
Автоклавная обработка силикатного кирпича
Обновлено: 18.05.2024
При загрузке автоклавов сырцом, запаривании кирпича и выгрузке готового кирпича из автоклавов следует строго соблюдать следующие правила техники безопасности.
Не разрешается работать на неисправной электротележке; следует оообенно тщательно следить за исправностью ее тормозного устройства. Нельзя пускать электротележки в движение без подачи предупредительного сигнала. Скорость движения электротележки не должна превышать 3—5 км/ч. Рельсы, по которым передвигается электротележка, должны точно совпадать с рельсами стационарных путей в цехе от прессов и в автоклавах.
Не следует оставлять электротележку с включенным пусковым устройством и отпущенным тормозом. К управлению электротележкой допускаются только лица, сдавшие экзамен на право работы. Моторист электротележки должен работать в резиновых перчатках, стоя на резиновом коврике.
Во время очистки и загрузки автоклавов категорически запрещается впускать и перепускать пар. При производстве работ внутри автоклава следует пользоваться переносными электролампами, работающими при напряжении в сети не выше 12 В.
Нельзя поднимать, опускать и передвигать крышки автоклава при неисправности подъемного крана или крана-укосины, а также закрывать крышки автоклава при неисправном автоблокировочном устройстве.
Категорически запрещена работа автоклава с байонетным затвором при неисправности уплотняющей прокладки или заглушённом предохранительном устройстве.
После того как крышки автоклава будут закрыты и прежде чем будет дано распоряжение о впуске в него пара, рабочий должен еще раз убедиться в том, что крышка автоклава действительно полностью и правильно закрыта. Впускать пар в автоклав можно, только убедившись, что крышки полностью закрыты.
Не следует подтягивать болты закрепления крышки автоклава, если давление внутри автоклава превышает 1 ат (изб.).
Не разрешается открывать крышки автоклава до полного падения давления в автоклаве; наличие давления в автоклаве контролируется с помощью контрольного крана.
Нельзя находиться в приямке во время открывания крышки автоклава, так как это может привести к ожогам конденсатом.
Запрещается прислонять снятую крышку к рядом стоящему автоклаву, особенно если он находится под давлением.
Впускать, перепускать и выпускать пар следует точно по инструкции. Ни в коем случае нельзя повышать давление пара в автоклаве сверх установленного.
Рабочие, обслуживающие автоклав, должны следить за исправностью вентилей, манометров и предохранительных клапанов.
Нельзя допускать к управлению работой автоклавов и паровыми магистралями лиц, несдавших соответствующий экзамен.
При выгрузке вагонеток из автоклава на всем протяжении выгрузочного пути не должно быть людей во избежание несчастных случаев при обрыве троса или попадания людей под вагонетки.
Для придания необходимой прочности силикатному кирпичу его обрабатывают насыщенным паром; при этом температурное воздействие сочетается с обязательным наличием в водной среды, которая благоприятствует протеканию реакции образования цементирующих веществ с максимальной интенсивностью. Насыщенный пар используется с температурой 1750 при соответствующем такой температуре давлении в 8 атм.
Автоклав представляет собой трубу длиной 19 м и диаметром 2 м, вместимостью 12 вагонеток (V = 5965 м³). Режим работы автоклава:
- 1,5 час. — подъём пара,
- 5 — 6 час. — выдержка,
- 1 — 1,5 час. — спуск пара.
В процессе автоклавной обработки, запаривания , различают три стадии.
Первая стадия начинается с момента впуска пара в автоклав и заканчивается при наступлении равенства температур теплоносителя (пара) и обрабатываемых изделий.
Вторая стадия характеризуется постоянством температуры и давления в автоклаве. В это время получают максимальное развитие все те процессы, которые способствуют образованию гидросиликата кальция, а следовательно, и твердению обрабатываемых изделий.
Третья стадия начинается с момента прекращения доступа пара в автоклав и включает время остывания изделий в автоклаве до момента выгрузки из него готового кирпича.
В первой стадии запаривания насыщенный пар с температурой 1750 под давлением 8 атм. впускают в автоклав с сырцом. При этом пар начинает охлаждаться и конденсироваться на и стенках автоклава. После подъема давления пар начинает проникать в мельчайшие поры кирпича и превращается в воду. Следовательно, к воде, введенной при изготовлении силикатной массы, присоединяется вода от конденсации пара. Образовавшийся в порах конденсат растворяет присутствующий в сырце гидрат окиси кальция и другие растворимые вещества, входящие в сырец. Известно, что упругость пара растворов ниже упругости пара чистых растворителей. Поэтому притекающий в автоклав водяной пар будет конденсироваться над растворами извести, стремясь понизить их концентрацию; это дополнительно увлажняет сырец в процессе запаривания. И третьей причиной конденсации пара в порах сырца являются капиллярные свойства материала.
Роль пара при запаривании сводится только к сохранению воды в сырце в условиях высоких температур. При отсутствии пара происходило бы немедленное испарение. воды, а следовательно, высыхание материала и полное прекращение реакции образования цементирующего вещества — гидросиликата.
С того момента, как в автоклаве будет достигнута наивысшая температура, 170 — 2000, наступает вторая стадия запаривания. В это время максимальное развитие получают химические и физические реакции, которые ведут к образованию монолита. К этому моменту поры сырца заполнены водным раствором гидрата окиси кальция Са (ОН)2, непосредственно соприкасающимся с кремнеземом SiO2 песка.
Наличие водной среды и высокой температуры вызывает на поверхности песчинок некоторое растворение кремнезема, образовавшийся раствор вступает в химическую реакцию с образовавшимся в течение первой стадии запаривания водным раствором гидрата окиси кальция и в результате получаются новые вещества — гидросиликаты кальция.
Сначала гидросиликаты находятся в коллоидальном (желеобразном) состоянии, но постепенно выкристаллизовываются и, превращаясь в твердые кристаллы, сращивают песчинки между собой. Кроме того, из насыщенного водного раствора гидрат окиси кальция также выпадает в виде кристаллов и своим процессом кристаллизации участвует в сращивании песчинок.
Таким образом, во второй стадии запаривания образование гидросиликатов кальция и перекристаллизация их и гидрата окиси кальция вызывают постепенное твердение .
Третья стадия запаривания протекает с момента прекращения доступа пара в автоклав, начинается падение температуры в автоклаве, быстрое или медленное в зависимости от изоляции стенок автоклава и наличия перепуска пара. Происходит снижение температуры изделия и обеднение его водой, вода испаряется и повышается концентрация раствора, находящегося в порах. С повышением концентрации гидрата окиси кальция и снижением температуры цементирующего вещества силикаты кальция становятся более основными, и это продолжается до тех пор, пока кирпич не будет выгружен из автоклава. В результате усиливается твердение гидросиликатов кальция и, следовательно, повышается прочность силикатного кирпича. Одновременно пленки цементирующего вещества сильней обогащаются выпадающим из раствора гидратом окиси кальция.
Механическая прочность силикатного кирпича, выгруженного из автоклава, ниже той, которую он приобретает при последующем выдерживании его на воздухе. Это объясняется происходящей карбонизацией гидрата окиси кальция за счет углекислоты воздуха по формуле:
Таким образом, полный технологический цикл запаривания кирпича в автоклаве состоит из операций очистки и загрузки автоклава, закрывания и закрепления крышек, перепуска пара; впуска острого пара, выдержки под давлением, второго перепуска, выпуска пара в атмосферу, открывания крышек и выгрузки автоклава. Совокупность всех перечисленных операций составляет цикл работы автоклава, который равен 10 — 13 час.
Запаривание кирпича в автоклавах требует строгого соблюдения температурного режима: равномерного нагревания, выдержки под давлением и такого же равномерного охлаждения. Нарушение температурного режима приводит к браку.
Для контроля за режимом запаривания на автоклавах установлены манометры и самопишущие дифманометры, снабженные часовым механизмом, записывающим на барограмме полный цикл запаривания кирпича.
Дробление извести. Проверяют один раз в смену путем рассева пробы дробленой извести на ситах с отверстиями 5, 10, 20 и 30 мм. При измельчении в молотковой дробилке вся известь должна проходить сквозь сито с отверстиями 10 мм, а остаток на сите с отверстиями 5 мм не должен превышать 25%. Если на заводе используют щековые дробилки, то вся дробленая известь должна проходить сквозь сито с отверстиями 30 мм, а остатки на остальных ситах должны быть соответственно не более 50, 30 и 20%.
Шихтовка песков. Эту операцию контролируют в начале каждой смены. В том случае, если крупность песков отличается не более чем в три раза, их шихтовку следует прекратить, так как при этом пористость песков увеличится, что приведет к перерасходу вяжущего.
При грубой шихтовке песков в карьере проверяют, в какой пропорции загружают вагонетки или автосамосвалы песками различной крупности в каждом забое. При наличии нескольких приемных бункеров для разных фракций песка необходимо проверять заданную пропорцию песков в шихте по количеству питателей одинаковой производительности, одновременно выгружающих пески различной крупности. Если же подача разных песков осуществляется только из двух бункеров, то. в этом случае проверяют количество песка, выдаваемого каждым питателем, общеизвестными приемами по скорости движения ленты питателя и площади сечения лежащего на ней песка с учетом его насыпной плотности.
Отсев включений из песка. В начале каждой смены проверяют состояние сит на грохотах, так как при разрыве сит крупные включения могут попадать в просеянный песок, а при замазывании — песок может поступать в отсев.
Дозирование компонентов вяжущего. Проверяют ежесменно положение шиберов или отсекающих ножей при использовании объемных питателей и показания регистрирующих приборов при использовании весовых дозаторов. Не реже раза в неделю производят контрольные взвешивания порций компонентов, выдаваемых питателями и дозаторами за определенный промежуток времени (например, за 15 — 20 с).
Тонкость помола вяжущего. Контролируют не реже одного раза в смену путем просева пробы на механическом приборе для просеивания цемента. Остаток на сите с сеткой № 021 не должен превышать 2%, а на сите с сеткой № 008 — 10%. Удельная поверхность вяжущего должна быть не менее 4000 см²/г.
Дозирование компонентов силикатной смеси. Эту операцию проверяют в начале каждой смены аналогично контролю дозирования компонентов вяжущего.
Приготовление смеси. Контролируют увлажнение компонентов, их пароподогрев (в случае его применения) и содержание активной окиси кальция в смеси не реже трех раз в смену. Однородность смеси определяют один раз в неделю путем последовательного отбора за 10 с в стеклянные бюксы с притертыми крышками не менее 15 проб смеси, выходящей из смесителя, и определения содержания в них влаги и активной окиси кальция. Для определения активности следует брать навеску смеси 7 г, так как, при этом получаются наиболее правильные результаты. Затем известными способами подсчитывают коэффициент вариации влажности и активности смеси, который должен быть не выше 0,1. В случае его превышения необходима тщательная регулировка работы дозаторов, проверка состояния лопастей смесителей и частоты вращения их валов.
Гашение смеси. Проверяют температуру поступающей в силосы или реакторы и выходящей из них смеси три раза в смену и степень погашенности извести один раз в смену. Степень погашенности определяют по пробе массой 100 г, помещенной в сосуд Дьюара, непосредственно на месте отбора, сравнивая кривую остывания пробы с тарировочной кривой остывания сосуда Дьюара при одинаковой их начальной температуре. В том случае, когда кривая остывания пробы расположена выше тарировочной кривой, необходимо увеличить сроки гашения смеси.
Обработка гашеной смеси. Проверяют не реже трех раз в смену зерновой состав и влажность гашеной смеси до и после обработки. Визуально под бинокулярной лупой определяют один раз в смену, из чего состоят отсеянные комочки: из скоплений частиц извести, глины, дисперсного кремнезема или же из окатышей хорошо промешанной однородной смеси компонентов. При наличии в смеси отдельных комочков извести, глины и других дисперсных материалов следует проверить правильность и равномерность питания стержневых смесителей, а в случае обработки и доувлажнения смеси в лопастных смесителях — также состояние лопастей и частоту их вращения.
Формование и укладка сырца на вагонетки. Необходимо не реже одного раза в смену определять на циферблатных весах массу сырца, сформованного в различных гнездах стола каждого пресса, внешний вид и прочность сырца, наличие в нем дефектов, возникающих при формовании и укладке автоматами на запарочные вагонетки, а также состояние поверхности платформ вагонеток.
Транспортирование сырца и загрузка его в автоклавы. Следует ежесменно проверять состояние откаточных путей и стыков, загрязненность рельсов просыпью, плавность заталкивания запарочных вагонеток в автоклавы, закрывание крышек проходных автоклавов с выгрузочного конца сразу после выкатки состава запаренного кирпича во избежание охлаждения и подсушки загружаемого сырца.
Автоклавная обработка. Ежесменно контролируют правильность проведения заданного режима запаривания сырца по диаграммам на контрольных приборах или же при наличии программных регуляторов по их записям. Одновременно проверяют запись давления пара в магистральном паропроводе, которое должно превышать по крайней мере на 0,05 МПа заданное давление в автоклавах. Необходимо регулярно следить за выпуском воздуха из автоклавов в начале запаривания.
Контроль качества готовой продукции. Качество запаренного силикатного кирпича и камней определяется по для каждой партии изделий, равной вместимости одного автоклава, по внешнему виду, размером (250*120*88 мм), испытанию на прочность при изгибе и сжатии, причём последние испытание помогает определить марку кирпича. Силикатный кирпич также испытывается на водопоглощение и морозостойкость (25 циклов).
Схема технологического процесса автоклавной обработки. Полный технологический цикл процесса запаривания кирпича в автоклаве состоит из следующих операций: загрузка сырца в автоклав, закрытие крышек, перепуск пара, впуск острого пара, выдержка под давлением, второй перепуск, выпуск пара в атмосферу, открывание крышек и выгрузка автоклава. Совокупность всех перечисленных операций составляет цикл работы автоклава, который в зависимости от ряда условий может составлять 12—13 ч и меньше.
Интенсивность использования автоклавов характеризуется средней продолжительностью цикла запаривания кирпича в часах или количеством циклов (оборотов) автоклава в сутки. Количество циклов достигает 2 и 2,5 в сутки, а коэффициент использования мощности составляет 0,96—0,98.
Увеличение производительности автоклавов достигнуто повышением давления пара в автоклавах с 8 до 101 2 ат _(изб.) и соответственно температуры насыщенного пара от 175 до 190—212° С, что позволило сократить продолжительность цикла запаривания с 10,5 до 8 и 8,5 ч.
Для определения количества циклов запаривания кирпича в автоклаве в сутки Ц пользуются формулой
где t — время запаривания кирпича.
Например, при длительности цикла 10,5 ч количество циклов в сутки составляет
Сокращению цикла запаривания способствовало также применение вместо молотой извести молотой известково-кварцевой смеси, полученной совместным помолом извести с кварцевым песком.
Процесс автоклавной обработки силикатного кирпича ведут следующим образом. Для примера рассмотрим два автоклава А и Б, стоящие рядом. Предположим, что в автоклаве А процесс запаривания закончился. Из этого автоклава отработанный пар перепускают в автоклав Б для подогрева сырца, при этом все вентили, кроме вентилей перепускной линии, закрыты. Спустя некоторое время открывают вентиль конденсационной магистрали для выпуска конденсата из автоклава Б.
После того как в автоклаве Б будет достигнуто давление 3—4 ат (изб.), в автоклаве А открывают вентиль для выпуска остатка пара в атмосферу (все остальные вентили закрыты). В автоклаве Б открывают вентиль острого пара для впуска в автоклав пара из магистрали и парового котла.
Вентиль надо открывать очень медленно. За первые 3—4 мин вентиль должен быть открыт только на один оборот, затем через каждые 3—4 мин вентиль открывают все быстрее, и приблизительно в течение 15 мин вентиль должен быть открыт полностью и в автоклаве Б должно быть установлено требуемое давление.
В течение всего времени запаривания кирпича в автоклав Б поступает острый пар для поддержания заданного давления, которое падает вследствие конденсации пара от охлаждения. После окончания запаривания из автоклава Б отработанный пар перепускают в автоклав, загруженный свежим сырцом. Когда на манометре, установленном на автоклаве, а также на диаграмме дифманометра давление снизится до нуля, наличие пара проверяют с помощью пробочного крана. После этого открывают вентиль для выпуска из автоклава конденсата.
Работа запарочного отделения должна быть организована так, чтобы одновременно загружали сырцом только один автоклав. К моменту окончания запаривания в нем кирпича другой автоклав должен быть закрыт и подготовлен к приему пара. Для обеспечения ритмичной работы составляют график работы автоклавов, который необходимо строго соблюдать.
Загрузка сырца в автоклав. Для загрузки кирпича-сырца в автоклавы применяют механические загрузчики различной конструкции. На рис. 100 показан механический реечный загрузчик кирпича. Реечный
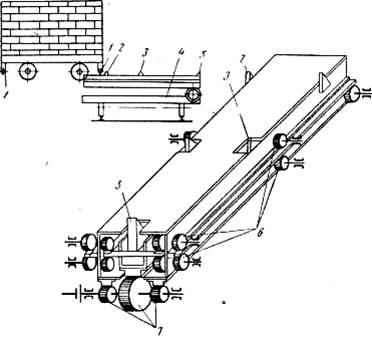
Рис. 100. Механический загрузчик кирпича в автоклав:
1 — кронштейн запарочной вагонетки, 2 — передние захваты, 3 — средние захваты, 4 — электропередаточная тележка, 5 — задний захват, б— роликовые опоры загрузчика, 7 — привод загрузчика
загрузчик смонтирован на электропередаточной тележке 4, которая перемещается вдоль автоклавов по рельсовому пути шириной 1920 мм. Механический загрузчик перемещает запарочную вагонетку на передаточную электротележку, сталкивает вагонетку с электротележки и продвигает ее в автоклав.
Реечный загрузчик состоит из двух телескопических реек. Они приводятся в движение от приводного вала, который получает вращение от электродвигателя через муфту, редуктор и пару цилиндрических шестерен. Ход загрузчика 1900 мм, скорость движения 0,08 м/сек, толкающее усилие 1000 кгс.
Загрузчик имеет ряд захватов: пару передних 2, пару средних 3 и один задний 5. Они укреплены на телескопических рейках. При движении реек захваты зацепляют за кронштейны вагонеток. Загрузчик имеет передний и задний ход, поэтому после зацепления захватов за кронштейны вагонетки он может передвигать ее на величину своего хода.
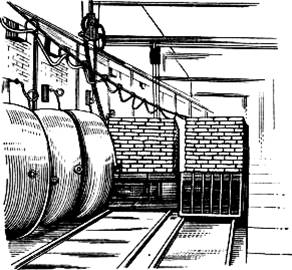
Рис. 101. Загрузка автоклава вагонетками с кирпичом-сырцом с помощью механического загрузчика
При загрузке автоклава загрузчик сначала сталкивает одну вагонетку с электропередаточной тележки в автоклав, затем вторую и т. д. Каждая последующая вагонетка, входя в автоклав, продвигает вперед ранее введенную вагонетку. Так повторяется до тех пор, пока автоклав не будет полностью загружен вагонетками с сырцом (рис. 101).
Если во время загрузки автоклава сырец обвалился, следует выгрузить из автоклава все вагонетки, очистить его и только после этого вновь загружать. Нельзя запаривать кирпич, если в автоклаве находится повалившийся и разрушенный сырец, так как потом будет трудно очистить автоклав от затвердевшей смеси.
Закрытие крышек автоклава. Перед закрытием крышек необходимо проверить состояние уплотняющих прокладок и заменить плохие прокладки. В автоклавах с болтовым креплением крышек следует осмотреть все гайки и болты. Если нарезка на них где-либо сработалась, то нельзя закрывать автоклав без замены или ремонта болтов и гаек; в противном случае может произойти авария во время подъема давления.
Закрепление и открывание крышек с болтовым креплением — трудоемкая работа. Кроме того, при этом часто не достигается полная герметичность, что влечет за собой потери пара.
Крышки автоклава с болтовым устройством открывают и закрывают с помощью специального ключа, которым завинчивают болты в установленной последовательности.
Сначала крышку автоклава подводят к автоклаву подвесной лебедкой или кран-балкой и устанавливают так, чтобы прорези в ней приходились против болтов, затем быстро накидывают четыре пары болтов, лежащих крест-накрест по два в ряд по диаметру автоклава, и ключом подтягивают крышку. После этого последовательно завинчивают до отказа остальные болты, причем верхние болты закрепляют последними.
Перекосы крышки из-за неправильной или неравномерной затяжки болтов по окружности приводят к потере пара через неплотности по периметру крышки.
Автоклавная обработка кирпича. Запаривание кирпича в автоклавах требует строгого соблюдения температурного режима: равномерного впуска пара, повышения температуры и давления в автоклаве, выдерживания под давлением в течение заданного времени без колебаний давления пара и равномерного охлаждения. Нарушение температурного режима работы автоклава приводит к браку кирпича.
Для автоматизации управления режимом запаривания кирпича на автоклавах установлены регуляторы давления, работающие по заданной программе.
Конструкторским бюро ВНИИСТРОМа разработан программный регулятор запаривания ΠP3 (рис. 102). Это самопишущий пневматический прибор с пределом регулирования температуры от 0 до 200°. Измерительная система регулятора состоит из термобаллона 4 и стальной пружины, помещенной внутри прибора. Система заполнена маловязкой жидкостью (ксилолом) и герметически запаяна.
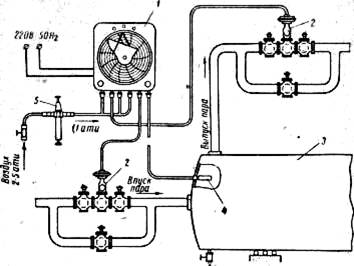
Рис. 102. Схема регулирования процесса запаривания в автоклаве
программным регулятором ПРЗ: 1 — прибор программного регулятора, 2— регулирующие клапаны, 3 — автоклав, 4 — термобаллон, 5 — фильтр прибора ПРЗ
Работает система следующим образом: термобаллон вводят в автоклав 3. Изменение температуры в нем вызывает изменение давления жидкости внутри измерительной системы, что в свою очередь приводит к перемещению пара по картограмме, установленной в приборе. Ha трубопроводах ввода и вывода пара автоклава устанавливают мембранные исполнительные механизмы — регулирующие клапаны 2 с запорными вентилями и отводными линиями.
Программный регулятор получает сжатый воздух от передвижного компрессора, который включается автоматически с помощью регулятора давления воздуха. Воздух очищается в фильтре 5 регулятора и при определенном давлении поступает к программному регулятору.
Чтобы придать силикатному кирпичу необходимую прочность, его обрабатывают насыщенным паром под повышенным давлением — обычно от 8 до 12 ат (изб). При этом давлении температура насыщенного пара составляет соответственно от 174,5 до 187,1° С. При автоклавной обработке кирпича-сырца гидрат окиси кальция Ca(OH)2 вступает в химическую реакцию с кремнеземом SiO2, причем образуется цементирующее вещество (гидросиликаты кальция), которое связывает зерна кварцевого песка. В результате сырец превращается в прочный искусственный камень — силикатный кирпич.
В процессе автоклавной обработки (запаривания) кирпича-сырца согласно работам А. В. Волженского различают три стадии.
Первая стадия начинается с момента впуска пара в автоклав и заканчивается при наступлении равенства температур теплоносителя (пара) и обрабатываемых изделий.
Вторая стадия характеризуется постоянством температуры и давления в автоклаве. В это время получают максимальное развитие все те физико-химические процессы, которые способствуют образованию гидросиликатов кальция, а следовательно, и твердению обрабатываемых изделий.
Третья стадия начинается с момента прекращения доступа пара в автоклав и включает время остывания изделий в автоклаве до момента выгрузки из него готового кирпича.
В первой стадии запаривания в автоклав с сырцом впускают насыщенный пар с температурой 175° С под давлением 8 ат (изб). При этом пар начинает охлаждаться и конденсироваться на кирпиче-сырце и стенках автоклава. После подъема давления пар начинает проникать в мельчайшие поры кирпича и здесь превращается в воду. Следовательно, к воде, введенной при изготовлении сырьевой смеси, присоединяется вода от конденсации пара.
Образовавшийся в порах конденсат растворяет присутствующий в сырце гидрат окиси кальция и другие растворимые вещества, входящие в состав сырца.
Известно, что упругость пара растворов ниже упругости пара чистых растворителей. Поэтому притекающий в автоклав водяной .пар будет конденсироваться над растворами извести, стремясь понизить их концентрацию. Это дополнительно увлажняет сырец в процессе запаривания. И, наконец, одной из причин конденсации пара в порах сырца являются капиллярные свойства материала.
Роль пара при запаривании сводится к сохранению воды в сырце в условиях повышенных и высоких температур. При отсутствии пара происходило бы немедленное испарение воды, а следовательно, высыхание материала и полное прекращение реакции образования цементирующего вещества — гидросиликата кальция.
С того момента, когда б автоклаве будет достигнута наивысшая температура 174,5—187,10 °С, наступает вторая стадия запаривания. В это время максимальное развитие получают все те процессы, которые ведут к образованию монолита. К этому моменту поры сырца заполнены водным раствором гидрата окиси кальция Са(ОН)2. непосредственно соприкасающимся с кремнеземом (SiO2) песка.
Таким образом, в рассматриваемых условиях взаимодействие между известью и кремнеземом протекает при наличии раствора. В результате этого взаимодействия образуются новые вещества — гидросиликаты кальция.
Сначала гидросиликаты находятся в коллоидном (желеобразном) состоянии, а затем постепенно выкристаллизовываются и, превращаясь в твердые кристаллы, сращивают песчинки между собой.
Таким образом, во второй стадии запаривания образование гидросиликатов кальция и перекристаллизация их вызывают постепенное твердение кирпича-сырца.
Третья стадия запаривания наступает с момента прекращения доступа пара в автоклав и кончается в момент извлечения изделий из автоклава.
С прекращением подачи пара начинается падение температуры в автоклаве, быстрое или медленное в зависимости от изоляции стенок автоклава и наличия перепуска пара. Происходит снижение температуры изделия и обеднение его водой, так как вода испаряется.
Читайте также: