
Бетон под фундамент пресса
Обновлено: 02.05.2024
Без т.н. «мокрых» процессов не обходится ни одно строительство, хороший бетон - необходимый общестроительный материал. Возвести мелкозаглубленный ленточный фундамент, построить цокольный этаж, изготовить монолитную мебель — ему везде найдётся применение.
Чем распространённее сфера применения материала, тем больше вопросов появляется у начинающих застройщиков о том, как его использовать. Одной из таких «горячих» тем является самостоятельный процесс изготовлении бетона-самомеса на строительной площадке.
Эксперты нашего портала накопили обширный опыт строительства, которым они охотно делятся с новичками, только начинающими возводить свой дом. В этой статье мы ответим на основные вопросы.
- Можно ли уберечься от обмана производителей и проверить качество материала.
- Выгодно ли делать его самостоятельно.
- В каких конструкциях следует использовать самомес.
- Какие марки чаще всего используются в малоэтажном строительстве.
Зачем застройщикам нужен бетон-самомес
Для масштабных строительных работ заливки фундамента и т.п., чаще всего используется раствор промышленного изготовления, который привозят на стройплощадку миксерами. Однако, бывают ситуации, когда в этом нет экономической целесообразности (нужно взять малые объёмы), или невозможен проезд миксеров из-за разбитых подъездных путей, по которым тяжелогружёная машина просто не проедет.


Плотность бетона может достигать 2700 кг/м³. Исходя из этого, миксер на 5 кубов, который везёт раствор на стройплощадку, будет весить около 25 тонн. Миксер на 10 кубов – 40 тонн. Не каждый подъездной путь способен выдержать такую нагрузку.
Дело осложняется, если дороги очень размыло из-за дождей, а чтобы вытащить застрявший миксер, нужен бульдозер. И тут уж некогда раздумывать, где взять бетон - придется сделать его самому! Для этого на стройплощадку заранее завозятся сухой цемент, песок и щебень, т.к. в этом случае вес каждого отдельного грузовика меньше.

Ещё одним доводом в пользу самомеса становится возможный обман со стороны поставщиков. Вы заказали материал одной марки, а вам привозят другую, менее прочную. Для этого нечистые на руку поставщики уменьшают количество цемента в растворе. А определить «на глазок», бетон какой марки вам привезли в миксере, практически невозможно. Довольно крупная разница в цене идёт в карман поставщика.

Помимо потери средств, бетонирование ответственных конструкций (фундамента, перекрытий и т.д.) бетоном пониженной прочности может привести к уменьшению их срока службы. Либо железобетонная конструкция под нагрузкой (определённой расчётом при проектировании дома) треснет и разрушится.

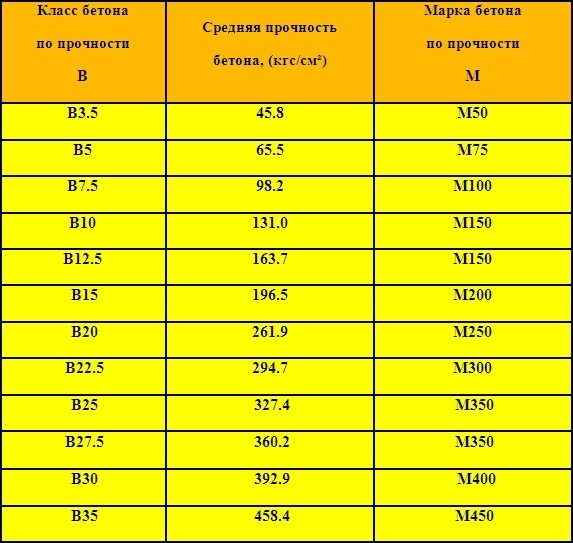
Нужно учитывать, что проверить качество залитого вам материала можно будет только в лабораторных условиях — спустя 28 дней после заливки. Для этого в лаборатории давят под прессом до разрушения специально изготовленные (в день заливки основной конструкции) бетонные кубики (обычно 3 шт.) размером 10х10х10 см. На основании полученных данных определяется марка бетона - по прочности на сжатие. Т.е. определяется величина предельной нагрузки (кгс/см²), которую выдержал образец. Это значение обозначается буквой М (средний показатель прочности). Если прочность на сжатие выражается классом бетона (гарантированная прочность), то она обозначается буквой В. Цифра, которая стоит за этой буквой, определяет нагрузку (давление на сжатие в МПа), выдерживаемую материалом в 95 случаев из 100.

Для наглядности в данной таблице приведены соотношения между классом и маркой бетона.
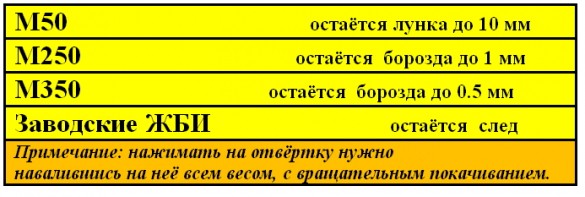
Также существуют и «дедовские» способы, при помощи которых можно проверить прочность и марку - без использования специального оборудования, вручную. Самый легкий способ: после того, как бетон набрал прочность (за 28 дней при температуре 20°C), по нему с небольшим усилием чиркают остриём гвоздя, который должен оставить отчетливый на вид след или царапину (в зависимости от марки).
Более информативен другой вариант проверки: метод «отвёртки»:
Берём гвоздь «сотку» и через 7 дней после заливки, приставив острие гвоздя к поверхности бетона, наносим по шляпке сильный удар молотком. Смотрим на результат и, на основании следующих данных, делаем выводы:
- Гвоздь вошёл на 50% от своей длины – брак изделия.
- Гвоздь вошёл на два-четыре см – бетон ещё не затвердел. Ждём и продолжаем за ним ухаживать.
- Гвоздь вошёл на 1-2 см – бетон на «троечку», но затвердеет.
- Гвоздь вошёл на 5 мм – хороший бетон.
Также некоторые застройщики пускаются на такую хитрость, как заказ бетона заведомо повышенной марки. Вам для заливки конструкции нужна марка М250. Вы намеренно заказываете М300 или выше, надеясь, что поставщик (даже «сэкономив») привезёт нужный вам хороший бетон. В итоге (после проверки) выясняется, что вы все равно приобрели М150-200. А фундамент уже залит! Не демонтировать же его теперь!

Я несколько раз слышал от водителей миксеров, что какую бы марку частник ни заказывал, ему всё равно привезут в лучшем случае М200.
Чтобы как-то подстраховаться от обмана, заказываем у проверенных местных поставщиков, ориентируясь на отзывы людей, уже построивших дом.
Выходом может стать и самомесный правильный бетон, изготавливаемый вручную, прямо на стройплощадке.
Как сделать бетон самому: базовые принципы
Кажется, что сделать бетон своими руками — дело нехитрое. Нужно приобрести бетономешалку, посмотреть в Интернете пропорции смеси и заняться изготовлением «самомеса». Однако существует множество «подводных камней», о которых надо знать заранее, до начала "домашнего производства" смеси. Тем более, что использование некачественного бетона, не отвечающего заявленной прочности, может привести к снижению его прочностных характеристик и фатальным последствиям — вплоть до разрушения конструкции.

Поэтому, прежде чем переходить к практике, надо разобраться с теорией. Для начала выясним, что такое бетон.
Бетон (англ. concrete) – это слово имеет латинские корни и означает «составной». Из названия можно понять, что мы имеем дело с составным материалом, состоящим из трёх замешанных на воде ингредиентов.
Бетон — это искусственный камень, наполнители которого связаны цементным связующим.
Цемент — это главная составляющая. При соприкосновении с водой в цементе начинаются химические реакции (этот процесс называется гидратацией). Продукты, которые появляются во время этого процесса, становятся «клеем» — элементом, связывающим все компоненты бетонной смеси воедино.

Марка бетона (его прочность) напрямую зависит от соотношения количества воды и цемента, а также от качества и количества цемента в составе.
Т.к. основной показатель, характеризующий бетон — это его прочность, то перед началом работ по его самостоятельному изготовлению нужно понять, какая марка бетона вам нужна. Это зависит от того, что вы собирается бетонировать, т.е. — в каких типах конструкций будет использоваться «самомес». Только ответив на этот вопрос, можно переходить к расчёту пропорций состава и подбору ингредиентов.
В малоэтажном строительстве самыми популярными являются такие марки бетона, как: М150, 200, 250, 300.
Идём дальше. Зная, что нам предстоит бетонировать «самомесом», можно прикинуть необходимую нам марку бетона (его прочность).
Для примерного ориентира можно воспользоваться данными из следующей таблицы.

В идеале, марка должна рассчитываться проектировщиком строго под конкретное здание и сооружение, с учётом нагрузок, а не браться «на глазок».
Теперь переходим к краткому списку конструкций, которые чаще всего бетонируются самомесом:


- Армопояс. Несмотря на объём бетонирования в 2-3 м³, обычно экономически выгоднее (определяется на основании расчёта) залить армопояс самостоятельно, вручную, чем гонять полуразгруженный миксер и заказывать бетононасос.
Из этого материала можно узнать, как сделать опалубку и правильно залить армопояс в доме, построенном из газобетона.

- Цокольные этажи, стены, с использованием технологии переставной опалубки (т.е. заливают конструкцию по частям).
В нашей статье рассказывается, как своими руками сделать опалубку для фундамента чтобы её не распёрло при заливке.

Делая самомесный бетон, не нужно стремиться изготовить бетон максимальной прочности. Марка должна соответствовать той конструкции, где он будет использоваться. Это определяется на основании расчёта. Главная задача застройщика — добиться этой правильной запроектированной прочности.
Такие марки бетона, как М400 и М500 и выше, из-за повышенной прочности раствора (чрезмерной для частного строительства), сложности транспортировки и укладки (из-за ускоренного схватывания смеси), а также высокой цены редко используются в малоэтажном строительстве.
Как уже говорилось выше, приготовить бетон люди чаще всего решаются в случае невозможности заезда тяжёлой техники с готовым материалом на участок или как страховка от недобросовестных поставщиков. К этому перечню можно добавить экономический аспект. Рассмотри это момент подробнее.
Вряд ли можно сказать, что, сделав правильный бетон самостоятельно, вы однозначно выгадаете в цене по сравнению с заводским. Компоненты, из которых производится заводской бетон, предприятие покупает по оптовым, заведомо более выгодным ценам, чем если взять все необходимые ингредиенты на строительном рынке. Решающим фактором, определяющим рентабельность изготовления «самомеса», является стоимость доставки и объём предстоящего бетонирования.

Сделать замес и залить армопояс или надоконные перемычки — это одно. И совсем другое, если предстоит строительство плитного, ленточного фундамента и перекрытий. Объёмы совершенно другие (десятки кубометров). Помимо этого — заливку больших конструкций лучше осуществить быстро, за один раз, что далее позволит избежать появления т.н. «холодных швов». В гражданском строительстве монолитно-бетонные многоэтажки не заливают за один раз, но, в каких местах можно делать, а в каких местах - нельзя делать «холодные швы», просчитывается на этапе проектирования.

Отсюда: использование «самомеса» выгодно, если требуется забетонировать объёмы, из-за которых экономически нецелесообразно заказывать миксер, бетононасосы или нанимать несколько подсобных рабочих.
Кроме прочности бетона, важнейшей его характеристикой является показатель морозостойкости (обозначается буквой F) и водонепроницаемости (W). Морозостойкость показывает количество циклов попеременного замораживания и размораживания, которые выдержит материал до начала разрушения и снижения прочности.
Водонепроницаемость — свойство бетона не пропускать воду под давлением. Чем выше показатель, тем больший напор воды выдержит бетон до того, как пропустит её через себя.
Между этими показателями и прочностью бетона имеется прямая зависимость. Повышая марку бетона, можно повысить его морозостойкость и водонепроницаемость.
Главное, на что рекомендуют обратить внимание при изготовлении «самомеса» — это прочность, которая должна соответствовать расчётной. Это достигается за счёт приготовления цементного раствора по точно и заранее рассчитанному соотношению массы воды к массе цемента в растворе. Или, как его ещё называют, водоцементному соотношению (В/Ц). Т.к. марка бетона напрямую зависит от В/Ц, а нарушение соотношения приводит к существенному (подчас катастрофическому) снижению прочности бетона, становится понятной вся важность расчёта оптимальных пропорций «самомеса».
А об этом мы расскажем во второй части материала. Не пропустите!
На FORUMHOUSE можно познакомиться с пошаговой инструкцией по заливке фундамента при отрицательных температурах и прочесть раздел, посвящённый зимнему бетонированию, уходу за бетоном и распалубке.
Также посмотрите мастер-класс о самостоятельном возведении межкомнатных перегородок из газосиликатных блоков.
Вынужден Вас расстроить, Данил.
Фундамент вибропресса проектируется вместе с вибропрессом и является его неотъемлемой частью.
Вам нужно установить вибропресс на такой фундамент, чертежи которого вам должен был передать завод изготовитель. Точно на такой и ни на какой другой.
Самодеятельность в этом вопросе допустима только в том случае, если вы сами умеете проектировать фундаменты вибрационных машин.
Боюсь, что Вам придется переделывать весь фундамент, так как повышенная вибрация основания – это не единственная проблема, которая выплыве в противном случае.
С уважением, Николай Болховитин
знакомая история, как правило фокуруг фундамента надо ставить виброразвязку, поскоку фундамент воздействует с вертикальных плоскостей и горезонтальных, посему я посмотрев на это дело его попросту вытинул из пола избавившись от воздействия вертикальной вибрации ну а горезонтальной это отдельная песня. Не хотелось бы наговаривать но в рифее с пониманием формовки бетона очень тяжко, я и не удевилса когда услышал про фундамент.
Николай прав на все сто. В первую очередь есть смысл задать этот вопрос производителю оборудования. Но если всетаки есть желание заняться сомодеятельностью то как минимум масса фундамента должна многократно превышать массу самого пресса, фундамент в нижней части должен иметь гребни для предотврощения бокового сдвига, сродни фундаменту опорной стены. Под фундаментом должен быть порядочный слой твердой диформационной прослойки, например утрамбованный песок. Между фундаментом и остольным полом довольно толстая диформационная прослойка, например твердый полистерол сантиметров ..ацать. Сам бетон фендамента желательно армировать объемно, т.е. в несколько рядов. А машина должна стоять на закладных всавленных в фундамент. В любом случае не уверен что вам это поможет т.к. 3 метра до саседнего здания очеть мало.
Спасибо за советы,если можно-скиньте фотки фундамента.
Кстати,вопрос по расстоянию до ближайших построек.
| Цитата |
|---|
| Даниил пишет: Спасибо за советы,если можно-скиньте фотки фундамента. Кстати,вопрос по расстоянию до ближайших построек. |
да что вы этот пенопласт туда пихаете да не поможет он вам , вы смотрели скоко на зжатие пенополистирол, так вот к вашему сведенью проводимость фундамента через пенопласт весьма внушительна, я сею проблему решилу одних просто, залили фундамент по периметру прокопали окоп, и засыпали керамзит сверху стяжечку залили так для видемости и прорезали вокруг пола эту стяжку а вот под фундамент ложили отсев трамбовали, потом керамзит его тоже трамбовали потом пенопласт и тока после зиливали, после пенопласт поджалса и уже работает как пружина, керамзит он легкий следовательно проводимост в его облегченном состояниии очень низкая. Termoblock масса фундамент должна привышать кН стола, а не массу пресса , хотя потом к запасу можно + массу пресса. Даниил на сайте КВАДРа чертеж фундамента есть посидите и почитайте, хотя я сними в кое в чем не согласен, но самое главное что работает.

Бетон является искусственным каменным строительным материалом. Его получают из цемента, добавив в этот материал воду и иные ингредиенты. Чтобы получить хороший и качественный бетон, потребуется соблюдать точные пропорции, иначе раствор может не затвердеть до каменного состояния и не будет долговечным.
Виды бетона
Для наружного строительства применяют следующие виды бетона:
- железобетон. Получают сочетанием стальных арматур с бетоном. Применяется в любой климатической зоне. Даже в жарких местах с температурой +60, и в холодных с -45 бетон не утратит свою актуальность;
- перлитобетон. В качестве заполнителя используется перлит. В большинстве случаев применяется для создания бетонных оград;
- туфобетон. Вулканический туф является основным наполнителем. Из него делают плиты перекрытия и возводят стены;
- силикатный бетон. Получают из кремния и извести. Иногда добавляют в него кремнезит и кварц. В качестве наполнителя используется песок.
Выбирать определённый вид нужно исходя из того, где будет использоваться данная смесь.
Три компонента бетона
Бетон состоит из 3 основных компонентов:
- заполнителя – песок, галька, щебень;
- вяжущего элемента – известь или цемент;
- воды.
Определённое соотношение всего трех компонентов гарантирует большую гамму вариантов. При необходимости придать определённое свойство применяют разные добавки. Это ещё сильнее расширяет сферу применения бетона.
Какую бетонную марку выбрать для ленточного фундамента
Перед тем как ответить на вопрос, какой бетон использовать для ленточного фундамента, необходимо определиться с тем, что такое марка и ленточный фундамент. Ведь если неправильно подобрать марку, при замерзании глина в объёме вырастет. А это непременно приведёт к деформации основания.
Что такое ленточный фундамент
Ленточным фундаментом называют сделанный из железобетонных балок замкнутый контур, который возводят под каждой несущей стеной сооружения. На ленточном основании можно возводить любое строение: от монолитного до деревянного дома. К тому же он позволяет применять меньше строительного материала и провести меньший объём строительных работ, если сравнивать с другими видами фундамента. Поэтому он стал одним из наиболее часто используемых оснований в строительстве дач и домов.
При создании ленточного фундамента используют песчано-гравийные подушки, покрываемые гидроизоляционным слоем с верхней стороны для защиты от размытия грунтовыми водами. При строительстве конструкции с небольшим весом можно отказаться от песочной и гравийной подушки.
По устройству есть всего 2 вида ленточного фундамента:
- Сборный – из панелей, блоков или сочетания обоих вариантов.
- Монолитный.
Первый вариант подразумевает крепление между собой железобетонных блоков. Подобные крепления выполняют, используя армирование и цемент.

Во втором варианте производится вязка арматурных каркасов, затем конструкция заливается бетонной смесью. Поэтому монолитные основания получаются более неразрывными.
Что такое марка
Марка гарантирует прочность будущего здания, поэтому её выбору следует уделить особое внимание. Обозначается она буквой «М» и цифрой, которая показывает, сколько кг способен выдержать 1 см2 бетона этой марки.
Какие марки бывают
Бетон для заливки фундамента и марка выбираются исходя из конструкции будущего строения. Длинный перечень бетонных марок обусловлен множеством разных требований к фундаментному основанию. Поэтому перед тем как ответить на вопрос, какой бетон для фундамента выбрать для конкретного сооружения, необходимо ознакомиться с марками и понять их отличие.
Марка М100
Марка М150
От прошлого аналога не сильно отличается характеристиками. Единственный вариант использования – на подготовительном этапе строительных работ. Из этого бетона заливают лишь наиболее лёгкий ленточный фундамент. Поэтому используется он в деревянных дома, банях, гаражах и сараях. Этот вариант часто применяется как бетон ленточного фундамента при условии, что в качестве надёжного основания будет скалистый грунт. Основание запрещается углублять, т.к. можно наткнуться на грунтовую воду. При необходимости углубления потребуется использовать жидкую резину.
Марка М200
М200 прочнее и применяется в одноэтажных конструкциях, в которых используются деревянные и металлические перекрытия. Из этой марки бетона иногда изготавливают ЖБИ – плит перекрытия или свай. Наиболее часто применяется в каркасно-щитовых домах для заливки фундамента. Разрешается использовать лишь песчаный грунт. Уровень грунтовых вод должен быть меньше высоты промерзания с учётом колебаний в зимние и осенние сезоны.
Марки М250 и М300
Содержание цемента около 50%. Марка М250 применяется в зданиях высотой до 3 этажей для заливки фундамента. М300 прочнее, поэтому можно использовать в сооружениях, этажность которых меньше 5. Использовать марку бетона М300 строительные нормы разрешают для монолитных покрытий. Также используют для заливки бассейна. Бетоны этих двух марок применяют в обустройстве фундамента на грунте из гравия, щебня и песка, где небольшой уровень грунтовой воды.
Марка М350
Один из часто используемых видов бетона. По прочности сильно превосходит все предыдущие аналоги, включая М300. Преимуществом является долгое время эксплуатации и морозостойкость.
Отлично подойдёт для основания многоэтажных строений, также применяют при создании перекрытия, возведения консолей и иных конструкций. В одноэтажных кирпичных домах рекомендуют использовать М350. В местах с высоким уровнем грунтовых вод и глинистым грунтом применяют именно эту марку.
Марка М400
Этот вариант имеет наиболее высокие прочностные характеристики. Такой уровень получают, добавив больше цемента и специально подобранных наполнителей. Применяются для создания оснований в частных домах и многоэтажных домах. Использовать марку М400 можно в зданиях, этажность которых не превышает 20.
Какую марку выбрать
Бетон низких марок иногда выбирают из-за отсутствия финансов. Они отличаются наиболее доступной стоимостью из-за небольшого количества цемента. Но именно из-за этого прочность у них маленькая. Намного разумнее предусмотреть определённый запас прочности. Это обязательно и в домах, где планируется оборудовать подвалы под жилыми помещениями.
Какой бетон использовать для фундамента? Марки М400 и М350 отличаются большой плотностью. Поэтому влага практически не сможет в них проникнуть, и цоколь всегда будет оставаться сухим. Следовательно, выбирать следует именно их.
В некоторых случаях при сооружении объектов на месте с плохим грунтом нужно считать, что будет выгоднее: купить бетон марки с более высоким показателем либо отдать предпочтение бетону с меньшим количеством цемента, а на сэкономленные финансы использовать гидроизоляцию для фундамента, чтобы защитить его от грунтовой воды. Учитывая, что марки подешевле следует защищать от грунтовых вод, при сооружении небольших домов рекомендуется сделать расчёт, чтобы понять, какой бетон нужен для фундамента и получится ли сэкономить. При строительстве многоэтажных зданий не рекомендуется отдавать предпочтение маркам М200 и М100.
Наиболее удобный способ узнать, какой бетон нужен для ленточного фундамента, - сделать заказ проектно-сметных бумаг у конструктора. В составляемых ими расчетах определяются наиболее актуальные марки для всех видов работ, включая фундаментное основание.
В этих документах также будет указано, какими свойствами должен обладать раствор:
- водонепроницаемая защита от грунтовой воды;
- защита от огня;
- уровень плотности;
- текучесть;
- морозостойкие показатели, от которых зависит, подходит ли этот бетон для климата данного населенного пункта.
Видео описание
Подробнее о марках и классе бетона - в этом видео:

Как наводят бетон для фундамента
В частных секторах заливают основание практически всегда своим трудом. Изготовление бетона – это главная часть всего процесса. Приготовить бетон самому не слишком трудно, однако учитывая значимость данного этапа, лучше доверить его профессионалам. В любом случае работы выполняются в соответствии с универсальным алгоритмом.
Основные сведения о составе
Учитывая, что бетон не является лишь раствором для кладки, нужно помнить о заполнителях. В состав также добавляют дроблённые материалы (щебень), гравий и мелкий бой красного кирпича. Пропорции выставляются с учётом марок бетона и предназначения раствора. Если больше неровных мест на заполнителе, будет лучше коэффициент сцепляемости. Окатыш вроде речного гравия не подойдёт для изготовления бетона.
Песок лучше использовать среднезернистого типа, такие обычно добывают в карьере. Нежелательно брать его на берегах рек. Такой песок обладает мелкой фракцией и огромным количеством частиц глины. Этот аспект ухудшит прочность фундамента.
При выборе щебня или иного заполнителя нужно отдать предпочтение вариантам с фракцией 6-20, чтобы заливать опалубку, либо 25-40, чтобы заливать фундамент.
Лёгкий бетон, в составе которого мало гранитного либо иного щебня или гравия, не пригоден для фундаментного основания. Кладочный раствор, который готовится без заполнителя, тоже не годится.
Стандартная пропорция для щебня/песка/цемента для марки М400 и М200 – 4,8/2,8/1. Пропорции будут указаны не по объёму, а по массе. Для М250 необходимо смешивать пропорции 3,9/2,1/1. Чтобы готовить бетон М300 нужно смешать 3,7/1,9/1.
Учитывая, что это не кладочный раствор, перемешивать всё будет практически невозможно до добавления воды. Следовательно, сначала нужно перемешать цемент и песок, и потом добавлять щебень и воду. Чтобы заливать ленточный фундамент до верхних слоёв грунта, готовят жидкую консистенцию.
Материалы
Потребуются следующие материалы:
- цемент марки М400;
- песок карьерный (в крайнем случае речной);
- вода;
- заполнитель;
- размягчитель, отвердитель, добавка, присадка (если приготовленную смесь планируется применять в условиях с повышенной влажностью, частыми осадками и температурой не выше +5 градусов).
Инструменты
Понадобится следующий список инструментов:
- электрическая (если нет, то ручная) бетономешалка;
- ёмкость для перемешивания (корыто);
- литровые ведра для доставки воды и иных компонентов;
- совковая лопата для перемешивания;
- огромное сито, чтобы от песка отсеивать засорители.
Нужно знать! Если планируется заливать фундамент одного сооружения, покупать электрическую бетономешалку не имеет смысла. Заказывать миксер с готовой бетонной смесью тоже не рентабельно для небольшого здания. Намного дешевле приготовить бетон для фундамента небольшого гаража в корыте. Это сэкономит не только финансы, но и время.
Разумеется, при обращении к профессионалам вопрос о технике отпадает: бригады работают со своим оборудованием.
Заполнители
Производство раствора не проходит без применения щебня небольшой фракции или песка. Иногда применяют гравий и крупный щебень. Для кладочной работы и штукатурки требуется использовать лишь мелкий песок.
В большинстве случаев песок, предлагаемый производителем, имеет овражное или речное происхождение. Речной относят к среднезерничному типу. Его цена выше из-за качества. Первый вариант мелкозернистый, но это не лучший выбор из-за наличия в его составе глинистых частиц и примесей.
Лучший вариант – сочетать щебень всех фракций. Это поспособствует появлению наименьшего количества пустот.
Важно! Почва, торф, стекла и прочие загрязняющие вещества для любой марки бетона недопустимы.
Цемент
Такое определение относится к многим порошковым веществам, которые готовятся на базе известковой и глинистой породы. При покупке цемента следует обращать внимание на отсутствие воды и наличие маркировки на упаковке.
Известь
Для улучшения свойств раствора и обеспечения качественной укладки добавляют известь. Ранее её «гасили» перед тем, как добавить в раствор. В настоящее время она покупается в фасованном виде в мешках. Добавляют её для кладочного раствора и при изготовлении штукатурки.
Важно! При работе с известью следует носить перчатки и защищать глаза и кожу от неё.
Различные добавки
Чтобы улучшить показатели раствора, в него добавляют следующие добавки:
- разжижающие добавки (суперпластификаторы) помогают в составе раствора свести количество воды к минимуму и делают смесь морозостойкой;
- пластификатор улучшает текучесть. Их использование даёт возможность делать бетон любой формы и положительно влияет на укладочные свойства;
- добавка (есть большое количество средств), помогающая быстро затвердить смесь;
- воздухооталкивающие и аэрирующие средства. Их используют для придания устойчивости к морозам и уменьшения воды в готовом основании;
- различные компоненты, благодаря которым разрешается работать при температуре от -10 до +30.

Заключение
Продают их в строительных магазинах. Их количество растворе не должно быть больше 2% от массы. Продают их практически всегда в жидком состоянии.
Некоторые добавки можно приготовить самостоятельно. Например, пластификатор профессионалы часто готовят из мыльного раствора и мыла.
Важно! Соблюдать дозу в подобных средствах необходимо. Неправильная пропорция иногда приводит к ухудшению марки бетона, из-за чего ухудшается качество самого фундамента.
Фундаменты под прессы или молоты должны обеспечивать их нормальную эксплуатацию без создания каких-либо помех выполнению функций цеха или находящихся поблизости других объектов. Для удовлетворения этих условий необходимо, чтобы конструкции фундаментов, обеспечивая удобное размещение, и надежное крепление машин, отвечали требованиям прочности и устойчивости, отсутствия чрезмерных осадок и деформаций, отсутствия сильных вибраций и деформаций, вредно влияющих на соседние объекты.
Помимо этого, конструкция фундамента должна быть экономична. Фундаментыпод молоты или, прессы имеют обычно такиеразмеры, при которыхфактическое давление, передаваемое фундаментом на основание, не превышает0,02. 0,07 МН/м2при фундаментах рамного типа. Таким образом, почти всякий грунт может служить надежным основанием под фундаменты машин. Благодаря компактности фундаментов, имеющих сравнительно небольшие размеры и простую форму в плане,, возможность неравномерных осадок основания практически сводится к нулю. В связи с условиями размещения машин получается такая высота фундамента, при которой он, будучи, армированным, свободно выдерживает нагрузки, передаваемые на него частями машин.
Соблюдение требований, относящихся к недопущению сильных вибраций фундаментов машин, а также соседних с ним зданий и сооружений, представляет более сложную задачу.
Учитывая сказанное, фундаменты делают таких размеров и массой, при которой амплитуды колебаний не превосходят некоторых определенных величин, устанавливаемых на основании имеющегося опыта эксплуатации кузнечно-прессовых машин. Когда же возникает опасение, что работа машины может вредно отразиться на соседних объектах, используют фундаменты специальных, конструкций,снабженных амортизаторами.
По назначениюфундаменты делятся наследующие группы:фундаменты под прессы, предназначенные для листовой штамповки; фундаменты под молоты и прессы, предназначенные для ковки и горячей штамповки; фундаменты под оборудование для холодной высадки.Для вертикальных прессов холодной объемной штамповкииспользуют фундаменты, аналогичные индивидуальным фундаментам под листоштамповочные прессы:Для горизонтальных многопозиционных прессов-автоматов холодной объемной штамповкиприменяют такие же фундаменты, как и под холодновысадочные автоматы.
§ 26. Фундаменты под кривошипные прессы листовой штамповки
Фундаменты под кривошипные листоштамповочные прессы разделяются на: индивидуальные и групповые(схема IV.1).Индивидуальные фундаментымогут быть углубленными и наземными (плита, железобетонная подстилка).Групповые фундаментыделятся на рамные и ленточные.
Рамные фундаментыприменяют для установки кривошипных прессов, предназначенных для штамповки крупных и средних листовых деталей при массовом и крупносерийном, а иногда и серийном производствах.

Рамный фундаментпредставляет собой жесткую раму, состоящую из продольных железобетонных стен или опорных стоек, соединенных между собой в продольном и поперечном направлениях металлическими балками, или ряд портальных металлических рам, связанных сверху в продольном направлении металлическими балками.
В условиях действующих цехов рамные фундаменты позволяют производить.в штамповочной линии раздвижение прессов, их поворот на 90°, замену прессов, установку дополнительных прессов и уменьшение количества прессов в линии. Это производят в тех случаях, когда меняется модель изделия, выпускаемая заводом, вследствие чего отдельные детали требуют другой организации производства или когда в штамповочной линии выходит из строя тот или иной пресс в результате серьезных поломок, устранение которых требует длительного времени. В таких случаях пресс, вышедший из строя, может быть заменен другим прессом. Вследствие этогорамные фундаменты имеют преимуществоперед индивидуальными фундаментами, хотя сооружение их обходится дороже индивидуальных фундаментов.
Рамные фундаментыделятся надве основные группы:траншейные и этажные.Траншейные фундаменты,в свою очередь, по конструкции подразделяются натри вида:стеновые, колонные (стоечные) и комбинированные.Этажные фундаментыподразделяются также надва вида: фундаменты в здании с подвальным этажом и фундаменты в двухэтажном здании, в котором нижний (наземный) этаж служит фундаментом для прессов.


Этажные фундаментыв здании с подвальным, или наземным, фундаментным этажом имеют конструктивные разновидности: фундаменты стационарные, состоящие из жестко соединенных между собой железобетонных стоек (колонн) или, гораздо реже, металлических конструкций; фундаменты переставные, состоящие из портальных металлических опор, выполненных в виде портальных рам (арок). Портальные металлические рамы можно передвигать в продольном направлении, изменяя расстояние между ними в зависимости от габаритов пресса и необходимых промежутков между прессами.
Траншейные фундаментыприменяют в тех случаях, когда в цехе требуется установить одну, две или три штамповочные линии, расположенные в одном пролете параллельно друг другу. При большем количестве штамповочных Линий, которые должны быть размещены в нескольких пролетах, целесообразно строить фундаменты этажного типа.
. На траншейные фундаменты устанавливаютштамповочные линии, состоящие из кривошипных прессов с верхним приводом (преимущественно двух- и четырехкривошипные) при крупносерийном и серийном, производствах крупных и средних листовых деталей.
Траншейные стеновые фундаментысостоят из двух сплошных стен, имеющих в верхней части консольные выступы, на которых укладываются промежуточные горизонтальные рамы. В основании траншейные фундаменты имеют плиту, которая связывает стены. Расположенные в одном пролете два или три траншейных фундамента в основании связываются общей бетонной плитой, как показано на рис. IV.26.
Стены фундаментаделают из бетона и армируют от основания доверху. По всей длине стен фундамента на определенных расстояниях друг от друга в соответствии с расположением прессов сделаныпроемы,через которые удаляются металлоотходы от рабочих мест на транспортер, проходящий в туннеле, расположенном между траншейными фундаментами.
В одном пролетездания обычно строятдве или три траншеив сочетании с туннелями, предназначенными для транспортировки металлоотхрдов.Количество траншейных фундаментовв одном пролете зависит, от характеристики прессов и расположения их на планировке цеха.
Толщина стен траншей 600. 700 ммпри трехрядном расположении и 800. 900 мм при двухрядном расположении. Дно траншеи делается с уклоном 3—5° к кювету, предназначенному для отвода жидкости.Толщина нижней плитытраншеи от 800 до 1200 мм.
Длина траншеив каждом конце должна быть больше штамповочной линии на 6 м.Ширина и глубина траншеиопределяются в зависимости от размеров прессов и могут приниматься по табл. IV.6.
Основные размеры траншейного фундамента
Размеры стола пресса слева направо, м
Ширина между стенками или стойками, м
Глубина до нижней плиты, м
Траншейные комбинированные фундаменты(рис. IV.28) вместо двух стен имеют только одну.Вторая стенау них заменена стойками (колоннами), с опорными консолями, на которые укладывают продольные металлические балки.Расстояние между стойками 4—б м.Стена фундамента также имеет стойки, вместе с которыми Представляет монолитное сооружение. Если рядом расположено несколько параллельных траншей, то средние фундаменты являются колоннымй (стоечными).
Комбинированные и колонные траншейные фундаментыобеспечивают по сравнению со стеновыми траншейными фундаментами значительную экономию бетона. У них, кроме того, облегчен доступ к нижней части прессов.
Этажные фундаменты, Как уже указывалось выше,могут быть подвальными и наземными(первый этаж двухэтажного или двухэтажной части здания). Практика показала, что выбор подвального или наземного этажа зависит от ряда местных условий, к которым относятся: геологическая характеристика грунта; рельеф площадки, на которой предполагается строительство цеха; организация производства и наличие близко расположенных зданий и сооружений; экономическая целесообразность.

Состояние грунтана месте строительства цеха иногда является решающим мотивом при выборе конкретного решения.Если на месте строительства грунт насыпнойна глубину 4—5 м, то он должен быть удален. В этом случае целесообразно строительство подвального этажа. Наоборот,при водонасыщенных грунтах(высоком уровне грунтовых вод), строительство подвального этажа потребует сложных гидроизоляционных сооружений. В этом случае целесообразно строить здание таким образом, чтобы нижний этаж был наземным и служил фундаментом для прессов.
В каждом отдельном случае выбор конкретного решения должен производиться на основании технико-экономического расчетас учетом всех факторов.
Рамные фундаменты в здании с подвальным этажом.
Основными элементами фундамента(рис. IV:29) являются железобетонные стойки (колонны подвального помещения), имеющие опорные консоли. В тех случаях, когда здание цеха имеет металлические колонны, подколенники выполняют в виде арок с опорными консолями, которые могут заменить железобетонные стойки.
Рамные фундаментыделают в сочетании спроемами,предназначенными для транспортировки металлоотходов. Железобетонные стойки одновременно служат основанием, на которое укладываются элементы этажного перекрытия. Стойки имеют фундаменты, конструкция которых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном0,1. 0,15 МН/м2, целесообразно фундамент выполнятьв виде лентына весь ряд стоек.Шаг стоек(колонн подвального помещения) в продольном направлении делают от4 до 6 м.
При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. При шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7. 0,8 м.При установке металлических стоекшаг их может быть принят 4 м, апри установке железобетонных стоекшаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м.
При наличии фундаментов в здании с подвальным этажом удельная нагрузка на перекрытие этажапредусматривается в местах хранения штампов 0,15—0,2 МН/м2; в местах установки прессов 0,1 МН/м2; в проездах 0,12 МН/м2; в местах, предназначенных для хранения готовой продукции, 0,1 МН/м2.
Ленточные (стрічкові) углубленные фундаментыприменяют для установки кривошипных прессов, одинаковых по усилию при массовом и крупносерийном производстве деталей, когда требуется установить на линии более двух прессов. Практически на ленточные фундаменты устанавливают прессы усилием до 6300 кН.
Ленточный фундамент(рис. IV.33) представляет собой монолитную ленту /, сделанную из бетона марки 200, имеющую по всей длине выемку, перекрытую между прессами 3 бетонными плитами 5. В бетонную ленту вмонтированы две металлические сварные балки коробчатого сечения 2, имеющие сверху прорези для установки анкерных болтов 4. Металлические балки с бетонной лентой являются монолитной конструкцией.
Основные размеры ленточного фундаментаопределяются: h — в зависимости от усилия пресса и геологической характеристики грунта, на котором предполагается сооружение фундамента; b — по технической характеристике устанавливаемых прессов; h1 — в зависимости от наличия прижимного устройства или других вспомогательных механизмов; е — в зависимости от усилия пресса, но не менее 150 мм.

Ленточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
Ленточные напольныефундаменты (бетонная подготовка)применяется для кривошипных прессов,производящих незначительное давление на грунт. Бетонная подготовка делается из бетона марки 200 на всем участке, где предполагается установка кривошипных прессов.Толщину бетонной подготовкипринимают равной 100—150 мм.
Индивидуальные фундаменты под кривошипные прессыстроят при серийном и мелкосерийном производствах деталей.
Индивидуальный фундамент (рис. IV.34) представляет собой бетонный массив обычно прямоугольной формы, имеющий четыре колодца для анкерных болтов, углубление для размещения ресиверов и механизмов, расположенных в нижней части пресса, и приямок для доступа к механизмам пресса при их обслуживании.

Фундаменты изготовляют из бетона марки 200 и армируют по контуру.
Мелкие прессы (до 1600 кН), если они динамически хорошо уравновешены, можно ставить непосредственно на пол даже без крепления анкерными болтами, но с применением виброизолирующих опор. Это ускоряет монтаж, обеспечивает мобильность прессов при необходимости их, перестановки.
Тут вы можете оставить комментарий к выбранному абзацу или сообщить об ошибке.
Фундаменты под прессы или молоты должны обеспечивать их нормальную эксплуатацию без создания каких-либо помех выполнению функций цеха или находящихся поблизости других объектов. Для удовлетворения этих условий необходимо, чтобы конструкции фундаментов, обеспечивая удобное размещение, и надежное крепление машин, отвечали требованиям прочности и устойчивости, отсутствия чрезмерных осадок и деформаций, отсутствия сильных вибраций и деформаций, вредно влияющих на соседние объекты.
Помимо этого, конструкция фундамента должна быть экономична. Фундаменты под молоты или, прессы имеют обычно такие размеры, при которых фактическое давление, передаваемое фундаментом на основание, не превышает 0,02. 0,07 МН/м2 при фундаментах рамного типа. Таким образом, почти всякий грунт может служить надежным основанием под фундаменты машин. Благодаря компактности фундаментов, имеющих сравнительно небольшие размеры и простую форму в плане,, возможность неравномерных осадок основания практически сводится к нулю. В связи с условиями размещения машин получается такая высота фундамента, при которой он, будучи, армированным, свободно выдерживает нагрузки, передаваемые на него частями машин.
Соблюдение требований, относящихся к недопущению сильных вибраций фундаментов машин, а также соседних с ним зданий и сооружений, представляет более сложную задачу.
Учитывая сказанное, фундаменты делают таких размеров и массой, при которой амплитуды колебаний не превосходят некоторых определенных величин, устанавливаемых на основании имеющегося опыта эксплуатации кузнечно-прессовых машин. Когда же возникает опасение, что работа машины может вредно отразиться на соседних объектах, используют фундаменты специальных, конструкций, снабженных амортизаторами.
По назначению фундаменты делятся на следующие группы: фундаменты под прессы, предназначенные для листовой штамповки; фундаменты под молоты и прессы, предназначенные для ковки и горячей штамповки; фундаменты под оборудование для холодной высадки. Для вертикальных прессов холодной объемной штамповки используют фундаменты, аналогичные индивидуальным фундаментам под листоштамповочные прессы: Для горизонтальных многопозиционных прессов-автоматов холодной объемной штамповки применяют такие же фундаменты, как и под холодновысадочные автоматы.
§ 26. Фундаменты под кривошипные прессы листовой штамповки
Фундаменты под кривошипные листоштамповочные прессы разделяются на: индивидуальные и групповые (схема IV.1). Индивидуальные фундаменты могут быть углубленными и наземными (плита, железобетонная подстилка). Групповые фундаменты делятся на рамные и ленточные.
Рамные фундаменты применяют для установки кривошипных прессов, предназначенных для штамповки крупных и средних листовых деталей при массовом и крупносерийном, а иногда и серийном производствах.

Рамный фундамент представляет собой жесткую раму, состоящую из продольных железобетонных стен или опорных стоек, соединенных между собой в продольном и поперечном направлениях металлическими балками, или ряд портальных металлических рам, связанных сверху в продольном направлении металлическими балками.
В условиях действующих цехов рамные фундаменты позволяют производить .в штамповочной линии раз-движение прессов, их поворот на 90°, замену прессов, установку дополнительных прессов и уменьшение количества прессов в линии. Это производят в тех случаях, когда меняется модель изделия, выпускаемая заводом, вследствие чего отдельные детали требуют другой организации производства или когда в штамповочной линии выходит из строя тот или иной пресс в результате серьезных поломок, устранение которых требует длительного времени. В таких случаях пресс, вышедший из строя, может быть заменен другим прессом. Вследствие этого рамные фундаменты имеют преимущество перед индивидуальными фундаментами, хотя сооружение их обходится дороже индивидуальных фундаментов.
Рамные фундаменты делятся на две основные группы: траншейные и этажные. Траншейные фундаменты, в свою очередь, по конструкции подразделяются на три вида: стеновые, колонные (стоечные) и комбинированные. Этажные фундаменты подразделяются также на два вида: фундаменты в здании с подвальным этажом и фундаменты в двухэтажном здании, в котором нижний (наземный) этаж служит фундаментом для прессов.


Этажные фундаменты в здании с подвальным, или наземным, фундаментным этажом имеют конструктивные разновидности: фундаменты стационарные, состоящие из жестко соединенных между собой железобетонных стоек (колонн) или, гораздо реже, металлических конструкций; фундаменты переставные, состоящие из портальных металлических опор, выполненных в виде портальных рам (арок). Портальные металлические рамы можно передвигать в продольном направлении, изменяя расстояние между ними в зависимости от габаритов пресса и необходимых промежутков между прессами.
Траншейные фундаменты применяют в тех случаях, когда в цехе требуется установить одну, две или три штамповочные линии, расположенные в одном пролете параллельно друг другу. При большем количестве штамповочных Линий, которые должны быть размещены в нескольких пролетах, целесообразно строить фундаменты этажного типа.
. На траншейные фундаменты устанавливают штамповочные линии, состоящие из кривошипных прессов с верхним приводом (преимущественно двух- и четырехкривошипные) при крупносерийном и серийном, производствах крупных и средних листовых деталей.
Траншейные стеновые фундаменты состоят из двух сплошных стей, имеющих в верхней части консольные выступы, на которых укладываются промежуточные горизонтальные рамы. В основании траншейные фундаменты имеют плиту, которая связывает стены. Расположенные в одном пролете два или три траншейных фундамента в основании связываются общей бетонной плитой, как показано на рис. IV.26.
Стены фундамента делают из бетона и армируют от основания доверху. По всей длине стен фундамента на определенных расстояниях друг от друга в соответствии с расположением прессов сделаны проемы, через которые удаляются металлоотходы от рабочих мест на транспортер, проходящий в туннеле, расположенном между траншейными фундаментами.
В одном пролете здания обычно строят две или три траншеи в сочетании с туннелями, предназначенными для транспортировки металлоотхрдов. Количество траншейных фундаментов в одном пролете зависит, от характеристики прессов и расположения их на планировке цеха.
Толщина стен траншей 600. 700 мм При трехрядном расположении и 800. 900 мм при двухрядном расположении. Дно траншеи делается с уклоном 3—5° к кювету, предназначенному для отвода жидкости. Толщина нижней плиты траншеи от 800 до 1200 мм.
Длина траншеи в каждом конце должна быть больше штамповочной линии на 6 м. Ширина и глубина траншеи определяются в зависимости от размеров прессов и могут приниматься по табл. IV.6.
Основные размеры траншейного фундамента
Размеры стола пресса слева направо, м
Ширина между стенками или стойками, м
Глубина до нижней плиты, м
В тех случаях, когда в одном пролете должны быть установлены две штамповочные линии, оснащенные прессами разных размеров, траншейные фундаменты иногда выполняют разной ширины, но одинаковой глубины. Учитывая перспективы развития производства и необходимость при этом замены или перестановки прессов с одной линии на другую, такие фундаменты нельзя рекомендовать.
При расположении прессов в одном пролете в три ряда траншейные фундаменты могут быть выполнены по схеме, показанной на рис.IV.27. При этом подколонники колонн здания желательно выполнять арочного типа, Через которые смогут проходить транспортеры для удаления металлоотходов.
Траншейные комбинированные фундаменты (рис. IV.28) вместо двух стен имеют только одну. Вторая стена у них заменена стойками (колоннами), с опорными консолями, на которые укладывают продольные металлические балки. Расстояние между стойками 4—б м. Стена фундамента также имеет стойки, вместе с которыми Представляет монолитное сооружение. Если рядом расположено несколько параллельных траншей, то средние фундаменты являются колоннымй (стоечными).
Комбинированные и колонные траншейные фундаменты обеспечивают по сравнению со стеновыми траншейными фундаментами значительную экономию бетона. У них, кроме того, облегчен доступ к нижней части прессов.
Этажные фундаменты, Как уже указывалось выше, могут быть подвальными и наземными (первый этаж двухэтажного или двухэтажной части здания). Практика показала, что выбор подвального или наземного этажа зависит от ряда местных условий, к которым относятся: геологическая характеристика грунта; рельеф площадки, на которой предполагается строительство цеха; организация производства и наличие близко расположенных зданий и сооружений; экономическая целесообразность.
Состояние грунта на месте строительства цеха иногда является ршающим мотивом при выборе конкретного решения. Если на месте
строительства грунт насыпной на глубину 4—5 м, то он должен быть

удален. В этом случае целесообразно строительство подвального этажа. Наоборот, при водонасыщенных грунтах (высоком уровне грунтовых вод), строительство подвального этажа потребует сложных гидроизоляционных сооружений. В этом случае целесообразно строить здание таким образом, чтобы нижний этаж был наземным и служил фундаментом для прессов.
Когда рельеф площадки требует больших земляных работ по намывке грунта или засыпке соответствующих мест площадки, очевидно, выгодно будет использовать рельеф площадки для строительства подвального этажа.
Наличие близко расположенных зданий, которые должны быть связаны с цехом листовой штамповки напольным транспортом, сделает нерациональным применение наземного этажного фундамента под прессы, ибо в этом случае будет затруднено перемещение грузов.

В каждом отдельном случае выбор конкретного решения должен производиться на основании технико-экономического расчета с учетом всех факторов.
Рамные фундаменты в здании с подвальным этажом. Основными элементами фундамента (рис. IV:29) являются железобетонные стойки (колонны подвального помещения), имеющие опорные консоли. В тех случаях, когда здание цеха имеет металлические колонны, подколенники выполняют в виде арок с опорными консолями, которые могут заменить железобетонные стойки.

Рамные фундаменты делают в сочетании с проемами, предназначенными для транспортировки металлоотходов. Железобетонные стойки одновременно служат основанием, на которое укладываются элементы этажного перекрытия. Стойки имеют фундаменты, конструкция которых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном 0,1. 0,15 МН/м2, целесообразно фундамент выполнять в виде ленты на весь ряд стоек. Шаг стоек (колонн подвального помещения) в продольном направлении делают от 4 до 6 м. Чем больше шаг стоек в продольном направлении, тем удобнее и лучше будут подходы и подъезды к нижним приводам прессов для их ремонта и обслуживания. При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. Например, при шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7. 0,8 м. При установке металлических стоек шаг их может быть принят 4 м, а при установке железобетонных стоек шаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м. Фундаменты в здании с подвальным этажом, как и траншейные фундаменты, допускают расположение прессов в одном пролете в зависимости от их характеристик в две и три линии. Стойки имеют опорные консоли, на которые монтируются металлические балки двутаврового сечения. В верхней части балки имеют продольные отверстия (щели), предназначенные для крепления металлических промежуточных рам. Благодаря такой форме отверстий промежуточные рамы могут перемещаться по продольным балкам в продольном направлении. Перемещение промежуточных рам может быть необходимо при установке на них прессов.
При наличии фундаментов в здании с подвальным этажом удельная нагрузка на перекрытие этажа предусматривается в местах хранения штампов 0,15—0,2 МН/м2; в местах установки прессов 0,1 МН/м2; в проездах 0,12 МН/м2; в местах, предназначенных для хранения готовой продукции, 0,1 МН/м2.
Рамные фундаменты в здании с наземным фундаментным этажом по своей конструкции не отличаются от фундамента в здании с подвальным этажом. В отличие от фундаментов в здании с подвальным этажом, где кривошипные прессы устанавливаются на нулевой отметке относительно уровня пола, в цехе с наземным фундаментным этажом прессы устанавливают на отметке +6 м. На рис.IV.30 показана схема расположения фундаментов в здании с наземным фундаментным этажом.

Рамные фундаменты с портальными металлическими опорами являются разновидностью этажных фундаментов и делаются при наличии наземного этажа высотой не менее 6 м. Их
конструкция предложена и разработана ЗИЛом. Они применяются в условиях сильно водонасыщенных грунтов, с высоким уровнем грунтовых вод, но можно их устраивать и в подвале, если уровень грунтовых вод. низкий. Фундаменты представляют собой металлические опорные конструкции (рамы), имеющие форму порталов, на которые устанавливаются кривошипные прессы чаще всего с нижним приводом. Кроме того, к ним крепятся металлические балки, которые служат основанием для крепления перекрытия нижнего этажа.
На рис. IV.31 показан схематический план расположения кривошипных прессов на рассматриваемом фундаменте. Каждый пресс устанавливают на две портальные рамы, одинаковые по своей конструкции и размерам.
Высота всех портальных рам одинаковая и делается применительно к прессам, имеющим максимальную высоту от основания (опорной лапы) до поверхности стола. Прессы, имеющие меньшую высоту стола, устанавливают на портальные рамы посредством тумб, состоящих Из стальных плит, сваренных между собой и приваренных к портальным рамам. В этом случае столы всех прессов, независимо от их характеристик находится на одном уровне.
В нижней части портальные рамы опираются на металлические балки, установленные на железобетонные ленты, как показано на рис. IV.32. Глубина заложения железобетонных лент зависит от расчетных нагрузок и геологической характеристики грунта.

Ленточные углубленные фундаменты применяют для установки кривошипных прессов, одинаковых по усилию при массовом и крупносерийном производстве деталей, когда требуется установить на линии более двух прессов. Практически на ленточные фундаменты устанавливают прессы усилием до 6300 кН.
Ленточный фундамент (рис. IV.33) представляет собой монолитную ленту /, сделанную из бетона марки 200, имеющую по всей длине выемку, перекрытую между прессами 3 бетонными плитами 5. В бетонную ленту вмонтированы две металлические сварные балки коробчатого сечения 2, имеющие сверху прорези для установки анкерных болтов 4. Металлические балки с бетонной лентой являются монолитной конструкцией.
Основные размеры ленточного фундамента определяются: h — в зависимости от усилия пресса и геологической характеристики грунта, на котором предполагается сооружение фундамента; b — по технической характеристике устанавливаемых прессов; h1 — в зависимости от наличия прижимного устройства или других вспомогательных механизмов; е — в зависимости от усилия пресса, но не менее 150 мм.

Ленточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
Ленточные напольные фундаменты (бетонная подготовка) применяется для кривошипных прессов, производящих незначительное давление на грунт. Бетонная подготовка делается из бетона марки 200 на всем участке, где предполагается установка кривошипных прессов. Толщину бетонной подготовки принимают равной 100—150 мм.
Индивидуальные фундаменты под кривошипные прессы строят при серийном и мелкосерийном производствах деталей.
Индивидуальный фундамент (рис. IV.34) представляет собой бетонный массив обычно прямоугольной формы, имеющий четыре колодца для анкерных болтов, углубление для размещения ресиверов и механизмов, расположенных в нижней части пресса, и приямок для доступа к механизмам пресса при их обслуживании.

Фундаменты изготовляют из бетона марки 200 и армируют по контуру.
Читайте также: