
Матрица для производства кирпича
Обновлено: 06.05.2024
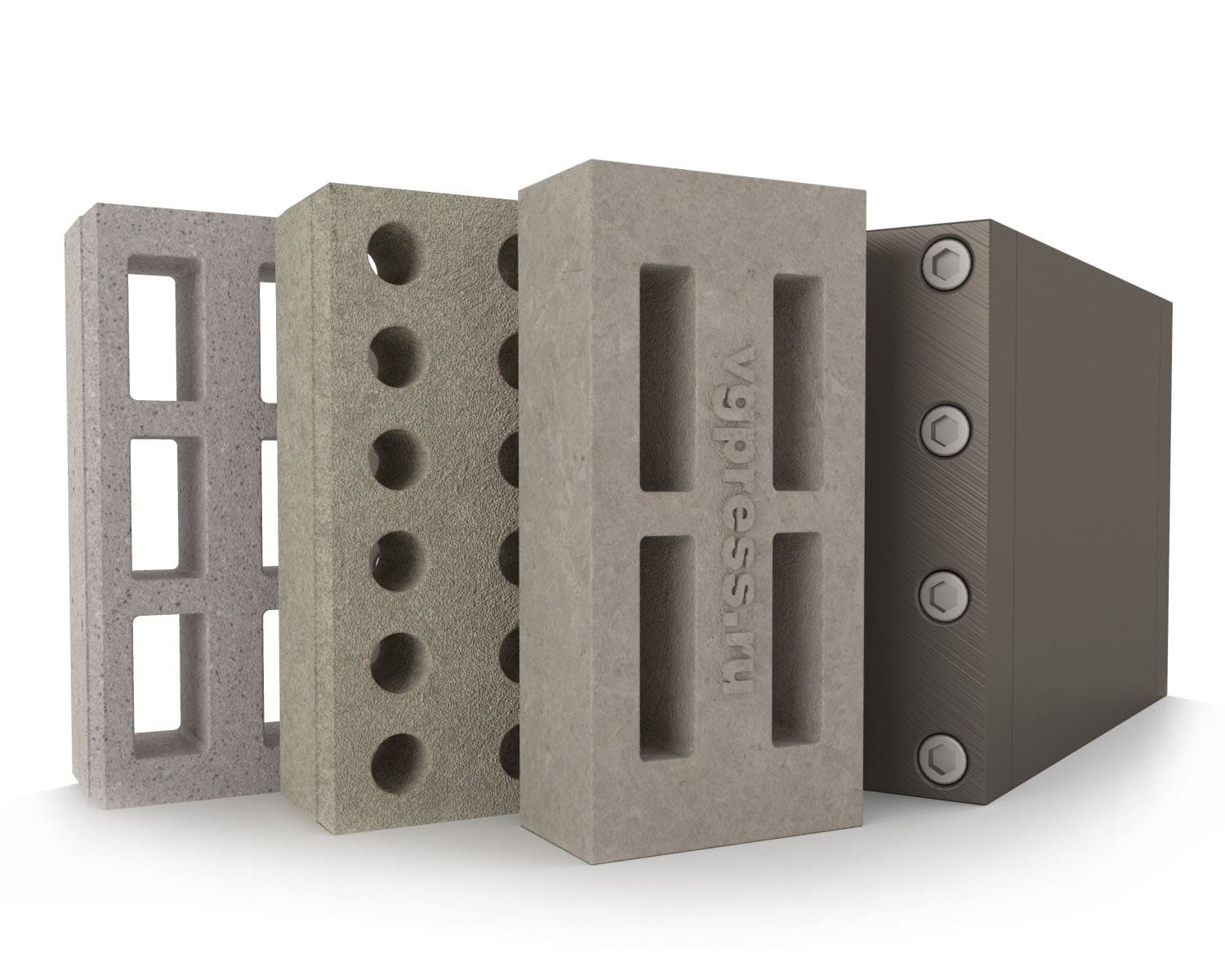



Матрица для кирпича, в производстве гиперпрессованных изделий, является ключевым узлом станка. Даже имея профессиональный гиперпресс, но установив матрицу под кирпич низкого качества вы не только получите изделия с большим процентом брака, но и рискуете вывести из строя сам станок.
Стандартная пресс-форма для производства полнотелого кирпича имеет следующую компоновку: матрица, 2 пуансона, стойки пуансонов. Если размещенный заказ предполагает изготовление пустотелых кирпичей, то в компоновку добавляются пустотники и стойка для их крепления.
Видов производимого кирпича огромное множество, среди ключевых отличий можно отметить: размеры, форма, процент пустотности, наличие фасок и т.д. Эти, и другие параметры необходимо учитывать при проектировании и изготовлении пресс-форм.
Компания VGP производит матрицы под стандартный и декоративный кирпич любых конфигураций, с последующей шлифовкой и упрочнением рабочих поверхностей. При сборке, болтовые соединения дополняются высокопрочными штифтами обеспечивающими постоянство геометрических размеров матрицы.
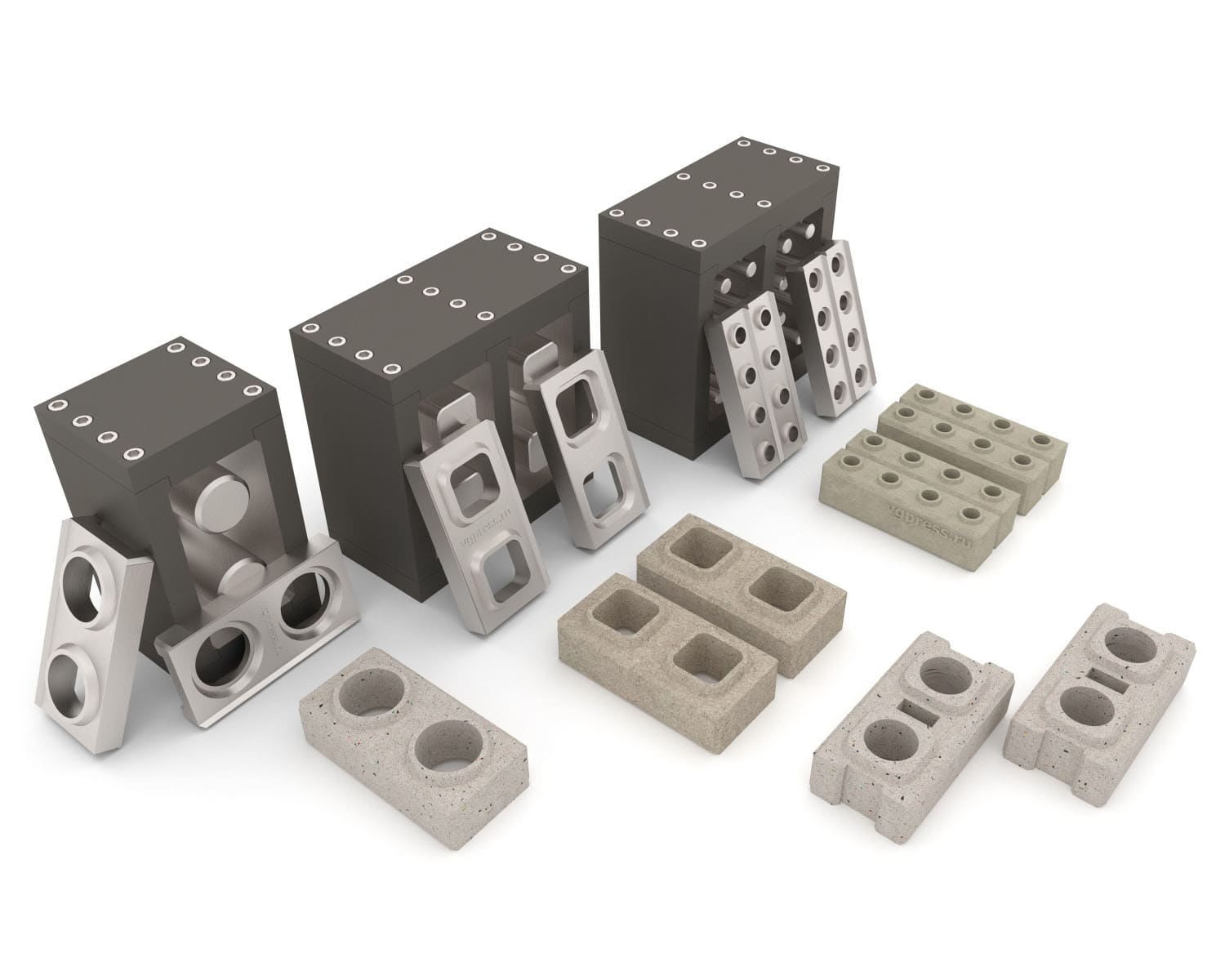
Каталог матриц для кирпича
Арт. К1. Матрица для производства полнотелого кирпича является одной из самых распространённых оснасток в технологии гиперпрессования. Производимый кирпич может быть с фасками различного профиля, либо правильной прямоугольной формы. Кирпич К1 может применяться непосредственно в кладке в том виде в котором был произведён или использоваться как заготовка для последующего раскола на два кирпича формата «евро», либо на несколько фасадных плиток.
Арт. К2. Пресс-форма для пустотелого кирпича не менее популярна чем матрица К1. Гиперпрессованный кирпич с пустотами используют для облицовки домов, возведения заборов и столбов. Оснастка может содержать фаски для формирования более выраженной ложковой поверхности, которая является лицевой при кладке. Количество пустот может быть различным, что влияет на вес кирпича и его прочность.

Арт. К2.1. Матрица для пустотелого кирпича, предназначенного для последующего раскола. В исходном виде такой кирпич обычно не используют. По мере набора прочности заготовку, которой по сути является К2.1, раскалывают вдоль получая 2 кирпича формата «евро». Оснастка уже содержит наружные фаски 5x45, и такие же внутренние проходящие по центру кирпича. В результате две половинки после ракола имеют гладкую лицевую поверхность с одной стороны и «рваный камень» с другой. Правильное их сочетание при кладке позволяет создать уникальный фасад дома.

Арт. К2.2. Матрица для производства 6-щелевого гиперпрессованного кирпича. Это сравнительно новая форма, основное отличие которой от привычного пустотелого изделия заключается в необычной форме пустот. Кроме того, что пустоты прямоугольной формы, они в зависимости от стороны кирпича имеют разный размер. Суть заключается в том, что при прессовании пустотообразователи находясь в кирпиче формируют крупные пустоты, однако в верхней части они сужаются формируя узкую щель. В результате мы получаем два преимущества: кирпич получается легкий за счет крупных полостей; при кладке раствор не проваливается в пустоты, по причине узких щелей.

Арт. К2.3. Пресс-форма для 4-х щелевого кирпича выполнена по всем стандартам производства промышленных оснасток для кирпичных прессов. Получаемый кирпич имеет внешнее сходство с К2.2, однако существуют некоторые отличия. Утолщенные центральная и тычковые стенки кирпича К2.3 предназначены для последующего скалывания. После набора 70% прочности производят продольный раскол по центру получая две половины формата «еврокирпич». Кладку кирпича производят колотой фактурой наружу, а при возведении углов зданий производят скол тычковой части. В результате, один кирпич закрывает все потребности при облицовке фасада.

Наша компания уже много лет специализируется на производстве промышленного оборудования для гиперпрессования. Учитывая что формование изделий происходит под высоким усилием, пресс-форма станка для кирпича должна отвечать самым высоким требованиям. Наши специалисты знают все особенности проектирования таких матриц.
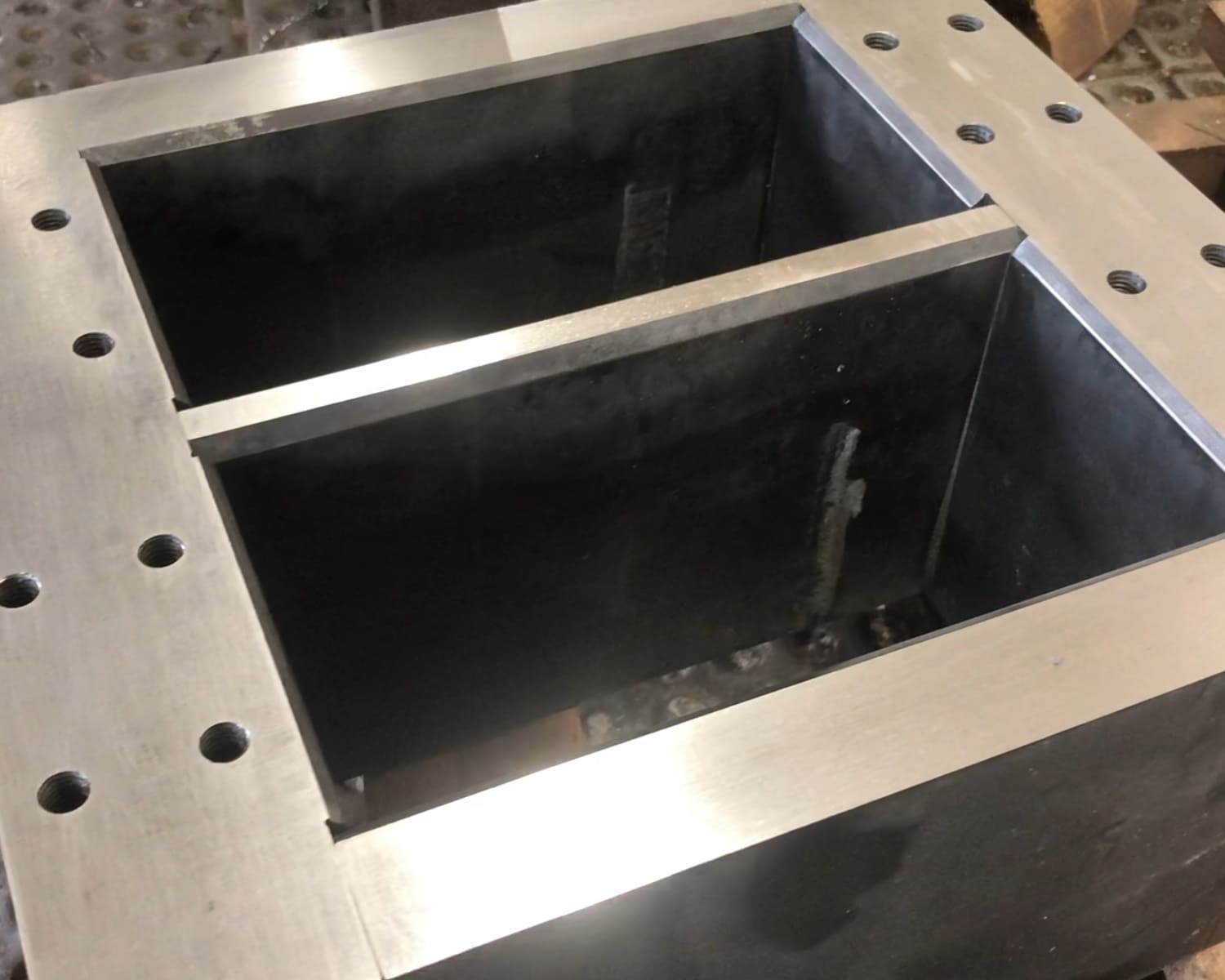
В технологии гиперпрессования матрица для лего кирпича, брусчатки, фасадной плитки представляет собой металлическую форму, определяющую габаритные параметры будущего изделия. Матрица гиперпресса преимущественно является неподвижным узлом, в отличии от оснастки используемой в вибропрессовании. Именно в матрице происходит формовка изделий под большим давлением, поэтому она должна быть надежно закреплена в специально предусмотренных пазах пресса.
Верхний и нижний пуансоны являются подвижными элементами, которые непосредственно контактируют с материалом на цементном вяжущем и формируют пазогребневое соединение как у лего кирпича. Для получения качественных изделий зазоры между пуансонами и стенками матрицы должны быть минимальными.
Производство матриц для кирпича и плитки
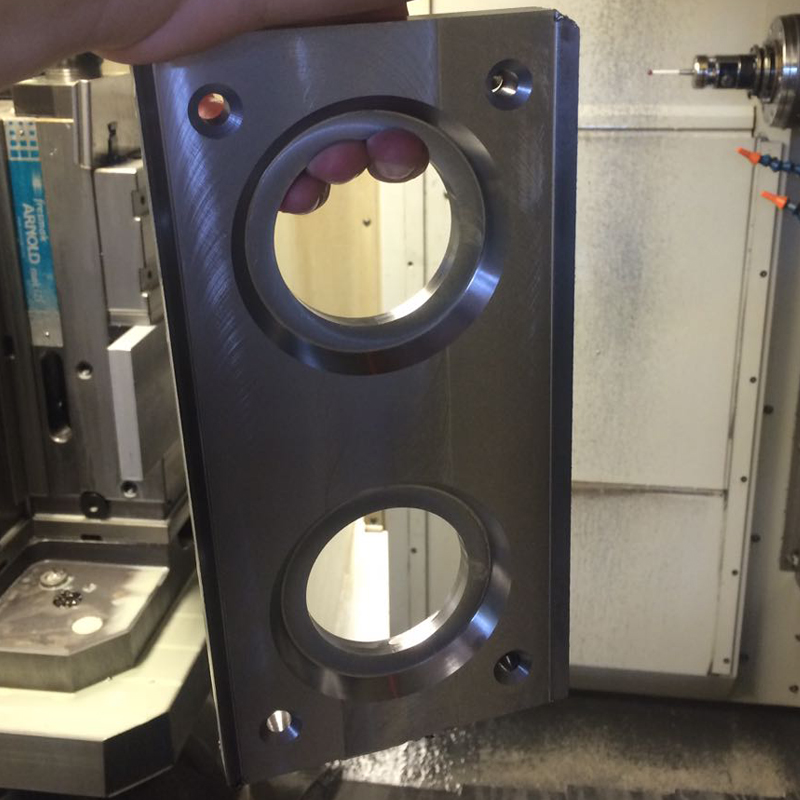
Компания VGP изготавливает пресс-формы для гиперпрессования с использованием современных технологий: лазерная резка, фрезерование и токарная обработка на станках с ЧПУ, закалка, азотирование, шлифование. Для производства матриц используются высокопрочные стали, благодаря чему пуансон-матрицы выдерживают большие нагрузки и имеют длительный срок службы.
В процессе резки заготовок для будущих матриц и последующей их обработке (механической и термической) в металле возникают напряжения, которые приводят к геометрическим отклонениям деталей матрицы. Поэтому процесс шлифования деталей является обязательным на завершающей стадии производства.
Наша компания занимается проектированием и изготовлением различной оснастки как для наших прессов, так и для станков конкурентов коллег по бизнесу. Ассортимент оснасток нашего каталога включает в себя:
- Матрицы для гиперпрессованного кирпича;
- Матрицы для лего кирпича;
- Матрицы для брусчатки и тротуарной плитки;
- Пресс-формы для блоков;
- Пресс-формы для фасадной плитки и вентилируемых фасадов;
- Пресс-формы для силикатных и керамических кирпичей.
Не секрет, что являясь расходным элементом, матрица также имеет свой ограниченный ресурс. Поэтому немаловажно при проектировании предусмотреть возможность простой и быстрой замены изношенных деталей. Мы разрабатываем и производим оснастку сборной конструкции, в которой легко можно заменить пуансоны, «броню», пустотообразователи.
Штат опытных конструкторов по техническому заданию заказчика разработают чертежи индивидуальных матриц для производства кирпича или брусчатки уникального дизайна. Компания VGP гарантирует оптимальное соотношение цены/качества на производимые матрицы.
Уход за пресс-формой для кирпича и плитки
Правильный уход за пресс-формой является важной составляющей продолжительной службы оснастки. Продлить срок эксплуатации, можно правильно ухаживая за матрицей. После каждой рабочей смены, необходимо тщательно очищать пресс-форму от остатков смеси, продувать и насухо вытирать. Если все делать правильно, то оснастка за период использования многократно окупит свою стоимость и стоимость всего оборудования.






Матрица для лего кирпича (похож на известный детский конструктор Лего) один из основных узлов гидравлического кирпичного пресса. От технологии изготовления пресс-формы зависит качество получаемого кирпича, а также срок службы оснастки. Важность точности исполнения матрицы сложно переоценить, если речь идёт о производстве лего кирпича. Причина проста - кладка кирпича лего производится на клей, а следовательно шов способный компенсировать критические отклонения по высоте кирпича не предусмотрен. Поэтому каждый очередной произведённый кирпич должен максимально точно повторять предыдущий.
В настоящее время слово «лего» стало нарицательным. В строительной сфере оно применимо к строительным материалам стыкующихся между собой при помощи пазогребневого соединения: лего кирпич, лего блок. Классический лего кирпич имеет размеры 250x125x65 мм и представляет собой прямоугольный брусок с фасками по ложкам и сквозные отверстия образующие шип-паз. Однако на сегодняшний день количество конфигураций лего кирпича большое множество и отличаются они между собой возможностью двух- или четырёхстороннего соединения, наличием пустот, габаритными размерами (прим.: тайский лего кирпич изначально имел стандартные размеры 300x150x100 мм).
Благодаря современным технологиям обработки металла и применению высокоточного оборудования с ЧПУ, специалисты компании VGP способны спроектировать и произвести любую конфигурацию матрицы для лего кирпича.
Ниже представлен и регулярно дополняется широкий ассортимент пресс-форм для кирпича лего.
Чтобы установить матрицы производимые нашей компанией на станки сторонних производителей, необходимо в техническом задании указать размеры посадочных мест пресса и точки крепления.
Каталог матриц для лего кирпича

Арт. ЛК2. Матрица для производства классического лего кирпича, с которого всё и началось. В комплектацию матрицы входят два пустотообразующих элемента, пуансоны, стойки. В данной пресс-форме предусмотрены стандартные фаски 5x45 проходящие по ложковой поверхности кирпича. Лего кирпич ЛК2 может применяться как в качестве облицовочного материала, так и при возведении строений по технологии «дом-термос».

Арт. ЛК2.1 Матрица для Лего кирпича с квадратными отверстиями отличается от классического кирпича ЛК2 исключительно формой пустотообразующих элементов. Квадратные сквозные отверстия снижают массу лего кирпича, а также увеличивают сечение железобетонного столба при вертикальном бетонировании в технологические отверстия.

Арт. ЛК2.2. Форма данного кирпича (Тайский лего-кирпич) предполагает наличие пазов на торцах и в центре изделия, для возможности последующего бетонирования. На углах готовых строений торцевые пазы лего кирпича ЛК2.2 образуют эффектную кладку.

Арт. ЛК2.3. Матрица предназначена для производства Танзанийского Лего кирпича, который имеет замковые соединения по 4-ем плоскостям. Лего кирпич имеет стандартные фаски расположенные под углом 45° на лицевых поверхностях, создавая привлекательный фасад строения. Основное преимущество данной формы кирпича в сравнении с моделями ЛК2 и ЛК2.1 заключается в отсутствие сквозных вертикальных щелей у готовой стены, так как они перекрываются пазогребневым соединением.

Арт. ЛК2.4. Матрица для производства «финишного» лего кирпича. Такое название этот кирпич приобрел благодаря его использованию в завершающем ряде кладки. Форма финишного лего кирпича не предполагает сквозных отверстий и отлично служит «крышкой» для пролетов забора и его столбов. При использовании финишного кирпича Вы будете уверены в защите стены от попадания осадков в сквозные отверстия лего кирпича, а ещё забор и столбы приобретут законченный вид.

Арт. ЛК2.5. Матрица для лего кирпича типа «армопояс» предназначена для получения изделий, имеющих пазогребневое соединение на одной плоскости и корытообразную форму на противоположной. Благодаря своей форме данный строительный элемент из семейства лего кирпичей используют для горизонтального армирования при возведении стен, а также с целью протягивания кабельных коммуникаций без штробления.

Арт. ЛК3. Матрица для «рельсового» лего кирпича имеет несколько конфигураций. Вариант ЛК3 самая простая разновидность, которая имеет пазогребневое соединение по верхним и нижним плоскостям. При желании в паз одной из сторон сторон может производиться закладка арматуры с последующим бетонированием. Кирпич ЛК3 может использоваться в качестве несъёмной опалубки, а также для возведения ограждающих конструкций в каркасном строительстве. Матрица для производства лего кирпича ЛК3 может иметь расположение горизонтальное и вертикальное, в последнем варианте кирпич производится на тычке.

Арт. ЛК3.1. Матрица выполнена по типу лего кирпича ЛК3, но с дополнением в виде пазогребневого соединения на тычке изделия. В результате при кладке происходит прочное соединение каждого кирпича с 4-х сторон. Кирпич полнотелый, за счёт формы, похожей на «рельсы», доступно горизонтальное армирование, а также прокладка коммуникаций. Данный лего кирпич можно производить как в стандартном положении, так и на тычке. В этом случае конфигурация матрицы меняется на вертикальную.

Арт. ЛК3.2. Матрица предназначена для производства углового элемента, который является дополнением к ЛК3.1. Данный кирпич универсален и рассчитан на использование в кладке правого и левого углов стены. Имеет соединение шип-паз для стыковки с рядовым кирпичом ЛК.3.1, а также углубление для возможности армирования углов возводимого строения.

Арт. ЛК4. Матрица для рамочного кирпича. Гиперпрессованный кирпич имеет стандартные размеры, высокую пустотность и как результат низкую теплопроводность. Используют рамочный кирпич для возведения заборов, а также строений по технологии «дом-термос». Кладка производится без раствора, кирпичи в каждом ряду скрепляют металлическими скобами, места под которые сразу формируются в пресс-форме при производстве. После возведения стены «на сухую» в полость заливают утеплитель или бетонируют. В результате получается монолитная стена не требующая отделки.

Арт. ЛК8.1. За основу этой матрицы взята оснастка ЛК8 и добавлены выступы образующие фаски 5x45 проходящие в центре получаемого лего кирпича. В результате при расколе рваная фактура обрамлена фасками подчеркивающими красоту рустированного камня, а облицовка фасада выполняется с экономией материала в 50%.
Строительство из лего кирпича – относительно новая технология для нашего рынка, позволяющая возводить легкие сооружения, перегородки в помещениях или украшать придомовые территории.
Основные преимущества кирпича лего это легкость производства и низкая себестоимость. За счет этих преимуществ начинающему предпринимателю предоставляется возможность без лишних трудностей запустить своё производство гиперпрессованного кирпича лего. Формовка кирпича сырца происходит на специальном гидравлическом прессе, и для правильной его работы необходимо купить матрицу для лего-кирпича высокого качества.
Важно понимать, что если мы говорим о лего кирпиче, мы подразумеваем идеальную геометрию и повторяемость, иными словами, каждый следующий лего кирпич должен быть максимально похож на предыдущий и в этом ключевую роль играет оснастка.
По факту, матрица для лего кирпича представляет собой металлический короб, задающий форму конечного изделия. Важно выбрать максимально износоустойчивые материалы, которым не страшна коррозия. Обычно выбор останавливается на закаленной или инструментальной стали.
Особенности производства лего кирпичей с применением матрицы
Необходимо учитывать, что производство лего кирпичей происходит без классического обжига. Основа технологии заключается в методе гиперпрессования, который предполагает мощное давление прессом на полусухую смесь цемента и инертного материала, которые находятся в металлической форме.
Смесь для прессования включает в себя следующие компоненты:
- инертный материал – преимущественно отсевы известкового щебня, доломита, гранита, мрамора и т.д.;
- связующее – цемент высоких марок М500, М600 (белый);
- небольшое количество воды;
- пигментные красители - при необходимости.
Матрица для лего кирпича и станок
До помещением в матрицу и воздействия прессом, все ингредиенты тщательно перемешиваются. С этой целью оптимальнее всего использовать бетоносмеситель принудительного действия.
В зависимости от первоначального капитала, в работе могут быть использованы гидравлические, а также ручные станки. Матрицы для лего кирпича должны быть рассчитаны на характеристики пресса, ведь очевидно, что оснастка для ручного станка не может быть использована на оборудовании с давлением 100 тонн. Если подобное произойдет, то матрица может прийти в негодность после первых же циклов работы.
Оснастка производится в готовом для эксплуатации виде, что позволяет сразу после ее установки начать производить лего кирпичи методом гиперпрессования. Основным, на что требуется обратить внимание, является расположение креплений на матрице, проследите за тем чтобы форма была надежно закреплена на раме пресса.
Каждый пуансон выполнен в соответствии со стандартами обработки металлов и слесарных работ. В ассортименте поставщиков обычно присутствует несколько вариантов исполнения матриц и пуансонов, например для одинарных, полуторных и двойных видов кирпича.
В целом, очень важно купить матрицу для лего кирпича с полным соответствием технических требований к изготовлению, особенно это касается высокой стойкости к истиранию. Иначе, готовые лего кирпичи будут иметь расхождения в размерах, либо сразу, либо в ближайшее время, а за этим следует недопустимый люфт при кладке, увеличение расхода клея, снижение прочностных характеристик и свойств теплопередачи строений.
Изготовление матрицы для лего кирпича
Технология производства матрицы обычно состоит из следующих операций:
- изготовление заготовок для будущих деталей оснастки, преимущественно методом плазменной резки;
- высокоточная обработка заготовок на станках с ЧПУ;
- термическая обработка, азотирование, цианирование а для легированных сталей – сульфационирование;
- сборка пресс-формы с необходимой подгонкой пуансонов.
В качестве заготовок, для матрицы кирпичного пресса, чаще всего используются поковки, прокат или литье. Наиболее часто встречающимися являются матрицы, изготовленные из проката. Одной из самых сложных операций изготовления матриц для лего кирпича и пуансонов считаются те, которые предполагают точную обработку формообразующих поверхностей. Чем более тонкая обработка поверхностей, тем качественнее внешний вид готового кирпича. При этом параметры шероховатости (Ra) находятся в пределах 0,63-0,08 мкм.
Размеры матриц для лего кирпича
Матрицы для лего кирпича изготавливаются по размерам лего кирпича при котором ширина изделия равна половине его длины: 250х125х65 мм, либо 240х120х65. При этом сквозные отверстия диаметром 65 мм вполне подходят для прокладки необходимых коммуникаций, либо для повышения прочности строения последующим армированием бетоном и арматурой.

Новые технологии не обходят стороной и такой вид производства строительных материалов, как изготовление кирпича. Более высокие требования к качеству, внешнему виду, невысокой цене позволили создать новый тип стеновых материалов: лего кирпич. Для его производства применяются различные технологии и материалы, но то, что объединяет их всех - это форма самого кирпича. Позаимствованная у одноименного названия детского конструктора, она заключается в способе соединения кирпича.
Классическая технология его производства включает в себя определенный набор механизмов, сырья и способа получения готового изделия. В качестве механизмов и инструментов используются:
Дробильно-просеивающий узел;
Линия приготовления прессуемой смеси;
Гидравлические пресса;
Укладчики;



КОМПЛЕКТ «МИНИМАЛЬНЫЙ» состоит из двух деталей : формообразующих матриц (папа + мама) верхняя и нижняя. Стандартные размеры матриц 250х125 мм, отверс тия под направляющие 58 мм. Все матрицы изготовлены из износоустойчивой, калённой инструментальной стали 9хс, отличающаяся повышенной прочностью (сталь 45 для изготовления матриц, использующаяся для прессования, не подходит. )
СТОИМОСТЬ ДАННОГО КОМПЛЕКТА 14000 РУБЛЕЙ



КОМПЛЕКТ «СРЕДНИЙ» состоит из шести деталей: формообразующих матриц (папа + мама) верхняя и нижняя, двух торцевых (предназначенных для формирования тупых (срезанных) углов на торцах) и из двух продольных боковин. Стандартная толщина продольных стенок 200 мм.
СТОИМОСТЬ ЭТОГО КОМПЛЕКТА 20000 РУБЛЕЙ
КОМПЛЕКТ «МАКСИМАЛЬНЫЙ» состоит из девяти деталей :
формообразующих матриц (папа + мама) верхняя и нижняя, формовочная камера с толщиной стенок 20 мм и двух пустообразователей
СТОИМОСТЬ ЭТОГО КОМПЛЕКТА 23000
Материал - сталь 40хн, сталь 9хс (для пуансонов), термообработанная, шлифованная







Также можем разработать и изготовить оснастку по Вашим чертежам ,эскизам любой сложности или сделать то что мы уже делали!
1. комплект на 2 кирпича
2. комплект на 2 кирпича (колотый кирпич)
3. изготовление матриц для прессов с давлением более 100 тонн
Матрица для лего кирпича - самый главный элемент станка для его производства. Поэтому ей необходимо уделить особое, повышенное внимание.

Мы расскажем о том, на какие характеристики матрицы следует обращать внимание, покупая станок для лего кирпича.
Важно понимать, что если мы говорим о лего кирпиче, мы подразумеваем идеальную геометрию и повторяемость, то есть каждый следующий лего кирпич должен быть максимально похож на предыдущий.

При этом матрица для лего кирпича должна быть выполнена с учетом всех технических требований касательно размеров, а также иметь высокую сопротивляемость к истиранию. При несоответствии какого-либо одного пункта, готовые лего кирпичи будут иметь расхождения в размерах, либо сразу, либо в ближайшее время. И как следствие, лего кирпич получит недопустимый люфт при кладке, что будет способствовать увеличению расхода клея и самое главное — снижению прочностных характеристик и теплосберегаемых свойств возводимого здания.
При покупке оборудования для производства лего кирпича, рекомендуем Вам проводить экспресс тесты. Они не занимают много времени и доступны каждому.
Экспресс тест №1
Попросите продавца изготовить при Вас четыре кирпича лего, после чего сложите их, как указано на фото.

Если лего кирпич при подобной кладке имеет люфт, либо по периметру Вы наблюдаете разные по величине стыки, знайте — Вы столкнулись с некачественным оборудованием.
Экспресс тест №2
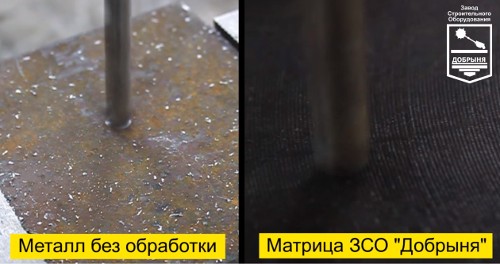
Устойчивость к истиранию. Эти испытания Вам позволит провести не каждый производитель. Попросите дрель и сверло по металлу и, попробуйте просверлить матрицу.
Именно боковые стенки матрицы для лего кирпича подвергаются наибольшему истиранию, а значит они должны быть максимально устойчивыми к механическому воздействию. При сверлении на металле не должно остаться ни следа, в противном случае такая матрица проживет не долго.
Правильно изготовленная матрица проходит несколько этапов специальной обработки и приобретает прочность настолько высокую, что НЕ ПОДДАЕТСЯ СВЕРЛЕНИЮ.
Вы можете приехать на наш Завод Строительного оборудования «Добрыня» и мы ответим на все интересующие Вас вопросы.
Читайте также: