
Как называется устройство применяемое для формирования цоколя основания гипсовой модели
Обновлено: 27.04.2024
Второй операцией по созданию металлокерамических конструкций является изготовление гипсовой разборной модели.
Существует несколько методов изготовления разборной модели:
A. штифтовой метод;
Б. метод с использованием пиндекс-системы;
B. бесштифтовой метод.
ИЗГОТОВЛЕНИЕ МОДЕЛИ ШТИФТОВЫМ МЕТОДОМ Процесс изготовления гипсовой разборной модели для металлокерамической конструкции штифтовым методом можно условно разделить на 3 этапа:
I этап — установка штифтов;
II этап — получение гипсовой модели;
III этап — распиливание гипсовой модели на сегменты.
ИЗГОТОВЛЕНИЕ РАЗБОРНОЙ МОДЕЛИ С ИСПОЛЬЗОВАНИЕМ ПИНДЕКС-СИСТЕМЫ
При изготовлении разборных моделей с помощью пиндекс-системы используется специальный прибор для разметки и сверления параллельных отверстий точных размеров и глубины, набор штифтов и специальных втулок для направляющих штифта (для прецизионной «посадки» штампика в цоколь модели).
ИЗГОТОВЛЕНИЕ МОДЕЛИ БЕСШТИФТОВЫМ МЕТОДОМ
При бесштифтовом методе нет необходимости использовать два типа гипса, что экономит время и материалы. С помощью производимых разными фирмами комплектов пластмассовых форм, обеспечивается точное и прочное положение элементов разборной модели и надежная фиксация модели в артикуляторе.
• Модель — это образец для изготовления какого-либо изделия, точно воспроизводящий форму последнего.
• Модель челюсти — это точная репродукция поверхности твердых и мягких тканей, расположенных на протезном ложе и его границах.
• Штифты для изготовления гипсовой разборной модели различаются:
A. по конструкции и форме рабочей части:
- с цоколем плоским (предотвращают перекручивание штифта) или игольчатым (для фиксации в оттиске в области препаровки зубов);
- с ретенциями — насечками — и канавками, обеспечивающими лучшую фиксацию в оттискном материале;
- штекерной формы — уплощенные участки предотвращают перекручивание штифта и облегчают отделение или срезку штифта после окончательного изготовления штампика;
Б. по конструкции и форме направляющей части:
- с цилиндрической или конической (облегчает посадку и изъятие штампика из цоколя модели) направляющей частью;
- с одинарной или двойной направляющей [с одной или двумя направляющими (в том числе с длинной иглой для фиксации в крае оттиска) ];
- с длинной иглой для фиксации в крае оттиска; B. по размеру (длине, ширине, диаметру).
• Гипс по твердости разделяют на 5 классов (ISO):
I — мягкий — используется для получения оттисков;
II — обычный — используется для наложения фиксирующих повязок;
III— твердый — используется для изготовления диагностических моделей в технологии съемного протезирования, а также для изготовления цоколя разборной модели в технике несъемного протезирования;
IV — сверхтвердый — используется для изготовления разборной модели;
V — особотвердый (синтетический) — используется для изготовления точных моделей.
• Гипсовую модель можно распиливать с помощью:
- специального лобзика и пилок разного размера, толщины, длины; - зуботехнического мотора и отрезных дисков с алмазным покрытием (диски различаются диаметром, толщиной, перфорацией и выбираются в зависимости от вида модели);
- специального прибора для распиливания модели на сегменты — сверлильно-разрезного аппарата.
ИЗГОТОВЛЕНИЕ МОДЕЛИ ШТИФТОВЫМ МЕТОДОМ

I этап — установка штифтов
Первый этап изготовления разборной модели — установка штифтов, например, игольчатых с фиксацией в области препаровки _

Установленные штифты должны быть параллельны друг другу в разных плоскостях


. и если штифты будут одинаковы по высоте.


. то не будет трудностей с нахождением их в основании цоколя модели. II этап — получение гипсовой модели



Замешиваем гипс IV класса.
Замешивание гипса лучше производить в вакуумном смесителе.
Это обеспечивает гомогенную структуру материала без включений пузырьков воздуха, которые в дальнейшем делают модель пористой. Если вакуумного смесителя нет, то замешиваем гипс в резиновой чаше.
Замешивание гипса вручную может приводить к неоднородности гипса и образованию в нем пузырьков воздуха.
Перед заливкой в области концевых краев оттиска с помощью многоразового силикона оформляем ограничители для гипса. Замешанный гипс заливаем в оттиск до его границ. На данном этапе используем вибрационный столик.
Он может быть различных размеров и,как правило, обеспечивает два режима вибрации. Благодаря вибрации, гипс равномерно и точно заполняет оттиск.



К началу фазы «схватывания» гипса в области промежуточных и концевых участков модели устанавливаем специальные ретенционные приспособления для последующей фиксации несъемных сегментов в цоколе модели.

Ретенционные пункты можно создать с помощью гипса.


После отвердевания гипса IV класса наносим на его поверхность, в области штифтов, изолирующую жидкость для разделения гипса IV класса от гипса III класса (цокольного) и дальнейшего легкого извлечения штампика из модели (после ее распиливания).
Далее замешиваем гипс III класса, постепенно заливаем его на ранее заполненный гипсом IV класса оттиск и формируем цоколь модели. Когда гипс отвердел, необходимо аккуратно снять оттиск с готовой модели.



Оформляем края (контуры) цоколя модели с помощью аппарата для обрезки моделей — триммера.
Существует два типа триммеров:
— дисковые с подключением воды;
— со шлифовальной лентой и вытяжкой
— для сухой обработки цоколя модели.
Триммер сухого типа предпочтителен, так как при работе с ним модель

не увлажняется и не происходит ее объемной деформации при высыхании.

После использования триммера с подключением воды модель необходимо просушить. III этап —


распиливание гипсовой модели на сегменты
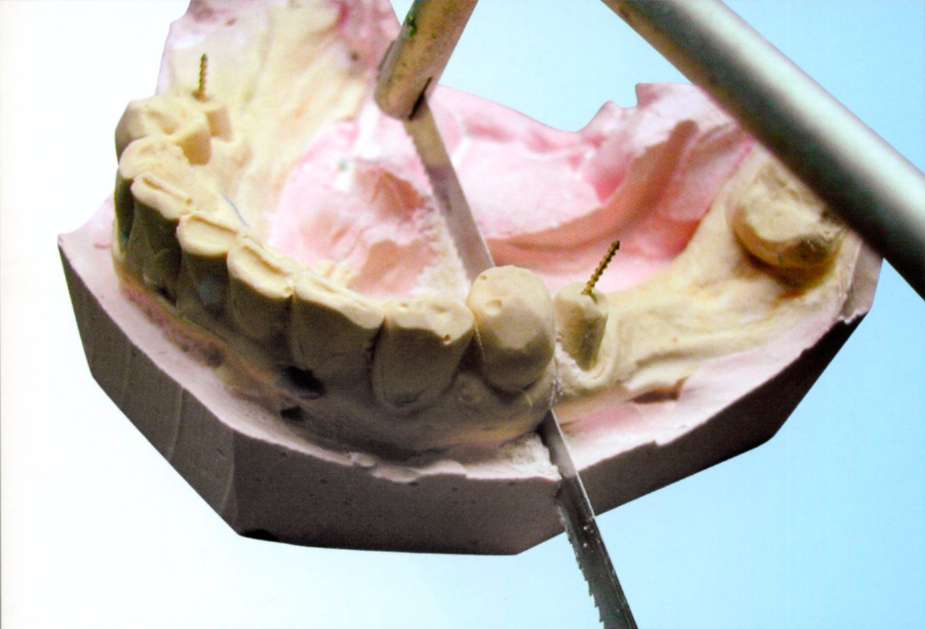
При работе лобзиком делаем параллельные распилы гипса IV класса до касания лобзика гипса III класса.
Распилы модели на сегменты должны быть обязательно параллельны. Если это правило не выполняется, то сегмент невозможно будет вынуть из модели.

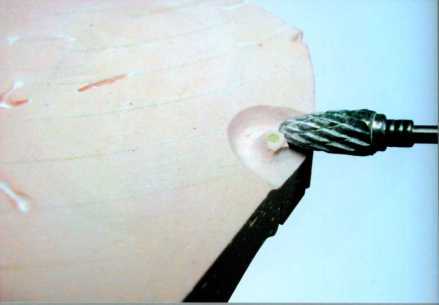

На основании модели частично освобождаем штифты от гипса. . что облегчает извлечение штампиков из модели.

Фрезой убираем неровности гипса.

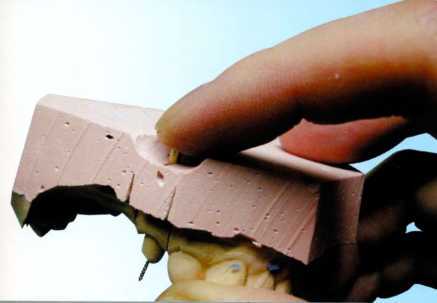
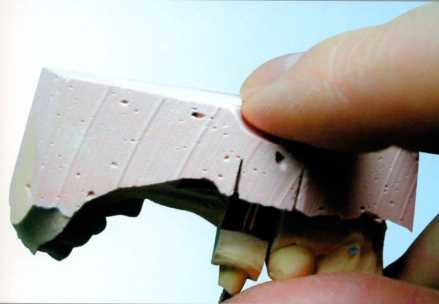
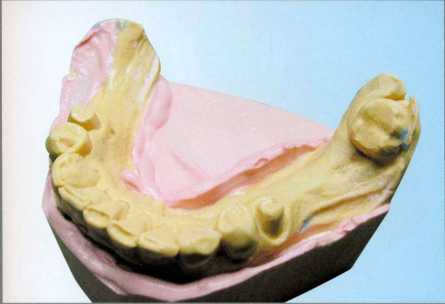
Из готовой разборной модели извлекаются гипсовые штампики препарированных зубов. Остальные фрагменты зубного ряда соединены ретенционными приспособлениями или ретенционными пунктами из гипса с цоколем модели.


ИЗГОТОВЛЕНИЕ РАЗБОРНОЙ МОДЕЛИ С ИСПОЛЬЗОВАНИЕМ ПИНДЕКС-СИСТЕМЫ
Замешиваем гипс IV класса твердости в вакуумном смесителе и заполняем им оттиск до границ. Оттиск для более точного заполнения гипсом помещаем на вибростолик на несколько секунд.
После отвердевания гипса извлекаем модель зубного ряда из оттиска. Шлифуем модель с использованием триммера, делая ровное основание модели. Аккуратно оформляем внешние границы модели.

Если использовался триммер с влажной обработкой модели (подключенный к воде), то модель должна быть просушена, а затем специальной фрезой для обработки гипса оформляем внутреннй контур модели. _
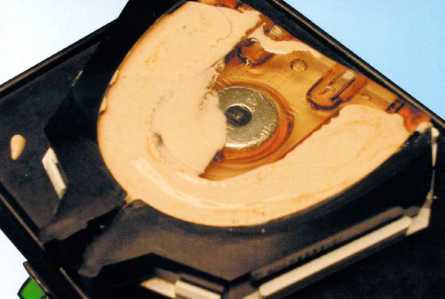
Используя автоматический прибор для сверления параллельных отверстий под штифты с лазерным указателем и регулировкой глубины сверления (пиндексмашины, пиндекс-системы), подготавливаем модель к установке штифтов (пинов).



Лазерная точка соответствует сверлу, находящемуся под плавно опускающимся столиком.
Просверливаем отверстия не только под препарированные зубы, но и под остальные фрагменты зубного ряда.


Используя специальный клей, устанавливаем штифты ( например, с двумя направляющими «би-пины»).





Наносим изолирующую жидкость «гипс от гипса», предотвращая соединение модели зубных рядов с цокольным гипсом.
Если используются втулки для направляющих штифта, то они одеваются на направляющие до заливки цоколя модели.


Применяя формообразователь для цоколя модели, устанавливаем на него модель зубного ряда и заливаем цокольный гипс (гипс III класса).
После отвердевания цокольного гипса аккуратно оформляем края модели на триммере, после этого просушиваем модель, если триммер подключен к воде.


Отделяем от цоколя модель зубного ряда.



Диском с алмазным покрытием распиливаем модель на сегменты. Распилы должны быть параллельны.
При использовании пиндекссистемы мы получаем разборную модель, из цоколя которой можно извлекать не только штампики препарированных зубов, но и фрагменты всего зубного ряда.
ИЗГОТОВЛЕНИЕ МОДЕЛИ БЕСШТИФТОВЫМ МЕТОДОМ



Подготавливаем пластмассовую форму, обрабатывая ее изолирующим от гипса спреем. Замешанным гипсом IV класса заполняем пластмассовую форму, а затем — оттиск.

Соединяем заполненные гипсом поверхности.
Оставляем их до полного отверждения гипса. Снимаем оттискную ложку с оттиском и получаем готовую модель. При данном методе нет необходимости использовать два типа гипса и триммер, соответственно, экономится материал и время.


После извлечения модели из пластмассовой формы распиливаем ее на сегменты, используя разрезной алмазный диск.


Сегменты разборной модели легко устанавливаются в форму, так как каждому сегменту соответствует цифровое обозначение на пластмассовом основании формы.
а) a-полугидрат; b) b-полугидрат;с) γ-полугидрат.
Какой раствор NaCl используется при приготовлении гипса для получения оттисков?
а) 1 %-ный; b) 2–3 %-ный; с) 6–8 %-ный.
92. Сколько типов гипса, применяемых в стоматологии, выделяют в
соответствии с классификацией ISO (Международная организация стандартов)?
а) 2; b) 3; c) 4; d) 5; e) 6; f)7.
93. Укажите соотношение воды и порошка (В:П), используемое при приготовлении алебастра II типа (модельный гипс b-модификации):
а) 1 (1:1);b) 1,5 (1,5:1); с) 0,5–0,75 (1:2–1,33).
94. Укажите соотношение воды и порошка (В:П), используемое при приготовлении алебастра III–V типов (модельный гипс a-модификация):
а) 1;b) 1,5; с) 0,18–0,3.
Что влияет на прочность алебастра?
а) соотношение воды и порошка (В:П); b) время смешивания; с) введение катализаторов; d) температура воды;e) практический навык.
96. Укажите высоту цоколя (основания) гипсовой модели (в мм):
а) 5–10; b) 15–20; с) 25–30.
Как называется устройство, применяемое для формирования цоколя (основания) гипсовой модели?
а) муфель; b) бюгель; с) триммер; d) метчик.
Какие материалы, инструменты и приспособления используются при изготовлении разборных гипсовых моделей?
а) a-модификация полуводного гипса; b) b-модификация полуводного гипса; с) 2–3 %-ный р-р NaCl; d) штифты; e) лобзик;f) моделировочные материалы.
Какие материалы, инструменты и приспособления используются при изготовлении разборных гипсовых моделей?
а) двуводный сульфат кальция;b) b-модификация полуводного гипса;
с) 2–3 %-ный р-р NaCl; d) штифты: e) ретенционные кольца; f) разделительные материалы.
Какое оборудование используется при изготовлении разборных гипсовых моделей?
а) литейная установка; b) аппарат для вакуумирования; с) вибрационный столик; d) триммер; e) воскотопка.
Как влияют на прочность добавки катализатора при использовании полуводного сульфата кальция в качестве оттискного материала (по сравнению с полуводным сульфатом кальция, применяемым для изготовления моделей)?
а) уменьшают в 2 раза; b) не влияют; с) увеличивают в 2 раза.
Как влияют на время связывания добавки катализатора при использовании полуводного сульфата кальция в качестве оттискного материала (по сравнению с полуводным сульфатом кальция, применяемым для изготовления моделей)?
а) сокращают в 2–3 раза; b) не влияют; с) увеличивают в 2 раза.
103. Укажите компоненты, входящие в состав ZOE оттискных материалов:
а) оксид цинка, эвгенол, смола, наполнитель и др.;b) альгинат калия, сульфат кальция, наполнитель и др.; с) канифоль, парафин, церезин, наполнитель и др.; d) агар-агар, бура, воск, сульфаты, вода, наполнитель.
104. Укажите компоненты, входящие в состав обратимых гидроколлоидных оттискных материалов:
а) оксид цинка, эвгенол, смола, наполнитель и др.; b) альгинат калия, сульфат кальция, наполнитель и др.; с) канифоль, парафин, церезин, наполнитель и др.; d) агар-агар, бура, воск, сульфаты, вода, наполнитель.
105. Укажите компоненты, входящие в состав необратимых гидроколлоидных оттискных материалов:
а) оксид цинка, эвгенол, смола, наполнитель и др.; b) альгинат калия или натрия, сульфат кальция, наполнитель и др.;с) канифоль, парафин, церезин, наполнитель и др.; d) агар-агар, бура, воск, сульфаты, вода, наполнитель.
106. Укажите компоненты, входящие в состав жестких обратимых термопластических оттискных материалов:
а) оксид цинка, эвгенол, смола, наполнитель и др.; b) альгинат калия или натрия, сульфат кальция, наполнитель и др.; с) канифоль, парафин, церезин, наполнитель и др.;d) агар-агар, бура, воск, сульфаты, вода, наполнитель.
107. Оттискные материалы, приготавливаемые на воде (гипс, необратимые альгинатные гидроколлоиды), замешиваются:
а) на специальной бумаге с помощью шпателя для цемента; b) непосредственно в руках; с) в резиновых колбах с помощью специальных шпателей.
108. Компоненты цинк-оксид-эвгеноловых оттискных материалов смешиваются:
а) на специальной бумаге (блокнотах) или стеклянной пластинке с помощью шпателя для цемента; b) непосредственно в руках; с) в резиновых колбах с помощью специальных шпателей.

109. Смешивание компонентов ZOE оттискных материалов проводится с дозировкой паст в соотношении:
Для дублирования применяют специальную кювету, состоящую из двух частей -- основания и крышки с тремя отверстиями для заливки массы для дублирования. Гипсовую модель необходимо расположить в центре, чтобы обеспечить получение оттиска со стенками одинаковой толщины. Модель прикрепляют к основанию кюветы пластилином.
Для дублирования применяют гидроколлоидных масс, гель или силикон.
Бюгельные протезы с кламмерной фиксации, как правило, дублирует гелем или гидроколоидной дуплексной массой, а с замковой фиксацией при наличии большого количества фрезировочных участков дублируют силиконом.
Дублирование гелем.
После предварительного подготовки модели необходимо увлажнить лучше всего вымочить ее 15-20 минут в воде при температуре 38° до исчезновения пузырьков гипсе.
Необходимо нагреть модели до 38°: вызвана двумя причинами : во-первых теплой воде, насыщенность модели влагой происходит быстрее, во-вторых, дублирующим гель не застывает сразу холодных металлических поверхностях, имеющихся на модели коронок во время заливки теплый дублирующим массой.
Увлажненную модель лучше осушить салфеткой, А не сжатым воздухом. Давление воздуха может способствовать отделению приклеенного воска. Подготовленную модели можно закрепить на цоколе дублирующей кюветы. После фиксации модели устанавливается на корпус. Жидкая масса должна медленно стекать в одно из отверстий в верхней части кюветы. Струя не должна попадать на восковые детали. Медленно поднимающуюся масса, заполняет форму и структурные модели. Кювета считается, заполненная тогда, когда масса появляется изо всех отверстий.
Слой геля вокруг модели должен иметь максимально ровными толщиной, иначе из-за неравномерного охлаждения и усадки может иметь место негативной формы.
Заполненная кювета должна охлаждаться на воздухе до тех пор пока масса не застынет и жиле.
Во избежание усадки массы охлаждение кюветы нужно регулировать. При резком охлаждении сначала застынут наружные слои, что приведет к отслаиванию геля от модели. В следствие этого может получить с искаженным негатив.
после охлаждения дублирующего геля в течение 20-30 минут при комнатной температуре кювету можно поставить в воду или на специальной охлажденной аппарат. Кювету погружают в воду при температуре 80° на 30-45, для затвердевания внутренних слоев массы, затем из геля извлекаются модель и негатив заполняется огнеупорной массой.
Слабая сторона реверсивных термических масс- негативное воспроизведение формы дублирующих металлических деталей. Из-за этого возможны неточная фиксация удерживающими элементов на коронках
Дублирование силиконом.
для дублирования модели можно применять текучая силиконовые масcы, достоинство, которое компенсировать недостатки гелей. При дублировании силиконом гипсовую модель помещают в кювету для силикона, смешивая компоненты в соотношении 1:1 и на вибростолике заливают кювету. Недостатками силикона является высокая по сравнению с гелевыми массами стоимость и возможность однократного применения.
Общепринятая терминология определяет гипсовую модель челюсти как позитивное изображение рельефа тканей протезного ложа и прилегающих к нему участков, воспроизведенных по слепку [2; 5].
Существует несколько классификаций моделей челюстей – по назначению, конструкции, по методу изготовления, по материалу, из которого изготавливают модели [15].
В случае настоящего исследования нас будут интересовать две классификации – по назначению и по конструкции.
Несколько десятилетий назад Погодин В.С. в своей книге «Руководство для зубных техников» разделил гипсовые модели по предназначению на диагностические, рабочие и вспомогательные [12].
Согласно приведенным определениям, диагностические гипсовые модели предназначены для изучения с целью уточнения диагноза, проведения различных измерений, нанесения разметки и прочих ориентиров, выбора конструкции протеза и т. д. Вспомогательные гипсовые модели изготавливают по слепкам с челюстей, противоположных протезируемым, и используют в процессе работы для правильного изготовления зубопротезной конструкции согласно соотношению челюстей пациента. Рабочие же модели предназначены для непосредственного изготовления на них зубопротезной конструкции.
В литературных источниках более позднего издания можно встретить еще два вида гипсовых моделей, классифицируемых по предназначению – контрольные и фиксирующие модели.
Так, в учебнике Жулева Е.Н. «Несъемные протезы: теория, клиника и лабораторная техника» указана контрольная гипсовая модель, предназначение которой – контроль и анализ результатов протезирования [2].
И, наконец, в современных рекомендациях для зубных техников упоминается еще один вид гипсовой модели – фиксирующая модель, или гипсовый подлиток, – модель, с помощью которой техник осуществляет починку съёмных пластиночных протезов [15].
По конструкции гипсовые модели классифицируют на неразборные и разборные [10; 17].
Неразборные представляют собой монолитные гипсовые модели и применяются, главным образом, в съёмном протезировании – при изготовлении съёмных пластиночных протезов при частичном и полном отсутствии зубов, бюгельных протезов всевозможных конфигураций, ортодонтических и челюстно-лицевых аппаратов, а также при починках пластиночных протезов. Кроме того, такие виды несъёмного протезирования, как пластмассовые и штампованные коронки и цельнолитые вкладки также создаются на неразборных гипсовых моделях [5]. Ну и, наконец, диагностика и планирование будущего протезирования, в том числе Wax-up, зубной техник выполняет также на монолитных гипсовых моделях [3].
Разборные гипсовые модели используются зубным техником при изготовлении современных высокоточных ортопедических конструкций – цельнолитых коронок из благородных и неблагородных сплавов, металлокерамических протезов, цельнокерамических прессованных протезов, виниров, конструкций на основе оксида циркония, керамических вкладок всевозможной конфигурации [7; 20].
Разборная гипсовая модель состоит из нескольких сегментов, соединенных тем или иным способом в целостную зубную дугу, с возможностью их извлечения из дуги и обратного возвращения [15; 18].
В мировой зуботехнической практике существует несколько методов изготовления разборных гипсовых моделей, которые можно условно разделить на штифтовые методы, методы с использованием системы Pin-Cast и бесштифтовые методы [9].
Процесс изготовления гипсовой разборной модели штифтовым методом состоит из 3 основных этапов: установка штифтов, получение гипсовой модели и распиливание гипсовой модели на сегменты [2; 7; 18].
При изготовлении разборных моделей с помощью пиндекс-системы используется специальный прибор для разметки и сверления параллельных отверстий точных размеров и глубины и набор специальных штифтов [9; 10; 15].
При бесштифтовом методе разборные гипсовые модели изготавливаются с помощью производимых разными фирмами комплектов специальных форм [1; 18].
Подводя итог приведенным определениям и классификациям, можно заключить, что существует уже некоторая устоявшаяся система классификаций гипсовых моделей по их предназначению и способу изготовления. Вместе с этим, в виду стремительного развития современной ортопедической стоматологии, появляются новые методы и решения, вносящие свои коррективы в существующие классификации. Неизменным справедливо отметить тот факт, что разборная гипсовая модель всегда представляет собой неотъемлемый элемент процесса изготовления современной высокоточной и высокоэстетичной зубопротезной конструкции.
После подготовки окклюдатора и моделей к загипсовке в окклюдатор можно приступать непосредственно к самой загипсовке.
Загипсовкамоделй в окклюдатор
1. Развести гипс, выложить небольшую его порцию на гипсовый стол, погрузить в гипс нижнюю раму окклюдатора.
2. На гипс установить модели так, чтобы из-под нижней модели не выступала нижняя рама окклюдатора. При этом проследить, чтобы окклюзионная поверхность восковых валиков была параллельна плоскости стола.
3. Убрать излишки гипса с нижней модели.
4. Развести снова гипс, выложить горку гипса на основание верхней модели.
5. Погрузить в гипс верхнюю раму окклюдатора до упора вертикального штифта в горизонтальную площадку.
6. Загладить гипс, убирая излишки.
7. После схватывания гипса оформить окклюдатор.
Требования к моделям, загипсованным в окклюдатор.
1. Модели должны располагаться по центру окклюдатора.
2. Нижняя рама окклюдатора не должна выступать из-под цоколя нижней модели.
3. Окклюзионная поверхность валиков должна быть параллельна основанию стола.
4. Вертикальный винт окклюдатора должен упираться в горизонтальную площадку.
5. Окклюдатор должен быть оформлен.
Постановка искусственных зубов
Искусственные зубы в базисе протеза могут быть поставлены двумя способами – на приточке и искусственной десне.
Постановка зубов на приточке
Постановка искусственных зубов на приточке может осуществляться в следующих случаях:
- при наличии дефекта во фронтальном отделе верхней челюсти (исключение – первый премоляр верхней челюсти);
- при хорошо выраженном альвеолярном отростке;
- при укороченной верхней губе;

При постановке искусственных зубов на приточке они притачиваются непосредственно к беззубому альвеолярному отростку. При этом способе постановки создаётся впечатление, что искусственные зубы «растут» прямо из альвеолярного отростка, так как базис во фронтиальном отделе отсутствует. Благодаря этому протез достаточно эстетичен в полости рта.
Постановка зубов на искусственной десне

Постановка искусственных зубов на искусственной десне может производиться в любых случаях, за исключением тех, когда желательна постановка на приточке. При этом способе постановки искусственные зубы устанавливаются в базисе протеза. С вестибулярной стороны при этом всегда располагается участок базиса - искусственная десна.
Виды искусственных зубов

Металлические зубы применяются редко и только в боковых отделах нижней челюсти. Эти зубы имеют большой вес и поэтому применяются в качестве утяжелителей при протезировании полными съёмными протезами в случае резкой атрофии альвеолярного гребня нижней челюсти. За счёт утяжеления протеза он с большей силой прижимается к протезному ложу и лучше удерживается на нём.
Пластмассовые и фарфоровые зубы выпускаются в гарнитурах (комплектах):
- фронтальные и боковые зубы (для полных съёмных протезов).
Гарнитуры зубов могут быть различными по фасону и цвету.
Пластмассовые зубы по сравнению с фарфоровыми более дешёвые, но хуже имитируют твёрдые ткани естественных зубов. Кроме того, такой материал как пластмасса может явиться причиной аллергической реакции. Механическая прочность пластмассовых зубов довольно высока, но они быстро истираются, что приводит к снижению высоты прикуса, а также жевательной эффективности. С базисом пластмассовые зубы соединяются химическим путём, что обеспечивает прочное соединение.
Фарфоровые искусственные зубы дороже, чем пластмассовые. Они отлично имитируют твёрдые ткани естественных зубов, обладают биологической индифферентностью (совместимостью с тканями нашего организма). Эти зубы имеют большую твёрдость и, вместе с тем, хрупкость, на что надо обращать внимание при работе с ними. Фарфоровые зубы не истираются со временем, но ошибки при определении высоты прикуса могут привести к дискомфорту в височно-нижнечелюстном суставе; кроме того пациентов может беспокоить характерный стук зубов при приёме пищи и разговоре. Фарфоровые зубы с базисом протеза соединяются только механическим путём. Для этого имеются специальные «приспособления».
Фронтальные зубы называются крампонными, так как имеют с оральной стороны пуговчатые крампоны (небольшие цилиндры со шляпкой как у гвоздей), с помощью которых зуб укрепляется в базисе.
Боковые зубы называются диаторическими и устроены по-другому. Внутри каждого такого зуба имеется грушевидная полость, от которой отходят дополнительные каналы к боковым поверхностям зуба. При формовании пластмассовое тесто заходит в эту полость и каналы, а при её полимеризации зуб надёжно укрепляется в базисе.

Читайте также: