
Как гнуть арматуру для фундамента своими руками
Обновлено: 28.04.2024
Гибка арматуры – вид работ, без которого не обходится ни одно строительство. Альтернатива сгибанию – распил и сварка арматурных прутьев. Но такой способ слишком долог и энергозатратен. С тех пор как выпустили первую партию арматурных прутов, создавались и станки для их сгибания.




Устройство и назначение гибочного станка
Станок для сгибания арматуры в простейшем случае включает в себя кожух и рабочий механизм. Первый служит основой, на которой крепится и вращается второй. Без надёжной основы вам не удастся качественно согнуть арматуру – она должна быть надёжно зафиксирована. Движение арматурного прута (кроме той его части, что выгибается в нужную сторону) должно быть полностью исключено.
Существует не менее десятка разных чертежей простейшего самодельного ручного гибочного станка – они отличаются размерами рабочих частей устройства.



Но все эти арматурогибы объединяет общий принцип: арматуру нельзя сгибать резко и под острым углом – насколько толстым или тонким ни был бы сам прут. Основное правило сгибания арматуры – радиус согнутого участка должен быть не менее 10 и не более 15 диаметров самого прута. Занижение этого показателя грозит надломом арматуры, что резко ухудшит эксплуатационные параметры собираемого из прутов каркаса. При завышении конструкция, наоборот, не будет обладать достаточной упругостью.
Подготовка материалов и инструментов
Перед изготовлением гибочного станка ознакомьтесь с имеющимися чертежами или сделайте свой. В качестве исходных данных важны толщина арматурного прута и их количество. Запас прочности устройства, превышающего усилия для сгибания имеющихся арматурных прутов, выбирается большим как минимум в три раза, если дело поставлено на поток, и вы гнёте арматуру большому числу заказчиков, либо планируется грандиозная стройка.
Если чертёж выбран, то потребуются следующие инструменты и приспособления.
- Болгарка с набором отрезных и шлифовальных дисков. Без неё распиливать массивный профиль и арматурные пруты затруднительно.
- Электрическая дрель и подходящие свёрла из быстрорежущей стали.
- Сварочная установка и электроды.
- Молоток, кувалда, мощные пассатижи, зубило (напильник), кернер и несколько иных инструментов, без которых не обходится ни один слесарь.
- Тиски для верстака. Поскольку конструкция мощная, она должна быть зафиксирована.




В качестве материалов потребуются:
- профиль уголковый (25*25 мм) длиной 60 см;
- стальной прут (диаметр на 12-25 мм);
- болты 2*5 см, гайки под них (на 20 мм по внутреннему диаметру), шайбы под них (можно гроверные).



Если прутогиб изготавливается на основе другого устройства, например, домкрата, то такое устройство обязательно должно быть.
Устройство, которое вы изготовите, весит не один килограмм. Усиленный вес и массивность всей конструкции обеспечат требуемую для сгибания арматуры прочность.


Инструкция по изготовлению
У вас может получиться универсальный арматурогиб, работающий и как трубогиб. Такое устройство окажется вдвойне полезным, чем простой станок, на котором даже медную полдюймовую трубу для «трассы» кондиционера не согнуть.


Из домкрата
Подготовьте домкрат. Потребуется простой автомобильный – он способен поднять груз до двух тонн. Сделайте следующее.
- Нарежьте одинаковые куски длиной 5 см из стального профиля.
- Выберите кусок арматуры с диаметром не менее 12 мм. Нарежьте его на куски нужной длины с помощью болгарки или гидравлических ножниц.
- Поместите концы арматурных прутков внутрь уголкового профиля и приварите их к нему. Соедините части профиля друг с другом. При этом профиль шириной 35 мм допускается соединить по всей его плоскости, а 25-миллиметровые части соединяются лишь торцовыми сторонами.
- Сварите полученные приспособления друг с другом. Получится приспособление, непосредственно сгибающее арматуру, оно играет роль своеобразного клина.
- Зафиксируйте получившуюся рабочую часть на домкрате, предварительно выставив его по горизонтали и вертикали. Не полностью выровненная конструкция работала бы неэффективно.
- Изготовьте несущую Т-образную конструкцию. Её высота должна быть 40 см, ширина – 30.
- Вырежьте из уголка отдельные куски, напоминающие трубы. Приварите их к раме. С их помощью зафиксируйте домкрат.
- С боков несущей рамы, в 4-5 см от рабочего (гнущего) угла приварите два отрезка уголкового профиля. К этим отрезкам приварите петли.
Вставьте домкрат в предназначенное для него место, положите арматуру на сгибатель и приведите домкрат в действие. В результате арматура, уперевшись в петли, согнётся на 90 градусов, обретя требуемый радиус сгибания.
Из уголка
Самая простая конструкция арматурогиба из уголков изготавливается следующим способом.
- Отрежьте куски уголка 20*20 или 30*30 длиной 35 см и до 1 м. Толщина и размер углопрофиля зависит от наибольшего диаметра прутьев, что предстоит гнуть.
- К станине – основе из П-образного профиля длиной до 1 м приварите штырь. Для него подойдёт кусок более толстой арматуры.
- Отрежьте кусок трубы подходящего диаметра, чтобы он свободно надевался на приваренный штырь. Приварите к нему больший кусок уголка – предварительно удостоверьтесь, что уголок и труба перпендикулярны друг другу. Просверлите в уголке зазор в месте, где приварена труба – под её внутренний диаметр.
- Наденьте уголок с трубой на штырь и отметьте, где приваривается меньший отрезок уголка. Снимите уголок с трубой и приварите к станине второй кусок такого же углопрофиля.
- Приварите ещё один кусок арматуры к концу подвижной конструкции, за который будете браться при работе. Наденьте на него неметаллическую рукоятку – например, кусок пластиковой трубы подходящего диаметра.
- Приварите к станине ножки из толстой арматуры.
- Смажьте трущиеся поверхности – ось и трубу солидолом, литолом или машинным маслом – это продлит срок службы арматурогиба. Соберите конструкцию.
Арматурогиб готов к работе. Установите его, например, на большой кирпич или камень, чтобы он не сдвинулся с места при работе. Вставьте арматурный прут и пробуйте согнуть его. Устройство должно качественно гнуть арматуру.


Из подшипника
Подшипниковый арматурогиб изготавливается из подшипников (можно взять изношенные) и кусков профиля 3*2 см и трубы с внутренним диаметром в 0,5 дюйма. Для сборки такой конструкции сделайте следующее.
- Профильную трубу 4*4 см разрежьте – нужен кусок длиной 30-35 см.
- В куске профиля, взятом для рукоятки собираемой конструкции, просверлите пару отверстий диаметром 12 мм. Вставьте в них болты на 12 мм.
- С обратной стороны установите гайки. Приварите их к профилю.
- С одного из концов профиля 3*2 см пропилите небольшой надрез под втулку для подшипников. Приварите её. Она должна быть ровной, как ступица велосипедного колеса.
- В куске профиля 4*4 см вырежьте пропилы для фиксации втулки. В качестве закрепляющей детали применяют амортизаторный шток.
- Приварите к профильной конструкции рычаг. Его основа – труба на 05 дюйма.
- Отрежьте кусок уголка 32*32 мм – длиной не менее 25 см. Приварите его к квадратному профилю с припуском в 1,5 см. Вставьте подпорку из полосы стали.
- Используйте пару кусков пластины и кусок шпильки для изготовления подвижного ограничителя.
- Приварите рычаг к несущей конструкции. Установите подшипники и соберите устройство.
Арматурный сгибатель готов к работе. Вставьте прут диаметром до 12 мм и попробуйте его согнуть. Не вставляйте сразу самый толстый прут, который у вас есть.



Из ступицы
Ступичный прутогиб похож на подшипниковый. В качестве готовой конструкции можно использовать колёсную ступицу и базу старого автомобиля, от которого ничего, кроме несущей конструкции ходовой и кузова, не осталось. Используется ступица (с подшипниками или без) и от мотоцикла, мотороллера, скутера. Для тонких прутьев диаметром 3-5 мм (они часто выпускаются без ребристой поверхности) используют даже велосипедную ступицу.
Подойдут любые подшипники – даже с разбитым сепаратором. Шарики используются целыми. Поверхность ступицы должна быть идеально гладкой, с круглым на 100% сечением, что легко проверить при помощи микрометра. Стёртые (особенно сточенные с одной стороны) шарики заставляют конструкцию «гулять» из стороны в сторону. Роль примитивного сепаратора здесь играет короткий отрезок трубы соответствующего диаметра.
И шарики, и кусок трубы, удерживающий их, рассчитывается под диаметр сгибаемой арматуры: основное правило «12,5 диаметров прута» никто не отменял. Но лучший эффект и долговечность дадут всё же новые подшипники с броневым сепаратором. В уголковом прутогибе нередко в качестве опорного (радиального) штыря применяют половину ступицы.


Полезные советы
Не пытайтесь гнуть арматуру голыми руками, наступив на неё. Даже для тонких штырей потребуется хотя бы тиски, установленные на верстаке, и молоток. Отказ от приспособлений и арматурного станка чреват высокой травмоопасностью – бывали случаи, когда такие «смельчаки» тяжело ранились, после чего их увозила «скорая помощь». Не гните арматуру рывковыми движениями.
Процесс должен быть плавным: сталь, какой бы она ни была пластичной, испытывает растяжение с наружной стороны угла сгиба и сжатие с внутренней. Рывки, слишком быстрое сгибание прутьев нарушают технологию холодного сгибания. Прут нагревается, получая в месте сгиба дополнительные микротрещины. От рывка материал может ослабнуть и даже сломаться.
Не подпиливайте арматуру в месте сгиба. Надлом в этом случае гарантирован. Горячее сгибание также значительно ослабляет сталь.
Изгиб должен быть плавным, а не многоугольным и «морщинистым», как у отопительных и водопроводных труб, разогреваемых в месте сгиба при помощи газосварки или паяльной лампы. Не пытайтесь нагреть сгибаемый прут любым способом – в мангале, костре, на газовой горелке, прислонив к раскалённому ТЭНу электроплитки и т. д. Даже поливание кипятком не допускается – прут должен быть той же температуры, что и воздух вокруг.
Если согнуть прут вы не имеете возможности – распилите и сварите обе части концами, под прямым или иным углом. Простое связывание таких кусков в местах постоянной ударно-растягивающей нагрузки (фундамент, межэтажные перекрытия, забор) недопустимо – конструкция за несколько лет расслоится, и строение будет признано аварийным, опасным для проживания (или работы) в нём людей. Не используйте арматурогибочный станок, не рассчитанный на прутья требуемой толщины. Станок в лучшем случае погнётся – в худшем опорно-подвижная часть сломается, а вы получите травму либо упадёте при излишнем усилии, приложенном к станку.
Если станок для арматуры собирается на болтовых соединениях – удостоверьтесь, что болты, гайки, шайбы выполнены из высококачественной стали, как и сами уголки, пруты, профиль. Нередко строймагазины и гипермаркеты продают крепёж из дешёвых сплавов, в которых сталь разведена алюминием и другими присадками, ухудшающими её свойства. Часто попадаются низкокачественные болты, гайки, шайбы, шпильки. Проверяйте их тщательнее. Лучше немного переплатить, но приобрести хорошие болты из легированной стали или нержавейки, чем использовать те, что делаются из «пластилиновой» стали, легко деформирующейся при сколько-нибудь ощутимом усилии.
Такую некачественную сталь применяют, например, при изготовлении шестигранных ключей, отвёрток.


Избегайте крепёжных изделий из «ширпотреба» – они годятся, к примеру, для фиксации кровельного железа и пластиковых листов, однажды привинченных к балкам и покоящимся на них. Но такие болты не подходят там, где требуется постоянная ударная нагрузка.
Не используйте для изготовления арматурогиба тонкостенный профиль, применяемый для монтажа гипсокартонных перекрытий и сайдинговых панелей. Им даже не согнуть 3-миллиметровый прут – деформируется сам уголок, а не сгибаемая арматура. Даже несколько таких уголков, вложенных один в другой, сделают конструкцию весьма проблемной, гибка таким сомнительным устройством недопустима. Используйте профиль нормальной толщины – из той же стали, что и сами прутья. Идеально, если для станины устройства найдётся кусок рельса. Но это большая редкость.
Качественно изготовленный арматурогиб быстро окупит себя. Первейшее его назначение – изготовление каркаса под фундамент частного дома и пристроек, ограды в качестве забора. А если вы ещё и опытный сварщик, то станете гнуть арматуру на заказ, равно как и варить из неё двери, решётки, заборные секции, то такое устройство даст подзаработать.
О том, как сделать арматурогиб своими руками, смотрите далее.
Прошли времена, когда домашний мастер гнул по ночам прутья и небольшие трубы о железный или бетонный фонарный столб, стальной забор или ограду соседа. Прутогибы выпускаются массово – подобно болторезам, болгаркам и перфораторам разной мощности, они доступны каждому желающему.



Когда нужна гибка арматуры?
Распространённая причина сгибания арматуры – создание стальных каркасов на её основе. Первейшее их применение – усиление бетонных плит и фундамента. Без стального каркаса бетон не выдерживает усиленных нагрузок и растрескивается, крошится не за десятилетия, а за годы.
Арматура – «костяк» для любого фундамента и железобетонных панелей. Одна из узкоспециальных областей – самодельное перекрытие из бетона и связанных (либо сваренных) прутьев арматуры для септика или небольшой самодельной лестницы. Второе применение согнутой арматуры – создание перекрытий и решетчатых конструкций посредством сварных швов: гнутые прутья арматуры и профильная сталь идут на изготовление дверей, перил, заборных секций, оконных решёток и многого другого.


Общие правила
Арматура гнётся холодным методом – без нагрева над газовой горелкой или в костре (либо мангале). Это относится в том числе и к стали – при нагреве она меняет свои свойства, в частности, теряет прочность, гнуть её в таком состоянии нельзя. Композитные материалы, стеклопластик попросту подгорят и рассыпятся, стоит вам нагреть прут хотя бы до нескольких сотен градусов.
Не подпиливайте место сгиба – арматура не должна иметь острых углов. Недопустимо её резко гнуть и под тупым углом при нагревании, как иногда сгибают трубы. Такие способы облегчения приведут к преждевременному (в разы) разрушению всей конструкции.
Радиус сгибания арматуры должен быть равен 10-15 диаметрам прута. Неважно, гнётся прут в кольцо или дугу, меньше брать диаметр не рекомендуется: усилий потребуется больше.
Так, радиус сгибания прута на 90 градусов диаметром 12 мм составляет 12-18 см, для 14-миллиметрового прута – 14-21 см, для толщины в 16 мм – 16-24 см. При создании 180-градусного (U-образные скобы, после обтачивания концов которых на них нарезается резьба под гайки) или 360-градусного изгиба действует такой же нормативный радиус.
Больший радиус, наоборот, хоть и сохранит целостность прута, не придаст ему достаточной упругости.
Исключение составляет лишь кольцо, концы прута на котором сварены, или арочная (скруглённая сверху) конструкция из множества прутов, используемая для создания стенных (дверных) сводов и потолочно-крышных куполов.
Сталь, несмотря на относительную неломкость по сравнению с теми же алюминиевыми сплавами, углеродистым и серосодержащим железом, может дать небольшой надлом, нагревшись при этом от внутреннего трения, что нарушает технологию на 100% холодного сгибания. Некоторые сорта стали повредить нетрудно. Оттого и принят норматив по радиусу сгибания. К стекловолокну подходят ещё осторожнее – подобно стеклотекстолитовым листам, стеклопластик даёт «размытый» надлом, точную середину которого определить невозможно. О нём свидетельствует смена блеска поверхности прута в месте сгибания на матовый отлив.
Специальные приспособления
Гибочный станок (прутогиб) может быть как ручным, так и механическим. И на том, и на другом можно не просто согнуть прут в кольцо, в «разворот» и «поворот», но также и изготовить буквы, цифры и иные символы из кусков такого прута, сделать изразцы (завитушки) для перил и ворот. Последняя область применения – для создания основы светящейся вывески.


Ручные
Простейшие станки-прутогибы появились следом за арматурой. Они используются как для сгибания гладких круглых и квадратных прутьев, так и для формовки ребристых. Никакой из прутов согнуть не легче – и гладкий, и ребристый прут имеет один и тот же диаметр. Один и тот же станок справится и с тем и с другим. Чем толще прут – тем больше и мощнее нужен прутогиб для него. Слишком большой станок «растянет» радиус гиба, малый – сломается сам.
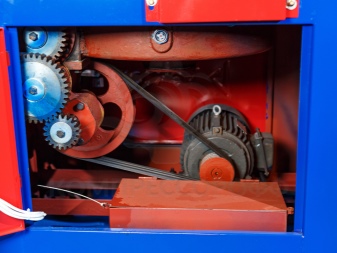
Ручной станок приводится в действие одним человеком. Или несколькими – когда прут довольно толстый, а усилий одного рабочего не хватает, несмотря на длинные, удобные и прочные рычаги нажима. Простейшая модель включает в себя гибочный диск, на котором расположено несколько гораздо более толстых, чем самый большой прут, штырей длиной до 10 см. Диск в центре жёстко соединён с осью (ступицей), жёстко соединённой с ведущим валом. Невдалеке (на расстоянии одного-двух радиусов диска) расположены упоры, между которыми прут вставляется во избежание его отклонения в процессе сгибания. Дополнительно прут может быть зафиксирован – чтобы он не двигался вдоль без необходимости. Вся механика прутогиба посажена на раму устройства.


Может использоваться защитная ширма из листовой стали – она обезопасит рабочих от осколков сгибаемого прута и внезапного его соскакивания с прутогиба. Рабочий с другой стороны устройства приводит диск во вращение, поворачивая длинный рычаг.
Для резки прутьев используется мощный болторез с рычагами длиной в 1-1,5 м каждый. В особых случаях используется трубогиб – с его помощью гнутся и прутья, а не только трубы. И трубогиб, и прутогиб легко закрепить – в его рабочей (гнущей) части просверлены отверстия. С их помощью устройство фиксируется на любой несущей конструкции, в которой предварительно сверлятся дырки для болтов.
Станки с механическим приводом
Механизированный прутогиб вместо усилий рабочих использует крутящий момент от редуктора, приводимого в движение мощным мотором. В домашних условиях изготовить такой станок довольно сложно: для прутов с диаметром до 16 мм потребовался бы механизм, способный поднять кабину лифта.
Сверхтолстые прутья (20-90 мм диаметром) возможно согнуть лишь на производстве. Чем мощнее станок, тем больше тонких прутьев (от 3 мм) он способен согнуть: пассатижами или тисками сделать такую работу в одиночку непросто. Профессиональные пруто- и трубогибы используют гидравлический привод – его сила не меньше усилий, создаваемых домкратом.

Самодельные устройства
Не каждый мастер и не сразу обзаведётся готовым штырегибом. Но на то он и мастер, чтобы выйти из положения, не затратив для сгибания арматуры почти ни копейки. Взглянув на конструкцию готового станка, мастер без особого труда изготовит приспособление, его заменяющее. Особенно это нужно тем, кто строит дом «с нуля» и столкнулся с закладкой железобетонного фундамента, а также варит калитки, ограды, ворота, двери из арматуры на заказ.


Главной частью в самодельном станке является стальная станина – кожух. На нём закреплены рычажный привод и сгибающий диск с упорными штырями. Вместо штыря применяют и уголковый профиль. Вращающая платформа с рычагом, на котором размещены гнущий и упорный штыри, строится с учётом толщины (диаметра) штыря и количества обрабатываемой арматуры. Закрепляется такой штырегиб либо к верстаку, либо к полу рабочего помещения.

Как согнуть вручную?
Небольшие по толщине прутья – до 8 мм – сгибаются и собственноручно, например, при помощи труб. Одна из них – упорная – крепится в мощных тисках. Вторая – сгибающая, заменяющая главный «палец» в станке – надевается на арматуру, и с её помощью этот прут сгибается. С качеством работы, выполненной на станке, не сравнится никакой «кустарный» способ. Дело в том, что проконтролировать правильность выполнения главного требования – 12,5 диаметров прута – вручную сложнее.
В станке же рабочего подстрахует упорное колесо, на котором и гнётся штырь.
Типичные ошибки
Чтобы не допустить одну из часто встречающихся ошибок, выполняйте сгибание правильно.
- Сгибать композит и стеклопластик не следует – он растрескивается, после чего его легко «добить». В результате он сломается. Правильнее его резать на нужные отрезки и связывать их концы, оставляя небольшой отступ.
- Недостаточно мощный станок при попытке согнуть на нём слишком толстый прут сломается. Если в процессе сгибания ломается либо сам штырь, либо станок, рабочий, гнущий арматуру вручную, травмируется либо осколком, либо при потере равновесия (по законам физики). На моторизованном станке, настроенном неправильно, ломается двигатель и/или редуктор.
- Тонкий прут, вставленный в мощный станок, гнётся слишком быстро – от этого он может нагреться. В результате нарушится сама технология процесса. Дело в том, что внутри сгиба металл или сплав претерпевает сжатие, снаружи – растяжение. И то и другое не должно быть слишком стремительным.
- Нельзя работать на станке, не имеющем защиты от частиц сгибаемой арматуры. Особенно это касается неметаллов, из которых и делается композитная основа.
- При сгибании с помощью «сверхтяжёлого» станка, рассчитанного на арматуру диаметром в 4-9 см, более тонкие штыри располагают в ряд, а не пучком, напоминающим жгут проводов. Это позволит добиться одинакового радиуса изгиба.
- Не сгибайте арматуру на рядом растущих деревьях. Подготовьте простейшее рабочее место. Один из лучших способов – забетонировать в земле трубу с толстыми стенками. Короткие – до 3 м – куски арматуры легко гнуть непосредственно в ней. Некоторые мастера приваривают к такой трубе воронку с криволинейно расходящимися стенками, имитирующую рабочую поверхность гибочного (осевого) колеса станка.
- При сгибании прута не делайте рывковых движений – они спровоцируют появление микротрещин даже в штыре из самой гибкой, устойчивой к перекручиванию стали.
- Не гните арматуру при помощи разводного ключа, болтореза, пассатижей (даже самых мощных) и других, не подходящих для такой работы инструментов. Такая работа мало что даст – скорее повредится тот или иной инструмент.




Соблюдение данных правил приносит отличный результат – ровный изгиб – даже в полностью «кустарных» условиях.
Опытный мастер легко согнёт арматуру даже без станка своими руками. Недостаток «самогиба» – повышенная травматичность.
Если сгибание арматуры – не «одноразовое» занятие из разряда «сделал и забыл», а услуга, поставленная на поток для большого числа местных клиентов, то приобретите станок – хотя бы ручной, но довольно мощный, и верно его настройте.
О том, как согнуть арматуру без инструмента, смотрите далее.
При производстве металлоконструкций и проведении строительных работ используется арматура различных диаметров. Кроме прямолинейных прутьев всегда востребованы изделия других конфигураций, которые можно получить, только в процессе гибки. От того, чем и как гнуть арматуру своими руками в домашних условиях либо заводских, зависит надежность армирующего каркаса и прочность будущей бетонной конструкции.

Где востребована гнутая арматура
Монолитные конструкции из бетона склонны к разрушениям от изгиба, растяжения, сейсмической активности, атмосферного воздействия и других неблагоприятных факторов. Для усиления их прочности применяют объемные армирующие каркасы из арматуры, которые помещаются в тело бетона. Получаемый из стальных прутьев и бетона строительный материал известен как железобетон.

С помощью гнутой арматуры проводят значительное усиление на углах и торцах отдельных изделий или сооружения в целом. Она также используется для упрочнения мест сопряжения балки со стеной, сваи либо колонны с фундаментом, и при других сочетаниях ответственных конструктивных элементов постройки. Важна и декоративная роль фигурных элементов из согнутых металлических прутьев при изготовлении решеток, секций заборов и ограждений, ворот и дверей.
Начинающим строителям и застройщикам необходимо помнить о недопустимости угловых примыканий участков фундаментного каркаса в виде перекрестия прямых прутьев арматуры. Такая конструкция получается ослабленной, она может стать причиной появления трещин на бетоне в будущем. Прочная угловая связка получается только с применением гнутой арматуры.
Запомните! При монтаже гнутых элементов на углах, в процессе армирования ленточного фундамента придерживаются правила: минимальный нахлест арматуры, прямолинейной и согнутой, по обе стороны углового стыка – не менее 0,8 м.
Общие правила гибки прутка
Для выполнения определенных задач применяются гнутые изделия разнообразной формы: Г и П-образные элементы для армирования плит перекрытий и стен, хомуты для армирования колонн и балок, петли, “эски” и прочие конфигурации. Но правила получения всех этих элементов общие. Перечислим и охарактеризуем их:
- Для сильно нагруженных конструкций выполняется исключительно холодная деформационная гибка стальной арматуры. При этом методе металл сохраняет первоначальную прочность и свойства.
- При изготовлении неответственных конструкций и декоративных элементов допускается горячая гибка – с предварительным прогревом прутков в месте сгиба примерно до 800 °С. Готовая деталь должна остывать на воздухе естественным способом, потому что при отпуске в воде металл меняет структуру (становится закаленным) и приобретает нежелательную хрупкость.
- Не допускается подпиливание или подрезка в месте будущего сгиба для облегчения работы и получения острых углов. Долговечность и надежность изделий из арматуры с нарушенной целостностью снижается в разы.
- Процесс сгибания желательно выполнять одним плавным движением с применением постоянного усилия. имеет значение для сохранения прочности готовой детали, отсутствия трещин и переломов материала. Нормативной отраслевой документацией определяется минимально допустимый радиус загиба арматурных стержней. На его величину влияет класс арматуры, диаметр рабочих заготовок, вид профиля (гладкий, периодический). Оптимальным радиусом считаются значения в пределах 2-4-кратного увеличения диаметра сгибаемого стержня. Исполнение меньшего радиуса требует приложения больших усилий, при значительном превышении оптимального радиуса согнутое изделие лишается необходимой упругости.

Классификация оборудования для гибки стержней арматуры
Применяемые станки делятся на ручные и автоматизированные. Первая группа не отличается сложностью, расширенным функционалом, высокой стоимостью. Это оборудование часто является мобильным. Его работу контролирует ответственный рабочий-оператор.
Автоматизированные устройства востребованы при серийном производстве однотипных изделий, которые также могут сгибаться пакетами из нескольких заготовок. На таком оборудовании работают с прутками любой толщины, которая определяется мощностью станка. Значительную мощность имеют аппараты с пневмо- и гидроприводом.
Следующее деление – на мобильные и стационарные модели. Тяжелые и габаритные станки применяются в цеховых условиях. Облегченные мобильные механизмы легко транспортируются к месту выполнения строительных работ. Они компактные, могут работать от передвижного (переносного) генератора. Однако, не могут работать со стержнями большого диаметра и обеспечивать высокую точность размеров готовых изделий.
Все перечисленные виды станков относятся к механическому оборудованию. Другая группа специальных приспособлений подразумевает работу с приложением физических усилий исполнителя – это ручные прутогибы. На видео ниже примеры заводских ручных приспособлений для гнутья арматуры.
Единый принцип гибки на любом оборудовании
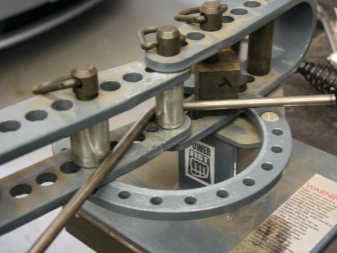
Вне зависимости от характеристик и конструктивного исполнения, все приспособления для сгибания металлических стержней работают по общему принципу. Центральный и опорный ролики на станине служат для фиксации арматурного прутка. Третьим – гибочным роликом – воздействуют на прямолинейную заготовку с целью изгиба в нужную сторону и на определенный угол.

При выполнении рабочей операции опорный (неподвижный) ролик служит упором для заготовки и ограничивает участок ее изгиба без деформации остальной прямолинейной части. Специальные сменяемые насадки центрального ролика формируют нужный радиус загиба. Гибочный ролик или палец при работе перемещается снаружи формируемого изгиба, прижимая арматурный пруток к насадке центрального ролика. В механических станках фиксирующий – опорный – ролик расположен на раме. Остальные закреплены на поворотном круге, который насажен на вертикальный вал с подключенным приводом.
Преимущества ручных устройств для гнутья арматуры
Для разовых или постоянных строительных работ небольшого объема всегда будут востребованы приспособления для выполнения гибки своими руками. Эти несложные устройства значительно облегчат работу, сэкономят время мастеров-застройщиков и небольших бригад. Ассортимент промышленных образцов позволяет выбрать оптимальный инструмент для своих запросов, который станет надежным помощником при гибки арматуры.

Перечень достоинств ручных устройств для гибки стальных прутов:
- Мобильность, небольшой вес.
- Простота монтажа на любую рабочую поверхность или верстак.
- Возможность работы со стержнями диаметром до 16 мм круглого или квадратного профиля.
- Ценовая доступность.
- Легкая настройка, возможность самостоятельного изготовления или приобретения дополнительной оснастки.
- Не требуется подвод электропитания к рабочей площадке.
- Приспособление делается, при желании, своими руками. Это может быть прутогиб для какой-то простой операции или сложное многофункциональное устройство. Образцов с чертежами от практикующих мастеров в сети достаточно.
Приведенные плюсы перевешивают очевидные недостатки – малую производительность и необходимость приложения значительных физических усилий во время работы с прутогибами.
Способы гнутья арматуры в домашних условиях
На видео ниже приведен пример как можно согнуть арматуру для фундамента в домашних условиях без трубогиба. Единственный минус этого способа, это не соблюдение радиуса загиба, что может привести к повреждению структуры стали в месте загиба, тем самым уменьшив её прочностные характеристики. Данный способ лучше подойдет для загиба арматуры, которая выполняет конструктивную функцию в каркасе.
Ещё одни интересный способ как загнуть арматуру под прямым углом в домашних условиях без специальных приспособлений с помощью досок. Как и в варианте выше нет уверенности в правильном радиусе загиба, но способ имеет место быть, подойдет для тех кто не хочет “заморачиватся” с изготовлением ручного станка. Правда загнуть хомуты данным способом не получится.
Допускаемые ошибки
Задача любого исполнителя – получить качественное изделие, сберечь здоровье и не повредить применяемое оборудование. Чтобы этого добиться, нужно избегать типичных ошибок при гибке арматуры:
- Отсутствие у работника необходимых защитных средств.
- Несоответствие мощности станка и диаметра заготовки. Слабое оборудование выходит из строя при работе с мощной арматурой. А при сгибании тонких стержней на слишком мощном аппарате ухудшаются характеристики металла в месте сильного воздействия.
- Резкие рабочие движения и рывки становятся причиной микротрещин материала заготовки.
- Выполнение гибки подручными, но неподходящими инструментами.
- Ненадежная фиксация заготовки в самодельных приспособлениях – причина снижения точности изделий и повышения травматизма.
Гибка арматуры может выполняться на станках, с помощью промышленных или самодельных приспособлений. В любом случае главным остается соблюдение технологических норм и правил данной операции. Если не было нарушений, металл арматуры сохраняет свою структуру и заявленные производителем механические характеристики. Из таких элементов получаются надежные и долговечные объемные каркасы для армирования бетона.
При проведении строительных работ, в большинстве случаев, необходимо возведение бетонных конструкций с сборкой усиливающего каркаса из арматуры. Для создания армирующего каркаса необходимы как прямые пруты, так и гнутые, в виде хомутов, «эсок», «пэшек» и других конструктивных элементов. Вручную согнуть стальные пруты с высокой точностью проблематично, а покупать специальный станок для гибки арматуры ради этого, финансово невыгодно. Поэтому, сделать арматурогиб своими руками, будет отличным решением.
Почему при армировании без арматурогиба не обойтись?
При закладке армирующего пояса простая укладка прямой арматуры не позволит добиться расчётных несущих способностей. Это связано с тем, что нагрузка на железобетонные конструкции не всегда распределяется равномерно, в результате чего могут возникать дополнительные внутренние напряжения, способные вызвать разрушение.
Пример армирующего каркаса из гнутой арматуры А500С и А240. Для того чтобы добиться такой формы каркаса, пруты диаметром 25 мм, гнулись с помощью трубогиба, а хомуты арматурогибом.
Металлический пруток холодной или горячей прокатки достаточно хрупкий, поэтому в некоторых случаях он не способен выдержать нагрузок на сжатие и растяжение, попросту лопаясь. Поэтому его гнуть несколько раз в одну, а затем в другую сторону не получится без снижения конечных прочностных характеристик изделия.
Вручную при помощи простых приспособлений не всегда получается применить необходимое усилие для получения нужного угла. Особенно, если требуется придание арматуре сложных форм. Изготовить специальные крепления, например, крюки или хомуты, для армирования колонны, вручную также не получится. Поэтому, в таких случаях требуется использовать арматурогиб (станок для гибки арматуры).
Как не допустить ошибок при загибании арматуры?
Для сохранения прочностных свойств, стальных прутков, важно следить за тем, чтобы при сгибании не образовывался острый угол, а радиус закругления составлял 2,5-5 их диаметров. При изгибе на 90 0 механические характеристики полностью сохраняются, но в случае превышения начинают снижаться.

Для упрощения процедуры придания арматуре нужной формы многие решаются на прогрев паяльной лампой или создание частичного надреза. Это делать категорически запрещено, поскольку армированная конструкция не будет соответствовать строительным нормам.
Не рекомендуется резкое изгибание. То есть ударные способы неприемлемы. В результате механических воздействий внутри металла создаются дефекты, и меняется структура.
Для того чтобы стальные пруты не теряли свои начальные прочностные характеристики, следует соблюдать радиус загиба арматуры.
Принцип работы арматурогиба
Все гибочные станки работают так:
- Арматура надёжно фиксируется в зажимах или тисках на упорных роликах.
- При помощи третьего ролика, расположенного в месте для изгибания, проводится механическое воздействие на арматуру.
- Когда достигнут необходимый угол изгиба, то усилие снимают, а изделие открепляют от станка.

Использование валов предотвращает разрыв металла в результате деформации. В более сложных конструкциях для получения прутков с несколькими точками загиба используется несколько упорных валов. Их целью является сокращение механических операций и упрощение получения изделий нужной формы.
Для применения механического усилия в ручных конструкциях устанавливается рычаг. В зависимости от допустимых нагрузок станки позволяют гнуть одновременно несколько арматур. Однако в таком случае для гибки толстых прутков с диаметром более 14 мм придётся прилагать значительные усилия. Для упрощения данной задачи рекомендуется использовать гидравлический привод.
Пошаговая инструкция по созданию арматурогиба своими руками
Для конструирования гибочного необходимо пройти ряд этапов.
- Подбор чертежа.
- Подготовительные работы.
- Сборка.
Каждый из них требует чёткого осознания тех целей, для которых требуется применение данного оборудования, а также грамотное распределение выделенных финансов.
Подбор чертежа
Изобретать заново арматурогиб не стоит, так как в открытом доступе в интернете можно найти множество различных чертежей, позволяющих создавать эффективные конструкции, проверенные временем. Это упростит поиск необходимых материалов, расчёт сметы затрат, подбор инструментов, а также позволит оценить количество времени на изготовление.

При этом стоит понимать, что создавать инструмент нужно только для конкретных целей, а не делать его универсальным и в итоге никогда не воспользоваться этим функционалом. Если впоследствии появится необходимость расширения функций, то лучше ею воспользоваться потом, заложив для этого достаточный запас прочности.
Подготовительные работы
На этапе подготовки необходимо определиться со следующими моментами:
- Определиться, для каких целей будет применяться арматурогиб.
- Подобрать чертёж нужной конструкции. При необходимости внести изменения.
- Закупить материалы.
- Подобрать инструменты для сборки.
Если бюджет ограничен, то в таком случае можно на начальных этапах создать рычажную конструкцию станка, а впоследствии дооборудовать гидравлическим приводом. Важно создать такую основу станка, у которой запас прочности будет превышать аналогичный параметр у арматуры в 3-5 раз. Такие данные можно узнать из таблиц в справочниках, поэтому с этим пунктом проблем возникнуть не должно.
Подбор инструментов
Для создания арматурогиба необходимо иметь следующие инструменты:
- угловую шлифмашинку (строители её называют «болгарка») с набором отрезных и шлифовальных дисков по металлу;
- электродрель с набором свёрл по металлу;
- сварочный полуавтомат с набором подходящих электродов;
- молоток, пассатижи, напильник, керн;
- тиски.
Использование электрических и ручных инструментов требуется для обеспечения высокой производительности обработки, а также точной подгонки деталей.
Необходимые материалы
Для создания гибочных станков потребуется:
- Стальной уголок с шириной сторон 75 мм, длиной 800 мм, толщиной металла от 5 мм.
- Стальной пруток диаметром от 12 до 25 мм.
- Болты диаметром 20 мм и длиной 50 мм, а также шайбы для них.
- Дополнительные устройства, например, гидравлический привод, если его установка предусмотрена конструкцией.
Важно создать массивную конструкцию, которая обеспечит устойчивость станка при изгибании и приложении усилия.
2 варианта изготовления станка для гибки арматуры
Наиболее популярными считаются следующие конструкции самодельных арматурогибов:
Станок из уголка
Порядок действий, по изготовлению приспособления для гибки арматуры из уголка:
- Уголки нарезают по размерам, как указано в чертеже.
- Разрезают стальной П-образный профиль, чтобы его длина составила 1 м. Он будет выполнять роль станины.
- К станине посередине приваривают штырь из толстой арматуры.
- Отрезаем кусок трубы, диаметр которой позволяет её надеть на приваренный штырь.
- Перпендикулярно вваренному штырю приваривают уголок. Затем в нём просверливают отверстие под внутренний диаметр трубы.
- Уголок с трубой надевают на штырь. Затем отмечают место для приваривания отрезка уголка, снимают подвижную часть и приваривают вторую часть уголка.
- К концу подвижной конструкции приваривают кусок арматуры. Он будет выполнять роль рычага. На его противоположный от крепления конец нужно закрепить удобную рукоятку.
- К станине приваривают арматурные ножки.
Ось арматурогиба рекомендуется смазать, чтобы продлить срок её эксплуатации за счёт снижения трения деталей при работе.
Существует более простая конструкция арматурогиба из уголка. Необходимо 2 уголка по 80 см, с толщиной металла минимум 5 мм. Понадобятся шпильки, 3 отрезка по 10-15 см, и один 20 см.
Порядок действий следующий:
- К одному из уголков привариваем две шпильки, с помощью них мы будем крепить уголок к столу.
- Ко второму уголку привариваем на краю кусок трубки. Это будет наша подвижная часть.
- К другому концу уголка привариваем шпильку. На нее одеваем кусок трубы и навинчиваем две гайки. Это будет наша рукоятка.
Простота конструкции и мобильность, позволяет перевозить его с одного строительного объекта на другой и крепить к любому столу, станок станет отличным помощником при армировании ленточного фундамента, перекрытия и других железобетонных конструкций. Данный арматурогиб позволяет гнуть арматуру диаметром до 14 мм.
Приспособление для гнутья арматуры с подшипником
Производство станка из подшипника для гибки арматуры реализуется так:
- От квадратной трубы 40х40 мм необходимо отрезать кусок длиной 300-350 мм. В нём просверлить отверстия диаметром 12 мм под установку болтов для крепления.
- С одной стороны нужно вставить гайки и приварить к профилю, а затем сделать пропил под установку втулки для подшипников и приварить её. Важно, чтобы втулка была правильной формы без дефектов и вмятин.
- В куске профиля 40х40 мм нужно сделать пропилы для крепления втулки на амортизационный шток. К ней нужно приварить рычаг, сделанный из трубы диаметром полдюйма.
- От уголка 32х23 мм нужно отрезать кусок длиной 250 мм, после чего приварить к профилю с небольшим припуском 15 мм для надёжности конструкции. Затем нужно вставить подпор, изготовленный из стальной полоски.
- Для создания подвижного ограничителя используют стальную пластину и шпильку.
- Рычаг приваривают к основанию конструкции. После этого вставляют подшипники на свои места, и собирают станок.
Перед эксплуатацией нужно проверить работоспособность конструкции на стальных прутках диаметром до 10 мм. Только после этого можно прилагать максимальные нагрузки.
Советы и рекомендации по изготовлению арматурогиба
При изготовлении гибочного станка для арматуры своими руками важно следовать ряду советов и рекомендаций:
- Все конструкционные элементы следует подбирать с запасом прочности. Экономия на одной из деталей может повлечь ряд проблем и потребовать значительных финансовых вложений для восстановления работоспособности арматурогиба.
- Перед началом работы нужно убедиться в правильности сборки и надёжном креплении деталей.
- Рекомендуется использовать детали из легированной или инструментальной стали, так как они способны выдерживать значительные нагрузки и обеспечить максимально возможную долговечность станка.
- Важно заранее определиться с типом конструкции, чтобы она обеспечивала необходимую функциональность. Переделки в будущем сделать не во всех случаях возможно, а изготовление нескольких станков не всегда финансово выгодно.
Несмотря на кажущуюся простоту конструкцию станка, к его сборке стоит отнестись серьёзно. Детали должны быть максимально подогнанными, чтобы избежать проблем во время работы и отбраковки арматуры.
Изготовить арматурогиб своими руками можно без проблем. Его стоимость даже с учётом затраченного на создание времени и закупку материалов будет в десятки раз ниже, чем на покупку станка, изготовленного промышленным способом. Со своими задачами он будет справляться так же, но при этом, зная его конструкцию, можно без проблем его ремонтировать и обслуживать, а при необходимости даже улучшать конструкцию.

В строительных работах, закладке прочного фундамента требуется возведение различных металлоконструкций, где необходимо использовать арматуру разных диаметров, размеров.
Максимально большие нагрузки бетонные здания испытывают в местах изгибов, углов, а это ведет к быстрому разрушению.
Поэтому используемые для укрепления каркасы из стали позволяют придать строению долговечность и износостойкость. Как правильно подготовить и согнуть арматуру для фундаментов, какие существуют для этого станки или приспособления рассмотрим далее в этой статье.
Назначение и использование гнутых прутьев
Арматура является основой фундамента из бетона, правильно собранный каркас из стальных прутков гарантирует строению долгий срок эксплуатации. Угловые участки такого каркаса не следует исполнять в виде простого пересечения выпрямленных арматурных прутков, так как эти зоны являются слабыми, на бетонных стенах впоследствии могут появиться трещины.
Следует использовать правильно согнутую арматуру, она обеспечит наилучшее сцепление, «связку» и прочность фундаменту. Гнутые элементы из арматуры разной конфигурации используют также и в качестве соединяющих модулей.
Правила сгибания
Чтобы арматура не потеряла свои стойкие и прочные качества, прутки следует сгибать, соблюдая основные правила:
- Холодный метод – при работе не используют газовую горелку для нагрева и легкого сгиба, это меняет свойства металла, он становится хрупким.
- Место, предназначенное для сгиба, не следует подпиливать, углы не должны быть острыми – стальной стержень теряет первоначальную цельность, прочность. При больших нагрузках арматура может треснуть, переломиться.
- Радиус по сгибу должен быть небольшим 10-15 диаметра прута. Меньший диаметр потребует больше усилий, а больший радиус не даст достаточной упругости. Например, радиус для сгиба арматурного элемента на 90 градусов с диаметром 16 мм будет равен 16-24 мм.

Арматура, получившая нужную конфигурацию, при соблюдении всех вышеперечисленных правил, будет прочной и долговечной. Нормативы актуальны и для сгиба прутов 360 или 180 градусов.
Оборудование и приспособления
Производители предлагают много вариантов разного оборудования для гнутья стальных прутков. Основной принцип механизма:
- ролики центральный и опорный, куда помещается металлический прут – ограничивает участок для сгиба;
- гибочный (третий) ролик выполняет изменение конфигурации прута в нужную сторону;
- станина установочная.
Сгиб можно делать по часовой или против часовой стрелке. Все станки различаются по толщине сгибаемых арматурных прутов – от легко 6 мм до 20 мм и далее.

Важно! Чем толще пруток, тем мощнее и больше должен быть станок для изменения его конфигурации.
Гнуть арматуру можно, используя механические или ручные станки и приспособления.
Механические
Механический станок представляет собой прочный вертикальный вал с поворотным кругом. На круге установлены ролики – центральный и гибочный. Ролик для фиксации расположен на опоре станка. Работа начинается от гидравлического или электропривода.
Из видео узнаете, как эксплуатировать станок для гибки арматуры GROST RB40SA:
Плюсы:
- станок гарантирует высокую производительность;
- возможность сгибать несколько элементов одновременно или модулей с большой толщиной от 36 мм;
- не заменим при большом объеме выполняемых работ в краткие сроки;
- используют для серийного производства.
Справка. Данная техника дорого стоит, и чаще стационарна, но есть и переносные модели. Это очень удобно для использования прямо на месте строительных действий. Работа осуществляется от переносного генератора.
Ручные
Ручной вариант чаще универсален – гнет не только арматурные прутки, но и трубы, с круглым или квадратным сечением. Ручные станки больших размеров имеют в комплектации треногу или станину для прочной постановки на любой поверхности, грунте.
Видео обзор ручного станка для гибки арматуры Afacan 16D:
- компактные размеры;
- мобильны – их легко переносить;
- низкая стоимость;
- простой монтаж;
- не требуют источника питания;
- начинают работу от физического воздействия;
- подходят для разовых, небольших объемов работ.
Такое приспособление можно сделать своими руками.
Однако во время работы на ручных механизмах «оператор» вынужден затрачивать много физической силы. Также не получится одновременно гнуть несколько элементов – это делает работу более продолжительной по времени.
Как создать самодельный станок?
Примитивный станок можно создать самостоятельно. Для этого потребуется любые отрезки труб (толстые) – они будут выступать в качестве опорного и центрального ролика.

Далее:
- отрезки труб фиксируют в почве или в тисках на требуемом расстоянии;
- на арматуру, которая подлежит сгибу, надевают сверху отрезок трубы больший по размеру;
- начинают гнуть пруток, поместив его между «опорным» и «центральным» роликом.
Необходимо дополнительно контролировать угол загиба.
Важно! Чтобы не получить во время гнутья травм, следует проводить работы в спецовке и рабочих защитных перчатках. Не следует для сгибания прута использовать разводные ключи или пассатижи, производить рывковые действия – это чревато травмами и повредит структуру стали.
Если нет специнструмента
Сгибать арматуру (до 8 мм) для фундамента возможно и без специализированного станка. Но здесь есть один нюанс – не будет точного контроля за радиусом сгиба. Это ухудшает прочность и стойкость конструкции. Вариант больше уместен для прутков, которые будут нести конструктивную функцию каркаса.
Работы выполняют по этапам:
- к верстаку или к прочному столбу, стене на расстоянии 15-20 см фиксируют прочные болты, дюбеля;
- на арматурном прутке ставят отметку на точке будущего сгиба;
- арматуру вставляют в металлическую трубку-рычаг (шире диаметром), которая не должна доходить до отмеченной точки на 2-4 см;
- конструкцию размещают отмеченной точкой у верхнего болта и с правой стороны от него, нижнюю часть – слева от нижнего болта;
- оказывая физическую силу на рычаг (сверху вниз), изгибают пруток до нужного сгиба (в левую сторону).
Результат – аккуратный и точный сгиб требуемой конфигурации за минуты.
Обратите внимание! Болты должны быть толстыми, а их шляпки находиться выше, обрабатываемой арматуры, для более четкой фиксации.
Возможен еще более простой вариант без станков и приспособлений. Потребуется только строительный метр (для отметки размеров), колышек и доски. Гнуть арматуру пошагово:
- на земле устанавливают колышек-метку и от него в заданной точке укладывают доску;
- на доску кладут арматуру (ее конец касается колышка) и сверху закрывают второй доской;
- устанавливают на вторую доску сверху ногу, фиксируют;
- арматуру берут рукой и аккуратно тянут на себя (от колышка), придавая требуемый сгиб.
При строительстве небольших сооружений этот способ гарантирует хороший результат за несколько минут.
Видео о том, как согнуть арматуру без инструмента:
Заключение
Согнуть арматуру можно на механических станках или простых ручных приспособлений. Главная задача – соблюдение необходимых норм и правил в технологическом процессе. Если во время работы ошибок допущено не было, тогда сталь сохранит все свои свойства, структуру и заявленные (производителем) характеристики прочности. Каркас под бетонный фундамент получится надежным и долговечным.
Читайте также: