
Бетон в состав которого введена добавка алюминиевой пудры называется
Обновлено: 13.05.2024
Для создания высокопористой структуры ячеистых бетонов применяются
способы газообразования; пенообразования аэрации и сухой минерализации
пены; комбинированные способы.
Способ газообразования.
Сущность этого способа заключается в том, что газы, выделяющиеся при
взаимодействии газообразователей, вводимых в формовочную массу, между
собой, с минералами цементного клея или при их разложении в щелочной
среде равномерно поризуют формовочную смесь, обладающую определенны-
ми вязкостью и сроками схватывания. При этом основным условием получе-
ния качественной пористой структуры бетонов является совмещение процес-
сов окончания вспучивания смеси и начала ее схватывания с целью фиксации
полученной структуры материала. Газовый способ применяется также для
производства ячеистой керамики, ячеистого стекла и других высокопористых
материалов. В качестве газообразователей можно использовать алюминиевую
и цинковую пудру, перекись водорода, ферросилиций + пудра, кремнеалюми-
натный сплав, КОЖ136-41 или их комбинации и другие вещества. Газообра-
зователи должны отвечать следующим требованиям: они должны выделять
газ равномерно и как можно в большем объеме при необходимой температуре,
сохранять стабильными свои свойства при хранении и транспортировании, не
оказывать негативного влияния на схватывание, твердение материала и его
свойства, а также на рабочих, быть доступным и недорогим.
Для получения ячеистых бетонов в качестве газообразователя применяют
в основном алюминиевую пудру ПАП-1 и ПАП-2 (пудра алюминиевая пиг-
ментная). Количество ее определяется расчетом. Она должна содержать
87…98% активного алюминия, иметь высокую удельную поверхность
(6000…8500 см2/г). Частицы пудры имеют форму лепестков с диаметром
20…50 мкм и толщиной 1…3 мкм, поверхность которых покрыта тонким
слоем парафина или стеарина. Это мешает образованию однородной водной
алюминиевой суспензии. Поэтому перед применением пудру необходимо
прокаливать в печах при температуре равной или менее +200ºС или исполь-
зовать совместно с ПАВ. При прокаливании пудры парафиновая пленка сго-
рает, а поэтому она приобретает способность образовывать с водой однород-
ную суспензию. Но при этом часть алюминия окисляется, что снижает хи-
мическую активность пудры на 10…15%. Кроме того, при прокаливании пуд-
ра может воспламениться, а поэтому прокаливать ее следует медленно и ос-
торожно. Общая продолжительность процесса 8 ч, а выдерживание при мак-
симальной температуре 4…5 ч.
Более удобным и технологичным является способ получения однородной
водной алюминиевой суспензии с добавлением в композицию ПАВ (5% от
массы пудры). ПАВ снижает поверхностное натяжение воды, что способст-
вует хорошему смачиванию частиц пудры и образованию однородной суспен-
зии. Лучше использовать алюминиевую пасту, которую получают смешива-
нием алюминиевой пудры с водным раствором, например, сульфанола (в 1 л
раствора содержится 25 г сульфанола). При взаимодействии пудры с Са(ОН)2,
который образуется в процессе взаимодействия силикатов цемента с водой
или же специально вводится в формовочную массу образуется водород:
2Al + 3Ca(OH)2 + 6H2O = 3CaO · Al2O3 · 6H2O + 3H2.
Интенсивность реакции зависит от степени дисперсности пудры и чис-
тоты поверхности ее частиц, температуры и щелочности среды (35…45ºС).
Чем больше удельная поверхность пудры, чище поверхность ее частиц, выше
температура смеси (в определенных пределах) и ее щелочность, тем полнее
протекает реакция и больше выделяется газа. Скорость газовыделения можно
замедлять (Например, при снижении температуры смеси или введении в
нее азотной кислоты) и увеличивать путем введения в массу NaOH(0,5% Ц),
молотого угля, ферросилиция или вибрации смеси.
NaOH также взаимодействует с алюминиевой пудрой и при этом выде-
ляется дополнительное количество водорода:
2Al + 6NaOH + nH2O = 3Na2O · Al2O3 · nH2O + 3H2.
При вибрировании смеси происходит непрерывное обновление поверхности
соприкосновения реагирующих веществ, что способствует ускорению процес-
са газовыделения.
Возможно в качестве газообразователя использование перекиси водорода
(пергидроля), который в щелочной среде и при нагревании выделяет кисло-
род:
2H2O2 → 2Н2О + О2.
Но этот газообразователь практически не используется по следующим причи-
нам:
1) При хранении перекись водорода не сохраняет свои свойства пос-
тоянными. При воздействии на пергидроль солнечных лучей и теп-
ловой энергии или при соприкосновении с металлами (кроме алю-
миния) он разлагается. Поэтому хранить его следует в прохладном
месте и перевозить в алюминиевой или стеклянной таре;
2) При попадании на кожу человека пергидроль может вызвать ожоги,
а поэтому при работе с ним надо соблюдать соответствующие меры
предосторожности (использовать спецодежду, защитные очки, ре-
зиновые перчатки и сапоги).
Недостатки способа газообразования:
1) Получается неоднородная по высоте пористая структура бетона с
большим объемом сообщающихся пор (до 50%);
2) Алюминиевая пудра сравнительно дорогая, пожаро и взрывоопас-
ная;
3) Имеет место определенная технологическая сложность при исполь-
зовании пудры для приготовления газобетона (специальный поря-
док введения пудры в смесь при ее перемешивании, смесь должна
иметь строго требуемую температуру и достаточную щелочность,
неуправляемость процессом газовыделения после введения пудры
в смесь).
Способ пенообразования, аэрации или сухой минерализации пены.
В этом случае пористая структура ячеистого бетона (пористость до 90%)
получается в результате смешивания формовочной массы с заранее приго-
товленной технической пеной или же сухой минерализации пены, или при
интенсивном перемешивании смеси " формовочная масса плюс раствор пено-
образователя ".Полученная структура материала фиксируется за счет схваты-
вания и затвердевания вяжущих веществ.
Одним из главных компонентов смеси при таком способе порообразова-
ния является пена. Пена – это двухфазная система, состоящая из жидкой и
газообразной фаз. Пена – это грубодисперсная высококонцентрированная
система, в которой дисперсная фаза – газ, дисперсионная среда – жидкость в
виде тонких пленок. Если концентрация газа невелика, то пузырьки газа
имеют шарообразную форму и свободно перемещаются в жидкости. Такую
массу еще нельзя назвать пеной. К собственно пенам относится система с
содержанием воздуха до 99% и выше, ячейки которой представлены много-
гранниками разных форм и различных размеров (рис. )
Для получения пены применяют специальные пенообразователи – поверх-
ностно-активные вещества, придающие воде способность при интенсивном
перемешивании превращаться в пену. Физическая сущность этого процесса
заключается в следующем. Молекулы воды связаны друг с другом силами
взаимного притяжения. Каждая молекула воды внутри жидкости находится
в состоянии равновесия. На поверхности жидкости, т. е. на границе раздела
фаз жидкости и воздуха, это равновесие сил нарушается, так как молекулы
тонкого поверхностного слоя не испытывает воздействия сил молекулярного
притяжения со стороны воздуха. В результате образуется тонкий поверхност-
ный слой воды, обладающий свободной поверхностной энергией, которая
характеризуется поверхностным натяжением и оказывает существенное дав-
ление на внутренние слои жидкости. Под воздействием этого давления из
воды вытесняются любые, попадающие в нее микрообъемы воздуха. Добав-
ление же к воде пенообразователя снижает величину поверхностного натяже-
ния воды, а следовательно и силу ее сжатия поверхностным слоем. Благодаря
этому при взбалтывании композиции " вода + пенообразователь " образуется
пена. Давление воздуха в ячейках пены больше атмосферного, поэтому пленки
жидкости, образующие оболочки вокруг воздушных ячеек, находятся в рас-
тянутом состоянии. В соответствии с формулой Лапласа:
АР= 2δ/r, чем меньше размеры воздушных
Ячеек, тем больше в них давление воздуха, тем устойчивее пена. Качество
пенообразователя характеризуется его пенистостью, а пены – пеноустойчи-
востью. Пенистость характеризует выход пены. Она определяется кратностью
пены, т. е. отношением объема полученной пены из 1 кг пенообразователя
15..20 л). Пеноустойчивость определяется сохранением ячеистой структуры
во времени, например, величиной оседания столба пены в единицу времени
(час – не более 10 мм). Пенистость и пеноустойчивость зависят от вида и
концентрации пенообразователя. Добавляя к пенообразователю активаторы и
стабилизаторы, можно значительно повысить как пенистость, так и стабиль-
ность пены. В качестве активаторов пенообразования можно использовать
более эффективные пенообразователи, а в качестве стабилизаторов пены
клеи, жидкое стекло, протеин, латекс СКС-65ГП и другие вещества. Основные
требования к пенообразователям:
1) При небольших концентрациях резко снижать поверхностное на-
тяжение воды и образовывать большое количество стабильной
пены;
2) Не оказывать негативного влияния на сроки схватывания формо-
вочной массы, на процесс твердения вяжущего и не снижать проч-
ности материала;
3) Сохранять стабильными во времени свои свойства;
4) Быть не токсичными, не оказывать вредного влияния на рабочих;
5) Быть недефицитными и дешевыми.
Смолосапониновый и клееканифольный пенообразователи менее эффек-
тивны, так как незначительно снижают поверхностное натяжение воды (с 74
до 50 мН/м), не сохраняют стабильными во времени свои свойства, сложны
в приготовлении. Лучшими являются синтетические пенообразователи:
прогресс, поток, ТЭАС, ТЭАС-М, сампо, каскад-1,2, морпен, новостром, нео-
пор, унипор, ПО-6к, ПО-3к и другие. Они снижают поверхностное натяжение
до 27…35 мН/м.
Положительные стороны способа пенообразования:
1) В пенобетоне больше замкнутых пор, меньше водопоглощение,
более однородная структура;
2) Пенообразователи не опасны в обращении, дешевле алюминиевой
пудры;
3) Пенная технология бетона проще, не требует специального режи-
ма введения порообразователя в смесь, тепловой энергии для
подогрева смеси, форм и создания дополнительной щелочности
среды.
В то же время метод пенообразования в чистом виде более капризен по
сравнению с газовым, что связано с проблемой устойчивости пен и оседания
пенобетонной массы. Чтобы исключить это негативное явление, требуются
такие пенообразователи, которые образовывали бы повышенное количество
высокостабильной технической пены, а частицы твердой фазы имели бы не-
большую плотность и как можно меньший размер (менее 70 мкм). К тому же,
существующие пенообразователи негативно влияют на процессы схватывания
и твердения вяжущих веществ, прочность и долговечность материала. Кроме
того, для получения однородной пеномассы требуется повышенное количество
воды, что также отрицательно сказывается на прочности пенобетона.

Повышение морозостойкости бетона при введении алюминиевой пудры
Влияние остаточного воздуха и ряда других факторов, определяющих морозостойкость бетона, было рассмотрено в другой работе. Там же было показано, что в качестве обобщающего критерия оценки этого важного свойства бетона может быть принято отношение объема резервных (не насыщающихся водой) пор к объему замерзающей в капиллярах воды.


Новизна формулы состоит в том, что впервые поры от остаточиого воздуха трактуются как полезные, роль которых аналогична роли пор, образуемых искусственно с помощью воздухововлекающих или газообразующих добавок. При этом объем пор от остаточного воздуха, как это было показано нами еще раньше , не является случайной величиной (связанной, например, с ледоуплотнением), а закономерно зависящей от подвижности бетонной смеси. Чем более подвижна смесь, тем меньше она способна удерживать воздух при уплотнении вибрацией и тем менее морозостоек бетон из нее при прочих равных условиях.
Независимо от того, каким путем образованы в бетоне резервные «поры — применением жестких смесей или искусственно, с помощью специальных добавок — для получения бетона высокой морозостойкости, например 300—500 циклов, необходимо, чтобы величина компенсационного фактора была не ниже 1,1.
Заметим все же, что эта величина потребует дальнейшего уточнения, так как некоторые параметры приведенной формулы компенсационного фактора, например объем льда, были определены нами упрощенно без учета особенностей данного вида цемента, а объем пор от остаточного воздуха принял без учета влияния размера этих пор.
Критерий компенсационного фактора использован нами при изучении причин недостаточной морозостойкости бетона в сборных железобетонных лотках Крымской оросительной системы. Работа была выполнена по заданию Минмелиоводхоза УССР. Исследования выполнялись главным образом на цементах и заполнителях Симферопольского завода Крымкналстроя, выпускающего лотки высотой 600 я 1000 мм, длиной до 8 м.
В результате этой работы представилось возможным дать простые, приемлемые для практики рекомендации, позволившие повысить морозостойкость бетона в лотках с 50—70 до 300—500 циклов и более.
Условия эксплуатации сборных железобетонных лотков з Крыму отличаются тем, что здесь велико количество теплосмен с переходом через нулевую температуру; это и вызывает разрушение лотков при недостаточной морозостойкости бетона.
Вследствие того, что сборные железобетонные лотки относительных систем имеют тонкие стенки, достигнуть надлежащего уплотнения при их формовании можно только при применении подвижных бетонных смесей с осадкой конуса не менее 3—6 см. Но такие смеси, как было сказано, из-за малой зяз- кости не способны удерживать достаточное количество воздуха, а объем контракциониых пор в них недостаточен Для компенсации давления льда.
При применении подвижных смесей повышение морозостойкости бетонов может быть достигнуто искусственным образованием в них достаточного объема резервных пор с целью удовлетворения требованиям формулы компенсационного бак- тора. Легче всего это можно осуществить добавкой в бетонную смесь газообразователя — алюминиевой пудры.
Методика определения морозостойкости бетона была описана нами ранее. Частично она состояла в определении прочности кубов с ребром 10 см в процессе цикличного замораживания при —17н—20°С и оттаивания в воде при +20°С. ко главным образом в определении остаточных деформаций в тех же условиях замораживания и оттаивания. При этом измерение остаточных деформаций дает более наглядную картину поведения бетона и более чувствительно отражает процесс постепенного разрушения бетона.
На рис. 2 дамы результаты испытаний на морозостойкость пропаренных бетонов состава 1 : 1,24 : 2,76 (портландцемент Балаклавского завода, песок речной с Мкр=1,47 и щебень из мраморовидного известняка с размером зерен до 15 мм). Водоцементное отношение 0,43.
На рнс. 3 приведены результаты измерений остаточных деформаций в тех же бетонах. Здесь также виден быстрый рост остаточных деформаций в бетоне без добавок, что является результатом разрушения его структуры. В бетонах с добавка ми остаточные деформации были незначительными; даже после 680 циклов испытаний они составляли всего 0,3 мм/м, тепла как разрушение структуры бетона начинается обычно при величине остаточных деформаций, достигающих 1 мм/м. Характеристика бетонных смесей состава 1:1,24 : 2,76; В/Ц—0,45 дана в табл. 1.
На рис. 4 отражены результаты других опытов, имевших целью проверить возможность получения морозостойкого бетона без введения каких-либо добавок, только за счет бетонов с наиболее низким водоцементным отношением. Бетоны приготовлены на цементе Здолбуновского завода доярки 500 с осадкой конуса 5 см. Твердение нормальное (28 сут.) и пропаривание по режиму 3+3+84-3,5 при 85°С. Первый состав бетона 1 : 1,24 : 2,76 при В/Ц—0,455, второй состав— 1:1: 2,23 при ВЩ—0 и третий состав— 1 : 0,73 : 1,62 при В/Ц=0,35. Компенсационный фактор соответственно равен 0,4; 0,45 И 0,65.

Как видно из рис. 4, во всех бетонах остаточные деформации быстронарастали. Через 40—>100 циклов образцы разрушились.
Решающая роль компенсационного фактора в морозостойкости бетона может быть также показана на примере испытания бетонов, приготовленных на цементах низкой активности (лежалых). Были приготовлены бетоны на цементах Новороссийского завода активностью 286 кгс/см2 и Бахчисарайского завода активностью 204 кгс/см2 с добавкой алюминиевой пудры в количестве 240 г/м3.
Цемент Новороссийского завода имел необычно низкую удельную массу —2,89 г/см3, что указывало на значительное содержание в нем гидравлической добавки, снижающей, как известно, морозостойкость. Тем не менее морозостойкость всех бетонов, в том числе на цементе Новороссийского завода, как это видно из данных табл. 2 и рис. 5, оказалась достаточно высокой. После 300 циклов величина остаточных деформаций далеко не достигла предельных (1 мм/м) я не превысила 0,3 мм/м.


Не оказало отрицательного влияния на морозостойкость бетонов и то, что часть из них была приготовлена на мелкозернистых песках, с весьма низким модулем крупности 1,64 (первый и третий составы по табл. 2).
Достаточно высокая морозостойкость бетона в этих опытах, несмотря на низкое качество материалов, обусловлена тем, что во всех случаях за счет добавки алюминиевой пудры
Практические рекомендации для производства свелись к тому, чтобы, не изменяя существующей технологии и уплотнения бетонной смеси, а также режимов изделий, вводить в бетон алюминиевую пудру.
Пудра вводится путем предварительного сухого ее с небольшим количеством цемента и дозирования этой смеси в заполненный дозатор щебня, что обеспечивает разномерное распределение пудры по всему объему бетона.
Дальнейшие испытания на морозостойкость, в том числе испытания фрагментов и контрольных образцов-кубов, зарезанных из лотков, также показали, что изделия с добавкой в бетон алюминиевой пудры при компенсационном факторе в бетоне более 1,1 обладают во много раз большей морозостойкостью, по сравнению с изделиями без добавки алюминиевой пудры и выдерживают без видимых разрушений и без потери прочности 500 циклов испытаний.
Компенсационный фактор является простым и физически обоснованным критерием оценки морозостойкости бетона по данным исходной смеси, а также при подборе состава бетона заданной морозостойкости.
Целесообразно в дальнейших исследованиях уточнить количественную связь между морозостойкостью бетона и компенсационным фактором на основе прямых определений всех параметров рассмотренной формулы.
Добавка алюминиевой пудры позволяет в бетонах из подвижных смесей повысить компенсационный фактор до величины в 1,1—1,3, при котором их морозостойкость превышает 300—500 циклов.

Легкий бетон - перспективный строительный материал, приобретающий сегодня все большую популярность. Его применение в возведении зданий позволяет улучшить их теплотехнические и акустические свойства, значительно уменьшить массу конструкций, сложенных из него, решить проблемы объемного, многоэтажного, а также строительства в сейсмически неустойчивых районах РФ. Использование легких бетонов, в производстве которых задействована алюминиевая пудра, снижает стоимость строительства на 10-20%, вполовину уменьшает трудовые затраты и повышает производительность труда на 20%.
По своей структуре легкие бетоны, в технологии производства которых используется алюминиевая пудра, подразделяются на поризованные, ячеистые и крупнопористые. По назначению у них несколько иное деление. Так, различают конструкционные, в т.ч. и конструкционно-теплоизоляционные, и специальные - теплоизоляционные, жаростойкие и химически стойкие легкие бетоны. Уже из этих названий можно сделать вывод об их сфере использования. Этот материал чаще всего идет на изготовление панелей наружных стен, перекрытий и несущих внутренних перегородок возводимых зданий. Область применения его широка. Это:
- элементы животноводческих ферм
- дренажные трубы в водном хозяйстве
- конструкции зданий промышленного назначения
Поскольку роль, которую играет алюминиевая пудра в производстве легкого бетона, велика, следует описать процесс его получения. Но вначале имеет смысл объяснить, что такое алюминиевая пудра. Это не что иное, как тонкоизмельченный продукт, получаемый из первичного алюминия, серебристо-сероватого цвета, поэтому в народе у него другое имя - серебрянка порошок этот отличается однородной консистенцией, легко наносится на поверхность и растушевывается по ней. Имеет еще одно альтернативное название - алюминиевый порошок.
Он-то и используется в качестве газообразователя при производстве ячеистого бетона. Тот легок и порист, соединяет в себе свойства камня и дерева, прочен и долговечен. Бывает алюминиевая пудра более крупного (ПАП-1) и более мелкого помола (алюминиевая пудра ПАП-2). Чтобы защитить ее от окисления, при ее производстве применяют парафин или стеарин - те обволакивают тонкой пленкой каждую частичку алюминия, в результате чего алюминиевая пудра становится гидрофобной, и не образует взвесь в воде. Существует два способа получения газобетона: мокрый, экономически более выгодный, и сухой. При сухом происходит безводное смешивание всех составляющих, затем - отсев крупных частиц. Следующий этап - барботаж шлама. Окончательное смешивание производится в передвижной пропеллерной газобетономешалке с добавлением при необходимости немолотого песка и цемента.
После добавления газообразователя - приобрести алюминиевую пудру можно на сайте ООО ТД ССИ, перейти на их сайт - начинается процесс интенсивного смешивания компонентов. Получившаяся масса пропускается через отверстия в дне установки и по резинотканевым рукавам подается в смазанные маслом металлические формы. Их заполняют на 2-3 четверти и оставляют. В течение получаса происходит вспучивание, затем - схватывание и отвердение газобетона. Формы в это время нельзя передвигать, трясти, иначе масса даст усадку. Застывший газобетон разрезают на куски нужных размеров и на 12 часов отправляют в автоклав, после чего изделие готово.
Ячеистый бетон является разновидностью легкого бетона, его получают в результате затвердевания вспученной при помощи порообразователя смеси вяжущего, кремнеземистого компонента и воды. При вспучивании исходной смеси образуется характерная «ячеистая» структура бетона с равномерно распределенными по объему воздушными порами. Благодаря этому ячеистый бетон имеет небольшую объемную массу, малую теплопроводность и достаточную прочность. Эти свойства, доступность сырья и простота технологии делают ячеистый бетон прогрессивным материалом для эффективных конструкций стен, покрытий зданий из легкого железобетона.
Пористость ячеистого бетона сравнительно легко регулировать в процессе изготовления и получать бетоны разной объемной массы и назначения.
По назначению ячеистые бетоны подразделяют на три группы:
- теплоизоляционные объемной массой в высушенном состоянии не более 500 кг/м3;
- конструктивно-теплоизоляционные (для ограждающих конструкций) объемной массой от 500 до 900 кг/м3;
- конструктивные (для железобетона) объемной массой от 900 до 1200 кг/м3.
Вяжущим для цементных ячеистых бетонов обычно служит портландцемент.
Бесцементные ячеистые бетоны (газо- и пеносиликат) автоклавного твердения изготавливают, применяя молотую негашеную известь 1-го и 2-го сортов с временем гашения от 8 до 25 мин. Вяжущее применяют совместно с минеральной добавкой, содержащей двуокись кремния.
Кремнеземистый компонент (молотый кварцевый песок, зола-унос ТЭЦ и молотый гранулированный доменный шлак) уменьшает расход вяжущего и повышает качество ячеистого бетона.Кварцевый песок размалывают обычно мокрым способом и применяют в виде песчаного шлама. Измельчение увеличивает удельную поверхность кремнеземистой добавки и повышает ее химическую активность. Встречается тонкодисперсный природный кварц-маршалит частицами от 0,01 до 0,06 мм.Зола-унос имеет высокую дисперсность, поэтому ее не нужно молоть. К химическому составу золы предъявляют определенные требования, вызванные стремлением иметь в золе побольше активной составляющей - двуокиси кремния и поменьше веществ, вызывающих химическую коррозию или неравномерность изменения объема. Поэтому зола-унос должна содержать (в % по массе): SiO2 - не менее 40, Аl2O3- не более 30, Fe2O3 - не более 15, MgO - не более 3, сернистых и сернокислых соединений (в пересчете на SО3) - не более 3. В золе допускается присутствие до 5% частиц несгоревшего угля.Молотый доменный гранулированный шлак служит в качестве добавки к портландцементу при изготовлении цементного ячеистого бетона. Его можно использовать для изготовления бесцементного ячеистого бетона с активизаторами твердения - воздушной известью и гипсом.Применение отходов промышленности (золы-унос и доменных шлаков) для изготовления ячеистого бетона все время увеличивается, так как это экономически выгодно.
Эффективно также использовать нефелиновый цемент, получающийся в виде сопутствующего продукта ряда производств.
Соотношение между кремнеземистым компонентом и вяжущим устанавливают опытным путем. Кремнеземистую добавку и портландцемент обычно берут поровну (соотношение 1:1).При перемешивании материалов в смесителе получается исходная смесь - тесто, состоящее из вяжущего, кремнеземистого компонента и воды. Вспучивание теста вяжущего может осуществляться двумя способами: химическим, когда в тесто вяжущего вводят газообразующую добавку и в смеси происходят химические реакции, сопровождающиеся выделением газа; механическим, заключающимся в том, что тесто вяжущего смешивают с отдельно приготовленной устойчивой пеной.
В зависимости от способа изготовления ячеистые бетоны подразделяют на газобетон и пенобетон. У нас и за рубежом развивается производство преимущественно газобетона. Его технология более проста и позволяет получить материал пониженной объемной массы со стабильными свойствами. Пена же не отличается стабильностью, что вызывает колебания объемной массы и прочности бетона - пенобетона.
Газобетон и газосиликат. Газобетон приготовляют из смеси портландцемента (часто с добавкой воздушной извести или едкого натра), кремнеземистого компонента и газообразователя.По типу химических реакций газообразователи делят на следующие виды:
- вступающие в химическое взаимодействие с вяжущим или продуктами его гидратации (алюминиевая пудра);
- разлагающиеся с выделением газа (пергидроль Н202);
- взаимодействующие между собой и выделяющие газ в результате обменных реакций (например, молотый известняк и соляная кислота).
Чаще всего газообразователем служит алюминиевая пудра. Она, реагируя с гидратом окиси кальция, выделяет водород по реакции: ЗСа (ОН)2 + 2Аl + 6Н20 = ЗН2^ + ЗСаО • Аl2О3 • 6Н2О. Согласно уравнению химической реакции 1 кг алюминиевой пудры выделит в нормальных условиях 1,245 м3 водорода. При повышении температуры объем газа возрастет и, например, при 40°С составит 1,425 м3. На практике расходуется большее количество алюминиевой пудры, так как она содержит менее 100% активного алюминия и, кроме того, часть газа теряется в процессе перемешивания и вспучивания раствора.Это учитывается с помощью коэффициента газоудержания Кг.у, представляющего отношение объема газа, удержанного раствором, Vу к теоретическому объему выделяемого газа Vт при данной температуре Кг.у= Vу / Vт.Коэффициент газоудержания обычно составляет 0,7-0,85; на изготовление 1 м3 ячеистого бетона объемной массой 600-700 кг/м3 расходуется 0,4-0,5 кг алюминиевой пудры.Гидроокись кальция образуется в процессе взаимодействия портландцемента с водой при гидролизе трехкальциевого силиката. Для усиления газовыделения в смесь добавляют воздушную известь или едкий натр.
Алюминиевую пудру применяют в виде водной суспензии. При изготовлении на заводе алюминиевый порошок парафинируют, поэтому его частицы плохо смачиваются водой. Для придания пудре гидрофильных свойств ее обрабатывают водным раствором поверхностно-активных веществ (ССБ, канифольного мыла и др.).Прокаливание же алюминиевого порошка с целью удаления пленок парафина с частиц может вызвать взрыв.
Ячеистый бетон изготовляют по обычной (литьевой) технологии и другими методами.
Автоклавную обработку производят по определенному режиму с учетом типа и массивности изделий. Чтобы не появились трещины в изделиях, предусматривают плавный подъем и спуск температуры и давления (в течение 2-6 ч); время выдержки изделий при максимальной температуре составляет 5-8 ч.Неавтоклавные ячеистые бетоны, изготовленные по литьевой технологии и твердевшие в нормальных условиях или пропаренные при атмосферном давлении (при температуре 80-100°С), значительно уступают автоклавным бетонам по прочности и морозостойкости.Литьевая технология ячеистого бетона, основанная на применении текучих смесей с большим количеством воды, имеет ряд недостатков. Готовые изделия имеют большую влажность 25-30%, поэтому у них большая усадка, вызывающая появление трещин. Изделия получаются неоднородными по толщине (по высоте формы) вследствие расслоения жидкой смеси, всплывания газовых пузырьков. Производственный цикл удлиняется из-за медленного газовыделения и схватывания смеси.
Новые технологические методы позволяют смягчить или полностью устранить эти недостатки.
Вибрационная технология газобетона заключается в том, что во время перемешивания в смесителе и вспучивания в форме смесь подвергают вибрации.Тиксотропное разжижение, происходящее вследствие ослабления связей между частицами, позволяет уменьшить количество воды затворения на 25-30% без ухудшения удобоформуемости смеси. В смеси, подвергающейся вибрированию, ускоряется газовыделение- вспучивание заканчивается в течение 5-7 мин вместо 15-50 мин при литьевой технологии. После прекращения вибрирования газобетонная смесь быстро, через 0,5-1,5 ч, приобретает структурную прочность, позволяющую разрезать изделие на блоки, время автоклавной обработки также сокращается. Все это повышает производительность предприятий и снижает себестоимость изделий из ячеистого бетона.Разработаны новые технологические приемы изготовления ячеистого бетона из холодных смесей (с температурой около 20°С) с добавками поверхностно-активных веществ и малым количеством воды. Такой газобетон на цементе после обычного пропаривания при атмосферном давлении достигает прочности автоклавного бетона, изготовленного по литьевой технологии. Замена автоклавной обработки пропариванием без ущерба для качества ячеистого бетона дает большой экономический эффект, так как отказ от дорогостоящего и сложного автоклавного хозяйства удешевляет и упрощает изготовление изделий.Принципы вибрационной технологии разработаны советскими учеными.
Резательная технология изготовления изделий из ячеистого бетона предусматривает формование вначале большого массива (объемом 10-12 м3, высотой до 2 м). После того как бетон наберет структурную прочность, массив разрезают в горизонтальном и вертикальном направлениях на прямоугольные элементы, а затем подвергают тепловой обработке. Полученные элементы калибруют на специальной фрезерной машине и отделывают их фасадные поверхности.Из готовых элементов, имеющих точные размеры, собирают на клею плоские или объемные конструкции, используя стяжную арматуру. Таким путем получают большие стеновые панели размером на одну или две комнаты и высотой на этаж.Резательная технология дает возможность изготовлять с большой точностью легкие сборные конструкции полной заводской готовности, что повышает качество монтажных работ и темпы индустриального строительства.
Газосиликат автоклавного твердения в отличие от газобетона не требует цемента, так как изготовляется на основе известково-кремнеземистого вяжущего. Поэтому изделия из газосиликата получают, используя в основном местные дешевые материалы - воздушную известь и песок, золу-унос и металлургические шлаки. Соотношение между известью и молотым песком колеблется от 1 :3 до 1 :4,5 (по массе), при этом извести расходуется от 120 до 180 кг на 1 м3 газосиликата. Изделия из газосиликата приобретают нужную прочность и морозостойкость только после автоклавной обработки, обеспечивающей химическое взаимодействие между известью и кремнеземистым компонентом и образование нерастворимых в воде гидросиликатов кальция.
Пенобетон и пеносиликат. Пенобетон приготовляют, смешивая между собой приготовленную растворную смесь и пену, образующую в тесте воздушные ячейки.
Раствор получают из вяжущего (цемента или воздушной извести) кремнеземистого компонента и воды, как и в технологии газобетона.
Пену приготовляют в лопастных пеновзбивателях и центробежных насосах из водного раствора пенообразователей, содержащих поверхностно-активные вещества, либо при помощи пеногенераторов. Применяют гидролизованную кровь (ГК), клееканифольный, смолосапониновый, алюмосульфо-нафтеновый и синтетические пенообразователи. Пенообразование вызывается понижением поверхностного натяжения воды на поверхности раздела "вода-воздух" под влиянием поверхностно-активных веществ, адсорбирующихся на поверхности раздела.
Качество пены тем выше, чем больше «кратность», представляющая отношение начального объема пены к объему водного раствора пенообразователя. Пена должна быть прочной и устойчивой, т. е. не осаживаться и не расслаиваться по крайней мере в начальный период схватывания ячеистой массы. Стабилизаторами пены служат добавки раствора животного клея, жидкого стекла или сернокислого железа; минерализаторами же являются цемент и известь.
Пенобетонную смесь на цементе или извести можно изготовлять в смесителях периодического действия. В пеногенераторе приготовляется пена, в растворосмесителе готовится цементно-песчаный или известково-песчаный раствор и приготовленная пена смешивается с растворной смесью. Полученную ячеистую массу заливают в формы. Перед термообработкой отформованные пенобетонные изделия выдерживают до приобретения необходимой структурной прочности, тогда изделия не растрескиваются при перемещении форм и для них не опасно расширение воздуха, находящегося в ячейках-порах, происходящее при тепловой обработке. Для сокращения времени выдержки и ускорения оборачиваемости форм добавляют хлористый кальций, поташ и другие вещества, ускоряющие структурообразование.
Прочность и объемная масса являются главными показателями качества ячеистого бетона.
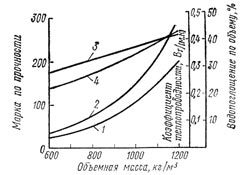
Объемная масса косвенно характеризует пористость ячеистого бетона: увеличивая пористость с 60 до 83%, можно снизить объемную массу с 1000 до 400 кг/м3. Поэтому зависимость свойств бетона от объемной массы, представленная на графике, выражает, в сущности, влияние пористости. Возрастание объемной массы ячеистого бетона с 300 до 1200 кг/м3 сопровождается, как видно из графика, закономерным увеличением его прочности и теплопроводности.Кривые, характеризующие изменение свойств ячеистого бетона от объемной массы приведены на рисунке ( 1 - марка по прочности, 2- контрольная, прочностная характеристика, 3 - водопоглощение по объему, 4 - коэффициент теплопроводности):
Проектная марка ячеистого бетона по прочности R обозначает предел прочности при сжатии кубов с ребром 200 мм, имеющих естественную влажность 8% (по массе). Если кремнеземистым компонентом является не молотый кварцевый песок, а зола, влажность ячеистого бетона принимается равной 15%. Установлены следующие марки конструктивно-теплоизоляционных и конструктивных ячеистых бетонов по прочности на сжатие: 25, 35, 50, 75, 100, 150, 200.
Предел прочности при сжатии (контрольная характеристика) ячеистого бетона определяют как среднее арифметическое результатов испытания шести высушенных до постоянной массы образцов-кубов с ребром 100 мм или цилиндров диаметром и высотой 100 мм.
Для перехода от контрольной характеристики RC к марке бетона пользуются переходным коэффициентом 0,7, т. е. R = 0,7RC. У Водопоглощение и морозостойкость зависят от величины и характера макропористости ячеистого бетона и от плотности перегородок между макропорами (ячейками). Для снижения водопогло-щения и повышения морозостойкости стремятся к созданию ячеистой структуры с замкнутыми порами. Этому способствует вибрационная технология, так как при вибрации газобетонной смеси разрушаются крупные ячейки, снижающие морозостойкость и однородность материала.
Водотвердое отношение В/Т (т. е. отношение массы воды к массе вяжущего и кремнеземистого компонента) при вибрационной технологии значительно меньше, чем при литьевой, поэтому уменьшается и капиллярная пористость перегородок между порами, они становятся плотнее. Улучшению структуры благоприятствует введение при изготовлении ячеистого бетона гидрофобизующих и комплексных гидрофобно-пластифицирующих добавок. Таким путем можно получить ячеистый бетон высокой морозостойкости, пригодный для строительства в суровом климате.
Установлены следующие марки ячеистого бетона по морозостойкости (в циклах замораживания и оттаивания): 10, 15, 25, 35, 50, 100 и 200.
Для панелей наружных стен применяется ячеистый бетон марок Мрз10, Мрз15, Мрз25 в зависимости от влажности атмосферы в помещениях и климатических условий. Более высокая морозостойкость требуется от конструктивного ячеистого бетона для железобетонных конструкций, подвергающихся многократному замораживанию и оттаиванию.
Теплопроводность ячеистого бетона сильно зависит от влажности. Расчетную величину коэффициента теплопроводности лр можно определить, имея данные о коэффициенте теплопроводности сухого материала лсух и влажности (W в % по объему)
лр = лсух / (1+бW/100)
где б - прирост коэффициента теплопроводности на 1% влажности (в среднем б = 0,01).
Удельная теплоемкость ячеистого бетона составляет в среднем 0,84 кДж/кг-град.
Коэффициент его теплоусвоения при периоде 24 ч колеблется взависимости от объемной массы от 1,5 до 5,8 кДж/м2*К Для тяжелого бетона он составляет около 14,5 кДж/(м*К).
Коэффициент линейного температурного расширения ячеистого бетона в среднем равен 8*10-6*1/К.
Усадка зависит от объемной массы и состава ячеистого бетона (величины водотвердого отношения, расхода вяжущего), а также от условий твердения. Ячеистый бетон объемной массой 700- 800 кг/м3 в воздухе с 70-80% -ной относительной влажностью и температурой 20°С имеет усадку 0,4-0,6 мм/м.
Снижение усадки необходимо для предотвращения усадочных технологических трещин и для повышения трещиностойкости ячеистобетонных конструкций при эксплуатации здания. Этому способствует уменьшение начального количества воды затворення и введение пористого крупного заполнителя.
Ячеистые бетоны успешно применяют для легких железобетонных конструкций и теплоизоляции. У нас в стране широко распространены конструктивно-теплоизоляционные и теплоизоляционные ячеистые бетоны. Из них изготовляют панели наружных стен и покрытий зданий, неармированные стеновые и теплоизоляционные блоки, камни для стен. Конструкции из ячеистых бетонов долговечны в зданиях с сухим и нормальным режимами помещений при относительной влажности воздуха 60-70%. Коррозия стальной арматуры в ячеистом бетоне может начаться еще при автоклавной обработке изделий и усиливаться при эксплуатации.
Для защиты от коррозии арматуру покрывают цементно-битумными или цементно-полистирольными обмазками толщиной 0,3-0,5 мм.
Ячеистые бетоны обладают сравнительно большой сорбционной влажностью, паро- и воздухопроницаемостью, которая в 5-10 раз больше, чем у тяжелого бетона. Поэтому наружную поверхность ограждающих конструкций защищают более плотными слоями раствора, дроблеными каменными материалами, керамической плиткой, гидрофобными покрытиями на основе кремнийорганических пленкообразующих веществ и др. Защитные слои и покрытия должны предохранять ячеистый бетон от увлажнения атмосферной влагой, иметь с ним прочное сцепление, обладать морозостойкостью не менее 35 циклов и достаточной паропроницаемостью. Для панелей наружных стен жилых и общественных зданий толщина отделочного слоя раствора или бетона должна быть не более 2см, а марка по прочности на сжатие не менее 100 и не более 200% от проектной марки ячеистого бетона.
В промышленном строительстве широко применяют ленточные стеновые панели размерами 1,2x6x0,2 и 1,8x6x0,24 м и плиты покрытий ГПК. Наружные стены жилых зданий монтируются из крупных панелей на одну или две комнаты. Совмещенные покрытия жилых зданий выполняются из плит с вентилируемыми каналами.
Предварительно напряженные двухслойные плиты используют для покрытий и чердачных перекрытий всех видов зданий.
Конструкции из ячеистых бетонов отличаются высокими технико-экономическими показателями.
Стены из ячеистого бетона в 1,3-2 раза легче стен из железобетонных слоистых и керамзитобетонных панелей, стоимость их также меньше. Удельные капиталовложения в строительство заводов ячеистого бетона на 30-40% меньше, чем в строительство предприятий, выпускающих аналогичные конструкции из тяжелого и легкого бетона с пористым заполнителем. Поэтому применение ячеистого бетона постоянно расширяется. Эффективность ячеистого бетона возрастает при снижении объемной массы и выпуске изделий полной заводской готовности. Заводы переходят на массовое производство ячеистого бетона объемной массой 500-600 кг/м3 (вместо 700-800 кг/м3) с контрольной прочностью 25-35.
Все описанное выше достаточно убедительно свидетельствует - еще при приготовлении пенобетонной массы ее желательно начинать прогревать, но не сильно. Затем, сразу после окончания поризации, прямо в формах, пенобетон нужно как можно быстрее разогреть еще сильнее. Как это сделать без излишних хлопот?
Не зря ведь говорилось выше, что негашеной известью топить можно. При ее гидратации происходит быстрое и обильное выделение тепла. Этот процесс настолько бурный, что негашеную известь запрещено перевозить в деревянных вагонах: если попадет под дождь, вагон загорится - температура достигает +400 °С, кусок гасящейся извести светится в темноте!
В обобщенном виде рекомендации просты.
На первой стадии молотая негашеная известь вводится в цементную систему совместно с соляной кислотой - образуется ускоритель. Выделившееся при этом тепло осуществляет предварительный разогрев смеси. В теплое время года без этой операции вполне можно обойтись, введя любой другой ускоритель, например, тот же хлористый кальций, уже готовый.
На второй стадии вводится пенообразователь, и в процессе быстрого перемешивания бетонная смесь поризуется, превращаясь в пенобетонную.
Третья стадия - в пенобетонную массу вводится алюминиевая пудра в составе водного раствора любой омыленной смоляной или жирной кислоты (они смывают парафин-консервант с пудры). В процессе последующего перемешивания алюминиевая пудра равномерно распределяется в пенобетонной смеси (гомогенизируется).
Четвертая стадия - в полученную массу вводится молотая негашеная известь. После непродолжительного перемешивания смесь немедленно разливается по формам.
Пятая стадия самая интересная. Формы с пенобетонной смесью подвергаются вибрации.
Молотая негашеная известь в присутствии воды начинает гаситься - это известно каждому школьнику. Но гашение извести начинается не сразу, а спустя некоторое время - от 5-8 до 40 минут и более (в соответствии с этим параметром она так и делится: на быстро гасящуюся, средне гасящуюся и медленно гасящуюся). Кроме того, присутствующие в смеси ПАВ (пенообразователь, пластификатор, консервант, смывка консерванта) сильно замедляют гашение извести - всегда есть некоторое время, чтобы до начала ее гашения безбоязненно разлить пенобетонную смесь по формам, да еще и на перекур сходить.
При вибрации начинаются очень интересные процессы. Под ее воздействием алюминиевая пудра быстро, практически мгновенно вступает в реакцию с известью в щелочной среде. При этом образующийся алюминат кальция (сам по себе мощный ускоритель схватывания цемента) связывает часть свободной воды из пенобетонной матрицы в кристаллогидрат, выделяется водород и тепло. Водород насыщает пенобетонную смесь порами более крупной размерности (о двумодальной пористости смотри ранее вышедшие рассылки). Вибрация способствует тому, что пенобетонная смесь обретает жидкотекучие свойства, и эти пузырьки равномерно распределяются в массиве - смесь вспухает и буквально на глазах поднимается. Выделившееся тепло от реакции извести с алюминиевой пудрой вкупе с активным вибровоздействием провоцирует начало бурного гашения извести - она, что называется, «слетает с катушек». В процессе этого гашения в течение нескольких секунд часть воды необратимо уходит в гидроокиси кальция. При всем при том происходит бурное, лавинообразное повышение температуры всего пенобетонного массива. Его уже ничем не остановить, и оно будет продолжаться, пока не исчерпаются все запасы реакционно- способной извести. (Крайний случай - «Бабах!» - и свои формы вы собираете на крыше ближайшей пятиэтажки.)
Через 2-3 минуты вибровоздействие снимается (вибратор выключают).
Но и это еще не все. Под воздействием высокой температуры, доходящей до + 100 °С, происходит внутреннее самовакуумирование пенобетона - часть воды отсасывается заполнителем (после остывания она вернется назад и будет подстраховывать от обезвоживания). В результате всех этих процессов В/Ц системы резко снижается, почти до теоретического минимума. Под воздействием столь низкого В/Ц, высокой температуры и в присутствии ускорителей такой пенобетон очень быстро, в течение нескольких минут схватывается и набирает настолько высокую прочность, что становится возможна его распалубка без ущерба для эксплуатационных и прочностных характеристик.
Остановить технический прогресс не то что сложно - невозможно. Даже в такой консервативной отрасли, как производство строительных материалов. Будущее за теми, кто вовремя осознает это.
Читайте также: