баночка нам сообщает, что 'No hazardous ingridients', но WARNING таки имеется и на ней. Так или иначе, но детей Советского Союза не запугать такими пустяками, а значит работать будем с тем, что имеем.
Собственно, фото банок:

Мешать все это дело необходимо в пропорции один к одному, что чертовски удобно, в отличии от силикона, в который надо влить 3-4% катализатора. Поди отмерь, когда конечное изделие весит полграмма!
Познавательная страничка
Если смешивать в любых пропорциях разные варианты содержимого из всех четырех баночек (желтой, синей, силикон и катализатор силикона), то не произойдет ровным счетом ничего. Ибо фазы жидкостей не совпадают и они не смешиваются. Зато, если смешать все вместе, да еще и в нужных пропорциях, мы получим невнятную массу, похожую на очень хрупкий пенополиуретан.




. не успеваем ничего сделать. Смесь затвердела.
Зато теперь у меня есть красивое абы-что и минус одна пятая пластика:

Это, кстати, весьма важный момент: необходимо точно знать и быть уверенным в том, что именно ты собрался делать. Если весь процесс выполняется вручную, включая смешивание, дегазацию, переливание туда-сюда, надо понимать, что время жизни смеси должно быть достаточным для выполнения всех этих процедур. Ну и масса мелких моментов, которые сложно предусмотреть, не имея печального опыта или совета бывалых. Например, камера дегазации. Я ее собрал на коленке из компрессора от холодильника и стеклянной банки с крышкой. Вроде ничего сложного, но сразу же вылезла масса багов. Первое - из банки невозможно достать руку, если в это время держать стаканчик.
Вот как-то так я выглядел, когда в первый раз попытался это сделать:
Второе - шланг от компрессора входит ровно в центр крышки от банки, соответственно, при нормализации давления воздух с силой бьет ровно в центр смеси. Как результат, минус вторая пятая часть пластика и белые, непрозрачные стенки банки. Третье - шланг короткий и твердый, так и норовит опрокинуть мелкую и легкую баночку с содержимым. Минус третья пятая пластика. Разумеется, после этого я все свои действия стал продумывать наперед, с различными вариантами развития событий. В результате кое-чего смог таки добиться:

Должен сказать, что в этом случае я решил обойтись без использования компрессора. Далее необходимо 'раздеть' матрицу:






Сюда мы будем заливать смесь, которая сформирует пуансон, это ответная часть матрицы. Разумеется, чтобы шпильки не залило пластиком, на них насажены трубки. При желании, их потом можно вытянуть из пуансона. Нутро необходимо смазать разделительным составом, я для этого использую восковой раствор в форме спрея.
Результат после снятия опалубки:















Ну и теперь то, ради чего все это дело затевалось - изготовление силиконовых копий. Поскольку, силикон был у меня только белый.


Я уже упоминал о сложностях с подбором соотношения силикон/катализатор, здесь выручил инсулиновый шприц. Все это дело я размешал и получившуюся каку намазал сперва на пуансон, а затем остатки влил в матрицу, где и пригодилась 'впуклость', которую я сделал из пластилина.


Технология рабочая, сложного ничего нет, материалы доступные. Для дома или мелких серий отличный вариант. Для больших изделий подходит так же, как и термопласты. Очень серьезный минус - это грязюка. Может это я такой свин, но тот факт, что я обгадил донельзя свое рабочее место, очень расстраивает.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Краткое описание по фото от Polytec, как избежать основных ошибок и правильно сделать форму из 2 частей для сложной статуэтки с низким и тонким рельефом. Сразу оговоримся-проще заливать силиконом трехмерные формы "кубом", затем разрезать. Но. Правильно сделанная форма из 2 частей позволит вам минимизировать швы на конечном изделии. Хотя это более трудоемкий процесс. итак, начнем. Наша исходная статуэтка.
Процесс производства формы из 2-х частей, статуэтка. Не особо сложный, но мелкий рельеф.
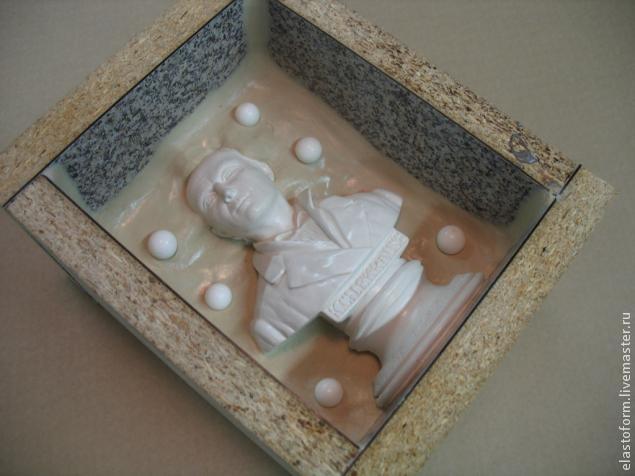
1. Мастер-модель укладывается в опалубку. Тщательно проверьте, чтобы швы опалубки не протекали и были изолированы, используйте для изоляции пистолет с термоклеем. Мастер-модель и опалубка должны быть сухими и чистыми.
2. Первая часть заливается парафином. Стыки парафина и мастер-модели тщательно подчищаются. Парафин удобен тем, что в нем легко можно сделать замки, к тому же, он в отличие от многих видов пластилина, нейтрален к силиконам и не мешает им отверждаться.
3. Делаем в парафине будущие замки.
Если вы используете неизвестные вам виды силикона (силиконы ноунейм с неизвестным вам происхождением, обязательно смажьте мастер-модель и опалубку разделительным составом для силиконов, так как некоторые виды силикона склонны к залипанию на мастер-модели. Либо сделайте малую пробу силикона на неответственной части мастер-модели и опалубки перед заливкой. Это важно, особенно если мастер-модель дорогая финансово или душе) Так как впоследствии отодрать ее от прилипшего силикона будет сложно. Силиконы нашей компании в большинстве случаев не требуют разделительных составов, кроме силикона Эластоформ (самый недорогой в линейке силиконов), но всегда лучше сделать малую пробу материала.
Залитая парафином статуэтка, вложены шарики для замков (это делается для того, чтобы впоследствии вам было легче четко совместить обе части силиконовой формы).
4. Замешиваем основу и отвердитель, как сказано в инструкции. Обратите внимание на то, что плотность силикона везде отличная от воды (то есть не 1). И если в инструкции сказано-смешивать по весу, смешивайте по весу. Если по объему-то по объему. Вес и объем у силиконов не одинаков! Нарушение инструкции ведет к неполному отверждению силикона. Также важно очень тщательно перемешивать основу и катализатор (там, где вы не вмешаете отвердитель в основу, силикон останется неотвержденным). Для этого прозрачные или белые силиконы нужно подкрашивать. когда вы смешали основу и отвердитель, сыпаните немного мелкодисперсного порошкового красителя для силиконов. Начните размешивать. Краситель в данном случае будет показывать вам, насколько тщательно вы перемешали основу и катализатор.
5. Если у вас есть вакуумная камера, провакуумируйте смесь для полного удаления пузырьков.
Если нет - смешайте немного силикона и нанесите его на поверхность кисть. Дайти высохнуть. Только после этого заливайте основную часть.
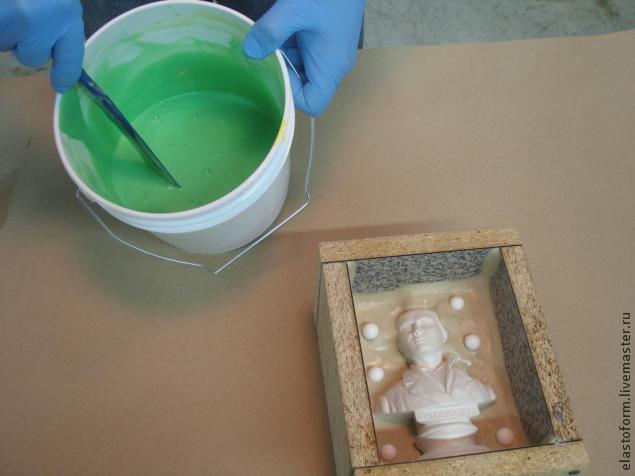
6. Залейте силикон тонкой струйкой в одну точку, позволяя ему самому заполнить форму.
7. Оставьте силикон для полимеризации указанное в инструкции время.


7. Разберите опалубку, выньте мастер-модель и силикон, аккуратно уберите воск либо парафин.
8. Уложите обратной стороной в опалубку. Внимание! Перед тем, как заливать 2 часть силикона, тщательно обработайте форму разделительным составом! Например, EaseRelease для предотвращения склеивания 2 частей силиконовой формы. Дайте высохнуть разделителю около 30 минут. Нанесите разделитель 2 раз. Дайте высохнуть. только после этого заливайте 2 часть формы.
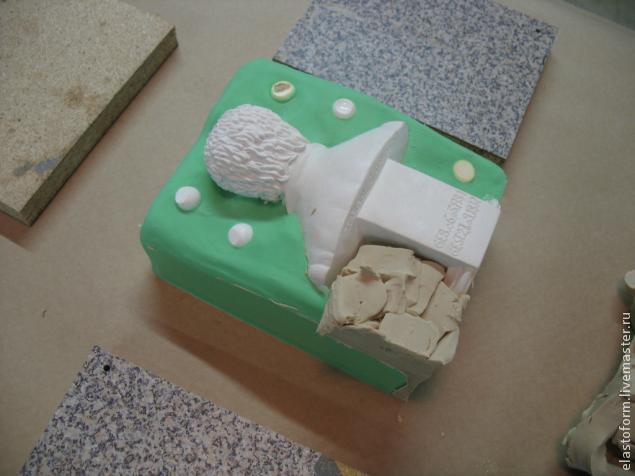

после тщательно обработки разделительным составом повторите процедуру. Заливаем вторую часть.


Наслаждайтесь формой. Перед заливкой пластиками, смолами смазывание формы каждый раз разделительными и защитными составами значительно увеличит срок ее работы. Храните форму в пищевой пленке, в защищенном от жары месте.
Перед заливкой формы проконсультируйтесь у производителя, какой силикон вам лучше использовать для каждого конкретного материала, задачи и рельефа.

Для заливки жидкими пластиками, смолами, гипсом обработайте форму разделительным составом, дайте ему высохнуть около 30 минут. Нанесите второй раз, дайте высохнуть. Убедитесь, что разделительный и защитный состав не дал никаких подтеков, тщательно вотрите его неворсистой тряпочкой. Скорепить форму плотно резинками. Если форма слишком мягкая,чтобы она не играла, сначала подложите любые жесткие досочки (куски акрила,пластика и тд) для придания жесткости форме. Заливайте.
Читайте также: