
Машины для устройства полов из рулонных материалов
Обновлено: 02.05.2024
Паркетострогальные, паркетошлифовальные и мозаично-шлифовальные машины.
Машины, применяемые при устройстве и отделке полов, разделяются в зависимости от конструкции и материалов пола на машины для деревянных полов (паркетов), для полов с рулонным покрытием и бетонных мозаичных полов.
В числе машин для устройства и отделки деревянных полов (паркета) станок паркетчика, строгальные, шлифовальные машины, машины для мойки и натирки полов.
Переносной станок паркетчика применяется при сборке и укладке паркетных полов, при помощи его обрезают клепки, выбирают в них пазы и фугуют боковыекромки.
На передвижном столе станка имеется упорная линейка для фиксации обрабатываемых клепок. Линейка по отношению к режущему диску может быть установлена под углом от 45 до 135° для обрезки клепок под необходимыми углами.
Отделка паркетных полов после их укладки состоит из операций строгания, шлифования (или циклевки) и натирки (полирования), выполняемых специальнымимеханизмами.
Паркетострогальная машина применяется при строгании уложенного паркета и других деревянных полов. Рабочим органом машины служит ножевой барабан , являющийся обращенным ротором электродвигателя. На валу расположен статор электродвигателя. Вал закреплен в отверстиях боковых крышек корпуса. Ножи крепятся в пазах барабана трапецеидальными сухарямии винтами . Ходовое устройство состоит из переднего ролика и двух задних роликов . Оси задних роликов крепятся к траверсе , которая может поворачиваться на некоторый угол относительно пальцев. Траверса подрессорена пружиной , для натяжения которой служит тяга , встроенная в трубчатую рукоять , на которой установлен выключатель .
Положение ножевого барабана по отношению к обрабатываемой поверхности регулируется поворотом отжимного рычага 2. Длина тяги регулируется вращением гайки 1, расположенной под отжимным рычагом. В корпус ввернут рым-болт 14.
Производительность паркетострогальной машины 15—20 м 2 /ч. Ширина обрабатываемой полосы 275— 310 мм в зависимости от длины режущей кромки ножей.Глубина строгания 3 мм. Ширина необработанной полосы у стены не превышает 15—20 мм. Масса паркетострогальной машины 96 кг.
Паркетошлифовальные машины предназначены для шлифования паркетных и других деревянных полов. Машины различаются по конструкции рабочего органа на машины с цилиндрическим шлифующим барабаном и машины с диском — наиболее распространенные.
Машина со шлифующим диском (рис. 283) состоит из литого чугунного корпуса 1, фланцевого электродвигателя 6, рабочего органа 2, сборочной единицы отсосапыли, ходового устройства 3 и рукояти 7 с выключателем 8. Шлицевой вал насажен на конце вала электродвигателя. На верхней части вала закреплена крыльчатка вентилятора 5, нижняя часть вала входит в шлицевую втулку. К нижней части втулки на резьбе присоединен фланец с рабочим диском 2. Диск установлен по отношению к обрабатываемой поверхности под углом 3° и соприкасается с ней только частью своей плоскости. Такое положение шлифовального диска обеспечивает быстрое охлаждение его при работе и лучший отсос пыли центробежным вентилятором через щель в кожухе. Пыль, отсасываемая вентилятором, собирается в полотняный мешок.

Ходовое устройство машины состоит из передней шариковой опоры 4 и двух колес 3. Ширина обрабатываемой полосы за один проход до 180 мм. Производительность машины 40—60 м 2 /ч. Масса 38 кг. Мощность электродвигателя 1,7 кВт.
Шлифовальная машина с цилиндрическим шлифующим барабаном применяется для окончательной отделки паркетных и других деревянных полов. Рабочий орган обтягивается шлифовальной шкуркой. Ширина шлифуемой за один проход полосы 250 мм. Мощность электродвигателя 2,2 кВт. Масса 100 кг. Производительность 40—60 м 2 /ч.
Полотерная машина служит для очистки и натирки паркетного пола перед сдачей здания в эксплуатацию. По конструкции машина напоминает шлифовальную машину с диском с той лишь разницей, что к торцу диска крепятся не шлифующая бумага, а волосяные щетки. При устройстве и отделке бетонных мозаичных полов применяются заглаживающие и уплотняющие виброрейки, затирочные и шлифовальные машины различной мощности и производительности.

Затирочная машина (рис. 284) предназначена для выравнивания и заглаживания бетонных поверхностей полов после укладки бетонной смеси и уплотнения виброрейкой. На корпусе редуктора 2 установлен электродвигатель 1, от которого клиноременной передачей передается вращение на приемный вал редуктора. На выходном вертикальном валу редуктора имеется фланец, к которому закрепляется рабочий орган — стальной затирочный диск 6 диаметром 600 мм. Управление машиной осуществляется вручную при помощи рукояти 5, а пуск и останов двигателя — пакетным выключателем 4. Для транспортировки машины в нерабочем положении ее устанавливают на подкатные колеса 3. Производительность машины 30 м 2 /ч.

Мозаично-шлифовальная машина с ручным управлением (рис. 285) предназначена для шлифовки мозаичных полов, плит и других изделий. Она состоит из электродвигателя 1, редуктора 8, траверсы с бегунками 4, ходового устройства 6 и рукояти 9. Рабочим органом машины являются два бегунковых блока 4 с абразивными камнями 5, которые шлифуют обрабатываемую поверхность.
Электродвигатель 1 фланцевого типа установлен вертикально на крышке редуктора так, что его вал с косозубой шестерней 7 находится в зацеплении с одним из двух одинаковых зубчатых колес 3. Эти колеса, находящиеся между собой в зацеплении, закреплены на валах редуктора, на нижних концах которых закреплены бегунковые блоки, удерживающие три камнедержателя с абразивными камнями. Камнедержатели вращаются относительно оси вала редуктора и в то же время могут поворачиваться вокруг собственной оси. Сила трения, возникающая при движении камней по обрабатываемой поверхности, и встречное движение бегунков вызывают медленное поступательное движение мозаично-шлифовальной машины. При этом машину не уводит в сторону, что облегчает управление ею с помощью П-образной рукояти 9 с двумя ручками. На верхней части рукояти установлен пакетный выключатель10. Ходовые колеса 6 насажены на эксцентриковый валик, что позволяет опускать машину по мере износа шлифовальных камней. На крышке редуктора укрепляются при необходимости грузы 2, увеличивающие массу машины и, следовательно, величину давления абразивных камней на обрабатываемую поверхность. Машина снабжена системой подачи воды на шлифуемую поверхность. В нерабочем состоянии машину перевозят на ходовых колесах 6 внаклонном положении.
Производительность мозаично-шлифовальной машины 7,5 м 2 /ч, ширина полосы шлифования 570 мм. Масса машины: с двумя грузами 197 кг, с четырьмя грузами 230 кг.
Навесная мозаично-шлифовальная машина на тракторе Т-40 (рис. 286) применяется при обработке больших площадей мозаичных полов на строящихся промышленных предприятиях. Основными сборочными единицами машины являются: трактор, навесное оборудование с рабочими органами, механизмы привода к рабочим органам, механизмы подъема и опускания рабочего органа.
Рабочий орган состоит из 13вращающихся шпинделей с абразивными камнями, подобных рабочему органу вышеописанной мозаично-шлифовальной машины с ручным управлением.

Передвижение трактора при работе в закрытых помещениях в целях обеспечения санитарно-гигиенических условий осуществляется не от дизеля, а от дополнительно встроенного электродвигателя. Питание электродвигателя в этом случае подается гибким кабелем от сети напряжением 380/220 В через защитно-отключающее устройство, срабатывающее при повреждении изоляции.
Производительность машины 100—110 м 2 /ч. Ширина обрабатываемой полосы 2000 мм.
Машины для изготовления наливных полов
При устройстве наливных, поливинилацетатных полов предварительно очищается основание, укладывается полимерцементная стяжка с добавлением эмульсии ПВАЗ, выравнивается и после затвердевания шлифуется, затем наносится выравнивающий и лицевой поливинилацетатный слой, а после затвердевания — слой лака.
Шлифовка стяжки осуществляется мозаично-шлифовальными машинами, а грунт наносится при помощи пистолета-распылителя. Мастика наносится специальной удочкой, пистолетом-распылителем и другими приспособлениями. При больших объемах работ применяется установка, состоящая из растворонасоса, сита, приемного бункера, прорезиненных рукавов и удочек. Мастика забивается в приемный бункер через сито с ячейками 0,8 Х 0,8 мм и от него растворонасосом по прорезиненным рукавам подается на удочки.
1) Строительные машины под ред. проф. Д.П. Волков, Москва «Высшая школа» 1988г. 320ст.
2) О.Г. Онищенко, В.М. Помазан, строительная техника, Киев «урожай» 1999г., 300ст.
3) Домбровский Н.Г. , Гальперин М.И. строительные машины М., 1985г.
Харьковский национальный университет строительства и архитектуры
По теме: Ручной механизированный инструмент и средства малой механизации

Машины для отделки дощатых и паркетных полов
Для механизации работ по обработке дощатых и паркетных полов используют строгальные и шлифовальные машины, передвигаемые на колесах по обрабатываемой поверхности оператором вручную. Строжку полов непосредственно у стен, на участках небольшой площади и в труднодоступных местах осуществляют ручными электрическими рубанками.
Машина для строжки деревянных полов (рис. 7.26) состоит из корпуса, ножевого барабана, электродвигателя, клиноременной передачи, узла управления, ходовых колес и вентилятора.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 7.26. Машина для строжки деревянных полов
Рабочим органом машины служит ножевой барабан, приводимый во вращение от асинхронного трехфазного электродвигателя на напряжение 380 В через клиноременную передачу. На цилиндрической поверхности ножевого барабана имеются три продольных паза, в которых с помощью сухарей и винтов закреплены сменные плоские ножи. Возвышение режущих кромок ножей относительно поверхности барабана не превышает 3 мм. Барабан тщательно сбалансирован во избежание вибрации при вращении и установлен внутри корпуса машины так, что может обрабатывать полы в непосредственной близости от стен. Натяжение клинового ремня регулируется винтом. Для отвода стружки из зоны строгания на валу барабана установлен вентилятор? создающий воздушный поток, которым стружка отводится через отверстие, расположенное в задней части корпуса.
Машина опирается на передний ролик и задние колеса. Узел управления имеет стойку с рукоятками для перемещения машины, устройство для регулировки глубины строгания и быстрого отвода барабана из зоны резания. Глубина строгания регулируется поднятием и опусканием задних колес, установленных на траверсе. Перемещение траверсы осуществляется гайкой через тягу с пружиной. Быстрый отвод ножевого барабана из зоны резания осуществляется рукояткой винтового механизма, связанного с тягой. Пуск и остановка электродвигателя производятся магнитным пускателем с помощью кнопочного поста управления.
Некоторые модели строгальных машин оборудуются ножевыми барабанами, на которых ножи расположены в шахматном порядке. Перед началом работы пол очищают от загрязнений и увлажняют водой. Строгание ведется вдоль волокон древесины путем плавного передвижения машины вперед. Строгание выполняют прямыми полосами, перекрывая каждый раз на 50… 100 мм предыдущую, уже обработанную полосу. Основными параметрами строгальных машин являются глубина и ширина строгания за один проход.
Производительность строгальных машин 45…65 м2/ч, частота вращения ножевого барабана 47 с-1, ширина полосы строгания 280…310 мм, максимальная глубина строгания 3 мм.
Паркетошлифовальные машины предназначены для шлифования паркетных и дощатых полов после строжки, а также могут быть использованы при ремонте деревянных покрытий полов для снятия мастики и лакокрасочных покрытий. Различают два типа паркетош-лифовальных машин: с барабанным рабочим органом — для шлифования больших открытых площадей полов и дисковым рабочим органом — для шлифования небольших участков полов и сложных по конфигурации в плане и в труднодоступных местах (в нишах, узких проходах, углах, вдоль стен, под радиаторами отопления и т. п.). На рабочих поверхностях барабанов и дисков крепят шлифовальные шкурки на саржевой основе средней плотности с различными абразивными материалами (электрокарборундом, карборундом, кремнием и др.).
Паркетное покрытие шлифуют за 2…3 прохода, заменяя шлифовальную шкурку. При первом проходе (грубое шлифование) используют шкурку зернистостью 24…36. Для второго прохода при чистовом шлифовании применяют шлифовальные шкурки зернистостью 60…80. Все паркетошлифовальные машины оборудованы пылеотса-сывающим устройством, состоящим из вентилятора, пылеотводнои трубы и пылесборника — съемного мешка из специальной ткани для сбора отходов шлифования.
В строительстве используются конструктивно подобные унифицированные машины с барабанным рабочим органом, а также машина с дисковым рабочим органом.
Машина с барабанным рабочим органом (рис. 7.27) состоит из корпуса шлифовального барабана, электродвигателя, системы клиноременных передач, пылесоса с вентилятором для удаления древесной пыли из рабочей зоны, пылеотводнои трубы с мешком-пылесборником, механизма управления, ходовых колес, комплекта электрооборудования.
Рис. 7.27. Принципиальная схема паркетошлифовальной машины
Шлифовальный барабан покрыт губчатой резиной, которая обеспечивает плотное прилегание шлифовальной шкурки к обрабатываемой поверхности пола по всей ширине. Концы шкурки заправляются в прорезь барабана и зажимаются там двумя эксцентриковыми валиками. Барабан смонтирован в корпусе машины таким образом, что может шлифовать поверхность пола непосредственно у стены.
Спереди шлифовальный барабан огражден крышкой с ограничительным роликом и резиновым амортизатором.
Привод шлифовального барабана и вентилятора осуществляется соответственно через клиноременные передачи и от асинхронного однофазного электродвигателя мощностью 2,2 кВт. установленного на специальной платформе с винтом для регулирования натяжения клиновых ремней. Машина передвигается на ходовых колесах. Колеса связаны с винтовым механизмом регулирующим давление барабана на обрабатываемую поверхность. Узел управления машиной смонтирован на рукояти и включает две ручки управления, пакетный выключатель для пуска и останова электродвигателя, фиксатор И и тягу, с помощью которых осуществляется подъем и опускание барабана при шлифовании и транспортировке машины. При работе барабан должен соприкасаться с обрабатываемой поверхностью по всей длине. Для достижения ровной и гладкой поверхности пола шлифование выполняют дважды — в направлениях, перпендикулярных друг другу. Производительность и качество шлифования полов во многом определяются правильным подбором зернистости шлифовальной шкурки и ее качеством.
Паркетошлифовальные машины выпускаются в двух исполнениях: с питанием от одно- и трехфазной сети переменного тока частотой 50 Гц, напряжением 220 и 380 В с питанием от трехфазной сети переменного тока частотой 50 Гц, напряжением 380 В с глухозазем-ленной нейтралью.
Производительность паркетошлифовальных машин 40.. 48 м2/ч ширина обрабатываемой полосы 200 мм, диаметр барабана 185 мм частота вращения 23…30 с”1.
Для механизации работ по обработке дощатых и паркетных полов используют строгальные и шлифовальные машины, передвигаемые на колесах по обрабатываемой поверхности оператором вручную. Строжку полов непосредственно у стен, на участках небольшой площади и в труднодоступных местах осуществляют ручными электрическими рубанками.
Машины для строжки деревянных полов
Машина для строжки деревянных полов состоит из корпуса, ножевого барабана, электродвигателя, клиноременной передачи, узла управления, ходовых колес и вентилятора. Строгание ведется вдоль волокон древесины путем плавного передвижения машины вперед. Строгание выполняют прямыми полосами, перекрывая каждый раз на 50. 100 мм предыдущую, уже обработанную полосу.
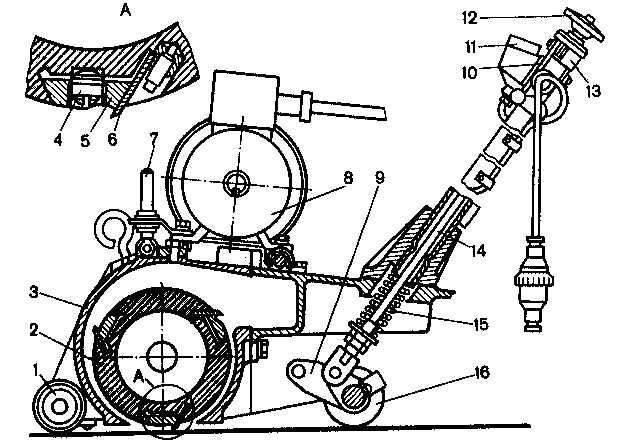
Рис. 13. Машина для строжки деревянных полов
Основными параметрами строгальных машин являются глубина и ширина строгания за один проход.
ксплуатационная производительность строгальной машины(m 3 /с)
где В и Н— соответственно ширина и глубина строгания, м; vn — скорость подачи рабочего органа, м/с; Ку — коэффициент, учитывающий конкретные условия обработки древесины; Кв — коэффициент использования машины по времени.
Назначение: предназначены для шлифования паркетных и дощатых полов после строжки, а также могут быть использованы при ремонте деревянных покрытий полов для снятия мастики и лакокрасочных покрытий.
с барабанным рабочим органом — для шлифования больших открытых площадей полов
дисковым рабочим органом — для шлифования небольших участков полов и сложных по конфигурации в плане и в труднодоступных местах (в нишах, узких проходах, углах, вдоль стен, под радиаторами отопления и т. п.).
Паркетошлифовальные машины выпускаются в двух исполнениях:
- с питанием от одно- и трехфазной сети переменного тока частотой 50 Гц, напряжением 220 и 380 В
- с питанием от трехфазной сети переменного тока частотой 50 Гц, напряжением 380 В с глухозаземленной нейтралью.

Рис. 14. Принципиальная схема паркетошлифовальной машины
На рабочих поверхностях барабанов и дисков крепят шлифовальные шкурки на саржевой основе средней плотности с различными абразивными материалами (электрокарборундом, карборундом, кремнием и др.). Производительность и качество шлифования полов во многом определяются правильным подбором зернистости шлифовальной шкурки и ее качеством.
Dбарабана = 185 мм
Машины для устройства полов из рулонных и плиточных материалов
Назначение: При устройстве полов с покрытиями из рулонных материалов в жилых, общественных и промышленных зданиях выполняют механизированным способом подготовку поверхности оснований (заглаживание бетонных оснований и их железнение, окончательную затирку цементных стяжек .и т. п.), продольную прирезку кромок полотнищ линолеума, сварку полотнищ линолеума в ковры и приклейку их к основанию по всей площади клеями и мастиками с последующей прикаткой катками статического действия и виброкатками.
Двухдисковая машина для затирки цементных стяжек

Назначение: предназначена для окончательной затирки цементных стяжек под укладку полов из синтетических ковров, линолеума, плитки ПХВ и других материалов.
Рис. 15. Машина для затирки цементных стяжек
Аппарат для сварки линолеума

Назначение: Наибольшее распространение получила сварка инфракрасными лучами, источником которых являются аппараты инфракрасного излучения, выполненные по единой конструктивной схеме в виде нагревательного утюжка. Они обеспечивают непрерывный процесс сварки линолеума и перемещаются оператором вдоль стыка вручную.
Рис. 16. Аппарат для сварки линолеума
Сварку полотнищ линолеума с прирезанными друг к другу кромками осуществляют тепловым и холодным методами.
Тепловой метод применяют для сварки полотнищ поливинилхлоридного линолеума, в котором содержится не менее 40% по массе поливинилхлоридной смолы. При нагревании до температуры 200°С такой материал переходит в вязкотекучее состояние, а при охлаждении основа затвердевает, приобретая первоначальную прочность.
Холодный метод сварки применяют для нетермопластичных линолеумов (релина, нитролинолеума и др.), которые невозможно сваривать тепловым методом. Холодная сварка заключается в склеивании торцов кромок стыкуемых полотнищ линолеума специальными составами, обеспечивающими прочное клеевое соединение.
азначение: Свежеуложенный на клеевую или мастичную прослойку линолеум прикатывают виброкатками, используют также для втапливания керамических плиток в жесткий цементно-песчаный раствор при устройстве плиточных полов и прикатке плиток из синтетических материалов.

Рис. 17. Виброкатки: а ■— для прикатки линолеума; б — для вгапливаниа керамических плиток
Тут вы можете оставить комментарий к выбранному абзацу или сообщить об ошибке.
Полы затирают сразу же после вакуумной обработки. Для грубого заглаживания пов-тей бетонных и мозаичных полов применяют трех- и четырехлопастные машины со сменными лопастями различной ширины (широкие – для затирки, узкие – для железнения поверхности бетона).
Дисковые затирочные машины – для более качествен отделки полов. Состоят из двух вращающихся навстречу др др раб диска из древесностружечных плит. Диски соединены с валами и редуктором резинов мембра-нами, приводятся в движение асинхр электродвигателем через редуктор. Пульт управления с выключателем и краном для подачи воды нах-ся на рукоятке корпуса.
Мозаично-шлифовальные – для шлифования и полирования полов и мозаики, мрамора и гранита. Отличие в раб инструменте. Прим трехгранные абразив-ные камни. Приводятся в движение электродвигателем через зубчатый редуктор. Меньшие скорости – для грубой обдирки пов-тей, больш – при тонком шлифован и поли-ровании. Для повышен качества в раб зону подают воду.
Строгальные машины – для строжки дерев полов. Раб орган в виде вращающегося барабана, на пов-ти его установлены ножи. Копирная плоскость отслеживается одним передним и двумя задними роликами. Последние свободно установлены на оси траверсы. Ее положением регулируют глубина строгания. Барабан вращает эл. двигатель через ремен передачу. Стружка выносится воздуш потоком от вентилятора. Строжку ведут в 2 прохода: продоль при глубине строгания – 2-2,5 мм, и попереч (чистовым) – 0,5-1 мм. Произв-ть – до 40 м 2 /час.
Шлифовальная машина барабанного типа – для шлифования дощатых и паркетных полов. Отличие от строгальной – копирная пов-ть отслеживается двумя передними (регулируется по высоте) и одним задним рояльного типа роликами. Раб инструмент – шлифоваль шкурка на барабане по слою резины. Продукты шлифования выносятся потоком воздуха вентилятором и оседает в сборном мешке. Тоже продольная и поперечная проходки. Производительность до 60 м 2 /ч.
Шлифовальные машины дискового типа для шлифования полов в стесненных условиях (под приборами отопления, в углах помещения). Раб орган – вращающ диск с абразивной шкуркой. Произв-ть – 5м 2 /ч.
Устройство полов из рулонных материалов. Раскрой, сварка полотнищ в централизованх подсобных предприятиях. Прикатка, прирезка, подварка отдельных мест – на объекте. Линолеум сваривают: инфракрас излучением, токами высокой частоты и горяч воздухом. Нагрев кромок и сварочн шнура до Т=220-270°С.
49. Оборудования для гидроизоляционных работ
Кровельн работы удел вес по трудоемкости 14%. Осн виды кровельн покрытий – рулонные и безрулоные (мастичные) кровли. Технология их устр-ва: подготовка основания, очистка рулон.мат-в от посыпки, подъем мастики на крышу, наклейка и прикатка рулон мат-в.
1. Пыль удаляют пылесосами, а воду передвижными вакуум-насосами и переносн насосами.
2. Сушка – передвижные огневые установки с керосиновыми горелками и трубами для направления потока горяч газов; воздухоподогреватели для сушки больших S с одной или двумя горелками; воздуходувки с эл нагревательными эл-ми; передвижные установки с вентилятором для сушки оснований совместным действием инфракрасного излучения раскаленного поддона, горячих газов и конвекционного обмена.
3. Очистка от посыпки – протяжка полотнищ м/у валка-ми, мех очистка 2я вращ круглыми капронов щетками.
4. Перекачка мастик – смонтирован на прицепе агрега-ты (термос с электронагревателем, смеситель, насосная станция с мастикопроводами). Подача 6 м 3 /ч на h до50м
Битум доставляют на объект автогудронаторами. Оборудованы горелками, насосами, котлы-термосы.
Битумоварочные котлы – для приготовления битумных мастик и подачи ее к месту работ. Оборуд-е смонтировано на одноосном прицепе (бак с крышкой, жаровая система, система подачи, шестеренный насос, привод от электродвигателя). Мастику подают на крышу по мастикопроводу на h до50м.
Для устройства безрулон кровель из мастичных мат-в на полимерной основе применяют передвижные станции (разгружают, разжижают, подают и наносят на поверхность эти материалы распылением).
Различают два вида штукатурной гидроизоляции: торкретную и обычную цементную штукатурку. Для нанесения слоя штукатурки способом торкретирования применяют штукатурную станцию или торкрет установку, состоящую из цемент-пушки и вспомогательных элементов. Цемент-пушка предназначена для нанесения при помощи сжатого воздуха уплотненного слоя мелкофракционной бетонной смеси, сплошного гидроизоляционного слоя. Для приготовления раствора применяют безусадочный цемент или портландцемент марки не ниже 300.
Торкретные установки – применяют при повыш требованиях к оштукатуренным пов-тям в отношении водо- и газонепроницаемости, жаростойк-ти и кислотоупорности, повыш механич прочности. В их состав входят: цемент – пушка; компреср; бак для воды; гибкие шланги для воды, воздуха, сухой смеси; сопла.
Для более качественной отделки полов применяют дисковые затирочные машиныс двумя вращающимися навстречу друг другу рабочими дисками.
Для шлифования и полирования полов из мозаики, мрамора гранита и т. п. материалов применяют мозаично-шлифовальные машины.
Для строжки деревянных полов применяют строгальные машиныс рабочим органом в виде вращающегося барабана.
Для шлифования дощатых и паркетных полов применяют шлифовальные машины барабанного и дискового типов. По устройству и принципу работы шлифовальная машина барабанного типа сходна с строгальной машиной, с вынесенным на корпус машины приводным электродвигателем.
Для шлифования полов в стесненных условиях (под приборами отопления, в углах помещений) применяют шлифовальные машины дискового типас рабочим органом в виде вращающегося диска с закрепленной на нем абразивной шкуркой.
Машины для устройства кровель
Технологический цикл устройства рулонной кровли включает подготовку основания, очистку рулонных материалов от минеральной посыпки, подъем доставленной на объект мастики на крышу, наклейку рулонных материалов и их прикатку.
Подготовка основания заключается в удалении с него пыли, воды, наледи и снега, а также сушки основания. Пыль удаляют пылесосами и передвижными компрессорами, а воду – передвижными вакуум-насосами и переносными насосами. Для сушки основания, а также для таяния наледи и снега используют передвижные огневые установки с керосиновыми горелками и трубами для направления потока горячих газов; передвижные воздухоподогреватели для сушки больших площадей с одной или двумя горелками, центробежным вентилятором и диффузором для смешивания горячей газовой смеси с холодным воздухом; воздуходувки с электрическими нагревательными элементами; передвижные установки с вентилятором для сушки оснований совместным действием инфракрасного излучения раскаленного поддона, горячих газов и конвекционного обмена.
Очищают рулонные материалы от минеральной посыпки перед укладкой и наклейкой на основание протяжкой полотнища между валками, смачивающими его растворителем, и механической очисткой полотнищ одной или двумя вращающимися круглыми капроновыми щетками.
Для перекачивания битумных мастик с пылевидными, волокнистыми и комбинированными наполнителями и приклейки на кровле рулонных материалов применяют смонтированные на прицепе агрегаты, состоящие из термоса с электронагревателем, смесителя и насосной станции с мастикопроводами. Температурный режим контролируется и поддерживается автоматически.
Для приготовления битумных мастик непосредственно на объекте и подачи ее к месту производства работ применяют битумоварочные котлы.
При устройстве кровель из рубероида с наплавленным в заводских условиях слоем мастики после раскатки рулонов на крыше их разогревают горелками до температуры 140…160 и прикатывают специальными устройствами на обрезиненных колесах.
Для устройства безрулонных кровель из мастичных материалов на полимерной основе применяют передвижные станции, посредством которых мастичные материалы разгружают, разжижают, подают к месту производства работ и наносят на поверхность распыливанием. Производительность станции составляет до 800м 2 /ч, дальность подачи по вертикали до 50м, по горизонтали – до80м.
Читайте также: