
Можно ли сверлить монолитный поликарбонат
Обновлено: 01.05.2024
Поверхность листов из монолитного поликарбоната чувствительна к механическим воздействиям. Поэтому монтаж следует производить, не удаляя защитную пленку с обеих поверхностей плиты.
Не следует применять на поверхности ПК газо- и паронепроницаемые материалы (например, полиэфирные и металлизированные пленки). Влага, выпарившаяся на поверхность, образует тонкий слой воды между ПК и нанесенной пленкой. Следствием может явиться образование пузырей, отслоение пленки или почернение металлизированного слоя.
Крыши из ПК следует всегда проектировать с наклоном как минимум 5 (около 90 мм/м), чтобы обеспечить сток дождевой воды.
Запрещается ходить непосредственно по листам. В случае необходимости следует применять доски, опирающиеся, как минимум, на несколько ребер плиты.
Монтаж монолитного поликарбоната.
Вертикальное остекление.
Для определения необходимых размеров листов литого поликарбоната, укрепленных со всех сторон, необходимо принимать во внимание следующие обстоятельства:
- коэффициент линейного термического расширения;
- внутренний размер рамы.
Рамы могут быть изготовлены из пластика, дерева или металла. Желательно использовать рамы с пазами, снабженными уплотнителями. Важно, чтобы размер рамы превышал размер используемого листа ПК на следующую величину:
Минимальный зазор, мм
Глубина паза рамы - 25 мм.
Величина ветровой нагрузки при уличной установке является очень важным эксплуатационным фактором. Ветровая нагрузка может достигать величины 1000 Н/м2 (100 кг/м2). Для обеспечения прочности конструкции рекомендуется выбирать толщину пластика в зависимости от габаритного размера листа:
Короткая сторона листа, м
Соотношение ширина/длина может быть от 1/1,5 до 1/3.
При остеклении литым поликарбонатом следует обратить внимание на следующее:
- п ри монтаже поликарбоната необходимо оставить зазоры в раме для компенсации теплового расширения;
- уплотнительный материал не должен приклеиваться к листам;
- в качестве уплотнителя может служить эластичная резиновая продольная прокладка, не содержащая пластификаторов, из полисульфида и силиконового каучука или пластиковый профиль.
Арочные конструкции с симметричными дугами.
Монтаж с холодным сгибанием провоцирует возникновение в листах высоких внутренних напряжений. Следует иметь в виду, что минимальный радиус сгибания не должен превышать 150 толщин листа: R min (мм)=150xН (мм):
Ширина листа, мм
Ветровая нагрузка, кг/м2
Горизонтальное остекление.
Необходимая толщина листов ПК зависит от геометрического фактора и от поверхностной нагрузки на лист. Все данные по длине и ширине листов, нагрузкам при вертикальном и горизонтальном остеклении и необходимым при этом толщинам листов представлены в таблицах 3 и 4.
Необходимая толщина листов при вертикальном креплении листов монолитного ПК в зависимости от величины ветровой нагрузки и минимальной ширины пролетов.
Толщины листов монолитного ПК при горизонтальном креплении в зависимости от величины снеговой нагрузки и от размеров пролетов:
Длина пролета, м
Резка и распиливание.
Поликарбонатные листовые продукты могут быть точно и легко разрезаны с использованием стандартного слесарного оборудования: ножовкой по металлу, ручной пилой, циркулярной пилой, лобзиком.
Ниже приведены общие указания и конкретные рекомендации по каждому участку резки:
- при использовании автоматической пилы или ножовки лист следует прижать к верстаку так, чтобы избежать нежелательной вибрации и неровного обрезания краев;
- все инструменты должны быть настроены на резку пластиков панельными ножами с мелкими зубцами;
- зубья пилы должны быть хорошо заточены;
- защитное покрытие должно оставаться на листе для предотвращения появления царапин и другого повреждения поверхности;
- по окончанию работы края всех листов должны быть чистыми, без зазубрин и заусенцев;
- стружка и пыль должны выдуваться сжатым воздухом.
Рекомендации по распиливанию циркулярными пилами:
- всегда использовать низкоскоростную подачу для получения чистого разреза;
- начинать резку только при рабочей скорости пилы;
- одиночные листы толщиной менее 3мм разрезаются ленточными или ножовочными пилами.
Ленточные пилы - это могут быть пилы обычного вертикального типа или специально разработанного горизонтального типа, пригодные для пластиковых листовых материалов. В обоих случаях важно, чтобы лист был хорошо зафиксирован во время резки. Направляющие пилы должны находиться как можно ближе к листу для уменьшения перекоса листа и кривого разреза.
Расстояние между зубьями (t)
Толщина листов 3/12 мм-2/3 мм
Угол задней кромки (-)
Передний угол резания (-)
Угол заточки зуба (-)
Ножовочные пилы и станки.
Наиболее важными факторами, которые необходимо учитывать при этом типе резки, являются опора-фиксирование, особенно при использовании ножовочной пилы с расстоянием 2-2,5мм между зубцами на режущем полотне.
Лазерная резка.
Листы поликарбонатные могут резаться с помощью лазера. Разнотолщинность должна контролироваться более тщательно, чем при обычных машинных операциях. Мощность лазера и скорость резания необходимо подбирать особенно внимательно, чтобы исключить эффект беления листов в области резки. При обработке лазером край реза всегда имеет коричневый оттенок, поэтому в случае необходимости получения чистого края обреза от лазерной резки лучше отказаться.
Сверление.
1. Для сверления листовых продуктов используются стандартные высокоскоростные сверла для металла и сверла с твердосплавной режущей пластиной поскольку они сохраняют остроту режущих кромок. Наиболее важным фактором, который необходимо учитывать при сверлении листовых продуктов является то, что в процессе сверления происходит тепловыделение. Для получения чистого хорошо обработанного отверстия без механического напряжения, необходимо снизить количество выделяемого тепла.
- периодически очищать отверстия от стружки;
- время от времени охлаждать сверло сжатым воздухом;
- для получения отверстия нужного размера листы должны быть закреплены соответствующим образом, и иметь опору для уменьшения вибрации;
- отверстия могут быть просверлены от края листа на расстоянии не ближе, чем двойной диаметр отверстия;
- диаметр отверстия должен учитывать допуск на тепловое расширение/сжатие и быть больше диаметра крепежного элемента (болта, винта и т.п.).
2. Отверстия в листе сотового поликарбоната можно сверлить ручной или автоматической дрелью, при этом используются сверла для металла. При сверлении, для избежания вибрации, непосредственно под дрель необходимо поместить опору. Чистые отверстия получаются очень легко. Применение охлаждающих средств не рекомендуется.
Сварка часто используется для окончательной сборки конструкционных термопластов. Детали из поликарбоната могут свариваться различными способами.
Выбор способа зависит от размера, формы и назначения детали:
- сварка с горячей накладкой позволяет добиться исключительной прочности и производится при температуре 260-300°С;
- сварка горячим воздухом с использованием сварочного прутка, в этом случае следует производить предварительную сушку свариваемых участков и прутка при температуре 120-130°С в течении 12 часов;
- ультразвуковая сварка часто используется, амплитуда сварки с ультразвуковой обработкой 20кГц должна быть в диапазоне 25-40мкм (0-пик).
Шлифовка.
Листы поликарбоната хорошо поддаются шлифованию влажным способом в противоположность сухому методу при котором происходит выделение фрикционного тепла. Для достижения наибольшей эффективности обработки следует использовать охлажденную воду. Для шлифования с хорошим результатом, лучше всего использовать кремниевую наждачную бумагу (для грубой обработки с зернистостью 80 мкм, для тонкой -280мкм). Для финишного шлифования рекомендуется шкурка с зернистостью 400 мкм или 600 мкм.
Склеивание.
Склеивание требует следования некоторым обязательным рекомендациям:
- торцы листов должны быть освобожденными от любых загрязнений;
- поверхности должны быть гладкими и ровными;
- растворитель или лак должны сохранять работоспособность во время всего рабочего периода приложения давления;
- при использовании растворителей для соединения деталей из поликарбоната необходимо контролировать климатические условия в рабочем помещении. Поддерживание низкой влажности позволит исключить эффект беления и использовать малоактивные лаки;
- давление при фиксации соединения должно осуществляться до полного его отверждения;
- при работе с растворителями следует обеспечить хорошую вентиляцию помещения.
- очистка деталей из поликарбоната производиться метиловым или изопропиловым спиртом, мягкими мыльными растворами, гептаном или гексаном. Очистка не должна производиться с помощью частично гидрированных углеводородов, кетонами, такими как МЭК, сильными кислотами или алкалинами, такими как гидроокись натрия.
Формование.
Термоформование.
Существует несколько способов термоформования, которые могут быть использованы для листов поликарбоната: нагрев листов с последующим применением матриц и механических усилий, давления воздуха или вакуума.
Применяются оба вида матриц - положительные и отрицательные. Необходимая температура для термопластического формования поликарбоната лежит в интервале 180 - 210°С. Рекомендуется нагревать листы с обеих сторон при используемой мощности инфракрасного (ИК) излучения 30кВт/м2. Для многотиражной формованной продукции из поликарбоната следует использовать матрицы, изготовленные из таких жестких материалов как алюминий и сталь. При этом необходимо поддерживать определенную температуру матрицы. Оптимальные температуры матрицы, при которых достигается высокое качество поверхности изделий из поликарбоната составляют 80 - 120°С, а для холодных участков формуемого листа до 130°С. Перед формованием необходимо подвергать листы предварительной сушке, которая осуществляется при температурах 120°С, зеркальные отражающие листы при 110-115°С в камерах с циркуляцией воздуха для каждого листа индивидуально с удалением защитной пленки. Продолжительность предварительной сушки зависит от количества влаги, поглощенной листом, и от его толщины. Поэтому наилучший способ определения требуемого времени сушки состоит в следующем:
- и з листа опытной партии вырежьте 2 - 3 небольших образца материала;
- п оместите эти образцы в печь, нагретую до температуры предварительной сушки (110 - 120°С);
- ч ерез каждые 2 - 3 часа извлекайте очередной образец из печи и нагревайте его до температуры формовки (170 - 180°С);
- с ледите за появлением пузырей на образце. Если через 10 минут пузыри не образуются, значит, материал высушен. Если пузыри появятся, это будет означать, что требуется дополнительная сушка;
- о пределив продолжительность сушки, переходите к предварительной сушке всей партии листового материала;
- при формовании листов поликарбоната с защитным слоем от ультрафиолетового (УФ) излучения следует учитывать, что достаточный УФ-защитный слой сохраняется только в том случае, когда соотношение вытяжки не превышает 1:1,5.
Вакуумформование.
Прямое вакуумформование является одним из самых распространенных процессов формования. При вакуумформовании лист поликарбоната зажимается в раму и нагревается. Когда лист достигнет эластичного состояния, он опускается в негативную форму в виде углубления. Воздух удаляется из формы с помощью вакуума и под действием атмосферного давления горячий лист облегает форму по всему контуру. После охлаждения изделие извлекается из формы.
Холодное формование.
Монолитный листовой поликарбонат можно изгибать в холодном состоянии, это дает огромную свободу дизайнерских решений при его использовании для покрытия архитектурных сооружений сложной формы - арок, куполов, конусов, цилиндров. При изгибании монолитного поликарбоната под прямыми углами минимальный радиус изгиба зависит от толщины листа:
Листы легко режутся пилами по дереву. Следует избегать использования высокоскоростного оборудования для резки стали, поскольку высокое трение приводит к плавлению поликарбоната.
Можно пользоваться гильотинной резкой, однако этот способ не рекомендуется при толщине выше 5-6 мм, так как кромка среза получается шероховатой и деформированной. Возможно применение лазерной резки с помощью промышленных лазерных установок инфракрасного диапазона. Кромка среза обычно выглядит обгоревшей и из-за высокой местной температуры, могут возникнуть внутренние напряжения. После лазерной резки рекомендуется отжечь изделия при 130 °С в течение 1 - 2 часов.
Хорошие результаты можно получить с помощью гидромеханической резки монолитного поликарбоната на отрегулированном станке.
Фрезерная резка позволяет производить прямой раскрой материала, но наилучшим образом ее технологические возможности раскрываются при выполнении фигурного или фасонного раскроя. Кроме того, на нашем оборудовании фрезерной резки мы выполняем гравировальные работы по акрилу, металлам, а так же по листовым материалам нашей компании.
Поликарбонатный материал хорошо обрабатывается. Однако необходимы специальные меры для предотвращения перегрева и оплавления из-за высокого трения. (Любую дополнительную информацию можно получить у консультантов ТСК Империя (495) 646-71-88.
Если для обеспечения хорошего качества поверхности применяются высокие скорости резания, то может потребоваться периодическая остановка станка, чтобы дать изделию возможность остыть. Во избежание фрикционного перегрева следует пользоваться острым режущим инструментом.
При резке этих изделий лист всегда должен лежать ламинированной стороной вверх. Если он лежит наоборот, то из-за смещения при резке вверх-вниз возможно отслоение его отражающего слоя.
Для небольших изделий, в которых высокая ударная прочность не имеет решающего значения, удобно использовать клей-пистолеты для клеев горячего отвердения.
Наилучшими свойствами обладают клеи горячего отвердения на полиамидной основе, хотя неплохие результаты дают и другие, например, этиленвинилацетатные клеи.
Для применения в нагруженных конструкциях, которые должны обладать высокой ударной прочностью и стойкостью по отношению к атмосферным воздействиям (например: приклеивание краев листа к раме или к другому листу в куполах фонарей верхнего света, сооружение аквариумов, герметизация автомобильных окон и т.д.) рекомендуется использовать силиконовый клей Q3-7098 фирмы Dow Corning Ltd. (Англия). Этот клей не требует никакой грунтовки, за исключением обезжиривания поверхности изопропиловым спиртом, если поверхность листа загрязнена. Сцепление с поликарбонатом оказывается превосходным. Для нанесения клея удобно пользоваться специальным разливочным тюбиком емкостью 300 см. Клей обеспечивает соединение поликарбоната с металлами, стеклом и другими пластиками, включая и сам поликарбонат. Единственный недостаток - отсутствие прозрачных клеев, имеются только непрозрачные белый, серый или черный клеи.
В тех случаях, когда требуется высокая прочность соединения, ударная и химическая стойкость, а также высокая прозрачность, рекомендуются полиуретановые клеи НЕ 17017 и НЕ 1908 фирмы Engineering Chemical Ltd. Это клеи двухкомпонентного типа, работать с которыми сложнее, чем с однокомпонентными клеями. Поэтому их следует применять только в тех случаях, когда требуются чрезвычайно высокие механические и оптические свойства, например, в случае изготовления "безосколочного стекла", когда склеиваются стекло и поликарбонат.
Для приклеивания плоских листовых деталей, таких, как зеркала или полочки, к плоским поверхностям: стенам, дверям, керамической плитке и т.д. – компанией ТСК Империя (Официальный сервисный центр – LEXAN ) рекомендуется использовать двухстороннюю клейкую ленту типа 4830 производства компании "ЗМ". Это акриловый вспененный клей, обеспечивающий прекрасное сцепление поликарбоната с плоскими поверхностями.
Существует множество других клеев, совместимых с поликарбонатными материалами, однако следует тщательно избегать применения каких бы то ни было клеев на основе растворителей. Такие клеи являются причиной серьезных повреждений в критически важных местах изделия. Следует также иметь в виду, что некоторые клейкие ленты, обеспечивающие склеивание при надавливании, содержат растворитель или следы растворителя, которые могут вызвать растрескивание под действием напряжений через несколько месяцев после склеивания.
Для очистки применяйте изопропиловый спирт. Если изопропиловый спирт содержит воду, и капли воды останутся на поверхности после испарения спирта, сотрите их сухой тканью. Этот метод можно использовать также для удаления следов, оставшихся на поликарбонате после удаления защитной пленки.
Для промывки, очистки от пыли или полировки листов в продаже имеются распыляемые очистители, которые содержат парафины и растворители специальных составов. Они оставляют на материале глянцевый защитный слой, обеспечивающий защиту от статического электричества и пылеотталкивание. Идеальный способ обслуживания - это очистка и полировка листов раз в одну - две недели с помощью такого распыляемого очистителя и мягкой ткани из 100 %-го хлопка.
Поликарбонатные листы можно чистить с помощью 100 %-ой хлопковой ткани и больших количеств мягкого детергента и воды.
Лучше всего использовать мягкие составы для мытья посуды. Следует избегать составов для чистки стекла, содержащих аммиак, так как они разрушают поликарбонат. Применение мягкого детергента и воды может привести к образованию отложений на поверхности листов. В этом случае для удаления отложений воспользуйтесь описанным выше способом.
Поликарбонат растворим в целом ряде технических растворителей.
Идеальными растворителями являются этиленхлорид, хлороформ, тетрахлорэтан, мета-крезол и пиридин. К числу сравнительно более слабых растворителей поликарбоната относятся диоксан, тетрагидрофуран циклогексанон и диметилформамид. Примерами циклических соединений, вызывающих разбухание, являются бензол, хлорбензол, тетралин, ацетон, этилацетат, ацетонитрил и четыреххлористый углерод.
Поликарбонат устойчив по отношению: к минеральным кислотам (даже высоких концентраций), ко многим органическим кислотам, окислителям и восстановителям, ко многим смазкам, парафинам и маслам, насыщенным, алифатическим и циклоалифатическим углеводородам и спиртам, за исключением метилового спирта.
Стойкость поликарбоната по отношению к воде можно охарактеризовать как хорошую, при температурах приблизительно до 60 °С.
При более высоких температурах происходит постепенное химическое разложение, степень и скорость которого зависит от времени и температуры, поэтому поликарбонат не относится к числу материалов, идеально пригодных для длительного контакта с горячей водой, многократный кратковременный контакт с горячей водой более благоприятен. Например, после более чем 1000-кратной мойки столовой посуды из поликарбоната в посудомоечных машинах не удалось обнаружить каких либо отрицательных изменений в поликарбонатном материале.
Поликарбонат химически разлагается под действием водных или спиртовых растворов щелочей, газообразного аммиака и его растворов, а также аминов. Испытания проводились на прессованных образцах с малыми внутренними напряжениями. Образец погружался в соответствующую среду на шесть месяцев и выдерживался в ней при 20 °С без механической нагрузки. Стойкость поликарбоната зависит не только от характера бездействующего на него химического вещества, но также и от его концентрации, температуры при контакте с ним, продолжительности контакта и напряженного состояния образца.
Поэтому по отношению к целому ряду химических веществ поликарбонат может оказаться достаточно стойким при кратковременном контакте, но не при описанных выше условиях проведения испытаний.
Если эксплуатационные условия отличаются от описанных выше экспериментальных условий, рекомендуется провести специальные испытания.
Специалисты нашей компании всегда готовы оказать вам необходимы консультации.
Также профессионалы нашей компании могут оказать услуги фрезерной обработки по монолитному поликарбонату.

Поликарбонат является современным материалом. Популярность его растёт. Иногда может возникнуть потребность в прорезывании отверстия. Как сделать это без наличия специальных инструментов, расскажем сегодня.


Приобрести поликарбонат просто. Достаточно посетить любой магазин строительных материалов. При затруднениях проконсультируйтесь с продавцом, что лучше купить. Не гонитесь за дешевизной. Обращайте внимание на качество и свойства изделия.
Достоинства
Поликарбонат применяют для изготовления парников, теплиц и навесов. Материал обладает достоинствами:
- высокой степенью прочности. Небольшая панель выдерживает нагрузку, превышающую более 200 кг;
- материал сложно повредить. Он способен противостоять механическим повреждениям;
- безопасностью в эксплуатации;
- весит поликарбонат мало;
- низкой степенью проведения тепла. По признаку можно сравнить со стеклом;
- надёжностью;
- морозостойкостью. Сохраняет тепло при температуре ниже 10 градусов мороза;
- большим сроком службы;
- высокой степенью пропускания света;
- большой размерной и габаритной линейкой;
- просто и легко обрабатывать;
- в сравнении с другими материалами стоит экономически выгодно.

Процесс работы
Несмотря на высокую степень прочности и надёжности материала, проделывать внутри его отверстия довольно легко. Для этого можно воспользоваться простым канцелярским ножом. Достаточно нанести разметку карандашом или маркером. Впоследствии по нему проводят лезвием, слегка надавливая на инструмент.
Для сверления отверстий подойдёт обычная электрическая дрель, шуруповёрт, сверло по металлу. Главное – не надавливать сильно на поликарбонат. В результате чрезмерного нажатия материал может лопнуть.

Правила работы
Проделывая отверстия внутри спецматериала, следует придерживаться ряда правил. Инструменты должны быть острыми и прочными. Делая отверстие, не держите изделие в руках. Лучше положите его на поверхность и слегка придерживайте, что предотвратит скольжение. Тщательно осмотрев материал, определитесь с местом, где будете сверлить и нанесите контур карандашом или маркером. Располагаться отверстие должно на расстоянии не ниже 4-5 см от края листа. Сверлить необходимо под углом в 90 градусов. Процедура должна проводиться осторожно в целях предотвращения риска повреждения изделия.

Особенности поликарбоната
Свойства полимера
Сегодня в строительстве повсеместно используют современные материалы, заменившие многие привычные. Одним из таких стройматериалов — поликарбонатом — можно воспользоваться, создавая конструкции как снаружи помещения, так и внутри. Материал этот выпускается в виде двух вариантов: монолитного и сотового. Изготавливаются они из особых гранул способом экструзии, когда продавливают расплав полимера сквозь отверстие, придающее ему форму (например, через решетку). Два вида этого полимера различны как внешне, так и по характеристикам.
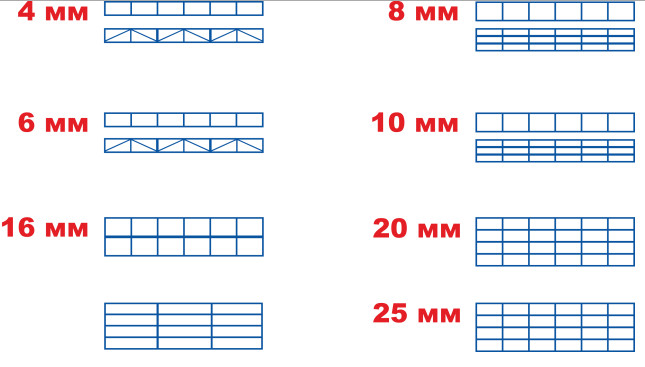
Сотовый полимер имеет вид двух тонких пластин с перегородками (напоминает соты), образующими ячейки, заполненные воздухом. Это придает ему легкость при транспортировке, гибкость при монтаже, высокую степень тепло- и звукоизоляции. Монолитный вариант материала представляет прозрачный для света (но не для ультрафиолета), гибкий, малогорючий, химически устойчивый цельный полимерный лист, что делает его максимально ударопрочным (20-21 кг/м²), неуязвимым для огнестрельного оружия и увеличивает срок его службы на долгие годы (до 20 лет). При высокой прочности особое значение приобретает правильная обработка монолитного поликарбоната.
Инструменты для разрезания поликарбонатных листов
Обработка полимерных листов механическим способом включает такие методы, как резка и сверление, фрезерование, шлифовка. Пласты монолитного поликарбоната разрезают циркулярной пилой, ручной пилой ножовкой по металлу. Оборудование должно быть настроено, защитная пленка на листах сохранена, материал струбцинами фиксируют на слесарном столе, предохраняя его прокладками, лезвия подойдут остро заточенные, карбидные.
Проводя резку листов поликарбоната, избегают повреждений, края листов должны получиться чистыми и ровными, а стружка выдувается при помощи сжатого воздуха. Нужно защитить себя очками и рукавицами. Расстояние между зубцами инструментов тем меньше, чем тоньше листы поликарбоната. Инструменты при обработке имеют строго определенные характеристики настройки:
При работе циркулярной пилой используют подачу на низкой скорости, чтобы срез получился чистым, резка идет при рабочей скорости пилы, режут листы толще 3 мм. Характеристики для работы следующие:
- α — 25°-30° (угол задней кромки);
- β -10°-15° ( угол резания передний);
- h — 9-12 мм (промежуток между зубьями);
- V1 — 1400-1800 м/мин (необходимая скорость резания);
- V2 — 20-25 м/мин (начальная скорость подачи).
Ленточными пилами (вертикальными и горизонтальными) пользуются при черновой обрезке предварительно отформованных изделий (пила 10-20 мм шириной ): нарезание листов до 3 мм, направляющие инструмента находятся близко к листу, лист фиксирован. Характеристики:
- h равно 2-3 мм ;
- β составляет 0°-5°;
- V1 от 700 до 1000 м/мин;
- V2 — 20-25 м/мин;
- α — 25°-30°
Автоматическая пила (ножовка): инструмент настраивают на резку панельными ножами с мелкими, хорошо заточенными зубцами, имеющими 2 мм расстояния на режущем полотне.
Из монолитного поликарбоната ручным электрическим фрезером можно вырезать криволинейные изделия (обводить шаблон из фанеры, на фрезу надеть ролик), делать закругления на готовых деталях, разрезать листы (используя направляющую шину), а с формованных деталей снять кромку. Фреза нужна одноперьевая, из быстрорежущей стали. Перед работой фрезер настраивают так:
- угол α — 20°-25°;
- угол β — 0°-5°;
- V1 составит 200-500 м/мин;
- V2 составит 1,5 м/мин.
Применение таких инструментов при резке требует опыта работы и имеет достоинства:
- процесс производится быстро;
- легко воспроизводятся сложные формы.
Существуют и сложности метода резки, которые следует учесть при обработке:
- при резке тонких листов материал может растрескаться, требуется толстая подкладка (гофрокартон или лист пластика от 4 мм);
- листы при обработке нагреваются, это требует использования для пил зубьев с твердыми вставками;
- подбор скорости: высокая ведет к перегреву и оплавлению, низкая — к образованию сколов;
- необходимо постоянно удалять стружку, избегая царапин.
Применения сверления для обработки
Для сверления поликарбоната дрелью (ручной или автоматической) применяют сверла для металла (высокоскоростные) и сверла с режущей пластиной из твердых сплавов. Применить можно сверло спиральное, имеющее при вершине двойной угол 60°-90°. Характеристики работы инструментом при сверлении: угол задний- 5°-8°, угол передний — 3°-5°, 30° составляет угол заточки, а 20-60 м/мин — нужная скорость, 0,1-0,5 мм/об — нужная подача. Для получения ровных отверстий без внутренних напряжений следует:
- отверстия очищать от стружки;
- охлаждать периодически сверло;
- не сверлить у края листа отверстия ближе по расстоянию, чем его 2 диаметра;
- делать отверстие диаметром немного больше винта (так как при работе происходит тепловое расширение отверстия);
- качественно закреплять лист.
Достоинства метода — в возможности быстрого получения отверстий различных диаметров, а минусы имеются такие:
- нелегко получить гладкие края отверстия (соотнести подачу и скорость резания) — это возможно только при равномерной стружке;
- следует защищать материал от перегрева, часто вынимая сверло (при толщине листов от 5 мм), используя охлаждающую смазочную эмульсию, сжатый воздух;
- сверлом легко выломать частицы материала, поэтому желательно иметь навыки и работать осторожно.
После механической обработки следует шлифованием устранить дефекты, применяя влажный метод. Шлифуют шкуркой сначала поверхность грубо (зернистость 80), затем тонко (280), и, наконец, проводится финишная отделка (зерно 400-600). Затем полируют тканью, парафином или воском.
Как придают полимеру форму
Для придания листу монолитного поликарбоната формы используют термические способы.
Температура должна достигать значений от 180°C до 210°C. Предварительно листы полимера просушивают в камерах, имеющих внутри циркуляцию воздуха. Сушат их по отдельности, удалив защитную пленку. Время сушки зависит от влажности листов монолитного поликарбоната, так как материал гигроскопичен. Определить сроки просушки можно на опыте:
- Сначала просушивают из нужной партии небольшой образец в печи, затем через 2 часа его вынимают, нагревают до температуры формовки в течение 10 минут.
- Если пузыри на поверхности не появляются, то материал высушен, в противном случае сушка требует большего времени.
- Лист, имеющий толщину 2 мм,можно высушить за 1,5 часа, а 8 мм — за 45 часов. Зная время, сушат всю партию, укладывая листы с промежутком в 30 мм для обдува воздухом.
Высушив, лист нагревают в печи до температуры формования при мощности излучения 30 кВт/м 2 , вынимая и помещая затем в матрицу (выпуклую или вогнутую) из алюминия или стали, которая нагревается до 80-120˚С. Пластик принимает форму матрицы под собственным весом, хотя иногда может потребоваться дополнительное давление. Достоинство этого термического способа в том, что можно делать изделия достаточно сложной формы, а недостаток — требуется сложный процесс предварительной просушки, так как иначе при высокой температуре в изделии появятся пузырьки.
Можно для изготовления изделий применить простое формование, когда лист помещают поверх формы и ставят в печь при 150°С (точка стеклования). Когда форма обволакивается полимером полностью, ее вынимают и оставляют для остывания. Достоинства по сравнению с первым способом в том, что полимер не требует сушки, так как температура нагрева ниже и характеристики поверхности (прозрачность, твердость) не меняются. Но есть и недостатки:
- при нагревании без сушки происходит усадка материала (6% для листа до 3 мм, 3% — свыше 3 мм), которую нужно учитывать, следовательно, изготавливать можно только простые изделия;
- необходимо удалять с листов защитную пленку, избегая ее спекания.
Монолитный пластик для создания формы можно сгибать холодным или горячим способом. При холодном сгибе под прямым углом радиус изгиба будет при листе до 2,5 мм (в толщину) — 2 мм, до 4 мм составит 3 мм, при толщине до 6 мм — 5 мм. Достоинство способа здесь в большом выборе дизайна для сооружения различных арочных перекрытий, а недостаток в том, что материал частично релаксирует, и нужно это учитывать, сгибая на 20-25 градусов больше.
Если место сгибания нагревается с обеих сторон электрическим проволочным нагревателем, то можно быстро согнуть лист при температуре 160°С. Достоинством является легкость процесса, а недостатком — необходимость предварительной сушки, чтобы в зоне сгиба не было пузырения. Если температура будет недостаточной, возникнут внутренние напряжения, и материал растрескается.
Как выполняется соединение деталей
Соединить детали из монолитного поликарбоната при окончательной сборке можно склеиванием, сваркой, креплением. Склеивают детали, используя эпоксидную смолу или силиконовые смолы, которые создают прочное сцепление с металлами, пластиками, стеклом. Чтобы повысить прочность швов, поверхности предварительно обезжиривают, используя изопропиловый спирт. Куски монолитного поликарбоната соединяют сварочным прутком, выполнив перед этим сушку при 120°С. Возможна точечная сварка ультразвуком частоты 20 кГц и амплитуды от 30 до 40 мкм (0-пик). Сварка с горячей накладкой (260-300°С) исключительно прочна.
При механическом способе соединения болты выбирают меньшего диаметра, чем отверстия в полимере, что дает его листам необходимую подвижность при тепловом расширении и сжатии. Специальные болты, предназначенные для пластика, затягивают с помощью электроинструмента, ослабляя затем на половину оборота, избегая трещин, располагая крепления по листу равномерно. Детали после сборки очищают мыльным раствором или изопропиловым спиртом и вставляют в конструкцию, используют специальные профили, а пленку, оберегающую снаружи УФ-слой, удаляют только после окончательного монтажа.
Использование разных способов обработки поликарбоната позволяет выполнять различные дизайнерские детали сооружений не только промышленным способом, но и применять этот материал на своем участке, чтобы самостоятельно построить теплицу, сделать навес, бассейн, забор или душ. Все виды обработки поликарбоната требуют аккуратного выполнения технологий, правильных настроек используемых приборов. Тогда результат позволит воспользоваться полезными свойствами этого материала.

Монтаж поликарбоната
Монолитный поликарбонат
Монолитный поликарбонат представляет собой листовой пластик, который изготавливается с использованием метода экструзии на основе УФ-стабилизированных смол.

Проще говоря, такой поликарбонат представляет собой светопрозрачный пластик, то есть такой, который способен пропускать свет. Сам по себе он обладает абсолютно идентичными достоинствами, что и сотовый поликарбонат. В отличие от своего конкурента, он имеет еще одно неоспоримое преимущество — высокую прочность. Такой материал, как монолитный поликарбонат, наиболее целесообразно использовать в том случае, если необходимо добиться идеального сочетания прочности и легкости материала. Далее следует разобрать более подробно, как выполняется монтаж монолитного поликарбоната, какими достоинствами он обладает и как необходимо крепить поликарбонат.
Стоит рассмотреть подробнее все преимущества данной разновидности материала. Во-первых, как было сказано выше, он достаточно легкий, а это, в свою очередь, означает, что проблем во время монтажа с ним будет гораздо меньше. Во-вторых, у него высокая механическая и ударная прочность, которая составляет более 30 кДж/кв.м. Следующим основным достоинством такого материала является то, что он способен хорошо пропускать свет, практически так же, как и стекло, только, в отличие от него, поликарбонат имеет большую прочность. Кроме того, немаловажно упомянуть, что такой материал трудно воспламеняется, а значит, его можно будет использовать в случае, когда в помещении будут находиться даже легковоспламеняемые материалы.
Помимо всего вышеперечисленного поликарбонату присуща устойчивость к воздействию разнообразных химических веществ и окружающей среды. Монолитный поликарбонат обладает высокой морозостойкостью и теплостойкостью. Его можно применять при температурах от -50 до +120 градусов Цельсия. Данную разновидность материала очень легко обрабатывать, с ней легко проводить разнообразные монтажные работы, например, сверление, его легко можно резать, изгибать в холодом состоянии, склеивать и осуществлять множество подобных манипуляций. И последнее преимущество, тоже немаловажное, — его долговечность.
Методы крепления
Специалисты считают, что лучше всего при монтаже монолитного поликарбоната использовать именно сухой метод креплений, но есть и другие. Сухой метод креплений подразумевает использование различных специальных прижимных планок либо из стали, либо из алюминия. Такие прижимные планки должны обязательно оснащаться специальными уплотнительными прокладками. Можно самостоятельно понять, почему именно такой метод лучше всего использовать. Это обуславливается тем, что, в отличие от других, в данном случае не надо будет тратить лишнее время и силы на то, чтобы создавать отверстия на листе, использовать саморезы или термошайбы, и совсем не нужно применять герметики. Лист монолитного поликарбоната будет держатся с помощью силы трения, которая возникает непосредственно между самим листом и крепежным элементом. Разумеется, в таком случае необходимо позаботиться о водонепроницаемости и герметичности.
Их можно добиться, если использовать для этого специальные резиновые уплотнители, которые кроме того, что будут выполнять функции блокировки попадания влаги внутрь, будут и удерживать более плотно лист поликарбоната на соответствующем месте.
Конечно, нельзя отвергать способы монтажа с помощью болтов, саморезов и шайб. Даже в приведенном выше случае подобные комплектующие понадобятся, несмотря ни на что. Тот способ, о котором было сказано выше является наиболее аккуратным и чистым. Используя именно этот метод, лучше всего проводить работы по монтажу монолитного поликарбоната с большими пространствами.
Но если вы собираетесь делать монтаж поликарбоната с их помощью, тогда вам необходимо знать, что в данном случае необходимо внимательно следить за шагом крепления болтов. Он должен быть около 500 миллиметров. Необходимо сначала сделать разметку и проверить ее, чтобы размер шага был соответствующий, после чего их надо просверлить. Стоит отметить, что отверстия должны делаться на расстоянии не меньше, чем 20 миллиметров от края листа поликарбоната, и на пару миллиметров больше, чем диаметр крепежного элемента. Для того чтобы делать отверстия на монолитном поликарбонате, лучше всего подойдут сверла, которыми можно сверлить древесину. В данном случае необходимо более внимательно следить за тем, чтобы сверло не перегревалось, в противном случае оно может лопнуть. Если все будет сделано правильно, лист этого материала сможет плотно лежать на каркасе даже без излишнего затягивания крепежа.
Влажный метод монтажа
Существует и альтернатива сухому методу — влажный способ монтажа такого поликарбоната, инструкция по монтажу в этом случае мало чем отличается от предыдущего. Необходимо тоже использовать резиновые прокладки и сухие резиновые полосы, чтобы уплотнить поликарбонат на месте. Кроме того, понадобится силикон, чтобы с его помощью обработать грани конструкции. Кроме обработки с помощью силикона необходимо провести еще герметизацию с помощью специальной замазки. Таким образом, алгоритм монтажа монолитного поликарбоната с использованием влажного метода будет иметь следующий вид: необходимо по всей кромке материала и по периметру рамы провести герметизацию с помощью замазки. После того как замазка будет нанесена на соответствующие места, необходимо вставлять лист монолитного поликарбоната в соответствующие места на раме.
Затем, когда в раму уже будет вставлен лист, необходимо провести герметизацию с помощью силиконового герметика, который для этого подходит лучше всего. Не помешает использование разнообразных прокладок или резиновых полосок, чтобы достичь большей герметизации всей конструкции.
Необходимо сказать еще и о том, что либо на протяжении монтажа, либо по окончании этого процесса могут потребоваться различные дополнительные операции, к примеру, такие как шлифовка, окраска и т.д. Следует разобрать наиболее важные аспекты проведения подобных процедур. Если вам необходимо отшлифовать поверхность, то лучше всего использовать влажный метод шлифования в случае с монолитным поликарбонатом. Если вы будете делать шлифовку насухую, тогда будет выделяться фрикционное тепло. Если вы все же решились прибегнуть к этому совету, тогда вам необходимо знать, что для охлаждения лучше всего подойдет простая холодная вода. Чтобы отшлифовать материал наилучшим образом, понадобится именно кремниевая наждачная бумага, в случае с грубой обработкой зернистость ее должна быть 80, для тонкой — 280. Под конец подобной процедуры необходимо обработать поликарбонат наждачной бумагой, которая имеет зернистость 400 или 600.
Если необходимо произвести опиливание торцов, тогда следует знать, что в случае обработки поликарбоната будет образовываться пудра, которая может засорить и испортить напильник. Самым лучшим выходом из сложившейся ситуации будет воспользоваться крупнозубым напильником, созданным на основе алюминия, и производить работы с углом в 45 градусов. Именно таким образом можно будет добиться необходимого результата. Иногда может возникнуть необходимость в том, чтобы сделать окраску или печать на монолитный поликарбонат.
Нанесение печати
Поликарбонат — обладатель замечательных теплоизоляционных свойств . Воздушные сотовые соты в материале не связаны между собой, это гарантирует отличную теплоизоляцию системы.
Печатные изображения на этот материал необходимо наносить исключительно с использованием соответствующего методу оборудования. Стоит упомянуть об одном немаловажном нюансе: если вы желаете окрасить поликарбонат, вам необходимо знать, что краска на него будет плохо ложиться, а это означает, что она может отслаиваться. Из такой трудной ситуации есть выход, и он достаточно прост. Заключается он в том, чтобы после окрашивания обработать поверхность (которая будет окрашена) лаком. Что касается печати на монолитном поликарбонате, то на сегодняшний день имеется множество методов, например: высокая печать, флексография, ротогравюра, шелкография и другие. Каждый отдельный вид печати предусматривает наличие и использование для этих целей различных видов и типов чернил и красок. Если вам необходима печать, то именно производители подобных красок и чернил смогут дать вам необходимые рекомендации.
Необходимо упомянуть о нескольких методах остекления, используемых при работе с монолитным поликарбонатом. Это вертикальное и горизонтальное остекление и создание арочных конструкций. Сначала следует рассмотреть вертикальное остекление. Для того чтобы правильно определить необходимые размеры поликарбоната, нужно учитывать следующие факторы: внутренний размер рамы, коэффициент линейного термического расширения (6,5х10-5К-1,что соответствует 0,065 мм на 1 м длины при изменении температуры на 1°С). В данном случае сами рамы могут быть изготовлены практически из любых материалов, например, из дерева, пластика или металла. Самое главное — нужно внимательно следить за тем, чтобы размер рамы был больше, чем размер листа, на несколько миллиметров. Необходимо учитывать еще некоторые аспекты. Внимательно смотрите за тем, чтобы материал, который вы будете использовать для уплотнения, не был приклеен к листам. Следует оставлять небольшие зазоры в самой раме, чтобы была компенсация теплового расширения.
В случае с горизонтальным остеклением лучше всего не забывать об инструкции по монтажу и помнить приведенные выше основные нюансы работы. Арочные конструкции представляют собой такие конструкции, которые выполняются в виде арок. Для того чтобы сделать арку с помощью монолитного поликарбоната, его сначала необходимо охладить, после чего можно начинать сгибать лист.
Читайте также: