
Как правильно чертить чертой по бревну
Обновлено: 14.05.2024
При рубке сруба необходимо стремиться к тому, чтобы зазоры между брёвнами на уплотнительных пазах и чашках были как можно меньше. От этого напрямую зависит, насколько тёплым будет дом и как много потребуется мха и пакли для законопачивания щелей. Нет двух одинаковых брёвен, каждое бревно в срубе уникально, поэтому нельзя создать единый шаблон для разметки всех брёвен сразу. Такое возможно только если приходится работать с материалом, оструганным под единый размер, таким, например, как оцилиндрованный брус. Но с «диким лесом» сделать это невозможно, и к каждому бревну приходится подходить индивидуально.
Важнейшее место в арсенале плотницкого инструмента, наряду с топором и скобелем, занимает черта. Черта предназначена для разметки угловых соединений в срубе (чашек) и продольных пазов в брёвнах (долов). Также для разметки плах и досок, для плотного их прилегания друг к другу. Самые ранние находки черт в Великом Новгороде датируются XI веком (Древняя Русь. Город, Замок, Село).


По конструкции черты очень просты: это либо металлическая пластинка с треугольными пропилами на концах,

либо двузубая вилка с загнутыми концами,

либо раскованный надвое металлический пруток.

Черту можно согнуть, например, из толстой проволоки,

или просто вбить в деревянную ручку два гвоздя под углом. Также вместо черты можно использовать слесарный циркуль.

Чем меньше расстояние между зубцами черты, тем больше точность разметки. Разметка чертой требует определённой сноровки.

При прочерчивании зубья черты должны быть строго ориентированны по горизонтали и вертикали, любое отклонение, заваливание даёт погрешность в разметке, из-за которой бревно либо не встанет в паз, либо наоборот образуется щель. Навыки точной разметки приходят с опытом, но прогресс не стоит на месте, и на смену классической плотницкой черте приходит новый, точный инструмент — скрайбер.

Фактически это механический циркуль, на котором установлен уровень. Уровень помогает удерживать черту строго в горизонтальной и вертикальной плоскостях, благодаря чему удаётся избегать погрешностей, и разметка получается очень точной. Из личного опыта работы со скрайбером могу заметить, что точность посадки брёвен настолько велика, что между ними не пролезает спичка. Но так как наша задача — построить реконструкции домов для проекта «Семеро в прошлом», то пользоваться приходится традиционным инструментом!
Второй принцип укладки брёвен заключается в том, что нижнее бревно укладывается горбом вверх, а верхнее бревно, горбом вниз. После нанесения разметки и выборки продольного паза вы получите параллельное расположение бревен относительно продольных осей. Все ряды нужно класть, придерживаясь именно такой последовательности, чтобы получалась максимально ровная стена.
Для разметки угловых чаш и продольного паза применяют специальный инструмент, который называют «черта». Изготовить такой инструмент вполне можно самому из подручных средств. Для этого понадобится взять толстую проволоку около 10 мм диаметром. Далее ее нужно загнуть буквой V, длина каждой стороны должна быть около 10-15 см.
Концы ножек нужно заточить, чтобы они оставляли след на древесине, царапая ее. Получившийся инструмент можно прикрепить к какому-нибудь черенку, в качестве которого можно использовать обычную палку или ручку молотка. Чтобы стороны инструмента не разъезжались в ширину, между ними нужно установить клин и обмотать их каким-нибудь шнуром.
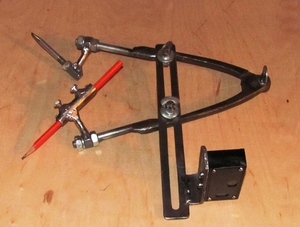
Компания «Древо» занимается строительством домов из бревна ручной рубки профессионально, и поэтому наши специалисты используют для разметки профессиональную плотницкую «черту». В Европе «черту» называют «скрайбер».
Изображение плотницкой «черты» вы можете увидеть на рис.1
Профессиональная плотницкая «черта» стоит достаточно дорого, это связанно с её сложным устройством и оснащением. В профессиональную плотницкую «черту» вмонтированы уровни, которые дают возможность плотникам сохранять ровное вертикальное положение при нанесении разметки. От того насколько правильно происходит работа с «чертой», зависит вся постройка сруба. Если у вас в планах только постройка одного дома, то можно не покупать инструмент за высокую стоимость, вместо него можно воспользоваться уровнем и обычным плотницким циркулем. Конечно, такой процесс работы займет большее количество времени, но если сроки постройки не критичны, то это вполне приемлемо.
Как использовать «черту» («скрайбер»)
Для правильного нанесения разметки, брёвна необходимо уложить одно на другое (не забывая правило «комель к вершине»), после этого закрепить скобами. Учитывая то, в каком регионе происходит строительство сруба, определяют ширину будущего паза. На торце бревна ставят отметку, расстояние от нижней точки бревна до этой отметки должна соответствовать ширине продольного паза. Затем к этой отметке придвигают одну ножку инструмента, а вторую отодвигают до вершины горба. Таким образом, мы подготовили «черту» к работе, задав необходимый интервал между ножками инструмента.
Зафиксировав ножки «черты», ставим одну ножку на высоту нашей отметки, а другую на поверхность горба другого бревна, проводим линию. Таким образом, вторая ножка инструмента создает линию, которая повторяет линию продольного паза первого бревна. Впоследствии, для удобства, проведённую разметку можно дополнительно выделить карандашом. Разметку необходимо нанести с обеих сторон брёвен, не меняя настройки «черты». На этом разметка продольного паза завершена.
Теперь приступим к созданию продольного паза. Очертив бревно, мы можем увидеть получившийся паз, он имеет округлую форму, повторяющую сбег бревна.
Сбег бревна — это плавное изменение диаметра бревна от комеля к вершине.
Таким образом, все пазы будут чередовать сторону наклона. Такой метод можно применять только при работе с бревнами, у которых небольшой наклон сбега или его нет совсем, когда бревно имеет практически цилиндрическую форму. Либо это применимо работе с бревнами, которые откалиброваны, и обладают приблизительно одинаковой толщиной в месте отруба. В таком случае, наклон пазов не имеет никакого значения.
Разные по толщине бревна, на которых присутствует сбег, нужно причерчивать друг другу немного другим образом. Нижнее бревно необходимо установить на специальные подставки таким образом, чтобы горб максимально был выровнен по горизонту, после этого бревно фиксируется скобами. Верхнее бревно, кладут так, чтобы его комель был расположен в стороне узкой части нижнего бревна. В процессе очерчивания необходимо соблюдать вертикаль расположения ножек «черты», только благодаря этому можно добиться ровного паза с изменяющейся шириной.
Если неправильно разметить паз, то это приведет к так называемому «поцелую» — край одного бревна будет лишь немного касаться конца другого. Конечно же, в таком случае разговор не идет ни о теплотехнических свойствах сруба, ни о необходимой ширине продольного паза. Таким образом, друг за другом укладываются и размечаются все брёвна до самого верха, пока все пазы не будут горизонтальными.
После того как причерчивание будет выполнено, бревно снимают со скоб и поворачивают вверх той стороной на которой нанесена разметка. Далее производится сама выборка. Плотники компании «Древо», при выборке используют бензопилу, делая множество запилов поперёк бревна, двигаясь вдоль всей длины ствола, заглубляя пилу на глубину будущего паза. Специалисты компании «Древо» не рекомендуют делать распил на полную глубину паза, а от половины до одного сантиметра оставлять и потом дорабатывать вручную. Это сможет продлить долговечность вашей постройки.
Для чистовой зачистки паза применяется инструмент под названием «тесло». Это такой топор, у которого заточенная поверхность направлена поперек рукоятки, а не вдоль как у обыкновенного топора. Тесло бывает двух видов: маленькое и большое. Работа большим теслом происходит стоя, отесывая поверхность сильными ударами. Им можно сразу приступить к созданию паза, без использования топора.
Для дальнейшей доработки бревна используют маленькое тесло. Когда паз вырублен, остается проверить, насколько хорошо брёвна подходят друг к другу. Для этого на верхнюю часть нижнего бревна наносят специальный красящий состав, затем сверху прикладывают бревно с вырубленным пазом. После такой примерки будет видно, как красящий пигмент замарал вырубленный паз. Те места вырубки, которые остались чистыми, говорят о том, что их не коснулась поверхность нижнего горба.
Значит нужно убрать лишнюю древесину, которая мешает соприкосновению остальных участков паза. Таким образом, нужно постепенно доводить паз, до тех пор, пока он не будет весь вымаран пигментом. Есть еще один способ проверить, насколько правильно сделан паз. Для него нужно взять обрезок от бревна, около одного метра в длину и обстучать им бревна которые соединили.
После этого снимают бревно, в котором выполнен паз и смотрят, какие места в пазе замяты. На этих местах есть излишки древесины, которые нужно убрать и вновь повторить процедуру. Брусок, которым обстукивают бревно, должен быть сделан из мягкого дерева, чтобы не помять лицевую поверхность бревна.

Плотницкая черта представляет собой инструмент для разметки на деревянной поверхности параллельных линий, прямых или криволинейных, по которым производится распиловка бревен или изготовление строительных форм. На одной доске аккуратно снимают кромку, затем используют ее для нанесения при помощи черты линии для оттески на последующей полосе, которую прислоняют к первой.
Металлическое острие оставляет глубокую продольную отметку, по которой выполняют дальнейшие работы.
Особенности плотницкой черты
Работа с плотницкой чертой требует аккуратности, так как царапину нельзя стереть, как карандашную отметку. Другой работой, которую делают при помощи плотницкой черты, является выборка продольного паза для плотного соединения бревен в стеновом срубе, чашу бревна, перед тем как подвергнуть ее последней обработке. Черта используется для отбивки и прочерчивания ровной черты на плахе при строгании, обработки досок для их плотного прилегания. Инструмент применяется для отметки соединительных мест и разнообразных пометок в плотницком деле. Одновременно используется циркуль плотника.
В старинной России при рубке стен домов и церквей плотники пользовались только топором и чертой. Для соединения бревен применялись своеобразные пазы, которые не требовали применения стамески и долота. В этом проявлялись индивидуальные методы искусной работы древних мастеров.
Впоследствии в отделке древесины на смену черте приходит рейсмус, что в переводе с немецкого означает приспособление для вычерчивания параллельных прямых или извилистых линий. Этот инструмент применяют для копирования размеров с одной формы на другую деталь. Отличие двух приспособлений состоит в том, что вместо клина и кольца черты у рейсмуса устанавливается двигающаяся колодка с винтовым фиксатором.
Принцип причерчивания
Процесс причерчивания венцов во время установки стен требует особого мастерства специалиста, ведь от его точной работы зависит качество построенного сруба. Отклонения по вертикали и горизонтали при ведении черты недопустимы, больше того, в процессе работы делают сначала черновую разметку, затем окончательное чистое причерчивание.
Для изготовления качественного сруба плотнику требуется много времени. В настоящее время плотницкая черта усовершенствовалась, и возник почти новый инструмент, который носит название скрайбера. Причерчивание содержит в себе такие этапы:
- установка бревна верхнего пояса, на подкладках регулировка горизонтального уровня, совмещение вертикальной оси торцов;
- после этого наступает этап причерчивания, который заключается в разведении концов-ножниц на определенное расстояние с учетом тонкого конца бревна, это делается так, потому что если начать с толстого комеля, то продольный паз может не дотянуть до узкого участка;
- проводить черту нужно по уровню, поэтому, разведя иглу и карандаш на нижний конец и верхний, соответственно, глядя на пузырьки в приборе, ведут скрайбер по бревну. Для причерчивания чашек применяют тот же способ.
Возможность изготовить инструмент своими руками
Простой вариант черты изготовляется из проволоки толстого диаметра. Аналогичным решением является вбивание двух длинных гвоздей в подходящую ручку из дерева. Для разметки дерева применяют также циркуль слесаря. Точность причерчивания повышается при уменьшении расстояния между зубцами инструмента, сноровка и опыт играют не последнюю роль.

Скрайбер представляет собой циркуль механического действия со встроенным уровнем. Последний предназначается для точной разметки линии по горизонтали и вертикали. Если все выполнить правильно то разметка своими руками позволит собрать сруб так, что между бревнами нельзя будет протолкнуть спичку.
Скрайбер – это усовершенствованная плотницкая черта, которую снабдили двумя уровнями. Это дало экономию времени плотнику. Ведь теперь не проводят черновую черту для наметки, а сразу прочерчивают чистовую разметку.
Усовершенствование плотницкой черты
Время работает на усовершенствование инструмента и не стоит на месте. При прочерчивании разметки главным является обеспечение горизонтального и вертикального соответствия линии, для этого концы плотничной черты выставляются при помощи уровневых пузырьков. Канадский изобретатель предложил новшество в виде разметочного инструмента на основе плотничной черты, который назвал скрайбер. Российский умелец-плотник не стал мудрствовать лукаво и разработал иной вариант скрайбера, который впоследствии получил название циркуля плотника.
Инструмент для изготовления современной плотничьей черты
Для изготовления своими руками понадобится следующий инструмент:

- ножовка с полотном по металлу;
- тиски и молоток;
- углошлифовальная машина «болгарка» с отрезным и шлифовальным кругом;
- сварочный агрегат;
- дрель, сверла по металлу;
- набор напильников, плашки, метчики с диаметром 10,8,6 мм;
- отвес, вертикальный и горизонтальный уровень.
Изготовить своими руками плотницкий циркуль можно полностью из подручных материалов, находящихся рядом. Купить в магазине придется только соответствующие шайбы и гайки, в случае, если они не находятся в запасниках домашнего умельца.
В основу инструмента положены старые, вышедшие из употребления ножницы по металлу. Аккуратно срезают шляпки болтов и присоединяют их с помощью сварки к ручкам ножниц. Для установки креплений карандаша и иглы используют резьбу на концах болта.
Изготавливают гнездо для установки иглы и непосредственно саму иглу, затем конструируют дальше. Устройство для установки карандаша выполняют так, что помимо него в крепление можно поставить иглу. Колбы с пузырьками берут от старых строительных уровней, их понадобится две, для горизонта и вертикали.
Чтобы определять величину разведения иглы и карандаша предусмотрена планка для регулировки. Ее фиксируют с помощью гаек, а фиксация циркуля в раздвинутом положении делается зажимами из болтов и шайб. Чтобы закрепить уровни, делают крепежную площадку. В процессе работы грифель карандаша стачивается, а при новом выдвижении циркуль может сбиться, поэтому устраивают специальный шаблон, который предусматривает совместную конструкцию из отвертки и головки. Как вариант, можно использовать вместо карандаша еще одну иголку.
В заключение следует отметить, что если столько веков плотники использовали для разметки черту, то этот инструмент будет популярен и в дальнейшие годы, поэтому сделать его можно своими руками и пользоваться для обеспечения качественной разметки при работе с деревом.
При сборке машин, станков, приборов и аппаратов отдельные их детали в большинстве случаев соединяют друг с другом резьбовыми крепежными изделиями: болтами, винтами, шпильками.
Резьбовые соединения деталей, на одной из которых нарезана наружная, а на другой — внутренняя резьба, называются разъемными. Их можно разобрать без повреждения деталей.
Чертежи разъемных соединений выполняют с применением рекомендумых стандартами упрощений и условностей.

На рис. 321 изображены резьбовые соединения, на которых одна деталь ввернута в другую.
На продольных разрезах показана только та часть внутренней резьбы, которая не закрыта завернутой в нее деталью, контур ввернутой детали выполняется сплошной основной толстой линией (рис. 321)
На поперечных разрезах, если секущая плоскость рассекает обе соединяемые детали (рис. 321, в), штриховка завернутой детали выполняется до наружной окружности резьбы.
Стандартные крепежные детали можно разделить на две группы: 1) резьбовые крепежные детали (болты, винты, шпильки, гайки); 2) крепежные детали без резьбы: шайбы (обыкновенные, пружинные, стопорные) и шплинты. В зависимости от требований, предъявляемых к соединению, оно может выполняться или только деталями 1-й группы, или этими же деталями совместно с деталями 2-й группы. Размеры опорных поверхностей под крепежные детали устанавливает ГОСТ 12876—67 (СТ СЭВ 213—82).
СОЕДИНЕНИЕ ДЕТАЛЕЙ БОЛТОМ

При выполнении сборочных чертежей машин, когда приходится изображать много болтовых соединений, с целью экономии времени болт, гайку и шайбы обычно чертят упрощенно, по условным соотношениям размеров в зависимости от диаметра резьбы. На рис. 322 даны эти соотношения.
Длина болта l подсчитывается по формуле l=m+n+s+H+k, где m и n — толщина соединяемых деталей в мм; vs — толщина шайбы в мм; Н — высота гайки в мм; k — длина выступающего над гайкой конца болта в мм.
Подсчитав длину болта, по табл. 19 подбирают значение l в зависимости от диаметра d. Размер l0 длины резьбы болта можно принять примерно равным 2d+2P.
Внутренний диаметр резьбы d1=d-2P, где Р — шаг резьбы.
СОЕДИНЕНИЕ ДЕТАЛЕЙ ШПИЛЬКОЙ
При вычерчивании на сборочных чертежах шпилечного соединения (рис. 323, е) рекомендуется, как при болтовом соединении пользоваться упрощениями и условными соотношениями между диаметром резьбы d и размерами элементов гайки и шайбы, приведенными на рис. 322 и 323.
Длину 11 ввинчиваемого конца шпильки выбирают в зависимости от материала детали.
Технологическая последовательность выполнения отверстия с резьбой под шпильку и порядок сборки шпилечного соединения показаны на рис. 323.

Вначале сверлят отверстие диаметром d1 (рис. 323, а)на глубину l2=l1+5P (Р—шаг резьбы) или упрощенно:l2=l1+0,5 d. Отверстие заканчивается конической поверхностью с углом у вершины конуса 120° (угол конуса на чертежах не наносят).
Резьбу в отверстии детали нарезают метчиком (рис. 323, б)по наружному диаметру d. Так как на конце метчика имеется заборный конус, предупреждающий поломку метчика в начале нарезания, глубина резьбы l3 будет равна l3=l1+2Р. Границу резьбы изображают сплошной основной линией, перпендикулярной к оси отверстия.
Номинальные диаметры резьбы шпильки и резьбового отверстия принимают одинаковыми (рис. 323, в).
Шпилька ввинчивается в резьбовое отверстие детали A на всю длину резьбы l1 включая сбег резьбы (рис. 323, а, б).
Сверху устанавливается деталь Б с отверстием немного большего диаметра, чем диаметр шпильки (рис. 323, д).На резьбовой конец шпильки надевается шайба и навинчивается гайка (рис. 323, е).
СОЕДИНЕНИЕ ДЕТАЛЕЙ ВИНТАМИ
Как и в шпилечном соединении, винт завинчивается в отверстие с резьбой, выполненное в одной из соединяемых деталей (рис. 324). Длина ввинчиваемого резьбового конца винта и резьбового отверстия определяется материалом детали. На виде сверху шлицы винтов принято изображать под углом 45° к осям.

Чертежи соединений деталей винтами различных типов показаны на рис. 324, а.
Граница резьбы винта должна быть несколько выше линии разъема деталей.
Верхние детали в отверстиях резьбы не имеют. Между этими отверстиями и винтами должны быть зазоры (рис. 324, а).
На верхнем рис. 324, а даны примерные соотношения элементов соединения винтом с шестигранной головкой. В машинах и приборах широко применяются установочные винты, которые служат для взаимного фиксирования (установки) деталей оносительно друг друга в заданном положении. Головки установочных винтов, а также их концы имеют разнообразные конструктивные формы.

Примеры применения установочных винтов показаны на рис. 325, а—в. Соединение детали шурупом изображено на рис. 325, г.
УПРОЩЕННЫЕ И УСЛОВНЫЕ ИЗОБРАЖЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БОЛТОМ, ШПИЛЬКОЙ И ВИНТОМ
ГОСТ 2.315—68 (СТ СЭВ 1978—79) устанавливает упрощенные и условные изображения крепежных деталей на сборочных чертежах.
На рис. 326 представлены упрощенные и условные изображения соединений болтом и шпилькой. На рис. 324, б и в показаны упрощенные и условные изображения соединений винтом.

В упрощенных изображениях резьба показывается по всей длине стержня крепежной резьбовой детали. Фаски, скругления, а также зазоры между стержнем детали и отверстием не изображаются. На видах, полученных проецированием на плоскость, перпендикулярную оси резьбы, резьба на стержне изображается одной окружностью, соответствующей наружному диаметру резьбы (дуга, соответствующая внутреннему диаметру резьбы, не изображается). На этих же видах не изображаются шайбы, примененные в соединении. На упрощенных изображениях конец отверстия детали не изображается.
Крепежные детали, у которых на чертеже диаметры стержней равны 2 мм и менее, изображают условно. Размер изображения должен давать полное представление о характере соединения. Примеры таких условных изображений крепежных соединений показаны на рис. 324, в и 326.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ ТРУБ
Соединение труб в трубопроводах при помощи резьбы, без применения крепежных деталей имеет в технике широкое применение. Обычно трубы соединяются между собой специальными деталями, называемыми фитингами. Они применяются в случаях, когда один конец трубы непосредственно соединить при помощи резьбы с другим концом второй трубы не представляется возможным.

Трубы характеризуются условным проходом, величина которого практически равна внутреннему диаметру трубы в миллиметрах. Для соединения труб между собой могут применяться стандартные фитинги.
В зависимости от характера соединения, которое необходимо получать, фитинги могут иметь различную форму. На рис. 327, а — угольник, б — тройник, в — кресты, г — муфта прямая, д — муфта переходная. Размеры определяются соответствующими стандартами. На трубах, а следовательно, и на фитингах выполняется большей частью трубная цилиндрическая резьба.
Размеры каждого фитинга определяются условным проходом Dу соединяемых труб. Условный проход входит также и в условное обозначение фитинга. Например, тройник прямой, предназначенный для соединения труб, с условным проходом 40 мм, обозначается: Тройник 40 ГОСТ 8948—75.

На рис. 328 представлены конструктивные элементы трубных соединений.
Размеры конструктивных элементов трубных соединений приведены в табл. 21.
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
В машиностроении, приборостроении и других отраслях промышленности широкое распространение получили разъемные соединения деталей машин, осуществляемые с помощью резьбы различных профилей (треугольного, трапецеидального, прямоугольного и др.).
В основе образования резьбы лежит принцип получения винтовой линии. Если на поверхности цилиндра или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует винтовую поверхность, характер которой зависит от формы режущей кромки.
Образование винтового выступа можно представить как движение треугольника, трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки фигуры перемещались по винтовой линии (рис. 248).

Резьба — это поверхность, образованная при винтовом движении произвольного плоского контура по цилиндрической или конической поверхности.
Признаки классификации и виды резьбы
Резьбу треугольного профиля нарезают обычно на деталях, предназначенных для скрепления, и поэтому ее называют крепежной резьбой.
Резьбы иных профилей, по преимуществу трапецеидальные и прямоугольные, относятся к ходовым резьбам (резьба на валу для передвижения суппорта токарного станка, резьба на винте машинных тисков, домкратов и др.).
Виды резьбы классифицируются по следующим признакам:
по форме поверхности:
• цилиндрическая резьба, образованная на поверхности цилиндра,
• коническая резьба, образованная на поверхности конуса;
по характеру поверхности:
• наружная резьба, образованная на наружной поверхности цилиндра или конуса. В резьбовом соединении наружная резьба является охватываемой поверхностью и наносится на болте (винте идр.),
• внутренняя резьба, образованная на внутренней поверхности цилиндра или конуса. В резьбовом соединении внутренняя резьба является охватывающей поверхностью, она наносится на поверхности отверстия в гайке (гнезде и др.);
по направлению резьбы:
• правая резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа на видимой (передней) стороне идет слева направо),
• левая резьба, образованная контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа идет справа налево);
по числу заходов (выступов и канавок):
• однозаходная резьба, образованная одной винтовой ниткой (рис. 249, а),
• многозаходная резьба, образованная двумя, тремя и т.д. винтовыми нитками (рис. 249, б, в).

Винтовая нитка — это выступ винтовой резьбы, образованный одним профилем.
Число заходов резьбы — число ниток, образующих резьбу.
Многозаходные винты образуются, если по поверхности перемещаются одновременно два, три и более плоских профиля, равномерно расположенных по окружности относительно друг друга (рис. 249).
На рисунке 250 представлена обобщенная схема типов резьб.

Параметры резьбы
Основными параметрами резьбы (рис. 251) являются:

• наружный диаметр резьбы d (D) — диаметр воображаемого цилиндра (конуса для конической резьбы), описанного вокруг вершин наружной резьбы или впадин внутренней. Обычно он равняется номинальному диаметру и используется при обозначении резьбы;
• средний диаметр резьбы d2 (D2) — диаметр воображаемого соосного с резьбой цилиндра, пересекающего витки резьбы таким образом, что ширина выступов резьбы и ширина впадин оказываются равными;
• внутренний диаметр резьбы d1 (D1);
• шаг резьбы Р — расстояние между соответствующими точками двух соседних витков, измеренное параллельно оси резьбы (для конической резьбы — проекция на ось резьбы отрезка, соединяющего соседние вершины профиля резьбы);
• ход резьбы Ph — расстояние между соответствующими точками на поверхности винтовой нитки за один оборот контура, измеренное параллельно оси резьбы. Для однозаходной резьбы величина хода винта Ph равна шагу Р (см. рис. 249, а). Для двух и трехзаходных винтов величина хода соответственно равняется 2Р — для двухзаходного винта (см. рис. 249, б) и ЗР — для трехза-ходного (см. рис. 249, в);
• угол профиля а образуется боковыми сторонами профиля;
• высота исходного профиля Н получается при продолжении боковых сторон остроугольного профиля до пересечения;
• высота профиля, равная (5/8)H — расстояние между выступом и впадиной профиля в направлении, перпендикулярном оси резьбы.
Типы резьбы
Основные типы резьбы, обозначения и примеры нанесения обозначений на чертежах приведены в табл. 6.
Резьба метрическая. Профиль метрической резьбы (ГОСТ 9150— 2002) представляет собой равносторонний треугольник с углом профиля, равным 60°. Форма впадины резьбы может быть как плоско-срезанной, так и закругленной. Стандартом установлены размеры метрической резьбы для диаметров от 1 до 600 мм.
Метрическая резьба подразделяется:
• на резьбу с крупным шагом;
• резьбу с мелким шагом.
Шаг и глубина метрической резьбы с мелким шагом меньше, чем резьбы с крупным шагом при одном и том же наружном диаметре. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, в целях увеличения сопротивляемости деталей самоотвинчиванию.
Резьба дюймовая (в табл. 6 не указана). Резьба дюймовая имеет треугольный профиль с углом у вершины в 55°. Применение дюймовой резьбы в новых разработках не допускается. Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Изготовляется с наружным диаметром от 3/16" до 4".
Основными параметрами дюймовой резьбы являются наружный диаметр в дюймах и число шагов на дюйм длины нарезанной части детали. На чертеже она обозначается наружным диаметром, выраженным в дюймах, например: 1"; 1 1/3”; 2".

Резьба трубная цилиндрическая. Угол профиля равен 55°. Профиль резьбы выполняется с закруглениями. Изготовляется она диаметром от 1/8 до 6" при числе ниток на 1" от 28 до 11. Номинальный диаметр трубной резьбы условно отнесен к внутреннему диаметру трубы (Dy — условный проход). Трубная цилиндрическая резьба применяется для соединения труб, арматуры, трубопроводов и других тонкостенных деталей (пробки, заглушки и др.).
Резьба трубная коническая. Конусность равна 1:16. Профиль резьбы — равнобедренный треугольник с углом при вершине 55° и закругленной вершиной. Наружный диаметр в среднем сечении по длине резьбы на трубе (в основной плоскости, перпендикулярной к оси резьбы) равен наружному диаметру цилиндрической трубной резьбы того же размера (рис. 252). На эту резьбу ГОСТ устанавливает размеры диаметров от 1/16" до 6".

В трубных соединениях коническая резьба на трубе может применяться в сочетании с цилиндрической трубной резьбой в муфте, т.е. коническая резьба — трубы, цилиндрическая — муфты.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Трубная коническая резьба обозначается буквами:
• R — коническая наружная;
• Rc — коническая внутренняя;
• Rp — цилиндрическая внутренняя.
Резьба коническая дюймовая с углом профиля 60° (ГОСТ 6111—52). Применяется для диаметров от 1/16” до 2" для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов, машин и станков.
Резьба трапецеидальная. Профиль резьбы — равнобочная трапеция с углом 30° между боковыми сторонами. Трапецеидальная резьба может быть однозаходной и многозаходной, правой и левой. Трапецеидальная резьба (ГОСТ 9484—81) предусмотрена для диаметров от 8 до 640 мм.
Эта резьба служит для преобразования движения (в ходовых винтах станков, винтах суппортов, штурвальных винтах, грузовых винтах и т.п.).
Резьба упорная. Имеет профиль трапеции, одна из сторон которой наклонена на 30°, а вторая — на 3° к нормали, проведенной к оси резьбы (см. табл. 6). Упорная резьба диаметром от 10 до 600 мм выполняется по ГОСТ 10177-82.
Упорная резьба применяется в механизмах с большим осевым усилием (в винтовых прессах, в нажимных винтах прокатных станов и т.п.).
Резьба круглая (ГОСТ 13536—68). Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля 30° (см. табл. 6).
Резьба имеет ограниченное применение — для санитарно-технической арматуры: для шпинделей вентилей смесителей, водопроводных кранов, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
Прямоугольная резьба не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп. М19 х 1,5.
Определение резьбы при съемке с натуры
Для определения основных параметров резьбы производится ее обмер. Обмер резьбы включает в себя определение:
• шага резьбы — для метрической резьбы и числа шагов на дюйм — для резьбы, имеющей профиль дюймовой резьбы;
• наружного диаметра (для стержня) и внутреннего (для отверстия).
Шаг резьбы и число шагов на дюйм определяют с помощью резьбомеров — набора шаблонов. На каждом шаблоне указано или определенное значение шага резьбы, или значение числа шагов на дюйм. Шаблон подбирается таким образом, чтобы одна из пластин резьбомера полностью входила во впадины резьбы. Шаг резьбы или число шагов на дюйм определяется при совпадении профиля шаблона с профилем резьбы надетали по маркировке на шаблоне (рис. 253).

Наружный диаметр (для стержня) и внутренний (для отверстия) определяют с помощью штангенциркуля (рис. 254).

Сопоставляя данные обмера с табличными в соответствующих стандартах для данного типа резьбы, установив направление витков резьбы (правое или левое) и число заходов, получаем исходные данные для обозначения резьбы.
Изображение резьбы на чертежах
При изображении резьбы на чертежах всех отраслей промышленности и строительства в соответствии с ГОСТ 2.311—68 принята условность, когда винтовую линию заменяют двумя линиями — сплошной основной и сплошной тонкой. При этом изображение наружной и внутренней резьбы имеет следующие особенности.
Наружная резьба. На стержне резьба изображается сплошными основными линиями по наружному диаметру и сплошными тонкими — по внутреннему.
На изображениях, полученных проецированием на плоскость, параллельную оси стержня, сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы без сбега (рис. 255). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.

На видах, полученных проецированием на плоскость, перпендикулярную к оси стержня, по внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте (не допускается начинать сплошную линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы. Фаска на этом виде не изображается.
Внутренняя резьба. В отверстии резьбу изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями — по наружному диаметру (рис. 256). Резьба, показываемая как невидимая, должна изображаться штриховыми тонкими линиями одинаковой толщины по наружному и по внутреннему диаметрам.
На разрезах, полученных проецированием на плоскость, параллельную оси отверстия, сплошная тонкая линия по наружному диаметру резьбы проводится на всю длину резьбы без сбега.
На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте. Фаску на этом виде не изображают.

Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной линией, перпендикулярной к оси резьбы, если она видна (рис. 257, а, б), и штриховой тонкой, если резьба изображена как невидимая (рис. 257, в).

Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной толстой основной линии (рис. 256—258).

Сбег резьбы (см. рис. 258) при необходимости изображают сплошной тонкой линией. Из технологических соображений на части стержня может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы. Размер длины резьбы указывается, как правило, без сбега. Пример простановки размера длины резьбы без сбега и со сбегом представлен на рис. 259.

Глухое отверстие с резьбой называют гнездом. Конечная часть гнезда, выполненная сверлением, обычно имеет форму конуса с углом при вершине 120° (рис. 260, а, б). Если конец резьбы располагается близко к дну глухого отверстия, то допускается изображать резьбу до конца отверстия (рис. 260, б). Допускается изображать резьбу до конца отверстия на чертежах, по которым резьбу не выполняют. На рисунке 260, в показано изображение резьбы в пластмассовых деталях.

Если на чертеже необходимо показать профиль резьбы (резьба с нестандартным профилем или специальная резьба), то следует применять местный разрез (рис. 261, а), выполнять профиль резьбы на разрезе (рис. 261,6) или изображать участок профиля в увеличенном виде как выносной элемент (рис. 261, в).

На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой ввернутого в него стержня (рис. 262—263).

На чертеже резьба с нестандартным профилем изображается с нанесением всех размеров, необходимых для ее изготовления (см. рис. 261, в).

Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски (рис. 264). Места нанесения обозначения указанных резьб на стержне показаны на рис. 264—265, отверстии — на рис. 266.



Обозначение конических резьб и трубной цилиндрической наносят только на полке линии-выноски (рис. 267).
Читайте также: